Лидеры




Популярный контент
Показан контент с высокой репутацией 26.07.2012 во всех областях
-
Я вот тоже в выходные отметился на озере. После такого отдыха (с удочкой и шашлыками) работать ну никак не хочется
 3 балла
3 балла -
Я ни разу на море не был.И не надо...
 2 балла
2 балла -
тоже немного балуюсь с титаном,на Ваш суд коллеги...



 2 балла
2 балла -
общие экзамены 1уровня..rtfспециальный экзамен РДС.doc1 балл
-
варил в один проход , электроды ок-46 тройка эсаб-свэл , зазор 2,5 мм. без разделки кромок , положение Н45 . где то там виднеется обратный валик . строго не ругайте

 1 балл
1 балл -
В общем, выбор электродов зависит от изделия, а точнее от марки стали и вида нагрузок. На те изделия, которые вы обсуждаете, я бы рекомендовал эсабовские уоньки. Провел очень много испытаний (основное, что меня интересовало - механика), добрался даже до китайских электродов. Рассматриваю каждую жалобу своих сварных на электроды, все упирается в плохую подготовку стыков/прокалка/неправильное хранение при монтаже, но основная причина – бояться длинной дуги, хотя, бывает и на полярность не обращают внимание. Мое заключение: при соблюдение технологического цикла, уоньки оптимальный вариант как по цене, так и по качеству…1 балл
-
1 балл
-
Я на сайте В. Володина зарегистрирон с 2005 года и ничего нового по этой ссылке не увижу. А вот кривую на на графике Imax-F увидеть хотелось бы. Именно для тех конденсаторов что на фото. К стати, так какие цыфры в конце маркировки (что на фото)?1 балл
-
Наш резчик Владимир и его "Орбита" http://www.youtube.com/watch?v=t_Df18GyjjY1 балл
-
Времена тотального дефицита ушли в прошлое. Продаются нормальные аттестованные баллоны на 40-30-20-12-10-7-5 литров. Не пытайтесь приспособить всякую хрень! У вас 9 жизней или кровь не течёт? PS. На фото 12 литровый баллон. Цена вопроса = 2 500 руб. Запросто помещается в багажник машины, перемещается в одну человеческую силу. Проблем на заправочных станциях нет.
 1 балл
1 балл -
Полночь, р.Кама. После знойного дня решил окунуться, все деффки уже разбежались по домам.
 1 балл
1 балл -
Это франция, орбитальные системы сварки полисуд. Если будете искать, то обращайтесь ИСКЛЮЧИТЕЛЬНО в Москву, были случаи кидания предприятий на эту технику оссобенно в нижегородском регионе. или звоните нам (831) 250-49-11 Спросить Сергея +7-987-532-52-72.1 балл
-
хоть и имеется не плохой инвертор но нужно уметь варить и переменкой и МР3 .Кто знает где и чем варить придется1 балл
-
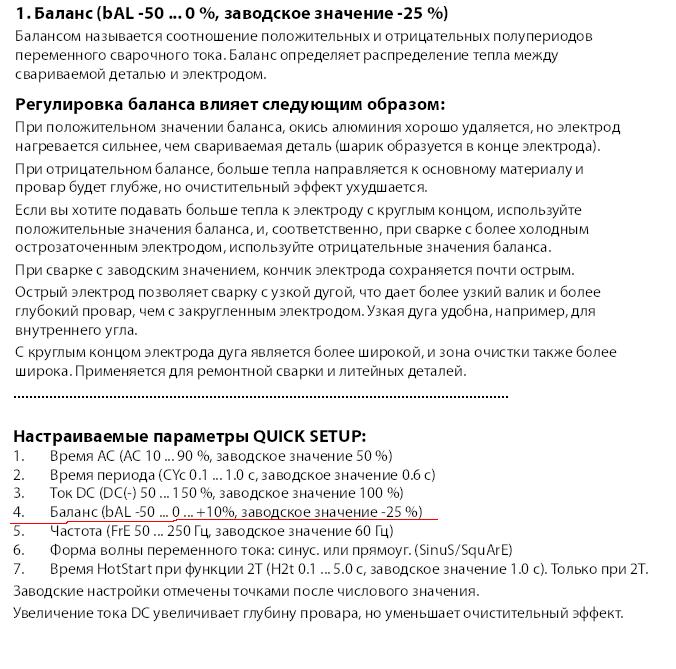
Да, у меня есть инструкции на болгарском и русском языке , и я читал много раз и в деталях, но в QUICK SETUP не возможно произвести регулировку баланса (-10%) Вот эта часть инструкции, которая интересует меня по этому вопросу. Читайте, и Вы, и высказать свое мнение......
 1 балл
1 балл -
Разочарование или надежда не знаю,а вот когда перестал мосты и диски камазов варить МРом и начал варить УОНькой стал слышать что я варю лучше чем .-.-.-.-. Каждому не объяснишь что метал крепче,да и объяснять не обязательно.1 балл
-
@железный дровосек, Даст бог когда нибудь вырвусь в такие края.Всегда мечтал. КРАСОТИЩА!!!1 балл
-
Вот хоть бы один производитель написал:нестабильная дуга,большое разбрызгивание,удаление шлака затруднённое,сварка только в нижнем пространственном положении. Ни-и фи-ига...Особенно меня всегда умиляет таблица токов на пачке.1 балл
-
Ну вот,как обещал- облицовка-полстыка на УОНИ 13-55,полстыка -на рутиле(ОК),диаметр426 мм,7 мм.стенка,2 прохода-корневой -ЛБ-52У сверху вниз, лично мне рутилом показалось сложнее и качество хуже,шлак так и норовит затечь вперёд,управляется дугой плохо,в общем-то результат был предсказуем,но эксперимент должен был состояться,раз слово дал...


 1 балл
1 балл -
Варю резьбы, переходы, катушки на два узла ХВС.


 1 балл
1 балл -
Добавляю еще,варил полуавтоматом как на фото,выдержал достойно,в защиту ниразу не вошел,ну и на последок бак,порвало на точках перегородки,попросили сделать все равно по безналу.








 1 балл
1 балл -
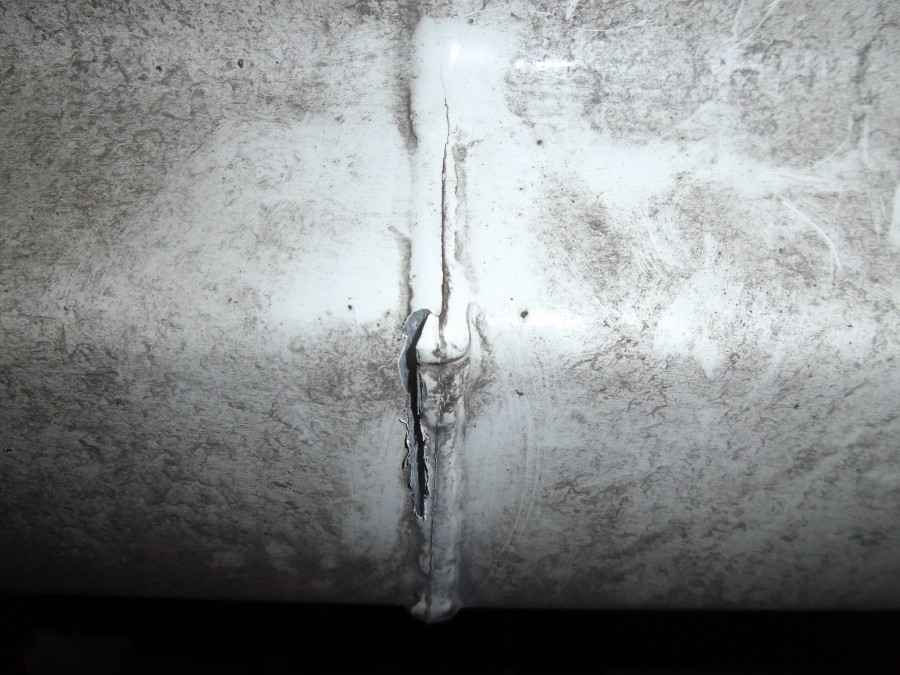
Здравствуйте,сегодня закончил первый кормовоз.Красоты швов особой нет,просто снаружи были идеальные условия.Зачистил,разделал заварил.Снаружи все варилось тигом,внутри все полуавтоматом.Соединения толстого с тонким преднагрев пропановым резаком.Внутри сущий ад,температура у нас в тени +32.В бункерах жарко и очень пыльно,от пыли не избавится,сыпется отовсюду.К тому же комбикорм неплохо горит и тлеет.Ну и фото,громко не кричите,полуавтоматом алюминий очень мало варил,опыта нет.





 1 балл
1 балл -
Да,отдых на воде и у воды-вообще самый отдыхастый отдых! В этом году у меня с летним отпуском как-то не заладилось,выложу фотки прошлогодние. Виды Телецкого озера: http://s019.radikal.ru/i623/1207/1a/c7705afb9784.jpg http://s61.radikal.ru/i174/1207/18/e1bd4d38b4a8.jpg http://s61.radikal.ru/i174/1207/18/e1bd4d38b4a8.jpg Кратер от падения метеорита: http://s017.radikal.ru/i442/1207/a3/2c30c2dba1af.jpg Вот,незадача...Нырял-нырял,да метеорита так и не нашёл... http://i076.radikal.ru/1207/73/439fd5029746.jpg Водопад Корбу (там же,на Горном Алтае): http://s019.radikal.ru/i606/1207/1b/27d24f66d311.jpg Рылся в компе,да что-то не нашёл фотки из Хакасии и Казахстана...Найду-выложу.1 балл
-
С этим трудно не согласится. Тем не менее кое что все же можно еще добавить. Например исходя из того , что прочность материала электрода регламентируется - становится понятным (отчасти) зачем при сварке ответственных конструкций нужен зазор. Нужен он за тем, что с высокой вероятностью он будет заполнен материалом электрода, а не материалом кромок и его прочность будет близка к прочности электрода. Становится так же понятным, почему "прочными" электродами не надо варить чернуху, потому , что во-первых это не имеет смысла - шов получится прочнее чем сам материал и если это происходит на производстве, то это прямое выбрасывание денег в мусорник, а во вторых при сплавлнии легированного или присаженного металла "крутого" электрода с чернухой в околошовных зонах могут возникать букеты от мартензитов до перлитов которые если и не станут появлением трещин в момент остывания, то сто процентов треснут под нагрузкой. (Именно поэтому часто силовые ответственные швы сразу после сварки накрывают "ковриком" - для медленного остывания). Электроды с меньшим допустимым усилием на растяжение обладают лучшими герметизирующими и наплавными х-ками, поэтому как правило для сварки корневых швов сосудов давления используют менее прочные электроды, а для облицовки - более прочные, например корень варят 6011, а облицовку 7018 (в редких случаях даже 8018). По большому счету, согласен с АВН - для сварки заборов пойдут любые электроды, какие есть на халяву и "крутой инвеХтур", но если кто стремится делать вещи как положено - может пригодиться. З.Ы. Сварка электродами УОНИ с любыми номерками, а так же другими электродами соответствующми международному стандарту 6015, 6016, 6018, 7015, 7016 и 7018 без прокаливания и хранения в специальных условиях является полной ахинеей . Потому, что это электроды с низким содержанием водорода и если они мокрые или даже сыроватые то содержание в них водорода становится запредельным и их основное свойство можно забыть, а характеристики шва считать значительно заниженными от заявленных производителем.1 балл
-
Можно измерять в нормо-часах+затраченные материалы.При халтуре умножаю средний руб/час работы на "коэффициент сложности" (смотри "краткое руководство") и вычитаю желание помочь-результат в карман.Где-то на форуме тема была.Кто-то использует в расчётах длину и положение швов,кто-то внешний вид заказчика.Методик много,на каждый случай единую не применишь.1 балл
-
Да использую 9л баллон из под трехкомпонентного медицинского газа. Установил кислородный вентиль и заправляю углекислотой. Переходник для заправки из двух штуцеров с накидными гайками вкрученных в балваночку из шестигранника со сквозной резьбой и штатной прокладкой обжатой между штуцерами. Рабочее давление баллона 200 Атм поэтому не боюсь давления углекислоты. баллон донор устанавливаю горизонтально с небольшим наклоном вентилем вниз. В кислородное хозяйство вводить малый баллон смысла не вижу потому как кислород только для резки - а там с 10л баллоном забегаешся; двух больших иногда на раз нехватает. Сделал также переходник для пропанового баллона, щас ищу маленький литров на 5. (при самоизготовлении переходника для кислорода нужно все детали обезжирть ацетоном потом спиртом. токоря мажут метчики специальным салом при прогоне резьбы)1 балл
-
Если все-же соберетесь заполнять. Берете медную трубку мелкого диаметра 8-12mm, к ней привариваете или припаиваете с двух сторон штуцер с накидной гайкой, как на редукторе. На баллоне доноре гайку закручиваете до упора, а на принимающем баллоне закручиваете не до конца. Приоткрываете заполненный баллон, аргон из него выдавит воздух из трубки (для этого и не зажимается до конца гайка на заполняемом баллоне). Потом приоткрываете вентиль на заполняемом баллоне и до конца закручиваете на нем гайку. Полностью открываете вентиля на обоих баллонах, ждете минут 10-15, закрываете оба баллона, снимаете трубку.1 балл