Вад11
-
Постов
4 044 -
Зарегистрирован
-
Посещение
-
Победитель дней
30
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Вад11
-
Продолжим. Потихоньку нарабатываем опыт. Заметил странность - иногда металл не хочет сплавляться, все вроде нормально идет и бац, шляпа. Как будто участок более тугоплавкий пошел. Может это я гоню? Нашел косяк в 500-ке, при минимальной дуге затыкается пульс, т.е. какое то время нормально работает и вдруг на базе встает и ждет 3-4 сек, потом опять нормально секунд 10 и если не увеличить зазор, то опять затык на базу. Но это только при дуге "на грани" залипания. Вношу корректив в озвученный режим: тавр, пик 240А - 0.11сек, база 5А - 0.4сек. Привык к диаметру присадка, понимаю что и когда ждать.

-
Это расходники, надо это просто понять... Да ну? Полная ерунда... чего бы не учиться на электроде 4мм? Одни плюсы.. Только на малых токах жопа будет. 1.6 для токов до 60-70А, 2.4 для 50-170А. Это для начала, а там если втянется поймет что надо будет докупить.
-
@Ievgen Prokop, Она ж встык собрана, там поводки минимальные...
-
@Vanguard, Без присадки проблем нет, все красиво и блестит, а вот с присадкой..... И сопли жевать времени нет, надо прогнать более 25м! шва. Да и цена всего 10р - см.
-
В том то и дело что в кузове будет ездить! Это у меня самая тонкая..... Это точно, но выбора нет. Возят из Кирова за 700км, на обмен 1100р, если особо чистый 4 или 5 тр, давно не спрашивал. Режим пульс: пик 230А - 0.15с, пауза 20А - 0.4 сек.
-
Написал на Чебору (Cebora) предложение на тест аппарата, переписка поставила в тупик.... как то странно все там у них. Когда я им рассказал что из Питера, от "Сварочных технологий" получал оборудование на тесты без всяких договоров и накладных, была пауза... да, это надо пережевать, именно так.... Им вроде хочется, но боязно... Забил.
-
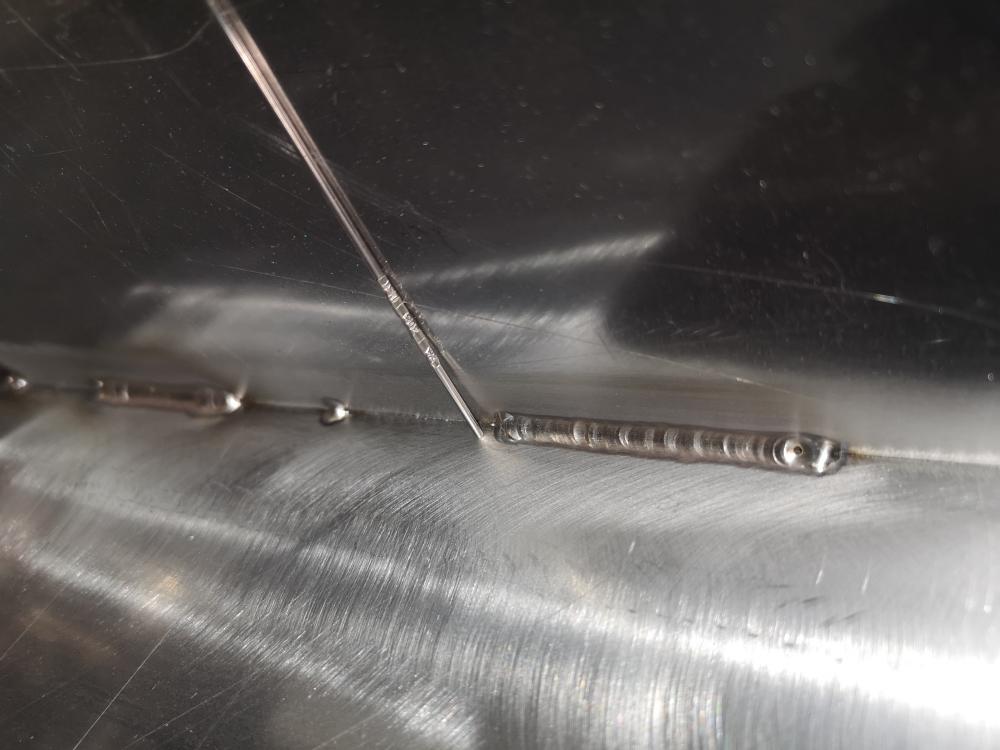
Тут такое дело.... я уже писал, что бак из 430 буду сваривать... ну типа свариваю... Я не знаю что из этого получится, но ИМХО это полный бред. НО, клиент платит. Значит бум делать. По подсчетам объем 1350л, материал "нержа" 430, 1.5!! мм, полностью рубленый, ни одного загиба. Гильотина почти без люфтов. Так, малость, 1-2мм и местами наволочен металл. Учусь сваривать нержу... Присадка 1.6мм Первая попытка... Уже что-то Не могу добиться на углу нормального цвета, без присадки - пожалуйста, с присадкой сероватый.
-
У этого же производителя и "нормальный" аппарат есть и цена совсем другая.... интересно почему? https://www.alibaba.com/product-detail/Full-digital-Automatic-double-pulse-multiprocess_60758558781.html?spm=a2700.details.maylikehoz.1.43e922dfgHjhbM @almac, на фото протяжка с подготовкой под алюм?
-
А чего она (беседка) за забором?? Не дадут нормально посидеть...
-
Чего все в этот "провар" вцепились? -)) Часто, очень часто он бывает не нужен и даже вреден.
-
Странный ты.... делал, делал, покупал няшки и ради того чтобы все по старому осталось? ЧуднО....
-
@Георгий 11, И ??? Где впечатления?
-
См. карту пользователей.
-
Валера, повторюсь, хозяин предупрежден , что купил дрянь. Что будет дальше мне фиолетово. Тут согласен, но все уже порублено.
-
Не стоит заморачиваться. Подключение не стандартное, надо переделывать, да и старые они, резина скоро посыплется...
- 2 ответа
-
- 2
-

-
Гут! У меня в понедельник веселуха будет. Бак на 1000л сварить из 430! нержи! 1.5мм!!!!!! Слов нет, а на эмоции тут Глобус ругается..... Наплевать им , сказал что этого делать нельзя, но материал куплен и порублен... 26-30р не лишние , сварю , а там до лампочки... Какую присадку применить?
-
Странный выбор материала. Смесь АМГ и АД, может все из АД? Дешевле будет.... А так любую лодку можно сначала сварить , а потом разрезать как душе угодно.... 2.00 минуты см. брызг нет, правильная настройка, дальше не смотрел. Для таких работ пушган конечно нужен, в разы лучше сварка будет.
- 3 328 ответов
-
- 2
-
-
- технологии
- TIG
- (и ещё 1 )
-
 В основном так и восстанавливают, сверлят дрелью, нарезают метчиком, выкрашивая часть резьбы. Я последнее время практикую восстановление резьбы без общей заварки слома. Т.е. положили шпильку или болт и по нему обварили, НО есть нюансы, типа ноу-хау.
В основном так и восстанавливают, сверлят дрелью, нарезают метчиком, выкрашивая часть резьбы. Я последнее время практикую восстановление резьбы без общей заварки слома. Т.е. положили шпильку или болт и по нему обварили, НО есть нюансы, типа ноу-хау. -
Жора там стенка трубы всего 1.5мм!! Какая фаска?? Ты с заглушки немного мяса снял на шов и все!! 1.5мм легко своим телом с обратным валиком сделаешь. На вскидку параметры - пик 200А время 0.15с база 25-30А 0.4с - своим телом! Точнее заглушки, дуга 70-80% на заглушке. Был бы по мощнее аппарат было бы больше вариантов.
-
А там особо не выгнешь. 1мм будет достаточно, основу сварить с этим прогибом, весь все равно не обварить, мешать будет.
-
Сергей, может "пьезо"? У меня такие были. Виталя, ты сам грубить начинаешь, не надо. А обучаться надо всегда и постоянно.
-
Всегда ведет, главное это минимизировать. Я теплообменник стараюсь сваривать с обратным напряжением, струбцины в помощь.
-
Ну вот как то так..... Еще вариант.
-
Проблема в том, что ты восстанавливаешь отдельно каждый зуб. Скорее всего крошит по ЗТВ. По уму надо все заварить и нарезать. Ходило бы в разы дольше.
-
А если на переменку переключиться и балансом из минуса уйти? Чем не высокочастотный импульс?