Лидеры




Популярный контент
Показан контент с высокой репутацией 08.08.2025 в Сообщения
-
Меня попросили в прошлое лето заменить трубу дымовую на котельной, которая установлена в 78 г прошлого века. Я им озвучил 50 т. Кран они должны были найти сами. Т.к это организация, они попросили предоставить им экономическое обоснование, техкарту производимых работ. Ну а так как я учился недавно, и спасибо преподавательнице экономики что она была скурпулезной и нудной до ужаса, я написал подробнейшее экономическое обоснование( главное в экономике чтобы не круглых было круглых сумм)))). Типа подготовка к демонтажу: 8 457 р, ну и так далее. Плюс им еще нужны были чертежи, что для выпускника ВЭМТ тоже не составляет большого труда. В "Компас-3Д" начертил им трубу, ступеньки, растяжки, сборочный чертеж, и в итоговом виде сумма с 50 т возрасла до 65. Они типа "Че за дела?" Я им пояснил, что бумаги чертежи и прочая бюрократия стоит денег, при чем гораздо больших, чем работа. Отправили все на согласование, Киров без вопросов оплатил. У моего приятеля сварочное небольшое производство, у него висят расценки: 2 т р в час сварочные работы. Ну и 10 минут сварки -330 р ну и по возрастающей.2 балла
-
Ну так это же и есть затраты, которые надо включать в себестоимость. Более того, скажу, что такие затраты надо знать как можно точнее, чтобы не быть в пролёте. Можно и нужно посчитать сколько тратится на содержание машины в период, месяц, квартал, год. если имеется разьездной характер работ, то авто становится основным средством производства, и следовательно надо включать в себестоимость амортизационные отчисления. А то получится, наколымил, заработал, вроде как, а тут машина развалилась, и весь заработок в неё, получается отработал по себестоимости. А озвучивать или нет расчёт стоимости, думается мне надо по ситуации смотреть, на некоторых жадных, чем подробней расклад, тем убедительней. Можно же допустим так договориться за работу хочу, стока то, плюс остальные мне доехать и материалы и расходка, можете само организовать или оплатить, могу типа чеки предоставить за материалы, чтобы клиент видел что не обманываю. Ну это так, по ситуации, допустим если заказ того стоит. А если не стоит, то просто мой день 8000руб. хошь бери, хошь нет.2 балла
-
Добавлю. Еще хорошо бы завести хорошо знакомого токаря, чтобы он занимался за пряники с чаем подготовкой обрезков трубы, торцевал, и снимал фаски.1 балл
-
Это когда ты с Красноярска приволок труборез и трубы? А обратно еще и компьютерный стул поволок)))1 балл
-
Ну и правильно, работа по составлению сметы- тоже работа, и должна быть оплачена.1 балл
-
С deep seek общался на тему одной установки (со сваркой связи нет). На английском задавал вопросы и его ответы были более содержательны, чем на русском. Трудности перевода смысла вопросов есть у него видимо.1 балл
-
Когда тренировался варить трубы, заготовки центровал просто на уголке, перевернутом кверху сторонами (лодочкой). А зазор выставлял электродом, отбитым от обмазки ( 2.5мм ) Обрезки труб типа ВГП плохо подходят для обучения, там стенка 3-3.5мм толщиной, очень мало времени, чтобы почувствовать что перегрел и сейчас "потечет". Если есть возможной - откладывай толстостенные обрезки.1 балл
-
Очень вряд ли? ...он там никогда не будет. Языком что ли лизнуть ? Не все. СЧ20 может использоваться,если корпус и рабочее колесо обрезинены.1 балл
-
Трубка Рено Логан. Что-то в этом сезоне не часто попадаются. В общем-то,дело не в сварке,а в скобе. Фитинг вырезается. Скоба растачивается под отверстие ф18,3мм и делается проточка для юбки фитинга 24,3мм,глубина 4мм.
 1 балл
1 балл -
Пока что об этом не думал, ну по идее центраторы и плазморезы не прям дорого стоят, на фаскосниматель нормальный тоже вполне реально заработать, а вот достичь очень высокого навыка почти с нуля в условиях, что на данный момент неоткуда почерпнуть правильные навыки - все же чуточку сложнее. Чтобы хоть как-то прокачать навык сварки трубы походил по производству и отложил несколько неплохих ненужных труб разных диаметров, если вдруг будет возникать свободное время, сварю себе что-то вроде простенького кондуктора, нарежу трубы и буду пытаться сваривать неповоротные нарезанные кольца, после буду пилить швы, смотреть что получилось. Пробовал уже сваривать разные трубы полуавтоматом, довольно успешно, но не понравилось, шлейф руку оттягивает и ограничивает точность моторики и в потолочном положении пару раз словил каплю в наконечник. Странно, что на данный момент РДС мне даётся лучше чем РАДС. Не совсем голова с руками поспевают подстраиваться и оптимально менять угол горелки и подачи, ширина шва плавает и геометрия неидеально ровная. Электродом кажется, что проще, хотя возможно это из-за того что опыта в сварке электродами просто больше. Наверное мне нужен репетитор или понаблюдать за такой работой, старпться нарабатывать правильную моторику, и затем доводить ее до автоматизма. Помимо труб ещё хочется тиг сварку нержи освоить на высоком уровне. Как наберу 2-3 года стажа, думаю разумно будет менять работу на более высокооплачиваемую, а для этого, надо подготовиться, чтобы соответствовать желаемой з/п.1 балл
-
Как то не по русски звучит, хотя это выражение последнее время из каждого утюга льётся. Гораздо привычнее - "смежные специальности".1 балл
-
Там и подготовка должна быть соответствующая.Пилить/точить/собирать сам будешь?Тогда придётся освоить смежные специальности.Но не факт, что за это заплатят.1 балл
-
Это лишнее, пусть работает железный дровосек.А вот осваивать всякие сварочные автоматы-дело перспективное.1 балл
-
На заводе барышня из ОТК котят раздавала от местной кошки, не смог пройти мимо и взял себе предпоследнюю. Очень шебутная и быстро освоилась, уже на второй день устраивает шурум бурум вовсю
1 балл
-
Взято( с разрешения) из документов (ДСП)одного завода по производству СМ– Почему сварочная проволока «клинит» в наконечнике, «много брызжет» и как с этим бороться. 1.Проволока клинит в наконечнике потому, что подающий механизм не может её протолкнуть сквозь канал. На выходе из токосъёмного наконечника такое происходит чаще, так как данный расходный элемент работает в очень тяжёлых условиях. Причинами могут быть металлическая пыль (медная и стальная), неметаллические загрязнения, которыми забит проволокоподающий канал и которые проволока тянет на себе до выхода из горелки. На форсированных режимах возможно спекание конгломерата из металлической и неметаллической пыли/грязи с достаточно большой скоростью и увеличением в объёме, с последующим прихватыванием проволоки к наконечнику. Также ситуацию может усугублять тепловое расширение, уменьшающее проходное сечение канала наконечника и банальное приваривание мелких малозаметных брызг на выходе наконечника. Так как стандарта на данный параметр нет, все производители расходных материалов решают данную проблему в меру своих представлений о стабильности данной характеристики. Нормой считается допуск в + от 0,20 до 0,26 от номинала проволоки. То есть для стандартной стальной проволоки 1.2 мм, не имеющей отклонений по геометрии, наконечник может иметь размер канала до 1, 46мм.Поэтому, если происходит заклинивание в процессе сварки на форсированных режимах, есть смысл замерить диаметр канала и выбрать наконечник по верхнему пределу допуска, так как у многих производителей допуск в + не превышает 0, 08мм.То есть если реальный размер центрального канала наконечника для проволоки номиналом 1,2мм составляет 1,28 мм, то эта ситуация не критична только при малых и средних режимах сварки. При сварке на форсированных режимах будет происходить неизбежное подклинивание, так как необходим качественный теплоотвод от сопла-а это будет только при работе на правильном размере центрального канала токоподводящего наконечника, оптимальном для данного режима вылете проволоки, правильно настроенном подающем (ролики и подкатушечный тормоз, чистота проволокоподающего канала–используйте фильтры), использовании качественных антипригарных средств и своевременной очистке сопла. 2. По разбрызгиванию. Согласно РД 03-613-03 Федерального горного и промышленного надзора России (ПОРЯДОК ПРИМЕНЕНИЯ СВАРОЧНЫХ МАТЕРИАЛОВ ПРИ ИЗГОТОВЛЕНИИ, МОНТАЖЕ, РЕМОНТЕ И РЕКОНСТРУКЦИИ ТЕХНИЧЕСКИХ УСТРОЙСТВ ДЛЯ ОПАСНЫХ ПРОИЗВОДСТВЕННЫХ ОБЪЕКТОВ), Приложение1, раздел 5 для сплошных проволок, объективной оценке сварочно-технологических свойств дифференциальным способом с балльной оценкой подлежат следующие параметры :возбуждение и стабильность горения дуги, качество формирования шва, эластичность дуги, производительность наплавки и санитарно-гигиенические показатели. Разбрызгивание, как фактор оценки сварочно-технологических свойств сплошной проволоки, является величиной переменной и не оценивается. Соответственно не может служить критерием оценки качества, так зависит от таких причин, таких как динамическая ВАХ источника, род и расход защитного газа, режим сварки и вылет проволоки, состояние канала, наконечника, стабильности подачи, величины скорости нарастания тока КЗ и еще ряда переменных. Если для конечного потребителя величина разбрызгивания является величиной критичной, и определённые СМ не могут в силу определённых требований клиента удовлетворять требованиям к качеству сварки-пусть использует другие сварочные материалы-но основанием для возврата и обмена- разбрызгивание служить не может. Если клиент до покупки напирает на то, что ему критично разбрызгивание-пусть отваривает КСС на своих режимах до приобретения.1 балл
-
Зачем ему раскладывать все по полочкам? Работайте в первую очередь по своей цене. Ниже ее делать - как воровать у самого себя. Определите сами для себя желаемую сумму за час/день/заказ и т.п. А то позовут ворота на гараж перевесить, по часовой оплаты там может быть на 500 руб и расходников на 50 руб, а с учетом поездки может и пол дня уйти - тогда меньше 3000 для выездной небольшой работы вроде и смысла нет рассматривать. А может по времени настолько неудобно, что, допустим два часа с утра и два часа через продолжительный перерыв, тогда уже как за полноценный день на выезде брать оплату. Ну а транспортные затраты и расходники уже по месту сами определяйте в соседнем дворе пару электродов потратить или за 50 км пару дней мотаться и обваривать металлокаркас.1 балл
-
Когда меня интересовал этот вопрос, я делал так - смотрел сайты техникумов в моем городе, в которых учат на профессию "электрогазосварщик" или "сварочное производство". На сайте обычно есть раздел типа "Дополнительное образование" - там указаны профессии на которые учат на краткосрочных курсах и повышают разряды по ним же. Обычно указаны число часов и и цены. Звоните по указанным контактам, заключаете договор, оплачиваете и после обучения, которое проводится чисто формально, - получаете желанные "корочки". Убедить своего работодателя повысить приказом ваш разряд и соответственно тариф оплаты труда, гораздо сложнее, чем получить корочки в левом техникуме.1 балл
-
Не обращайте внимания. И живите своим умом. И не расслабляйтесь - еще ничего не кончилось. Лет 15 тому купил старый советский дизель-генератор как резервный источник питания. На всякий случай. Кой кто смотрел на меня как на идиота. Заводил периодически. Потребность была крайне редка. Но - в 22 году этот случай наступил. 10 месяцев электричества не было. Совсем. И этот генератор работал Без сбоев. Все 10 месяцев. Вот тут то на меня и перестали смотреть как на идиота. И по поводу денег - всё как в сказке - карета может превратиться в тыкву. Деньги есть нельзя. И в качестве запчасти использовать тоже нельзя. Они хороши, когда устаканенность вокруг - магазины и заправки принимают купюры в качестве платёжного средства. А когда цивилизация вокруг заканчивается - наступает время иных ценностей. И хорошо, когда они есть, эти натуральные ценности.1 балл
-
Замена фитинга.
1 балл
-
Всем привет. Наткнулся на фотки сегодня случайно, решил запостить продолжение сей истории: Деталь была выставлена на станке под необходимыми углами: После выставления детали была произведена черновая расточка посадочного отверстия в размер: Так-же была изготовлена ремонтная втулка: В связи с тем, что мяса для сварки на мосту не осталось то готовая втулка была впаяна на латунный припой в корпус моста: После остывания моста была выполнена усиляющая обварка стыков втулки и корпуса моста электродами ОК 92.18, после чего деталь была опять установлена на станок для финишной расточки в размер: Деталь была выдана клиенту и прекрасно работает.
1 балл
-
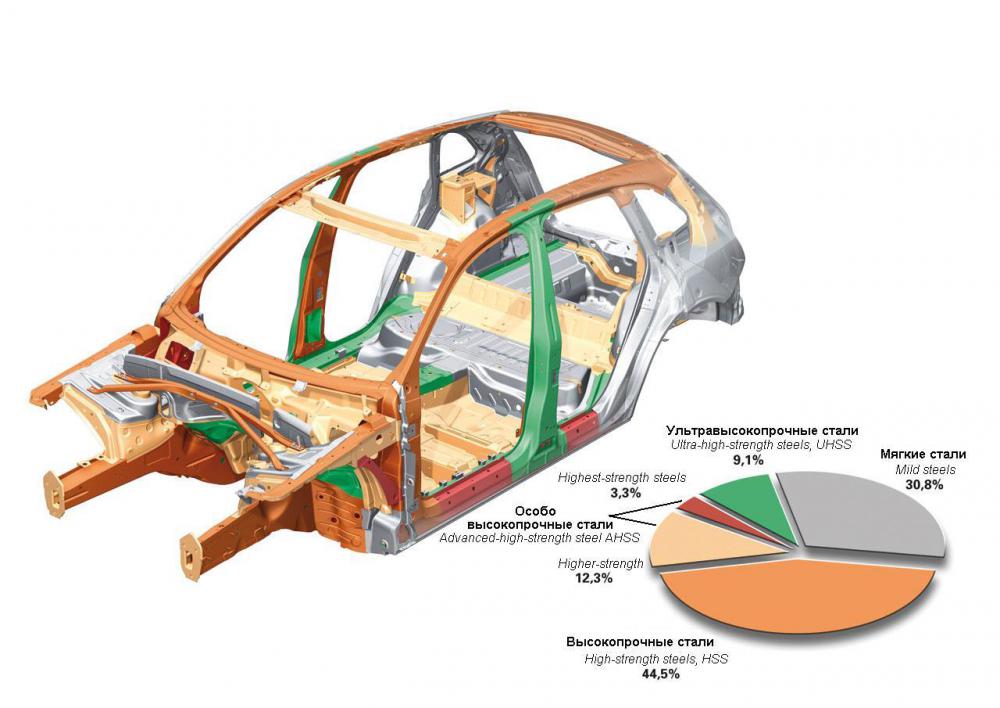
Про ремонт кузовов, как это должно быть. В современных кузовах все больше и больше применяют высокопрочные сплавы. Для ремонтника важно знать какие-где сплавы применены, чтобы обеспечить соответствующую технологию ремонта. В регулирующих документах большинства стран (упомяну DIN, я им руководствовался, когда работал в этой сфере, потому-что наших тогда не видел, может сейчас уже есть), есть перечень зон кузова где запрещен ремонт с использованием сварки. Например, запрещен ремонт переднего лонжерона, только его полная замена. Этот запрет продиктован сохранением заводского расчета по зонам поглащения энергии удара. Традиционно таких зон три. Сейчас уже плохо помню, по моему можно что-то делать в первой зоне. Это зона включает в себя детали передней панели. Но все равно ни в коем случае нельзя допускать усиление этой зоны, она отвечает за травмирование пешеходов. Если ее усилить то пешеход получает гораздо более серьезные травмы. В чем заключается усиление: сварка не соответствующая конструкции, например сплошной шов вместо точечного, или усиливающие накладки. Про усиление второй зоны поглащения удара. Наверняка те, кто смотрел на лонжерон, видели на его передней части гофры, подштамповки, или другие конструктивные элементы, призванные сминаться при ударе средней энергии. Главнейшая ошибка при ремонте горе-ремонтниками, правка и дальнейшее усиление выправленнго участка всякими накладками. Отремонтированный таким образом лонжерон будет работать при следующей аварии неподобающим образом и может, или в салон попасть, или допустит критический для человека показатель замедления при поглащение энергии удара.
1 балл
-
Да ни кто не против, купите-потом расскажете впечатление!1 балл