selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
О, да это так и амперы и вольфрам и температура аргона особо зимой и если баллоны на улице и сам свариваемый материал.
-
Денис , давайте фотки в студию шва и распилите что не нужное поперек шва и фотку тоже сюды . Без фото ну как нам "гадать" . А вы точно знаете что это АД31, а то могут и Д16 или В95 продать из них тоже бывают уголки и профильная труба .
-
А что есть проблема на малых токах и разных значениях баланса? Чудо конечно может и " случиться" , но скорее всего совсем маленькое и почти не заметное. Вот с малыми токами и различными балансами проблем мало даже на Форсаж500 , но стоит повыше ток и поджиг на DC+ сразу все портят , не все а именно электрод и начинаются проблемы. Вот поэтому Евоспарк выбрал регулируемый по мощности поджиг и выбор полярности. У Форсаж все впереди и работают над этим . Думаю в конце весны в начале лета покажут нам обновления. По видео вольфрам WC-20 3мм (серый), в начале ток 80А, баланс 60% в пользу минуса, частота 20гц, далее все без изменения кроме частоты 50гц, 300гц. и далее импульс ток импульса 260А , пауза 7А , остальное без изменений . Вот в импульсе и видно что вольфрам уже в начале то есть розжигом был изрядно подпорчен. https://www.youtube.com/watch?v=LUTr1NzOjnA
-
 Точно не знаю но вроде есть у меня "фиолетовый" и не помню варил не варил ими. Надо будет попробовать. На АС токе что мне нравятся это "белый" , на DC не так критично все. http://www.elec.ru/articles/e3-dolgovechnye-volframovye-elektrody-dlja-tig-sva/
Точно не знаю но вроде есть у меня "фиолетовый" и не помню варил не варил ими. Надо будет попробовать. На АС токе что мне нравятся это "белый" , на DC не так критично все. http://www.elec.ru/articles/e3-dolgovechnye-volframovye-elektrody-dlja-tig-sva/ -
Во прямо в тему . Ходил сегодня на завод НЗТА (Ногинский завод топливной аппаратуры) , ходил не спроста а за выпиской по зарплате для пенсии. Спустя аж 42 года я снова шагал по знакомым переходам и цехам в бухгалтерию, запах в воздухе тот же и станки на месте а вот людей-работяг раз два и обчелся. Да и станки простаивают (фотки тел. сделал но они записались в память на тел. а не карту и не как не выдерну их с тел на ПК) и дай бог два три в работе на цех. Не раньше как в московском метро народу было, эл. кары шастали одна за другой, но это так ностальгия. Было мне всего 16 от роду и попал в бригаду на главный конвейер по сборке ТНВД , еще один ровесник был в бригаде , остальные мужики от 30 до 45 лет. Конвейер метров 50-60 в длину и за смену 600 штук насосов выложи и выкладывали да еще с ровесником успевали во время движения конвейера пробежаться по девчонкам по цеху , прибежим а наша операция уже укатилась в конец конвейера гайковерты в зубы и "биатлон" к началу конвейера нагоним и есть опять пяток минут. Бывает и опаздывали и мужички по старше за нас "биатлонили" и как прибежим , нам мощные кулаки показывали и бригадир в обед в курилке взбучку давал, но деньгами не наказывал и как все свои 250р мы имели. Вот как то один месяц не доплатили нам (всей бригаде) мы молодые и нам до лампочки , а вот бригадир и постарше мужики в один прекрасный день не запустили конвейер , сели и сидим . Прибежали профсоюзы и просили запустить и обещания что в следующий месяц доплатят , но бригадир был не преклонен и сказал пока не принесут суда деньги и не доплатят всей бригаде , конвейер будет стоять . Дошло до директора , коий явился и начал с угроз , срыв гос. плана и т.п. , но конвейер стоял . Тогда он распорядился прийти бухгалтерии и прям на месте доплатить , но при этом нам то есть бригаде сказал не дадите план сегодня то премий и 13й получки решитесь. Бригадир только посмеивался он знал наши возможности и мы если уж сильно напрячься то и 750шт за смену сделаем. Вот такая очень давняя история. А завод сейчас почти стоит , в чем сегодня и убедился а трактора Белорусь комплектуют бош и еще всякой евро хренью. Почему хренью , да вот два года назад столкнулся с таким чудом тракторок новый Беларусь с итальян насосом и электронными форсами , при минус 3-5 градусов даже с эфиром не заводился и куды его только не возили. Вырвали у него все эти приблуды от Евро и поставили ТНВД и форсунки с НЗТА и тракторок теперь и при минус 20 с пол тычка запускается.

- 592 ответа
-
- 19
-

-
@krech, Сергей , вот показалось что длинная она то есть от рукоятки и до сопла большое расстояние , да ладно все дело в привычке и привыкнешь как родная будет. Сопла от АГНИ подойдут , у меня на АГНИ прикручено сопло как на твоей А ТИР вроде нормально рычит и ток выдает , починили.
-
Притупление должно быть , а вот какое здесь все зависит что вам ближе к "рубахе" и во многом от аппарата , у всех разная дуга у некоторых более "сбитая" у других "пушистая" . Вот вам видео http://websvarka.ru/talk/topic/432-svarka-video/?p=257343
-
Да нет он мне показал их и даже с моими сравнили все один в один и обмазка и так же где то они валялись и окисление сине - зеленое как на моих. В общем загорелся парень сам попытать счастья в сварке чугуна и сказал если не получиться то брак исправлять привезет ко мне.
-
Я так понимаю что очень близко к CuSi3 выходит. http://rs-nt.ru/products/327/2317/
-
А они что полностью медные , или шов выходит за счет обмазки и добавок в нее уже не совсем медный. Просто интересно , надо попробовать а то они правда уже лет 20 валяются а я их так и не попробовал , может уже срок годности истек и черти что будет.
-
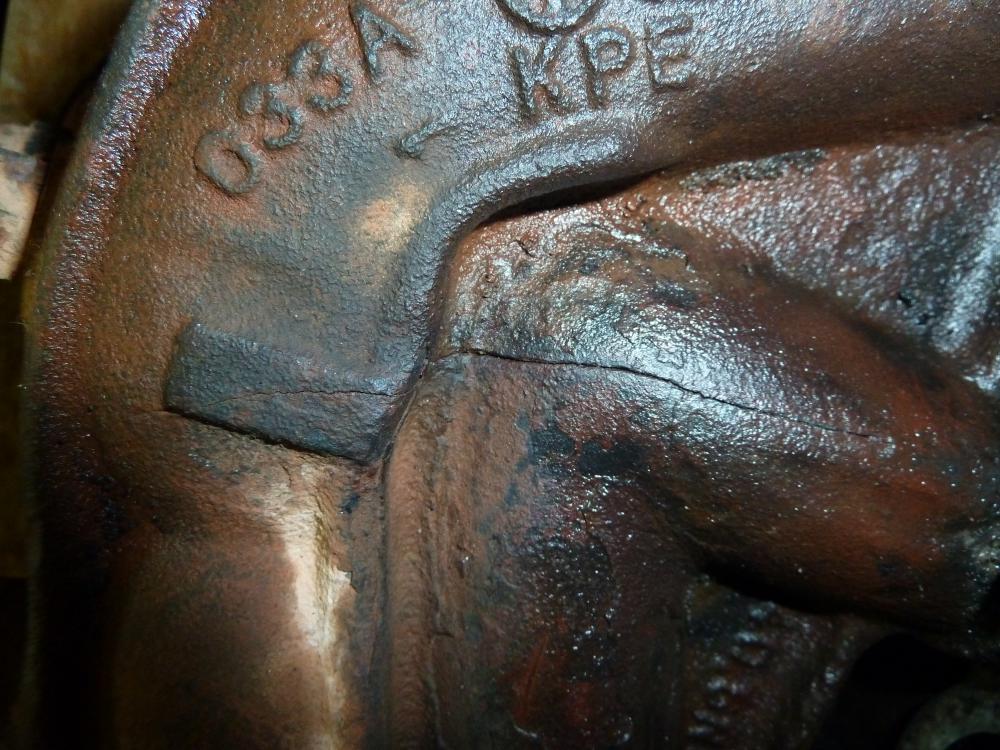
В общем клиент коллектор на разборе не нашел , и у меня не захотел варить даже по сниженной до 3т цене, больше скинут уже в ущерб . Но это понятно , так как раздобыл он где то в гаражах советские ляктроды и решил варить сам , Флаг в руки и только поприветствую его решение. Вот у меня несколько штук есть таких ляктродов и они похоже медные или с медью , марку не знаю да и валяются у меня ну очень давно.
-
ПАНЧ , если хозяин отмашку даст.
-
Ну наконец то Новый год и январь разродился и принесли в работу чугунку . Озвучил цену 4тыс. , о обожди я завтра на разборе поищу . В общем ждемс до 12 часов завтрашнего дня и что скажет хозяин , он наивен и думает найдет коллектор за пару тыс. . Вот этот тоже искал и в конце концов решился на сварку , так как на разборе за аналог запросили 35 косарей. http://websvarka.ru/talk/topic/8744-evospark-rosweld/?p=250175
-
Присадка для ТИГ и проволока для ПА , это одно и тоже то есть СВ-08Г2С , конечно есть и еще куча чего но в основном черное ей и варят. Для газосварки СВ-08А .Конечно можно под газосварку и СВ-08Г2С использовать , а вот СВ-08А использовать в ТИГ или ПА сварке не получиться будут поры лезть. http://www.svaga.ru/shop/product/view/56/540
-
Костя , скорее чугун, сталь немцы на такую балалайку не поставят они жадные, попробуй на искру .
-
Денис , какой присадок добавлял. Попробуй поменять присадку , хотя знаю что можно и 5356 и 4043 варить . Но все зависит видимо от самого профиля то есть в каком состоянии он поставлялся подкаленый или нет. Вот я варил правда давно и АД31 у меня принимал обои присадки без проблем. Почитай те здесь http://aluminium-guide.ru/goryachee-rastreskivanie-pri-svarke-alyuminievyx-splavov/
-
На EWM вроде надо спец кабель и еще коробку к кабелю для стыковки с ПК. На Merkle тоже разъем свой вроде похож на юсб но не оно и в Питере при прошивке моего спец кабель. На Kemppi не знаю как обстоят дела. На Селко круглый разъем и тоже спец провод, правда говорят есть внутрях еще разъемы в нем. Селко Меркле На ЕВО тоже что нить придумают и поставят , а может и есть где внутри . И еще на ЕВО уже полноценный дисплей стоит , быстрый на морозе не глючит и не тормозит , мультфильмы смотреть можно запросто , загружай и смотри.
-
Выйдет если ПА на мощных токах и то раковины внутрях будут. ТИГ можно но отверстие надо конусом и наплавку с донышка начинать и к верху поднимаемся. Или вот так отверстия разделать и наплавить без проблем. https://www.youtube.com/watch?v=zU84OMJhDXQ
-
Так и оставите на прихватках или позже обварите .
-
Вот так варите, начиная с середины и поперечена по диагонали шов с одной и другой стороны , даете остыть и далее погнали я вам отметил цветными стрелками. Лучший вариант если найдете и обварите ПА . Если середину уголка у средней перемычены выгнет все таки наружу , нечего страшного после как все остынет и устаканится , берем болгарку 125 круг с толщиной 1мм , отрезаем среднюю перемычку с одной стороны и уголок с этой же стороны сам должен поджаться к перемычене , мерям и если не достаточно то еще подрезаем перемычку и уголок можно уже поджать чем либо к ней и привариваем . Переходим на другую сторону. Нечего вставлять не надо , прихваток поболе и в разнобой с остыванием обваривайте и лучше с низу начните. Что касается присадка , то АД31 можно варить и тем и тем . http://aluminium-guide.ru/alyuminievye-profili-iz-splavov-serii-6xxx-texnologicheskie-konstrukcionnye-i-ekspluatacionnye-svojstva/
-
Антон , может быть и так , не помню у меня вроде пару штук лопались как то . Но с советскими их не сравнить по прочности даже из того исходя что советское толще намного , это примерно как китайская фарфоровая тонюсенькая чашка и наш кувшин коем можно голову проломить и ему не чего не будет.
-
Антон , 60А на переменке уж и не так мало для современных тонких и с плохой стойкостью сопел. Посмотрите последнее фото с соплом и оно лопнуло вдоль резьбы и это говорит что горелка нагрелась и расширилась больше нормы и порвала сопло. Это советские толстые и прочные как по температуре так и падало у меня сколь раз с тяжелой горелкой и живое.
-
Здесь посмотрите . http://websvarka.ru/talk/topic/6918-svarka-aliuminiia-chast-2/?p=231440 Что касается исправления шва коей стрельнул то скорее всего было тоже герметично и при переплаве давление выбило часть ванны, надо было отверстие в стороне сверлить. Нету газа не идет, с сопла проверяли нормально "дует" . Вот и сопла лопаются так как газ где то на сторону уходит и через сопло малая часть проходит. Как известно газ еще и охлаждает сопло и горелку , так что горелку надобно разбирать и газовый тракт до самой головки горелки просматривать , но скорее всего где то у головки или в самой головке теряется он.
-
Конечно самое сложное первую каплю , но в этой ситуации все по другому, поэтому и сказал что трудно даже с наворотами всякими , кои конечно я все не попробовал , время мало было на это. По амперам где то 85А иначе основание пластина не плавиться , и тут на помощь частота и импульс в том числе и ВЧ наложенный на все это. И иначе не как и даже если есть первое сплавление и "погнали" шов но он как бы внутренний угол получается и с частотой 60 и даже 150гц дуга "пушистая " и за швом выше прожигает крышечку. Но может и получиться и на 60гц если держать длину дугу в 1мм и даже меньше , но поверь практически не выполнимо на АС токе или в ванну макнешь или присадком на вольфрам наткнешься.
-
Виктор , вот завтра распилю свою уже сваренную и взглянем как все из нутри выглядит. Баночку отрезным 1мм пили и чтобы ровнехонько ложилась на пластину , и еще одна заморочка из нутри банка имеет покрытие и его надо шаберочком на 10мм от обреза вычистить иначе варить не даст оно будет гореть, ну и с наружи краску тоже снять .