Лидеры




Популярный контент
Показан контент с высокой репутацией 01.04.2025 во всех областях
-
В общем взяли меня на работу сварным, сегодня первый день в обязанностях исправления разных дефектов литья, тут сталь, нержавейка, алюминий, латунь и чугун, самое то для практики, чтобы понять как ведут себя все эти металлы и их нюансы, можно в том числе брать железки ненужные, варить их, экспериментировать, набивать руку и моторику. Порадовало, что мое рабочее место оборудовано замечательным аппаратом grovers 4в1, по меню все понятно, даже не пришлось читать инструкцию, синергетика в режиме п/а понравилась, сразу все получается. Надеюсь в режиме тиг тоже будет достойно себя проявлять. Завтра надо будет резать газом (пропан+кислород) стальные стержни для последующей отправки их в печь. И надо браться за цветнину, больше всего за алюминий и за чугун переживаю Свободное время, если таковое вдруг будет, постараюсь посвящать тиг-сварке, т.к своего аргонника у меня не было и надо в быстрые сроки набить руку. Наткнулся на Ютубе на канал тиг/миг Евгений Лысенко, как я понял это человек с форума. Его видео стоит смотреть или лучше что-то другое? Правильно предполагаю, что лучше всего начинать обучение с пластин, просто научится ровно руку вести с выдержанием одинаковой ширина шва без присадки, а потом уже то же самое с присадкой и лишь после этого за детальки браться?
 3 балла
3 балла -
желательно, чтобы вдоль какой либо линии или углового соединения. Первые шаги, можно двумя руками, вторая рука немного верх горелки поддерживает, на уровне колпачка электрода. И так то будет,первые шаги, с дрожанием. После, если рука стабильно начинает себя вести, угловое соединение брать, чтобы понять как дуга ведет себя, чтобы не перебрасывалось то на одну стенку, то на другую, а присадок будет уже и не сложно освоить. Просто по поверхности пройтись, если не по шву, а по телу, то минуты 2-5 хватит. Если конечно высота прыгает у горелки от руки, то потренироваться подольше. Но именно понимание высоты придет на угловых стыках. Чуть поднял и уже не сплавляется угол, а дуга перепрыгивает на одну из поверхностей. Ну и не забывать, держать на одном месте после гашения дуги. После ММА сам буксую и убираю горелку раньше. На МИГ\МАГ времени меньше требуется, в ТИГ если не алюминий, то желательно дольше держать, пока пост продувка не закончится. Время пост продувки устанавливать опираясь на электрод, он не должен чернеть и темнеть после прекращения подачи защитного газа.1 балл
-
Динозавр-это же круто.Примерно как носорог в наше время-видит, конечно, хреново, характер скверный,но при его массе и габаритах-это проблемы окружающих.Я, вот, не разу не сожалею,что в своё время бросил клеркообразную деятельность и пошёл в сварщики...1 балл
-
Вспоминая свои мучения в освоении ММА, проистекавшие из-за отстутствия грамотных наставников( почему-то попадались одни рукожопы и понторезы с отвратительной вербальной коммуникацией),студентам ставил правильную технику в первую очередь.Метода, конечно была.Соберусь со временем, может и и напишу.1 балл
-
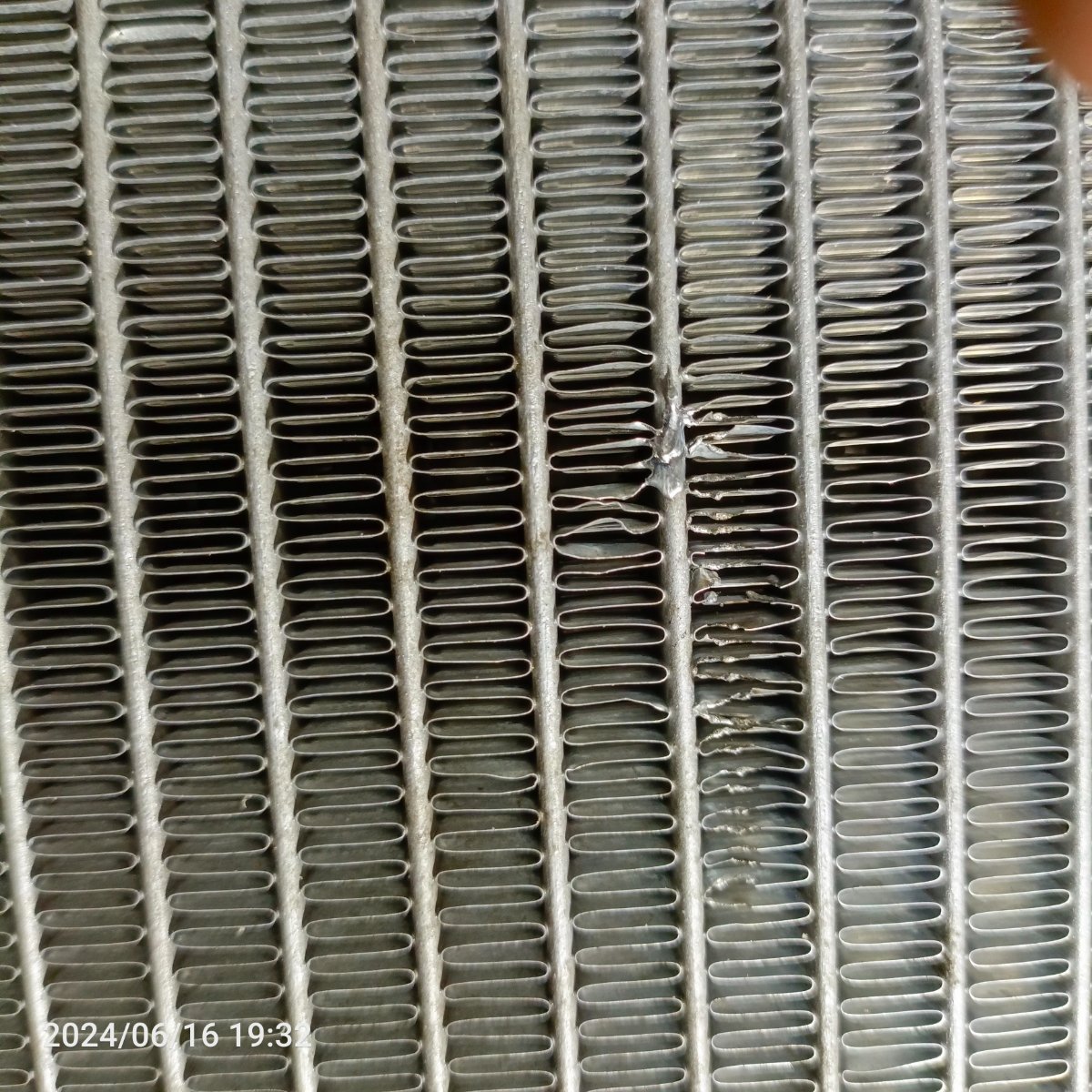
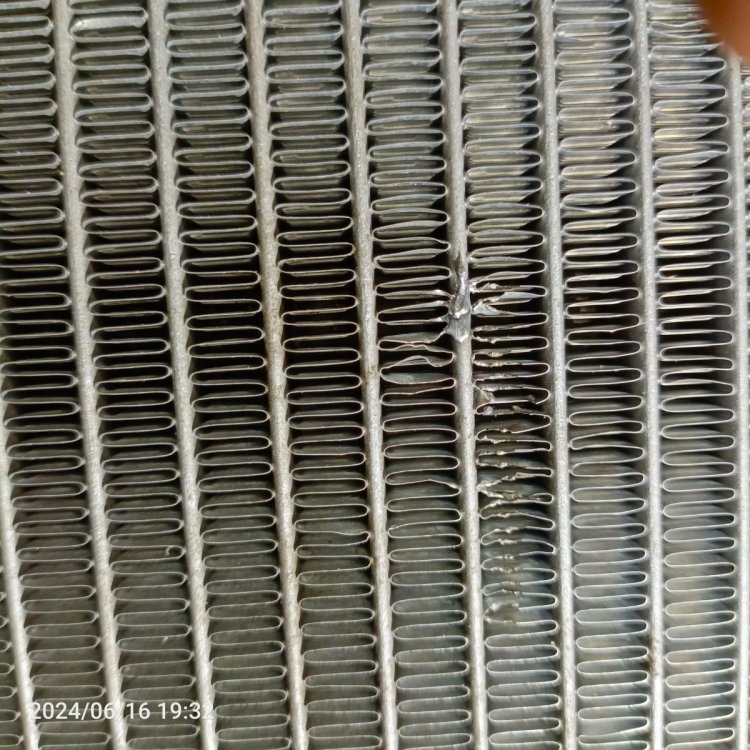
Радиатор испарителя кондиционера китайского погрузчика. Это заводской брак,т.как кондиционер еще не включали,дефект пайки. Бачки двухсекционные. Течь глубоко,не достать горелкой. Бачок разделен перегородками вдоль и попрек,а течь у продольного стыка внутри. Пришлось вскрывать бачки,срезать фитинги и глушить трубку.Трубка около поперечной перемычки,поэтому вырез 20/25мм и в глубине,что неудобно . Пришлось паять. Избыток припоя в конце трубки,чтобы гарантированно ее закрыть,пусть так,но гарантированно -это второй конец и переделывать все заново это.. Зазор между стыками бачка около 2мм,поэтому вышло, как вышло. Опрессовка азотом 14ати. Вопрос стоял так:можно ли сделать? Можно,но не нужно -довольно сложно и результат не гарантирован...,где-то рядом трубка полезет,когда все уже закрыто.. Что надо учитывать? Работа тиг-горелкой затруднена -при короткой,насколько возможно, дуге,она все равно блуждает в замкнутом пространстве и присадочный материал трудно подавать,плюс очистка перед сваркой сложна,плюс пары масла и фреона загрязняют ванну,закрывая ее местами,что и вызывает блуждаение дуги на сравнительно небольших токах. Поэтому,вырезаются лючки,тиг исключен,чеканка трубок без среза, обезжирка ацетоном,раствор едкого натра,раствор уксуса,просушка,пайка Кастолином 192FBK и все в обратном порядке..)




 1 балл
1 балл -
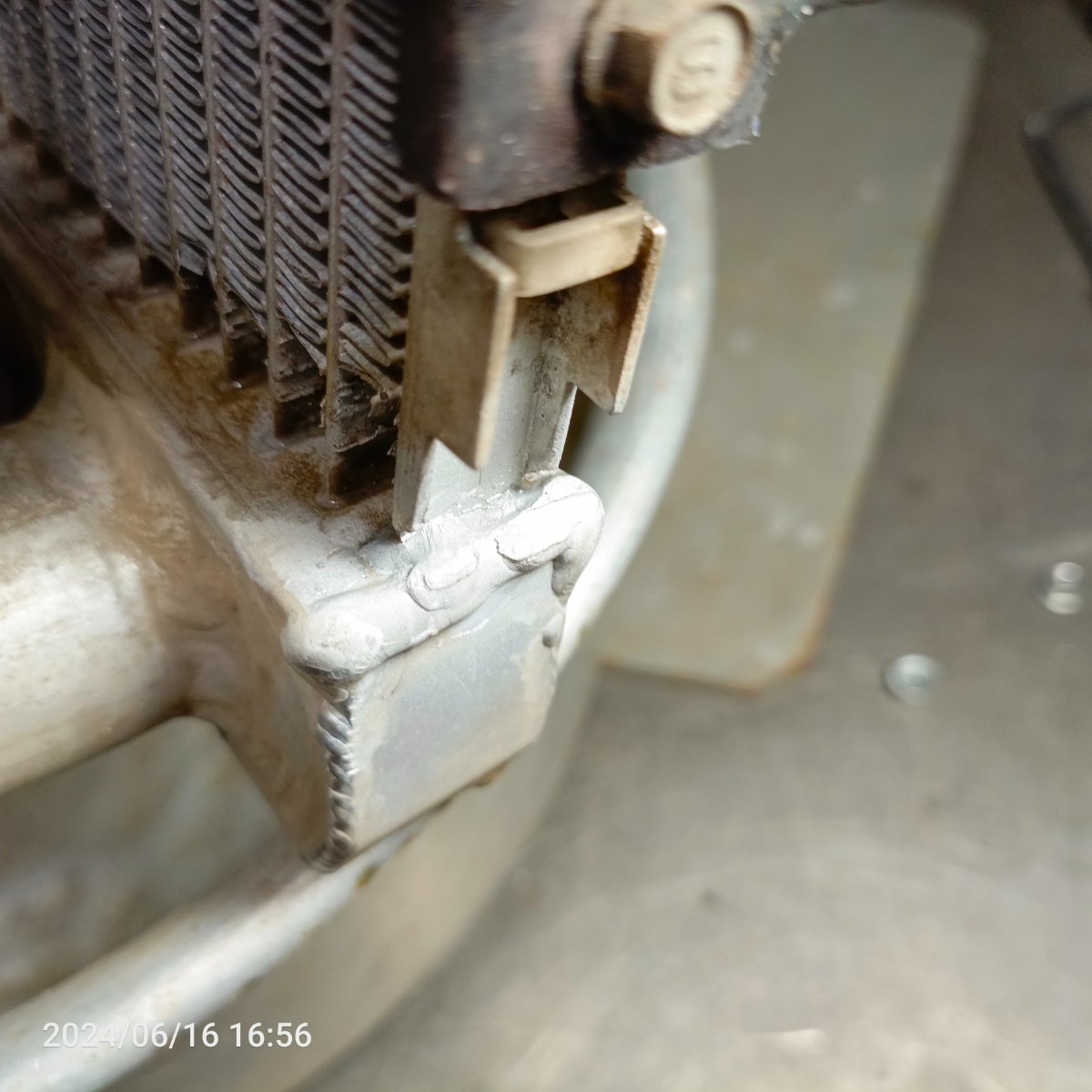
Радиатор. Был введен герметизирующий состав и картина была следующей:на прогретом двигателе течь открывалась,а в холодном состоянии при опрессовке эту течь обнаружить невозможно.Пришлось его нагревать в горячей воде,прогревать горелкой,выжигая "пробку". Если бы примерно знать,где течь,а так,греть,где попало тоже толку мало. Все-таки удалось ее найти там,где ее не должно быть -боковина впаяна в бачок, рядом со сварным швом. Пайка элементарная,затем сварка пластины/накладки. Это в качестве совета. При сварке радиаторов,радиатор должен быть привязан на поводок всегда,чтобы исключить прожог при случайном контакте .Случается запарка,т.е .не закрепишь контакт,забудешь и получишь дырку от бублика... Хотя подобные дефекты устраняются элементарно,но все равно этого не должно быть. Не доходили руки облицевать диэлектриком подставку -как-то было недосуг, а вот теперь повод появился.






 1 балл
1 балл