Лидеры




Популярный контент
Показан контент с высокой репутацией 25.05.2026 в Сообщения
-
Его там у Вас нет и не будет.То, что сейчас есть–смена по алгоритму импульсного режима нескольких токов ( напряжения и скорости подачи), но без адекватного импульсного каплепереноса.То есть хрен знает что.Поэтому и загаженное сопло и отвратительный визуал шва,брызги и прочее удовольствия в кавычках, кои "правильный" импульс не имеет.2 балла
-
смешно Для простоты: берем даже базовую машину, но с хорошим двигателем. Давим педаль и не долго думая - стена куча запчастей на дороге. Чтобы понимать, на что он способен, даже знающему, понадобится как минимум время на адаптацию. Т.е. приблизительно стандартно, то к чему привык, а после крутить крутилки и уже смотреть крайние возможности аппарата. Чтобы понять вообще как пользоваться, надо получить качественные швы, хотя бы красивые визуально. Еще пример. Два колеса и две педали, руль. Что там ехать?! Но как минимум нужна консультация знающего и помогающего либо сам дольше но возможно результат будет. И только потом развивать скорость, тормозить бочком и т.д. для этого есть глаза и уши. По крайней мере, чтобы самому быть довольным. Сравнивать реальность с эталоном, в хозяйстве далеко не каждый раз надо. не потом. Сварка в синергетике в смеси, уже процесс иначе протекает. А для импульса, нужна в обязательном порядке смесь. Это как сначала сказать, что я наелся, а потом идти есть. Это так не работает. Ну можно и другой пример ... но это публичное место. требования всегда имеются и во всем. Художник имеет тысячу кистей, токарь тысячу резцов и т.д. Чтобы любая машина нормально работала, если ей надо 95 бензин, то на 92 она не поедет, если отбросить все примочки блока управления, который исправляет ситуацию. И резину надо, а не на дисках ехать. И т.д. и т.п. В ваших действиях суета. Поэтому, сколько бы шагов не делали, но без анализа ситуации, каждый раз наступаете на те же грабли. да ни кто им не будет пользоваться. И даже не раз в год. За-то маркетинг - штука модная и она есть Да, они на это и заточили свое внимание. Они дают пользователям именно диапазон массовости - заборы и прочее особо часто встречающееся. А вот нормальному сварщику это мало...2 балла
-
Моя первая металлоконструкция и относительно "серьезная" шабашка на три дня, поэтапно не фотографировал, т.к был весь потный и торопился. Получил несколько хороших уроков, ожогов (залетел подлый шлак в рукав куртки при сварке потолком и прям в подмыху провалился и там и остался ) и полезный опыт. Ближе к концу работы навострился ровно отрезать квадратный профиль отрезным диском и ровно на глаз под 90 градусов стыковать не пожалел, что под эту работу взял полуавтоматик, только РДС было бы сильно дольше, к тому же привезли часть материалов тоньше, чем оговаривалось, речь шла только о толщине 2,5мм, а привезли профиль 40х40х1.5. и 50х50х2.5 Хорошо, что у меня с собой было два аппарата (п/а и ММА), было удобно варить потолочные балки с одной стороны полуавтоматом, с другой ручкой не тратя время на лишнее переставление сварочников. Что я для себя вынес, для таких работ неплохо иметь хотя бы 5 метровую горелку (хотел купить но бабок не было) и сварочные кабели, клеммы массы должна быть магнитными, ушм надо иметь аккумуляторные, а лучше две, под лепесток и отрезной. Дико бесило, что провода путаются, мешаются под ногами и переставлять часто сварочники. Очень не хватало лазерного уровня, с ним было бы в разы быстрее, чем использовать связку уголок + пузырьковый уровень. Так же было бы неплохо иметь пару прожекторов ярких. Ну и столкнулся с ненадёжностью людей, человек который подрядился помогать не вышел в последний день и основание под стол пришлось делать самому. А так в целом интересный опыт, по затратам на самом деле немного вышло, полбаллона смеси, четверть пачки электродов, катушку проволоки на 5кг полностью не смог потратить. Смарт миг 200 мне очень понравился, шустро варит точками, с профилем им работать одно удовольствие, z203, тоже хорош, на токе 50а сплошным швом работал тройкой, дуга в рутиловом шлаке не захлебывалась и не прожигала тоненький металл, проваривая его. Текмен 740-ой отлично себя показал, очень удобно в нем работать в условиях плохой освещенности из-за 2 дин в незатемненном состоянии. Было бы очень интересно поработать с более крупными конструкциями. Размер этой довольно скромный - 7х4х3 метра.
 1 балл
1 балл -
Долгих лет ему жизни. Дальше что?1 балл
-
Настройками займитесь плотнее. Брызги крупные, когда подачи маловато, или от обратного - напряжение высоковато. Проволока успевает в крупные шарики скататься, пока до св.ванны дойдет. Это должно быть видно даже глазами. В синергетике сделайте напряжение в минус, или в ручной режим перейдите, там развлекайтесь с пониманием зависимости параметров друг от друга. Индуктивность покрутите. Просто разницу между максимумом и минимум регулировки сравните. Есть ли она? При максимуме регулировки получше растекаться металл должен. А так в целом какие-то бессистемные занятия у вас, судя по всему. Надо больше однотипной работы, чтобы выводы делать о настройках и их изменении.1 балл
-
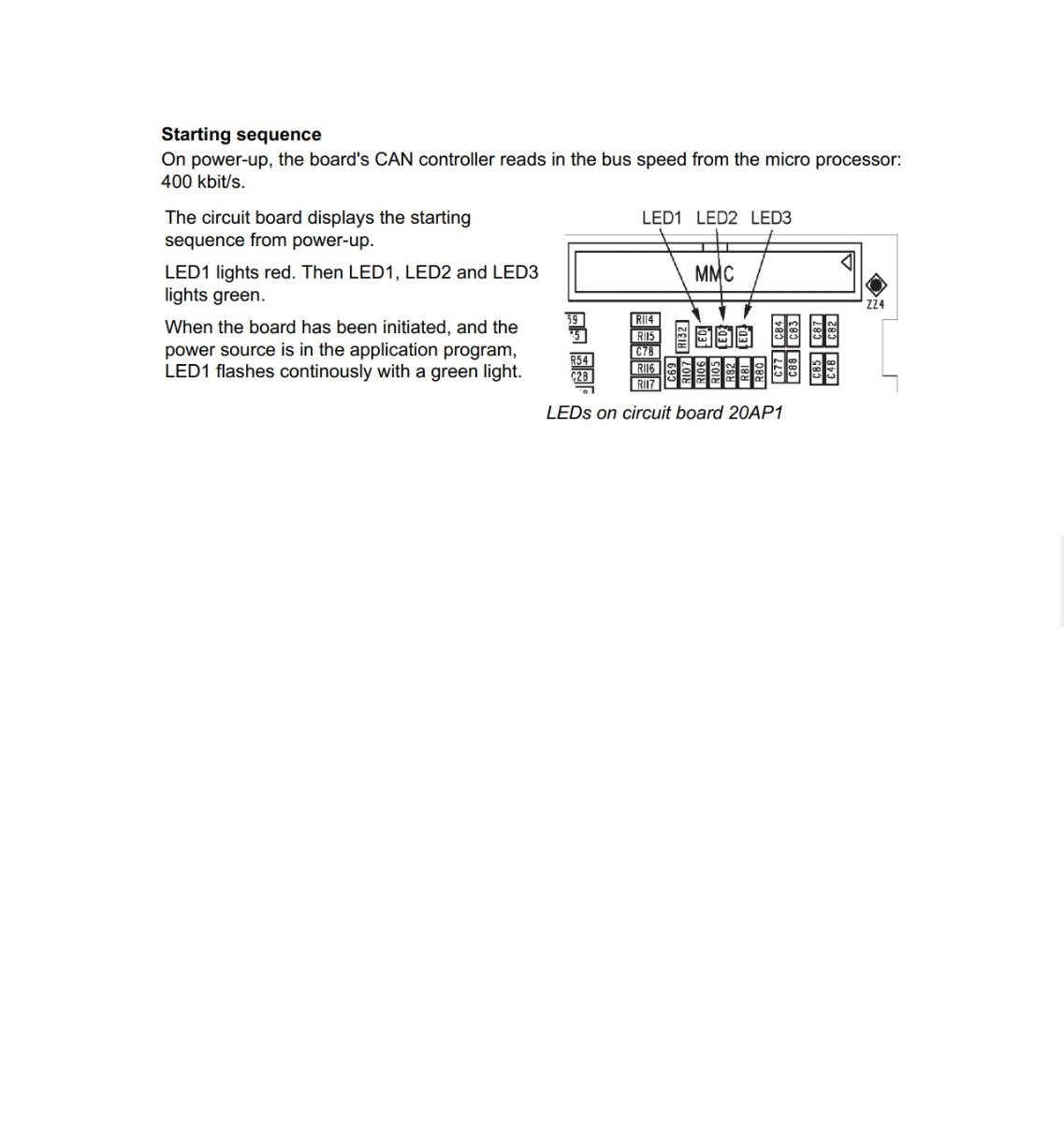
Включение светодиодов. Первести не сложно даже без словаря и переводчика
1 балл
-
Добрый вечер всем, обновили мне прошивку, на моем аппарате, из нового появился процесс Пульс Гц, регулируется от 10 до 50 Гц, всю прелесть этого режима оценил на сломанной рабочими перекачивающий помпе, они ей воду качают. При разгрузке уронили, корпус треснул, L 500 мм примерно длина трещины получилась. Так как корпус с маслами и прочим ГСМ не контактировал, ну и испытать новый режим очень хотелось, было принято решение работать полуавтоматом. Проволока d 1,2 мм, АК-5, разделка борфрезой. Попробовал 10-15-20-25 Гц на пластине. Остановился на 20-25 А. Очень похоже как на ТИГ аппарате, на котором есть возможность регулировки частоты тока АС. Видео не снимал, т к сожалению камера на телефоне приказала долго жить, да и особо некогда было, потом сниму отдельное видео про этот режим.1 балл
-
Импульсные режимы в том виде, какие принято считать импульсными в сварке плавящимся электродом в защитном газе,разрабатываются под аргоноуглекислотные или аргонокислородные смеси.В чистой углекислоте данные режимы корректно не работают.Для углекислоты есть режимы типа STT от LE,CSC от Эвоспарка и ряд других, совсем не бюджетных моделей. В Вашем китайце данных режимов нет и никогда не будет, даже если украдёте прошивку.Ибо железо не потянет.1 балл
-
Не надо читать вечером перлы ИИ про скважность,Ибо дурь.Коэффициент заполнения импульса 50%- скважность 2;,25%- скважность 4,и так далее...Можете пользоваться скважностью,если Вам это больше нравится, но скважность - это просто цифры, безразмерные,показывают,во сколько раз период полного импульса больше периода пика импульса1 балл
-
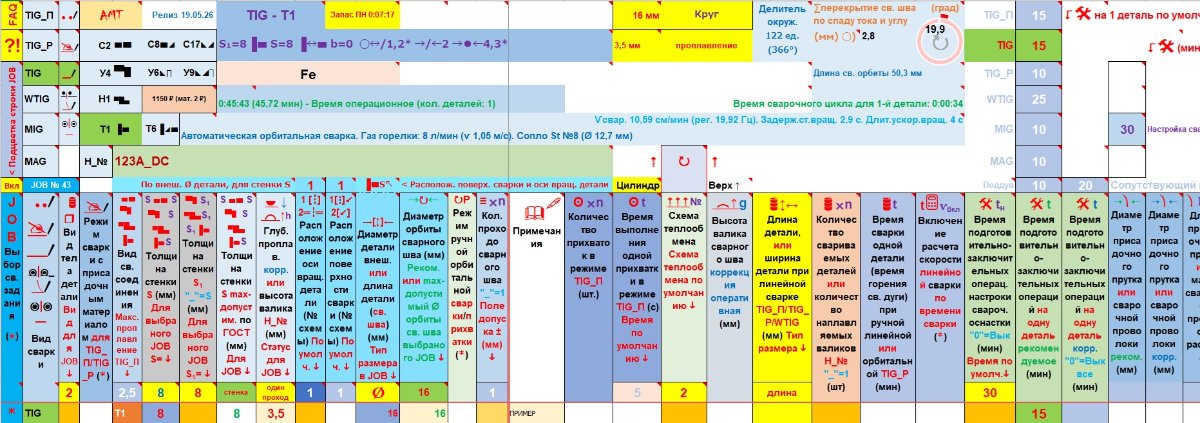
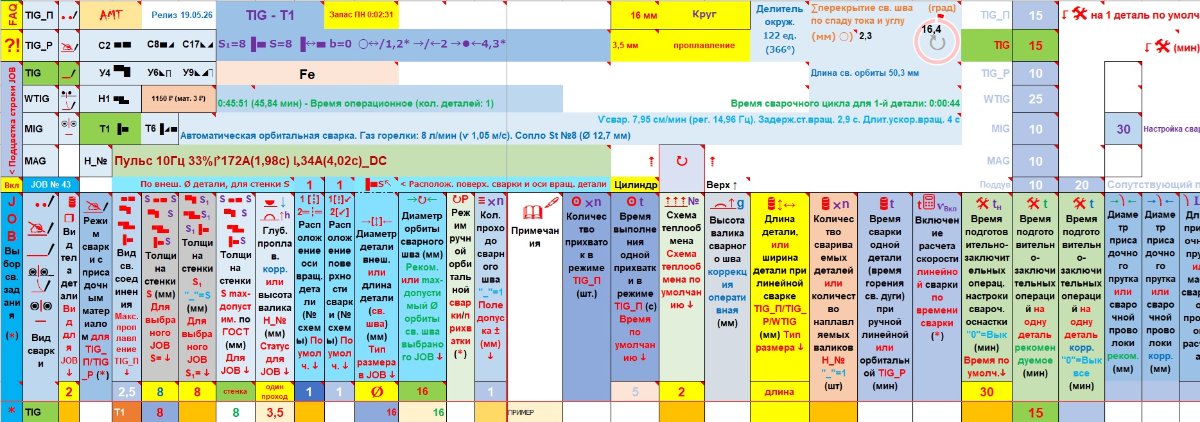
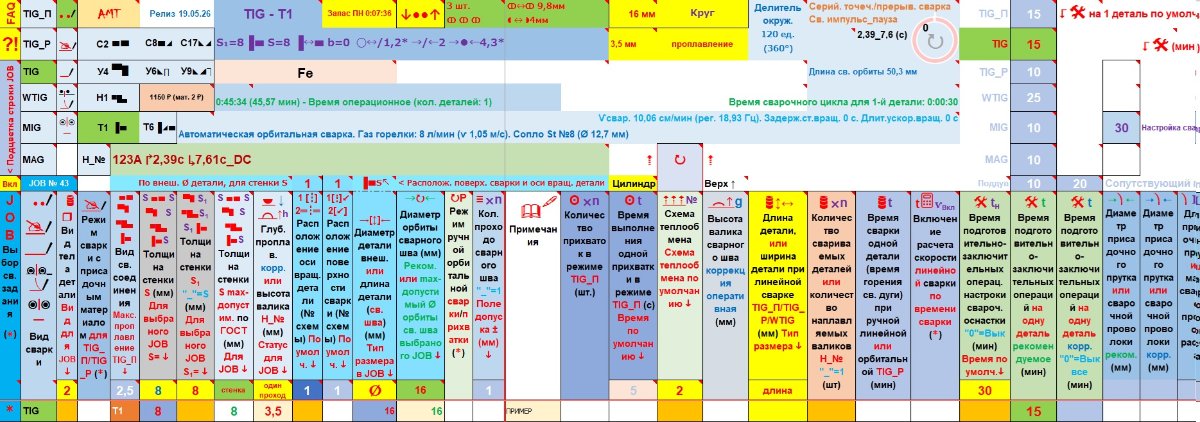
1. Импульс. током импульса, током паузы, коэффициентом заполнения, частотой импульса. Лично меня такое количество переменных по сварочному току, плюс невнятная термодинамика в теле детали, нелинейные кристаллизационные процессы и фазовые превращения в сварном шве и в зоне термовлияния, приводит в тихий ужас. Как это все описать математикой (не забываем - это автоматическая сварка). Я конечно все это посчитал, но с каждой новой переменной расчет усложняется по экспоненте, накапливается "ошибка допущения" и "степень эмпиричности". Конечно, при наличие серьезной экспериментальной базы (ящик деталей-свидетелей и вагон времени) можно добиться превосходных результатов, но для этого должна быть партия деталей на которую распределяться все затраты на исследования, но никак не одна единственная деталь. Вот как выглядят настройки линейной (на которой данная деталь сварена) и импульсной сварки. 2. Секторная сварка (в моей интерпретации - прерывистая сварка). На мой взгляд оправдана только на относительно больших диаметрах. Для полноценной реализации потребуется программный комплекс на базе шагового двигателя в приводе вращателя, который будет управлять включением-выключением сварочной дуги и делить окружность на сектора. Мой вращатель построен на асинхронном двигателе под управление частотника. Весь расчет секторов строится на параметрах сварочного аппарата в режиме прерывистой сварки (длительности импульса прерывистой сварки) и скорости вращения, при котором автоматизация завершения сварки сильно усложняется (у меня приходится стеречь последний сектор и выключат вручную). Ограничения такой схемы в максимальной длительности импульса и паузы в настройках сварочного аппарата (у меня 9,9 секунд). Вот как это выглядит на практике. Можно задавать как количество секторов, так и длину отрезков и промежутков. 3. Управление током, или скоростью? Конечно на сварочном аппарате есть ток старта, его подъем, спад и заварка кратера. Но вопрос - как всем этим автоматически управлять относительно дистанции сварки? Ещё, эти параметры имеют линейную зависимость управления с резкими переходами этапов. Так что, я использую опорный параметр - скорость вращения. У меня частотник имеет более гибкую систему программирования. Используются только стартовые параметры частотника (имеет как линейную характеристику, так и нелинейную S-образную), тормозные не используются. Завершением сварочного процесса управляет сварочный аппарат.
1 балл
-
У меня отладка техпроцесса смещена в теоретическую область. Саму сварку приходиться производить без практической отладки. Вот как выглядит подобное соединение, но без проточки. В данном случае, расход материала на сварной шов "своим телом" идет полностью из втулки. Основная проблема с расходом материала из втулки - сохранить ее ровный край торца, так-как по ходу сварки деталь нагревается и шов увеличивает свою ширину. Я борюсь с этим программированием задержки старта вращения и нелинейного ускорения вращения после старта (кому любопытно - нелинейное ускорение по S-образной кривой). Титан, кстати.
1 балл
-
Это не подрез, это проточка для убирания дефектов проката и окалины. Диаметр стержня сохранен, так-как нужен был именно этот размер (даже "как чисто" проточить припуска не хватило, другого диаметра прутка не было ). Конечно метал со стержня расходуется на сварку телом, но это в рамках задуманного конструктива - шов должен был сформировать галтель (чтобы не изготавливать/искать радиусный резец), постобработка не предусматривалась.1 балл