krech
-
Постов
1 949 -
Зарегистрирован
-
Посещение
-
Победитель дней
63
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент krech
-
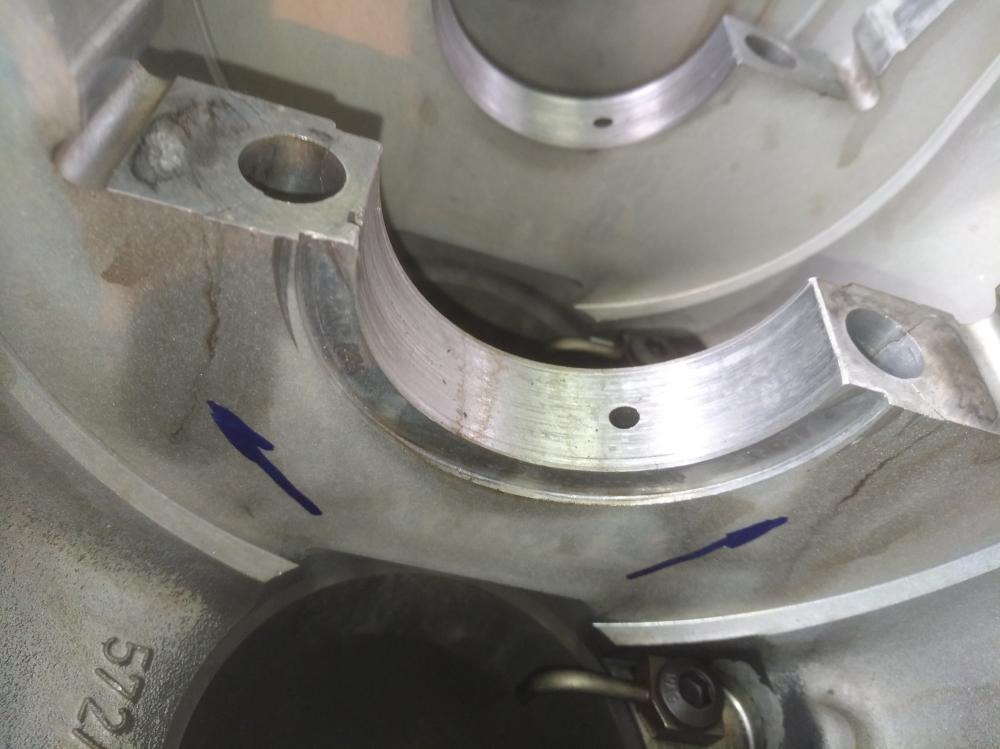
Вот поивезли поддон , сопливится , отдирая эти все герметики или еще что , думал ,только бы не не было под ними сварки , только бы не пробовали варить. Молитвы не помогли (( Не люблю искать под уже навареным , где течет , где трещины и как они вообще проходили.

-
Поправить кому , хотят же дешевле , за это платить не хотят.
-
По этому , если постели распред.вала дугой , и привалочная дугой , ну перегрели головку , бывает )) Лучше оставить как есть , прижимая к блоку потом болтами , выгнут дугу и плоскости и постели распред .вала )))
-
Ну да и если большой изгиб , головки , привалочной плоскости , то не забывайте ,"стрелять" постели распред.вала , и если клиент просит всеравно фрезернуть привалочную плоскость то он должен знать что скорее всего распред.вал работать не будет . Зажмет.
-
Обработка до сварки , вообщето не нужна , но варить приятнее , и сразу видно где нужно разделывать перед сваркой. Хотя думаю что сначала фрезернули а потом увидели ))
-
да стягивает зазор делал намеренно что бы проплавить все монолитом . И вставляю в распор крышку постелей , что бы избежать сильной "утяжки".
-
Прям как я , стал паралельно головками заниматься , хотя по сварке хватает работы , правда я не только постели на вариваю я варю все )) Вот щас к примеру ,( пришлось на ночь остаться ибо не успеваю), варю блок фольцваген Т5 кто знает , очень капризный и дорогой блок Варю постель но не наплавка постели под расточку , это будет потом , это простая заключительная операция . Щас варю трещину маслянного канала и две трещины отверстий под болты в блоке . Блок очень хитрый болтами притягиваются как крышки колен вала , так и сама головка ,болты длинные , проходят через весь блок в блоке втулка-футорка резьбовая , теже отверстия что под болты которые варю являются какалами через них масло идет . Разделал только с одной стороны ,обварю сначало ее. Ибо если с двух сторон разделывать эти фрагмены отвалятся . Но пока работа встала печь нужна для гильзовки блоков , а я если завпрю то займу ее до утра, остывать блок там будет до утра.
-
Только восновном наплавка постелей ? , что большой объем работ ? , много на них не заработаешь , а такого большого объема на каждый день. Не будет .
-
Прекрасно , надеюсь посидели , пообщались ?))
-
Да , все правильно , постоянные мучения с этими трубками , правда щас давно их не варю.Самое простое это сварка а вот позиционировать выставить эту трубку сложнее , особенно когда принесут 2.5 метра длинной , крутишь ее вертишь , фиксируешь , подпорки разные что бы небыло напряжения в районе шва а то расползется все . Да и не забывайте , опресовка это тоже труд и время. На скодько я помню брал я тогда 250 рублей , но плевался , ибо работа не стоит таких денег , в сложных случаях брал до 500 р.
-
Ну трещина бывает идет по самому дну где нет витков . после сварки наш чудо фрезеровщик может дорезает пару ниток снизу. А вообще футоркой.
-
Ну если вести шов метровый не пробовал давно )) А "ковыряась" по своей специфики , варю то длинная , (ну как длинная миллиметров 5) то короткая 1-2мм чередуется , не гося дуги. Металл по тоньше , или к примеру нужно пройти всю кромку (угол привалочной плоскости головки по всей длине ) там большой ток не нужен , прохожу на весу на короткой 2 мм . Может еще когда так приходится , не вспомню сразу. Да ТИГ сварка , в одной руке горелка в другой присадка . И почему то концентрация лучше так . А вот варя полуавтоматом , горелка в правой а левой упираюсь(придерживаю) в правую руку (не в горелку) и веду на себя . Но локти на весу .
-
BelaZZ В моей работе , (ее специфики) восновном все так и происходит . На весу . Ибо сварка идет к примеру на пятачке диаметром 10 на 10 см в глубине , головки, или в развале блока . И постоянно меняю положение горелки , выплавляю то там , то тут , кручу горелкой одновременно , вертикал , потолочный , горизонтальный ..орбитальный Прыгаю вокруг детали , то присяду то обволакиваю ее стоновясь на цыпочки . Все не гася дуги , что бы при изменение положения моего тела или горелки , не накосячить , часто делаю это на спаде тока , "цмакая" кнопкой , 4 секунды по моему спад тока у меня стоит . Да и еще забыл сказать , обычно головки , блоки все горячие из печки 240-350 градусов ., опираться как то не очень , если тока зимой когда замерзаю.
-
Ну , варил все 4043 , ни каких трещин , сварено таких блоков более десятка точно .
-
AKeeper Посмотри мою конкурсную работу по этой болезни блока Там все подробно я и наглядно показал , починил. http://websvarka.ru/talk/topic/3706-blok-tcilindrov-ot-avtomobilia-suzuki/?p=78185 Если мне не изменяет память это блок 2,4 литра у 2,0 таких проблем не было .
-
Точно и можно нос приделать сантиметров 10 .))
-
Да это она , что за сплав не знаю , маркировки не видел , думаю дело не в сплаве ( а в технике сварки , так же эрозия там была зачищать нужно было лучше наверно).. Да шла сварка нормально , было пару раз "выстреливало" из сварочной ванны , но это не критично .
-
Я не делал акцент на этом , человек сказал что привез оттуда , там пробовали варить . География проживания сварщика не важна . От какого авто , я не уточнял . Мне нужно было быстрее ее сделать , ибо ухожу в отпуск , а у человека гонка , чемпионат какой то . (как он сказал).
-
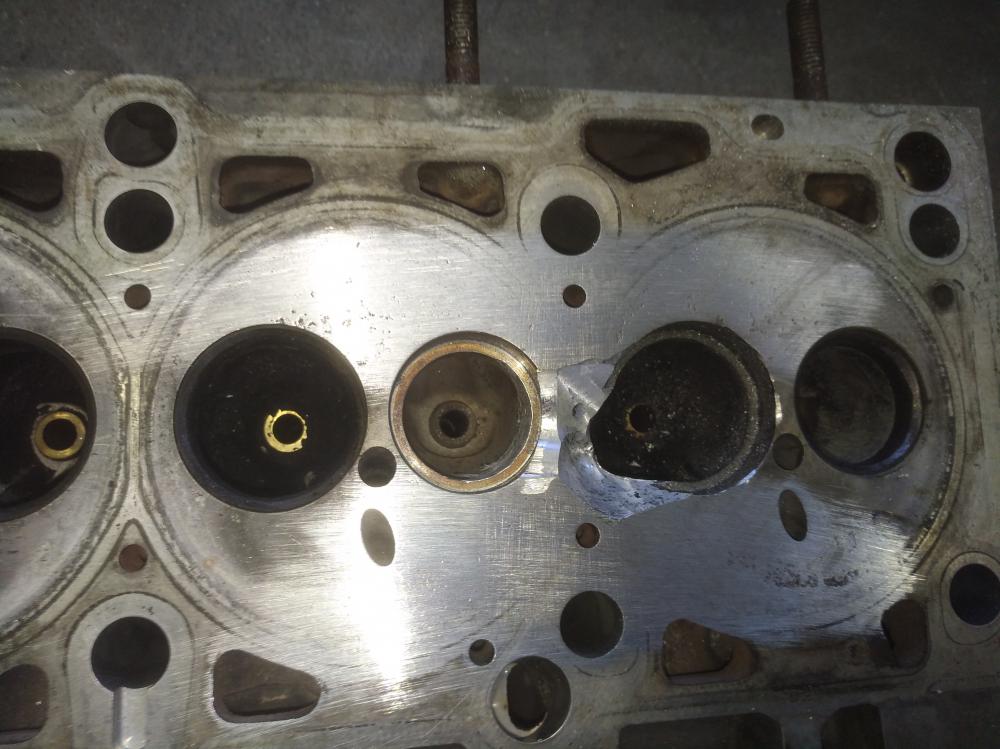
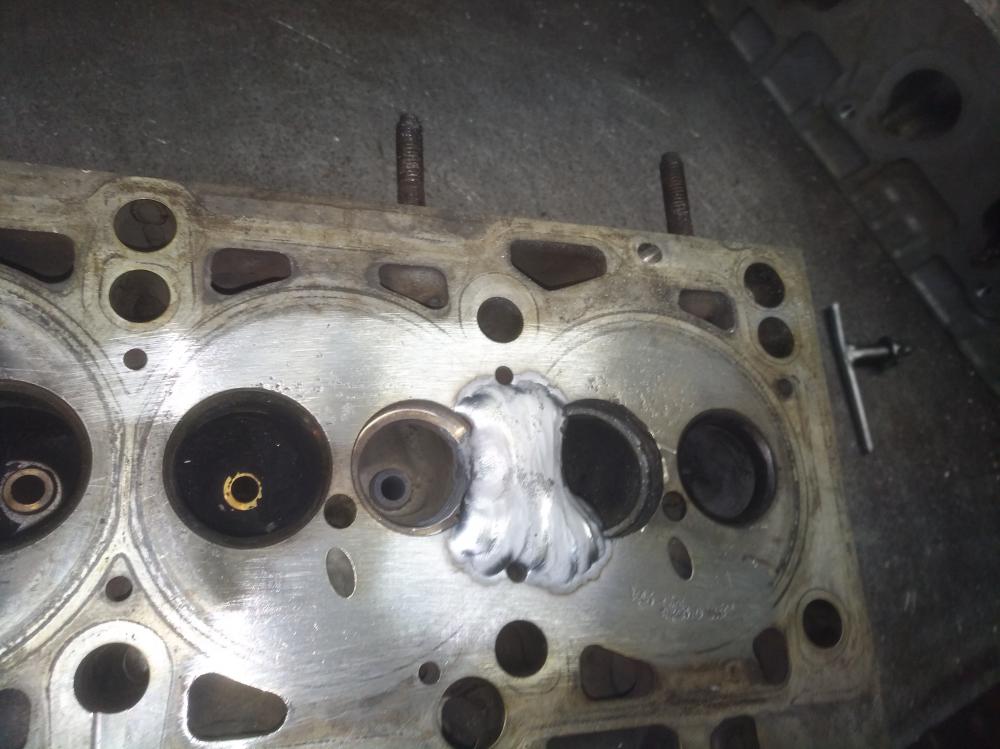
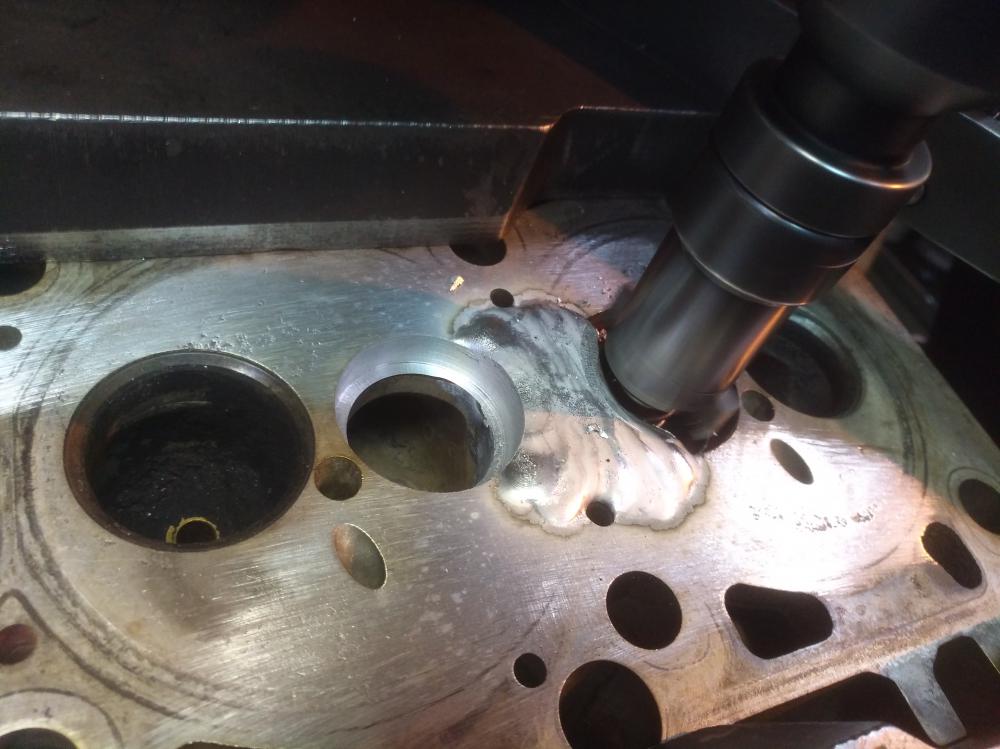
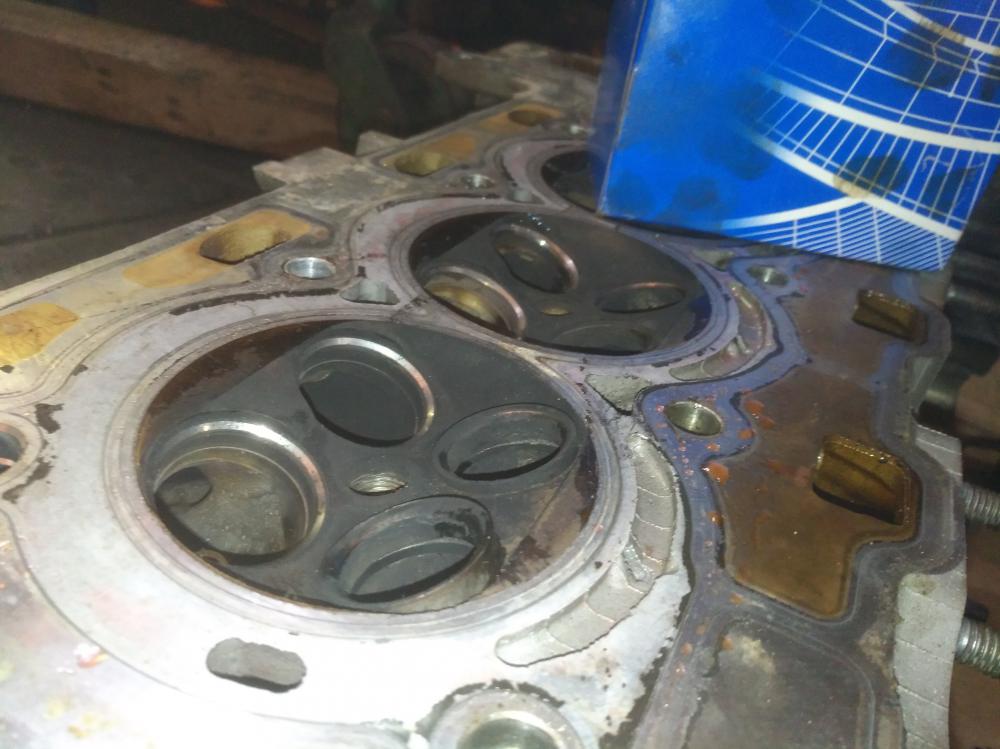
Блок , от автомобиля Газ , изъело . эрозия . --- Головка чугун , продавило , изъело под прокладкой. --- Головка авто Фольцваген Т-5 , прогар меж цилиндров . --- Блок V- 8 Ровер . Трещина в цилиндре. (краткое видио-обзор выложил на ютуб). --- Крышка , варили до меня (пробовали в Волгограде ) не получилось . Переделал . Фото одно тут. Побольше в разделе казусы при сварке , выложу. --- Ну и про головки в которых вылетают седла , выше писал , там 8 седел поменяли . и еще пара подошла ..ПЕЖО.. тоже самое -седла вылетают. Одну фото не от той головки сунул )) Т-5 , где болванки под седла , но принцип тот же .
-
Привез человек крышку , пробовали ему где-то ...там...заварить не получилось , говорит "порится" и проваливается . Да , была там эрозия , нужно было восстановить 3 стеночки , они тонкие, желательно не поверхностно а на толщину литья по заводу , а то фрезеровщик все почти "сфрезерует". Было так . на чем и бросили эту дурную затею. --- тут я начал потихоньку стенки выплавлять ну и далее залил с другой стороны помясистее, там дыра была -- с обратной стороны усилил , там первый пробовавший провалил стенку. мясо для фрезеровщика
-
3мм круто , я 2мм редко прменяю . Это какой объем сварки долженн быть чугуна , температура сварки .
-
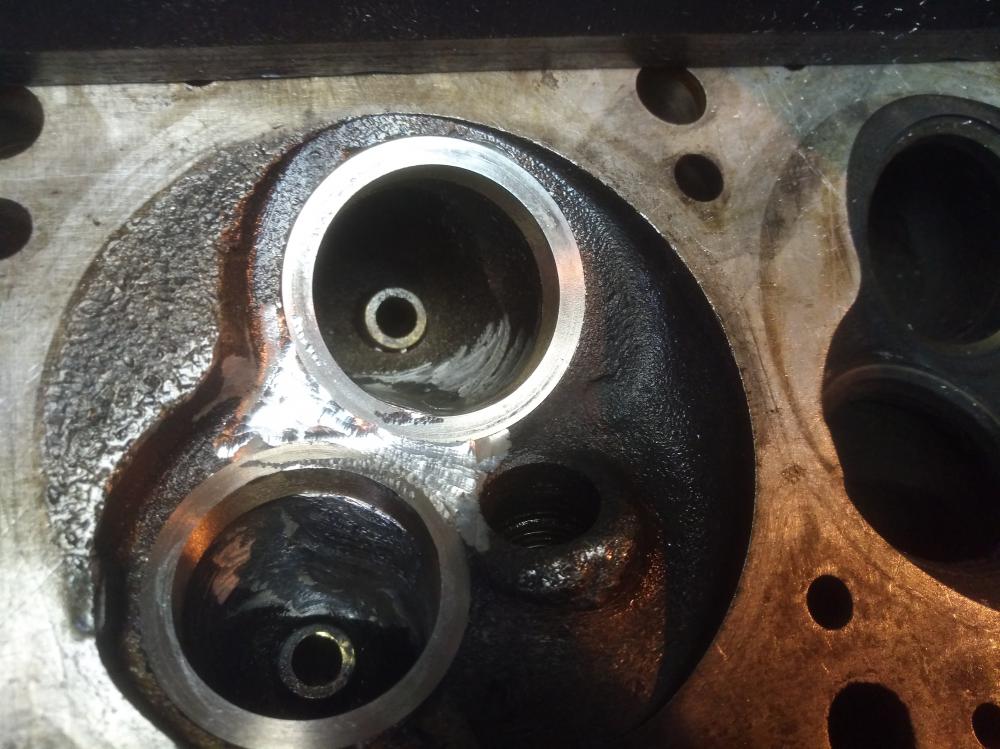
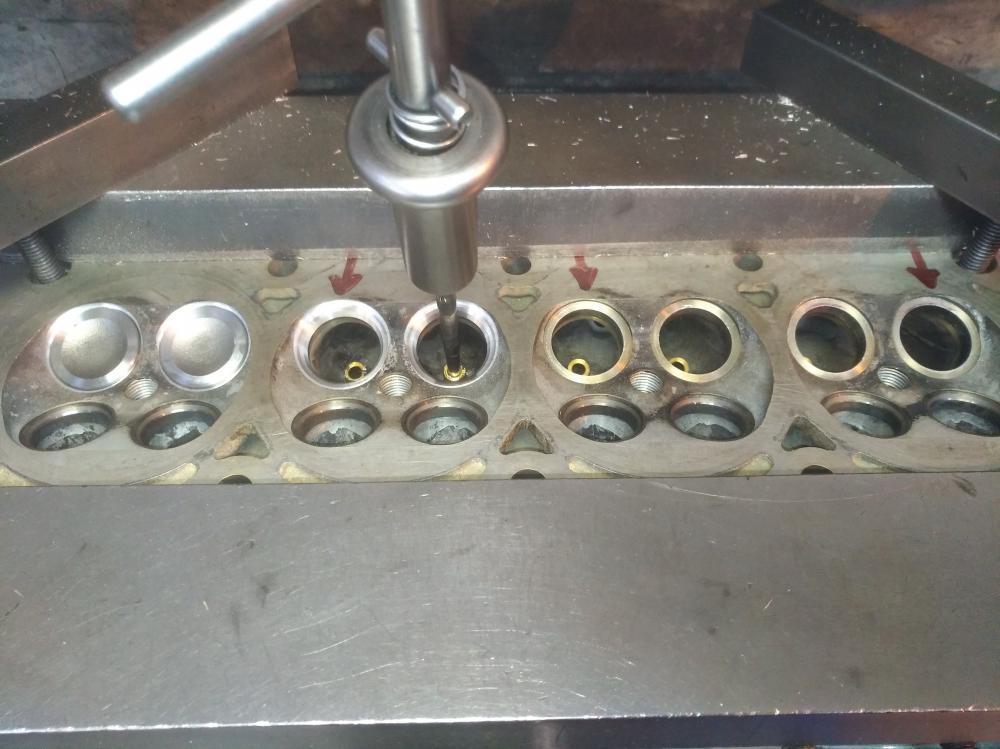
Я конечно извиняюсь , тут вроде без сварки обошлось (ни чего не расколотило) . Но они мне уже надоели , повторюсь , седла вываливаются сами , так по заводу их запресовали . Я конечно предполагаю что люди их могут немного перегревать , но все равно как греют порой другие головки и ни чего . Повторюсь , головки от авто . Ситроен , Пежо , Мини купер . Это одни и те же головки . Вывалилось 4 седла , но мы поменяли все 8 седел впуска .
-
Разделку перед сваркой не фоткал ?
-
Точно , и если озвучиваешь цену , потом начинаешь делать и понимаешь что процесс вырисовывается совсем иной , сложнее и на много больше по времени чем думал (приблизительно оценивая) . По этому стараюсь озвучивать "вилку" от и до . А по поводу цены по одинаковым работам будь то головка от жигулей или от крутой иномарки , тут тоже очень сложная и скользкая тема , да для меня что та головка "алюминиевая болванка" что другая , и операции производить одинаковые вроде бы и по времени и по сложности и по "расходникам " . Но нужно держать в голове , если "накосячил" то придется в первом случае отвечать за головку в 10.000 рублей , во втором в 300.000 рублей.