Лидеры




Популярный контент
Показан контент с высокой репутацией 04.10.2012 во всех областях
-
Вот сварил качели


 11 баллов
11 баллов -
Казалось трудно варить левой. Оказалось, не очень Сегодня и завтра ещё будет такая практика.
 3 балла
3 балла -
С трудоустройства в кузню, желательно в хорошую, но для начала в любую. Я пока так и не занялся кузнечным делом, но когда загорелся, то поехал в другой город и устроился за небольшие деньги в приличную кузню, НО меня в первую очередь интересовало мастерство а не деньги и я много чего узнал, и даже кое-что сделал, за два месяца.2 балла
-
Блок Т150,жизненно важное не задето.Варилось полуавтоматом,с хорошим преднагревом,зате подогревом пропановым резаком,проволока обычная СВ08.Сквозная разделка,угол 45,три прохода.




 2 балла
2 балла -
Это первые проходы.Завтра,если будет время,ещё залезу,отделку пройду.Как-то не особо люблю повторно строить леса и устранять дефекты после опрессовки."Монтаж стыка" - три слесаря на трясущихся ногах держали на руках трубу,пока я трясущимися руками прихватывал два сухаря к трубе и отправлял их за стенку,на другие леса,курить и ждать команды "Принять св.принадлежности".Крайний (третий) стык ещё и по диаметру на 6-7 мм не сошёлся.







 2 балла
2 балла -
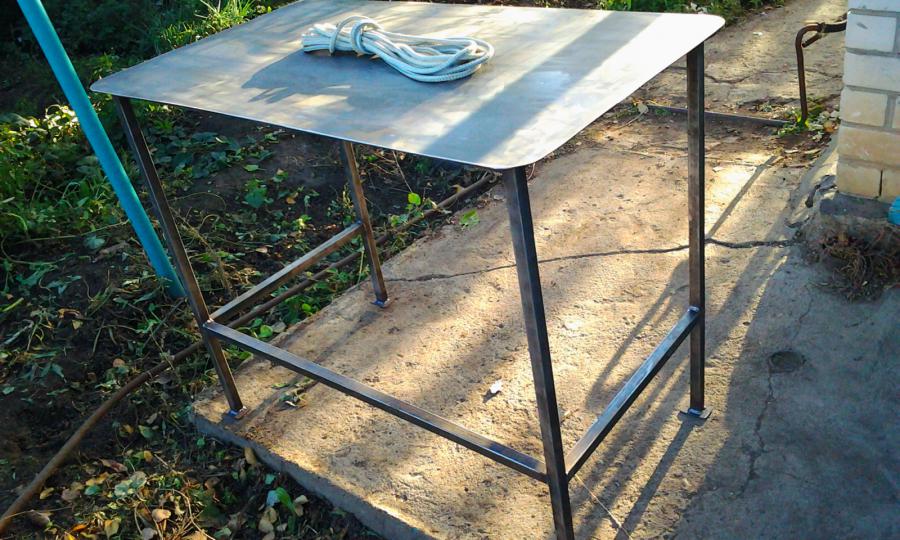
Приветствую. Стол уличный, железный. Примерно 100*70 см. Лист 3 мм и профтруба 25*25 мм. Электроды феникс К-50 и ОК 46-00. Усё зачищено, ну не до блеска но нормально. Нержавейки нет и не будет .

 2 балла
2 балла -
@jenka. А я с неё начинал. После работы с РДС и ПА (без присадки) будут мешать привычки, я думаю. Обязательно начни с ТБ! Затем теорию почитай.. Я когда учился варить теорию не знал вообще, только ТБ (5минутный инстрруктаж соседа). Амарус сказал правильно - настроить горелку (проверка инжектора горелки на подсос пальца штуцером гор.газа). Затем зажигание - я слегка открываю кислород, затем горючий газ. Зажигаем, добавляем кислород до образования нормального ядра пламени. Хлопки при горении и работе?? - малый расход газа горелкой! Значит добовляем расход либо меняем комплект Сопло+наконечник+инжектор на номер ниже. Набивка руки= советую состыковать две пластины тройки угловым соединением по наружному углу в горизонтал без присадки. следить при этом за расстоянием от ядра до ванны, найти скорость, прожечь пару мест стыка чтоб почувствовать предел, следить за одинаковым прогревом обеих пластин по их цвету. Получится?- то же с присадкой. Нагрееш каплю присадки сильнее свариваемого металла - получиш хлопок и брызги в репу. Так что сперва создавай ванну а затем подавай плавящийся кончик присадки (каплю) в ванну. Макать "тычками" или держать проволоку почти у ванны - вечный спор, как тебе понятней так и делай но пламя науглироживает присадку (так меня ругали некоторые). Затем с зазором. Затем горизонтал и вертикал. Трубу снизу-вверх с "замком" и выводом "поры" на одну из труб. Я думаю тебе понравится..2 балла
-
ТИГ ПАНЧ11


 2 балла
2 балла -
Кронштейн натяжителя. Сварка газопорошковым способом. Порошок 10224, Кастолин.


 2 балла
2 балла -
Хочу найти и ищу понемногу хоть какую-нибудь наглядную информацию (фотографии) о сварщиках и сварщицах, сварочных аппаратах и и о сварке вообще в СССР. Особенно по периоду 1930-х - 1950-х годов. Электросварщик депо станции Бирюлево А. П. Гудыма, выполняющий план на 600%. Фото: М. Плотниковой (из местной газеты от 24 ноября 1940 года). Советская сварщица. Фото военного времени. Лучшие сварщики Гурьевского СМУ управления "Нефтепромстрой" С. Аманкулов и П. Карнаухов. Фото 1955 года. Электросварщики ремонтно-механического цеха Гурьевского нефтеперерабатывающего завода. Фото 1955 года. Ремонт паровоза Л 4013 в депо. За работой слесарь М. Паутов и электросварщик Барканов (?)*. Фото 1950-х годов. Из архива Псковского музея. (* знак вопроса был под подписью к фотографии). И ещё картина художника Петра Ивановича Котова под названием "Электросварщики (Кузнецкстрой)". 1931 год. Добавляйте фотографии если таковые имеются





 1 балл
1 балл -
Наверное можно использовать строительный лазерный уровень.Он одновременно бьет горизонтал и вертикал с углом 90 градусов.Луч горизонтала по верхней кромке трубы,вертикал на нужный размер и по лучу хоть реж хоть отмечай.Можно и макшейдеров пригласить.1 балл
-
что с нее стрелять чтоли?1 балл
-
Вредитель,может перестанете уже жевать?Или признайте ошибку или доказательно опровергните...Сварочные процессы,как и физика-электричество едины для всех п/а.Вам это уже с десяток сварщиков сказало.Хоть в "наносветодиоде",хоть в лампочке Яблочкова происходит направленное движение электронов.Точно так же в св.дуге хоть в дешёвой дряни,хоть во "Фрониусе" мотор-редуктор подаёт проволоку в ванну,а от длины дугового промежутка и зависит сила тока.Хоть в профиле 2х2 мм,хоть в 20 мм листе-пластине при сварке происходят одни и те же процессы.У Вас есть опровержение в формате видео с присутствием амперметра или ссылок на официальные документы по св.оборудованию на предмет данного вопроса?Да или нет?Если Вы не перестанете хамить на форуме,мне придётся ограничить Ваше "книгопечатание".Кстати,Вы так и не представились в теме "Кто есть кто" или "Как я стал сварщиком".Или хотя бы опубликуйте в "Св.швах" фото как "можно афигенно отремотрировать автомобиль".1 балл
-
Так не точно будет... уверен 100%1 балл
-
поэтому и предложил вариант с листом с торца трубы.Элементраный крест из профиля,выставил в уровень,отбил 4 точки ну а дальше лента в помощь.1 балл
-
Правильно резаком на станке режут,а болгаркой изгаляются,кто как может.Приобретёшь опыт-поделишься1 балл
-
@илья алтухов, Усиление в пределах 1,5 мм будет "в самый ГОСТ" (+ / - 1мм, но не более 3мм и не менее 0,5мм).1 балл
-
Даа,сложно понять,толщина,точность.Если много делать то лучше кондуктор придумать,заложил,закрепил,сварил.1 балл
-
Приветствую. Вот об этом "... какого оборудования хватит с головой..." поподробнее? В смысле на несколько штук или на 10-ки не скажу пака про сотни шт. Больше информации сообщайте, это же не разговор по телефону. Сложная конструкция. В изготовлении сего изваяния не маловажную роль будет играть то как и чем будете вымерять и отрезать материал.1 балл
-
Вы лопухнулись с самого начала и пропустили самую главную тему, она называется " Правила форума"1 балл
-
Вроде взрослые ребята а все фиги показываете. дмитров, у нас на производстве есть ха-хатун вроде вас. Не мог он Picomig даже с инструкцией запустить, аппарат все время показывал общую ошибку. а там просто питание без земли было. Настроили источник для работы, так он заявил, что непременно хочет поработать в режиме ( пульса ) в СО2. Инструкцию он читал внимательно.1 балл
-
При газопорошковом методе проковка не применяется, я тоже впервые о ней слышу. Медленное охлаждение детали после окончания наплавки используется часто, но не всегда. Если кму-то захотелось молотком постучать - никто не запрещает, но на мой взгляд это лишее. Порошки у них того же класса - самофлюсующиеся на основе никеля, реже кобальта и меди. Это точно. О выпускных коллекторах, сваренных газопорошковым методом, писалось, фотки выкладывались. Насчет трещин в емкостях - надо подходить с осторожностью - локальный нагрев вызывает термическое расширение металла и если нет возможности участку стенки сосуда свободно расширяться можно наделать дел. В таких случаях надо или греть всю деталь или варить холодным способом, напр. головки, блоки.1 балл
-
Высота для больших медленных колебаний. Поперечная балка - труба с ввареными на концах прутками Ф30 мм(примерно), которые вставляются в подшипники.. Цепи везде на крюках, внизу на карабинах.1 балл
-
Прекрасно показывает, особенно на небольших деталях. В основном это устраненте износа, зачастую с одновременным упрочнением. Я выкладывал примеры таких работ.
 1 балл
1 балл -
Так я и разворачиваюсь, сегодня завезли трубы Ф 40-89мм. на одно крыло, порезанные по 3.5 метра газом! Толи шеф протупил заказывая резку на базе, не уточнил чем резать, толи хотел сэкономить, но попал на 50 ( а мож и больше, время покажет) отрезных дисков и наше время. Почему по 3,5? Потому что, в подвал длиньше не влазиют, а надо сварить около четырёхсот метров труб, боюсь, что где-то замокреет, экономим время, некоторые стыки не торцуем, варю по кислородному резу и думаю, что быстрее, сейчас торцануть или потом сливать систему и лезть подваривать. Даже фотать некогда, сфотал когда уже уходили.

 1 балл
1 балл -
http://www.youtube.com/watch?v=EmY5CV3ksTY&feature=relmfu1 балл
-
Если металл конструкции сталь и нужно делать быстро(объемы производства),то смело можно использовать полуавтомат МIG технология сварки в защитном газе.Бюджет может составить Аппарат 1500-3000 гр+баллон углекислоты 300-700гр.1 балл
-
Интересно , как этот метод показывает себя, где свариваются не две отдельные детали, а устраняется дефект в одной?1 балл
-
По моему маленькому опыту сваркой чугуна смело стоит заниматься (конечно же соответствующими материалами) в том случае если нет жёсткого контура, одну отдельную деталь нужно приварить к другой отдельной детали. Там редко возникают проблемы, и обычно такая деталь хорошо работает, если нет вибрации и знакопеременных нагрузок. А вот варить дефект в жёстком контуре- например трещину или дефект какой то ёмкости, т.е. место где при остывании шва возникнут напряжения в конструкции, потому что сваренным кромкам некуда деваться-они тянут за собой основной металл, а ему в свою очередь "не хочется тянуться", вот там обычно начинаются проблемы. Иногда ничего не помогает, ни никелевые материалы, ни подогревы с проковками, трескается и всё тут.. Говорят газопорошковая наплавка решает эти проблемы, но я её не пробовал1 балл
-
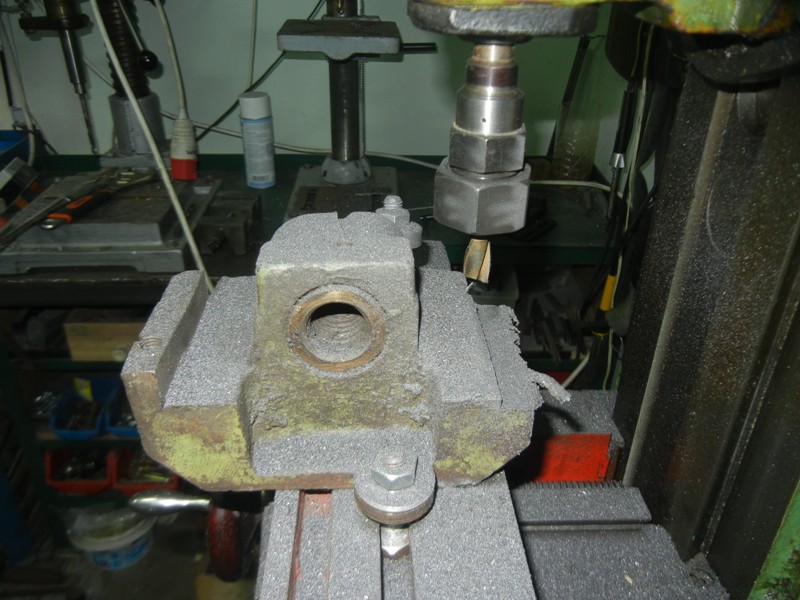
Такаяже проблема с тисками назревает , резьбы вырывает из щечек . Я то просто заплавлю газопорошком и нарежу новые . А Вам посоветовал бы по максимуму сфрезеровать щеки и сделать накладки стальные , прикрепить их болтами и обварить все по кругу. Чугун в тисках самый грязный , электродами варить тяжело - приходится по пять раз счищать каждый проход пока не выгорит масло и всякая грязь и шов не перестанет пузыриться . Максимальный подогрев улучшит ситуацию намного.1 балл
-
Вот здесь масса инфы для начинающих: http://www.чип.ru/forum/99/1 балл
-
Подготовка к зиме.Замена элемента паропровода (острая) к калориферам.







 1 балл
1 балл -
Ха!!! Закон подлости - будете гонять по-максимуму, а тому хоть бы хны будет...1 балл
-
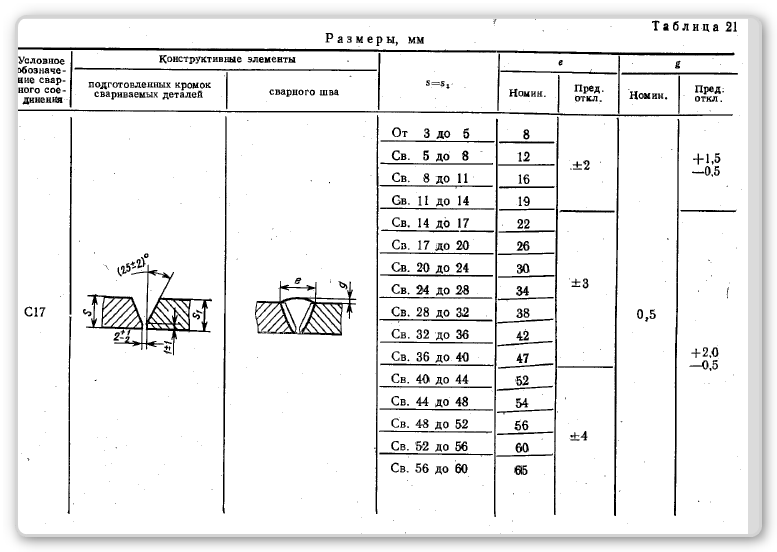
В ГОСТ нет оговорки: соединение стыковое(тавровое и т.д.) вертикальное, нижнее, потолочное. Там просто даны стандарты размеры валика с допусками в плюс и минус в зависимости от толщины металла- положение выполнения шва не указывается .Выполняя "идеальный вертикал", следует придерживаться ГОСТ(например см. скрин С-17) или заданного катета, калибра по чертежу. Ну а уж техника выполнения В.Ш. это уже другая песня.
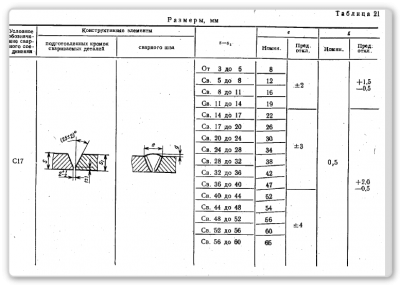 1 балл
1 балл -
Усиление шва на вертикале (как и на горизонтале, потолке и пр.) должно быть по чертежу, Корабел и Helper правильно Вам написали. Но часто нормального сварочного чертежа нет и приходится делать по принципу "чтоб красиво и надежно" Надежно это с проваром и минимальным размером "чешуи", а красиво это когда усиление максимум 1,5 мм и шов однородный по всей длине. Насчет "идеального вертикального шва" - таких не существует. Также как и идеального горизонтала, потолка. Идеал принципиально недостижим. Про трубы - непонятно, какие диаметры Вы варите? И вообще КАК варите (в смысле откуда начинаете, где верхний замок, где нижний, какие электроды, аппарат)? Я их варил так: Аппарат переменка, патроны МР-3С (уж какие дали), трубы 3/4", ток выставлял максимально возможный для нормального шва (это у каждого индивидуально), прихватывал минимум тремя прихватками (чем больше - тем лучше) и начинал варить с отрывом (мазками) примерно с 7 часов в сторону 5. Останавливался на 12 и начинал снова варить от 6 часов в сторону 8, перекрывая примерно сантим. Это нижний замок, верхний делал так же, перекрывая сантим шва. Бл...! Забыл сказать - прежде чем перекрыть, надо шлак отбить обязательно! Хотя иногда и не отбивал ! Вот и получалась такая бодяга - замок внизу, замок вверху и аккуратно накиданная чешуя. Максимальное давление на которое варил ручником это 120 очков. Полуавтоматом варил до 350 атм.1 балл
-
- книга: Никифоров. Справочник газосварщика http://upwap.ru/2856557 формат DJVU. rar.1 балл
-
Пока руки дошли до плазмы и аргона. По внутренностям оказались близнецами ...





 1 балл
1 балл -
Ребята проделывали такой фокус.На глазах у новичка-глухонемого один сварщик пережимал воздушный шланг рубщику.Рубщик начинал нервничать и шланг отпускался.Потом тот же сварщик постепенно пережимал провод работающему сварщику,а напарник в это время по одному скидывал ножи на ББР.Рубщик хихикал на сварщиком,который высекал искру,а сварщики над ним.В заключение уже третий сварщик ржал над тем,как новичёк пытается пережать электричество ещё кому нибудь из СКМС или сварщикофф.1 балл
-
В любом случае варить "каплями" или прихватками желательно бы , с минутной расстановкой хотябы если уж большая спешка . (последующая прихватка немного снимает напряг с предыдущей) Р.С. Смотрю на свою сварку в 27 посту ... вспоминаю ... и сердце встает - почти сплошным швом варить чугун это "егоубийство".1 балл
-
В 1904 году Оскар Келлберг, основатель ESAB (Еlektriska Swetsnings Aktie Bolaget),изобрел покрытый сварочный электрод. О. Келлберг обнаружил, что, покрывая электрод составом, содержащим тяжелую известь и некоторые другие компоненты, он мог предотвращать загрязнение остывающего шва металла, поскольку препятствовал проникновению в него кислорода и азота воздуха. По мере плавления электрода, происходит сгорание покрытия и образование газа, защищающего твердеющий шов металла. Годом позже О. Келлберг получил патент на свой «сварочный электрод». С этого времени начинается длинный путь развития фирмы ESAB - путь успешных инженерных решений и технических разработок. ESAB всегда остается верен своей исторической миссии - предоставлять своим клиентам оборудование и материалы только высшего качества. И сегодня инициалы « OK » используются для маркировки, известных своим качеством, сварочных электродов фирмы ESAB, напоминая всем сварщикам мира об изобретении Оскара Келлберга. Уже в первые годы электроды О. Келлберга начали широко использоваться для ремонта паровых котлов. Точкой отсчета массового применения сварки стало одобрение в 1920 году Судовым Регистром Ллойда изготовления судов методом сварки. Первым судном, классифицированным Ллойдом, было цельносварное 16-ти метровое судно «ESAB IV». В 1921 году в городе Финстервальде, Германия, ESAB основал свое собственное производство сварочных машин. Двумя годами позже были изготовлены первые сварочные трансформаторы. В 1937 году ESAB представил новый вид сварки - сварку под флюсом, при которой сварочная дуга горит под слоем гранулированного флюса. В 1938 году в Германии была основана компания Келлберг-Еберле ГмбХ по производству машин газовой резки. Несмотря на усовершенствование способов и технологии сварки в 20-х и 30-х годах, процесс сварки оставался малопроизводительным и часто трудновыполнимым. В последующие два десятилетия усилия ESAB были направлены на улучшение качества и увеличение производительности сварки. В 1944 году ESAB представил TIG-сварку, которая и в настоящее время является образцом прецизионной сварки. Высокопроизводительная и универсальная MIG-сварка появилась в 1950 году. В 1952 году были разработаны сварочные электроды с низким содержанием водорода. В 1952 году ESAB разработал процесс плазменно-дуговой сварки, а в 1957 году появилась порошковая проволока для сварки в среде защитных газов, что позволило увеличить возможности и производительность сварки. В шестидесятых годах ESAB включает в свою производственную программу оборудование, исполь- зующее новые методы сварки - сварку сопротивлением, электрошлаковую сварку, автоматизированную сварку под флюсом и полуавтоматическую сварку MIG/MAG. В семи- десятых годах ESAB открывает свои предприятия в Северной Америке, Австралии и в Сингапуре. Строятся новые заводы в Швеции, Франции и Италии.1 балл
-
Как то тема по авто дискам не появилась,напишу,лучше покажу здесь.Диск от мотоцикла хонда,легкий как пушинка.






 1 балл
1 балл -
Привет уважаемые сварные! Достались мне на металлоприемке станочные тиски разбитые.Выкупил и решил восстановить.Направляющие щеки потрескались от усердия -решено было заменить новыми,благо чугунная плита 15 мм уже валялась в уголке укромном.Выпилил новые щеки .Сфрезеровал разбитые и дело дошло до сварки.ЕСАБовские по чугуну кипят и не варят.Перепробовал почти весь запас электродов-ничего не хочет варить.Кипит и лопается.Попробовал нержавейкой(ОК67.70)-с виду вроде получилось неплохо.Вопрос-как этот сварочный шов по крепости стоит ли дальше заниматься такими тисами?







 1 балл
1 балл -
@chegevarik, Вам по-любому не обойтись моноблоком - тяжело таскать наверх, разве, что Вы купите в комплект горелку "тяни-толкай", но и она позволяет удаляться не более чем на 25 метров. Естественным вариантом остается раздельная компоновка, которая влечет решение довольно трудных финансовых вопросов. Со своей стороны, как работающий уже семь лет со сваркой Lincoln Electric могу рассуждать только об этой марке, у которой есть один огромный недостаток для России - ЦЕНА. Если нужна простота, подающим взял бы Active 8 - не самый легкий, но пожалуй самый выносливый (3 года гарантии при трехсменном графике работы) и универсальный (проволока порошковая и простая, жесткая и падающая характеристики, питание от сварочного кабеля). Но нет регулировки напряжения, только подачи.http://www.lincolnel...2999-1/e861.pdf Если только порошок, то LN-23P - выносливее просто не бывает - на строительстве трубопроводов их просто таскают за трактором на кабелях.http://www.lincolnel...316L-1/e890.pdf Источником брал бы или Invertec V350-Pro (стационарный, работает как от 380, так и от 220В) или агрегат Ranger 305D. Оба в большой степени универсальны и производительны - минимум 250 А при 100% ПВ. К сожалению, из альтернатив хорошо знаком только с агрегатами Denyo - по сравнению с Линкольном - очень тихие и двухпостовые. Таким образом, у Вас получится следующая схема: внизу, у розетки источник (или агрегат в кузове), а наверху, рядом с Вами - подающий механизм с горелкой 3-5 м. АВН, прошу прощения, что отвечаю на не мне заданный вопрос. Таки Вы будете смеяться, но на рисунке горелка Innershield и у некоторых моделей подороже действительно такой наконечник для сварки порошковой самозащитной проволокой.1 балл
-
@СварщикРучник, При СССР так и было . Мелкие шабашки измерялись в стакано -литрах . И не ради пъянки . люди подобрей были . что то типо ограды на кладбище сварить там уже подороже рублей 40-60 . в среднем равнялось авансу . и то матерял не покупаеш и обычно дешевле делали . Скажем приучены были деньги не делать и ;рвачей; мало было . Вот лично мне трудно перестроится . До сих пор знаю что продешевил а по другому трудней -слишком много взял уже заснуть не можеш - не удобняк .1 балл
-
Всем доброго времени суток, коллеги! Несколько дней назад столкнулся с китайской промышленностью. Буду откровенен: это уже не первый случай в моей ремонтной практике, но первый – с фотографиями и пояснениями. Хочется предостеречь от такой «встречи» с узкоглазой техникой и, если она всё-таки состоялась, то не падать духом! Итак, поехали. Сосед по гаражу, он же и сосед по даче, купил китайскую бензопилу какой-то фирмы «Сунь йух в чай». Ходил и радовался сему удачному приобретению, которое обошлось ему в 345 хохлобаксов = 1380 рублей. Кубометры поваленного леса расстилались в его мечтах. Гринпис ни в жизнь не смог бы остановить этого новоявленного лесоруба, дровопила и лесозаготовителя в одном лице! И вот наступил сладостный миг окончательной победы механизированного труда над тяжелым, изнуряющим и, уже не отвечающим никаким европейским нормам, ручной пилкой дров. Этот миг тут же закончился сразу после 2-х раз дергания за веревочный кикстартер бензопилы. Все «торжества» соседа происходили на даче, а так как я в это время имел неосторожность находиться рядом на своей даче, то передо мной возникло лицо человека, с которым китайцы ещё не расплатились за Халхин-Гол. Вот такая картина маслом открылась моему взору. http://s019.radikal.ru/i607/1206/80/385867b7f849.jpg Ось, на которой вращался пусковой маховичёк, была выполнена как единое целое с пластмассовой крышкой. Большая консольная нагрузка не оставила никаких шансов такому решению китайских конструкторов. http://s017.radikal.ru/i414/1206/8e/a6dddd5978cc.jpg http://s008.radikal.ru/i304/1206/64/f62105620baa.jpg Пожалел я соседа и взялся за ремонт, потом долго жалел себя. Начались танцы с бубном. Изготовил новую ось с фланцем в сварном варианте, так как точить из круга ф70 мм такую детальку было верхом расточительства, да и нетехнологично. http://s54.radikal.ru/i146/1206/26/7d84af2e8662.jpg http://i063.radikal.ru/1206/b9/df3d3326017f.jpg И ещё, друзья. Убедился, что пословица «дурная голова рукам покоя не даёт», действует! Поленился вытащить шнурок из крышки и в результате при сверловке на станке крышку вырвало из рук, а шкив, болтающийся на шнурке, разбило о стойку станка. Пришлось станцевать второй танец с бубном и для шкива. http://i049.radikal.ru/1206/b7/47c7c204b31d.jpg http://s017.radikal.ru/i420/1206/eb/e4581c8c595a.jpg http://s017.radikal.ru/i438/1206/03/e1a6563f23e6.jpg http://s15.radikal.ru/i188/1206/e2/0648a863c218.jpg Вот что у меня получилось. Болты, стягивающие металлическую ось и крышку между собой, пришлось выпустить только так, чтобы они не мешали изнутри вращаться маховичку. http://s16.radikal.ru/i191/1206/74/2be4c0672b89.jpg http://s017.radikal.ru/i438/1206/5c/06e29dddfdb8.jpg Все собрал, отнёс соседу. Прикрутили крышку на место, дернули пару раз за шнурок и, о чудо, - «Вжик!»,- сказала пила. В глазах соседа появился взгляд, прощающий китайцам и Халхин-Гол, и первое разочарование от такой поломки…1 балл
-
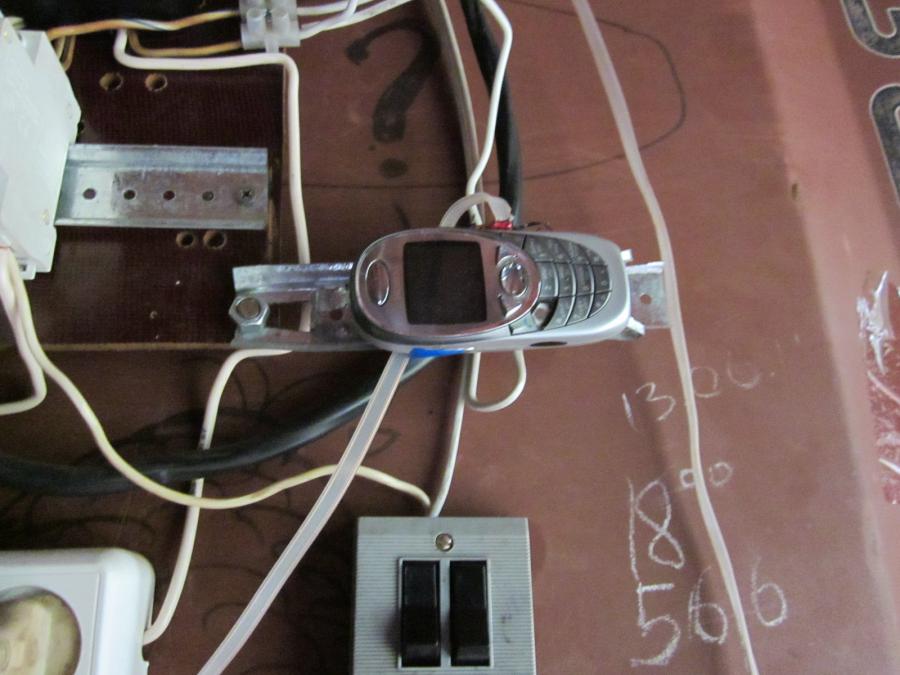
Сварик молодца... Кину тож копейку: На зло производителям и распространителям GSM охранной сигнализации. Тема не нова, но почему-то к ней относятся скептически. А я взял старый мобильник и соорудил сигналку на даче в 40 футовом контейнере. Результат - 3 срабатывания по факту попытки проникновения с плачевными последствиями для жадных до чужого добра ... Заинтересовало? - приступаем - Берём телефон с исправным аккумулятором и зарядным устройством, микровыключатель (концевик), телефонный провод, сломанное полотно ножовки по металлу. Далее покупаем сим-карту с неизвестным никому, кроме вас, номером и устойчивым сигналом в районе монтажа. Сразу отключаем в офисе рекламные и прочие сообщения оператора связи. Записываем в сим свой номер телефона и присваиваем ему быстрый вызов (удержанием клавиши №3).Проверяем телефон 1) устанавливаем сим, ставим на зарядку и дождавшись полной зарядки наблюдаем, чтобы телефон сам не отключился (бывает такое) 2) аннулируем в меню функции блокировки кнопок и экрана 3) отправляем смс на этот телефон и смотрим чтоб при принятии сообщения экран не блокировлся . Главная цель всех проверок - в любой ситуации не должно быть помех быстрому вызову кнопкой №3!!! Вскрываем телефон и припаиваем к печатной плате ключа кнопки №3 проводок от наушников, эту процедуру можно сделать в мастерской по ремонту мобильников, выводим проводок через отверстие или пропил в корпусе и жёстко монтируем к корпусу (я приклеил USB разъём от материнской платы "маму"). Монтируем телефон возле источника питания 220 и цепляем телефонной лапшой контур охраны - двери, окна, люка и прочие места проникновения, датчик - концевик НОРМАЛЬНО ЗАМКНУТЫЙ, при проникновении концевик должен НАДЁЖНО длительно (более 5 секунд) замкнуться и вам поступит вызов. Зарядник постоянно подключен. На входе в телефон сигнальный провод снабжаем выключателем "отбой". Мир вашему дому, гаражу, даче, теплице, и всему к чему прицепите

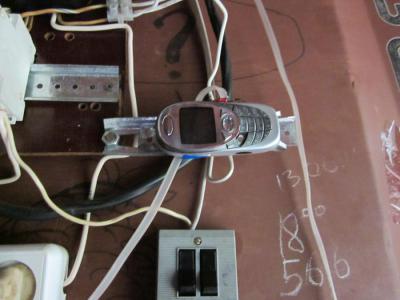

 1 балл
1 балл -
Вот такая каракатица (турбина) в довесок к тарану. http://s002.radikal.ru/i200/1104/ba/9aaab8bcfa14t.jpg Если через сопло на нее подать струю от тарана, а на вал прикрепить генератор, получиться небольшая электростанция. Струю необходимо подавать на центр лопатки. http://s41.radikal.ru/i094/1104/ab/12edeb6af57ft.jpg Название турбины - ковшевая турбина Пельтона. Предприятие "Уралэлектро" выпускает генератор мощностью 6 кВт на 500 оборотов для ветряков. Он как раз годиться для работы с этой турбиной. Если кто решится делать - постараюсь помочь с лопатками.1 балл
-
так и не допетрил как загрузить сюда фото)) в общем вот мой ляп на вашу оценку (отводик с двумя фланцами). сам знаю что есть куда стремиться... http://s16.radikal.ru/i190/1012/fd/1bc3040a33fb.jpg http://s009.radikal.ru/i307/1012/72/e2f8b266d663.jpg З.Ы. спешу поделиться своей радостью.хотя кому то это покажется пустяком.сегодня начальник обрадовал,что иду на повышение разряда)))гонял по теории,а практической частью было как раз таки сварить обводку на конденсатный насос( этот отвод с фланцами именно так и называется оказывается) )))сегодня заполнял документы))меня аж распирает) :yahoo: :yahoo:1 балл
-
1 балл