krech
-
Постов
1 949 -
Зарегистрирован
-
Посещение
-
Победитель дней
63
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент krech
-
С телефона плохо вижу фота , с компа гляну подскажу. Яего нибудь.
-
По "подчерку" исполнения , кисти
-
Ну Серега нос ты им может и не утрешь )) Но клиент поймет к кому носить . К нам вчера приезжал клиент , привез головку помочь исправить , забили-поменяли , втулки так криво , что засунув в них клапана , видно , зазор около 1мм . Я спросил как это может быть так с пьяну не сделаешь . Ответ был , что их сварной возил в именитую фирму (название не буду указывать ) и там сделали . Но я предполагаю там сделать так не могли , скорее где то в другом месте делали и сварной не может предоставить бумаги и чек , говорит потерял . Но клиент говорит с этим сварным не хочется ссорится , так как он "все" варит и лучше его наверно нет )) (и так постоянно , потом я переделываю за "всеварящими" Но о чем это я , вчера заварил другому головку мерс , трещина от седла к отверстию фор камеры , так он возил в мест говорит 10 везде отказали сказали это не возможно . И дал мне список мест фирм куда он возил (озвучивать его тоже не буду не хочу делать антирекламу). Серега ты думаешь я утер им нос ? Да нет(они даже об этом и не узнают) я просто хотел помочь человеку , а заработать денег у меня почему то получается всегда на втором плане.)) А по твоей чугуняке , да , во первых как будет клиенту лучше , его пожелания , понятно что осадит на место и заварить лучше -красивее , но риск больше . Я сам порой теряюсь и долго обдумываю .
-
Здравствуйте )) Валера я по моему где то писал и показывал , если не охота выставлять -позиционировать - размечать заваренную "бабышку" монолитом , по кранштейну То , "выгрызается" чуть , резьба на уцелевшем фрагменте бабышки , закладывается туда пруток, болт , что угодно меньшего диаметра . К примеру резьба 10 , болт -пруток , гладкий без резьбы на 8 . Заливается сверху все монолитом , при возможности не давая дуге попадать на стальной болт , заливается волной -накидыванием алюминия . Потом берем обратный молоток и выдергиваем . Дальше освежается сверлом по родному заводскому направлению , и нарезается резьба . Извините за сумбурность.
-
Ага , а еще я видел так проверяют выветрился ли бензин из бензобака , или нет , перед сваркой.)):
-
Крышки распредвала в большенстве своем такие , переварил кучу , прет из многих — сочится масло . Победить трудоемко , или многократным выжиганием или так же отваляется в печи с подогревом градусов 350 ( полегче будет)
-
Изнутри Варили , поддон ?
-
На счет , сварки панча по панчу , давно заметил , лет 8 назад и панч покупал не у Александра , вывариваю допустим бабышку на чугунном блоке , под крепление лапы двигателя , и приходится накладыватьшов на шов , вырашивать ее , так вот второй третий проход еще ни чего но чем дальше и больше тем больше пор , да даже не поры это как губка становится , что то выгарает наверно при таком перегреве и частом проходе. И теряет свои свойства.?
-
Валера чуть позже . Ребят а всетаки молобюджетныц я уж не знаю , выбор китайский хотя бы на 200А Аврору может взять ?
-
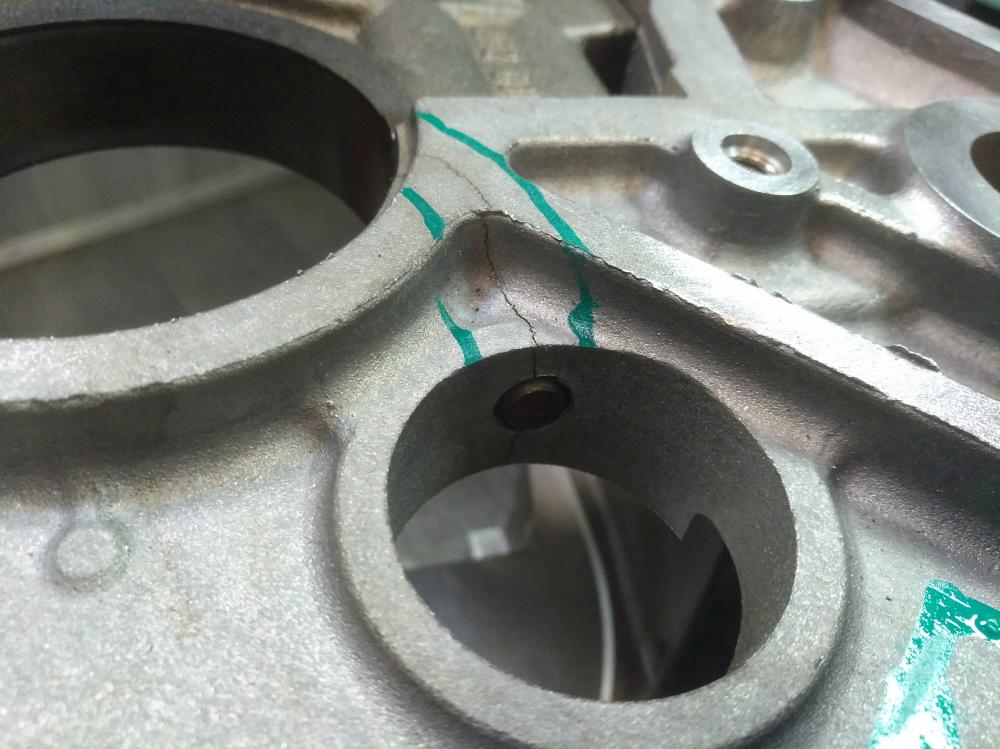
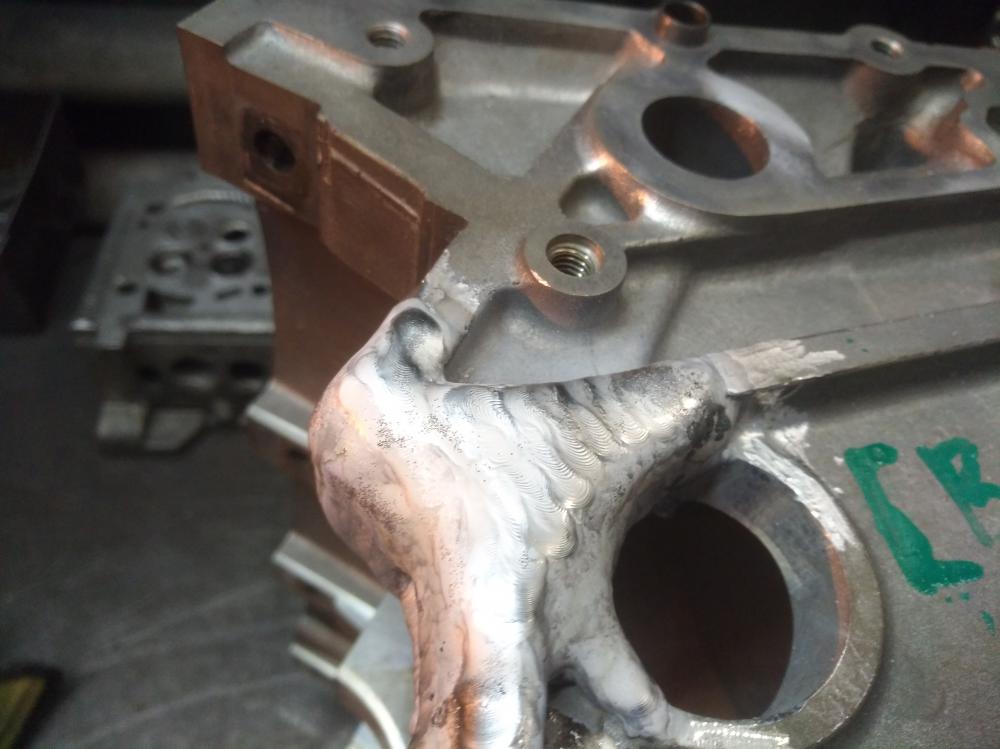
Друзья сначала хотел разместить этот ролик в казусах по с варке , но до сварки тут дело не дошло , из ролика поймете почему . Размещу тут , так как относится к деталям двигателя. Ролик с юмором , снимали мои друзья , они же и привозили эти головки в работу мне. Ролик не большой 5 минут с лишним всего , делать эти головки я не стал , мой комментарий в этом ролике после 4 минуты 15 секунды
- 1 344 ответа
-
- 10
-

-
Ну это воарос риторический я писал уже , нет финансов у работодателя обновлять оборудование , это уже сам хочу , нервы свои и фрезеровщика поберечь ))
-
Да у меня же Тир 315 Уже давно там что то накрылось , чувчтвую по дуге , по сварке вообщем , и подрезы (если их можно так назвать) когда к примеру на плоскости чугунного блока варишь , трудно добится плавного перехода на стыке панча и чугуна. По алюсинию постоянно матовый шов , электрод грязный , нет как раньше блестящего шарика , поры о коих я раньше вообще не знал , можно было варить по грязной головкн и все всплывало на верх. Ну и так далее.
-
Ребята нужен совет , устал работать не неисправном оборудование , и фрезеровщика замучил. Подваривать стал очень часто поры а каково фрезеровщику , постоянно выставлять и закреплять на станке ту или иную деталь (( Так вот так как бюджета нет на полноценный мощный , хороший аппарат , придумал выход взять небольшой , аппаратик АС , ДС . Переносной , и маленький баллон к нему , что бы не мучить фрезеровщика а как поры , подкатить , поднести и на станке заварить . (P.S РАНЬШЕ НЕ ЗНАЛ ВООБЩЕ ЧТО ТАКОЕ ПОРЫ)
-
В чем то согласен , но все равно это показатель , Попробую объяснить .(или нет по другому скажу) Заварить так не красиво" по крайней мере где я работал в КБ , (оборонка-конструкторское бюро) по мимо всех проверок швов , на ОТК проверяли визуально , не пропустили бы , все в брак.(катет-шматет и так далее , а не колбаски -молбаски с тем или иным хим составом , прочностью шва )этим занимались другие люди инженеры и так далее , нам приносили лишь чертежи , из заготовочного цеха -заготовки , все для работы и исполнения того или иного заказа , вплоть до электродов , зубил и сопел на ПА . Шов должен быть (ну не знаю назвать это можно красивым или ПРАВИЛЬНЫМ) определенного качества без подрезов и так далее (провар проверка на рентген , разрыв излом, скручивание . Но до этих проверок даже и не доходило если швы не проходили ВИЗУАЛЬНЫЙ контроль !
-
Я бывало видел , , где сварочные швы зачищали болгаркой , и там явно это технологически не нужно и реставрационно , а просто что бы не позорится ))
-
Скажу как художник , художнику , порой заварю и смотрю швы такие красивые , но понимаю что для надежности нужно расковать , и рука нехотя тянется к молотку . Беру и кую , плачу но кую . Клиент иногда спрашивает а че шов такой страшный ? варить не умеешь ? (Но справедливости ради , не все расковываю , ну что на мой взгляд не нуждается в этом.)
- 1 344 ответа
-
- 11
-
-
...? Делать сам щас не буду. По разным обстоятельствам. Но, таких работ, по-моему, выставлял много .
-
Спасибо друзья , и всех именниников тоже поздравляю!
-
попытался найти свои фото , плохо я орентируюсь на сайте , очень много нужно перелапатить в этой теме , вернее эта уже продолжение . Не осилил ((
-
Спасибо.)
-
Можно без подогрева , только если разделаете под заплаты, удалив все тонкие части. Варить, в начале-цепляясь за массивное литье и, естественно, с проковкой. Ну и все равно-проверить постели после сварки , не будет ли закусывать колено.
-
Сами ответили на свой вопрос (по поводу как варить в стык или накладку ). А вообще нужно конечно смотреть повреждения , внутри , разобрав блок. По разному бывает я одну такую пробоину заварил к примеру за 7.000 Мерс грузовой варил v-8 так там работы много было и все постели вырвало (кален вала) по мимо трещин двух бочин там по моему 60.000 сварка обошлась.
-
Спасибо всем , щас жена с работы придет , накроем поляну в постели и будем наслаждаться фильмами и едой , жаль опять в 6 утра вставать , но время еще мало успеем выспаться
-
нет не смотрел , пришел с работы , не было два дня меня , хочется лечь и что то глянуть , отдохнуть так сказать ))