Лидеры




Популярный контент
Показан контент с высокой репутацией 13.06.2024 во всех областях
-
Никто там ничего не выдает. Ты оторвался от действительности:есть производственный участок,есть начальник участка,несколько бригадиров и все.Понимаешь,все. Теоретизировать по поводу,как должно быть-это одно,а реальность другая. Есть опыт бригадира и опыт сварщика...больше ничего.3 балла
-
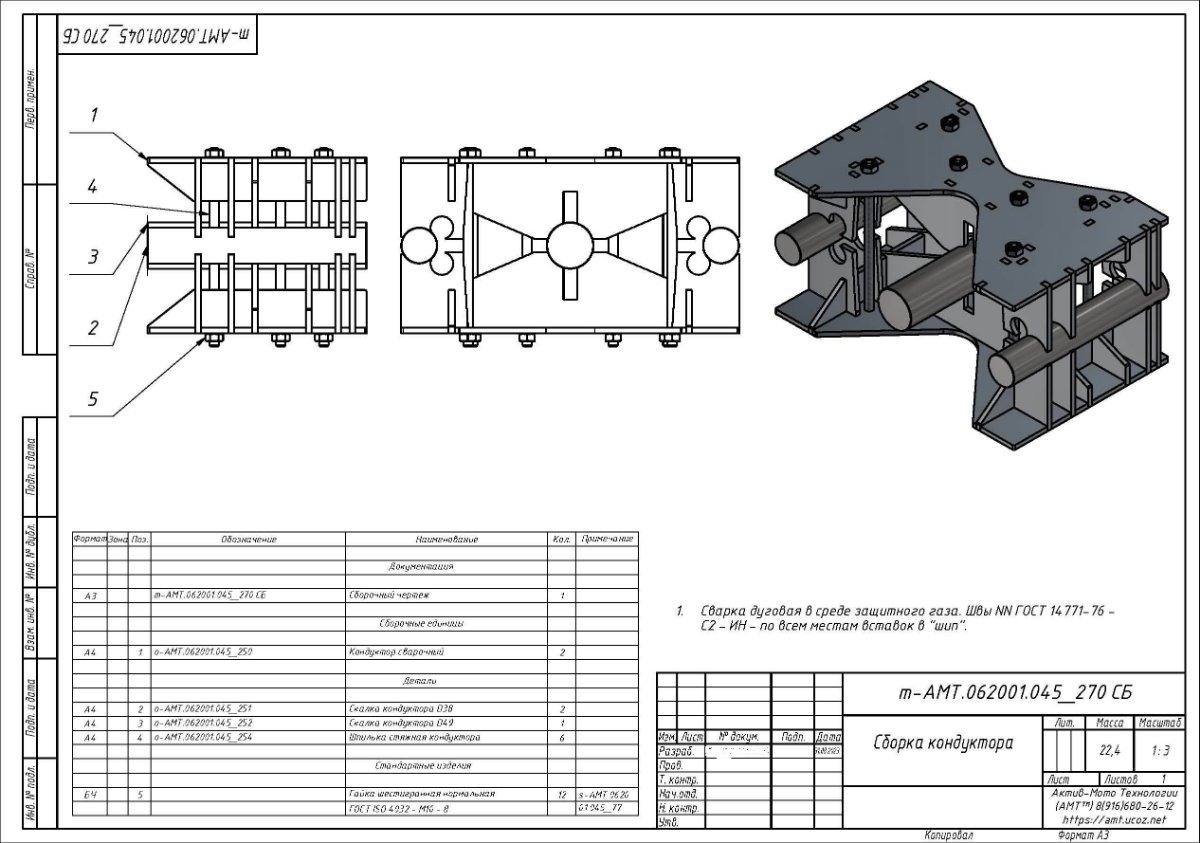
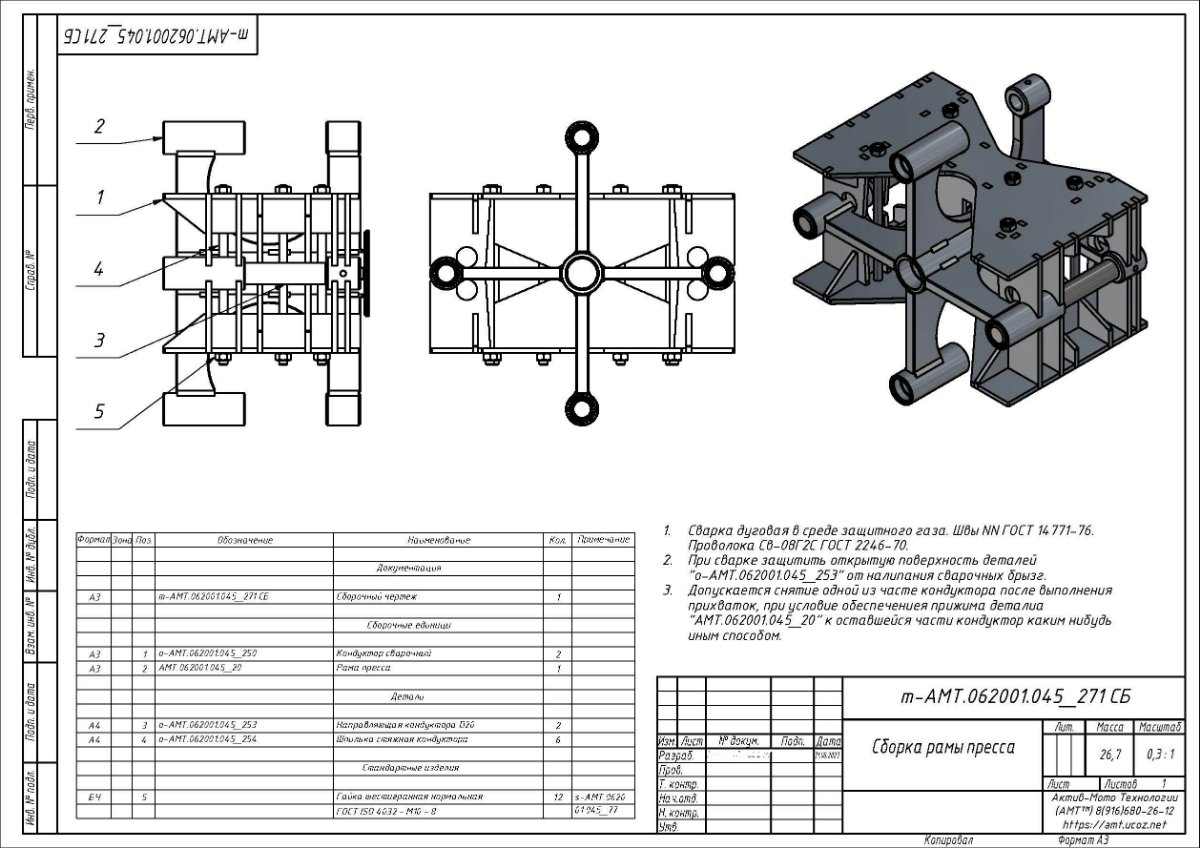
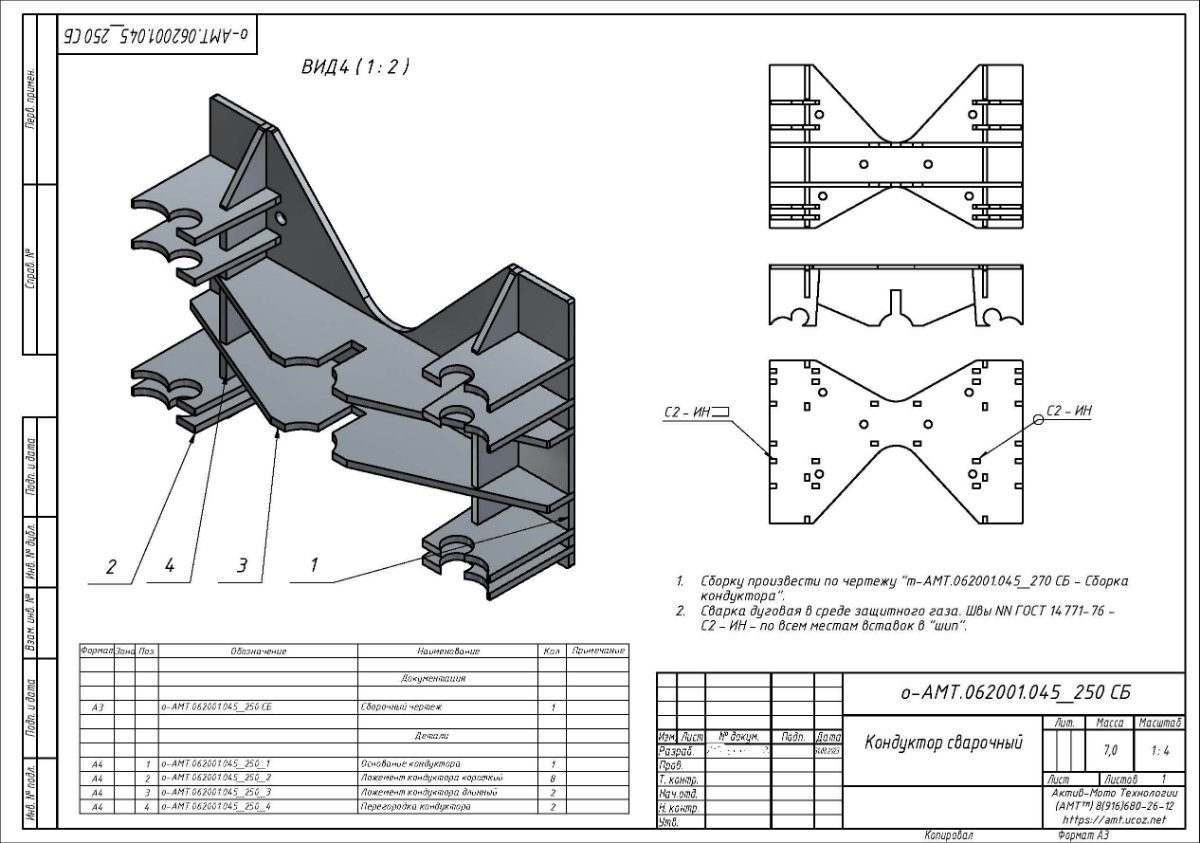
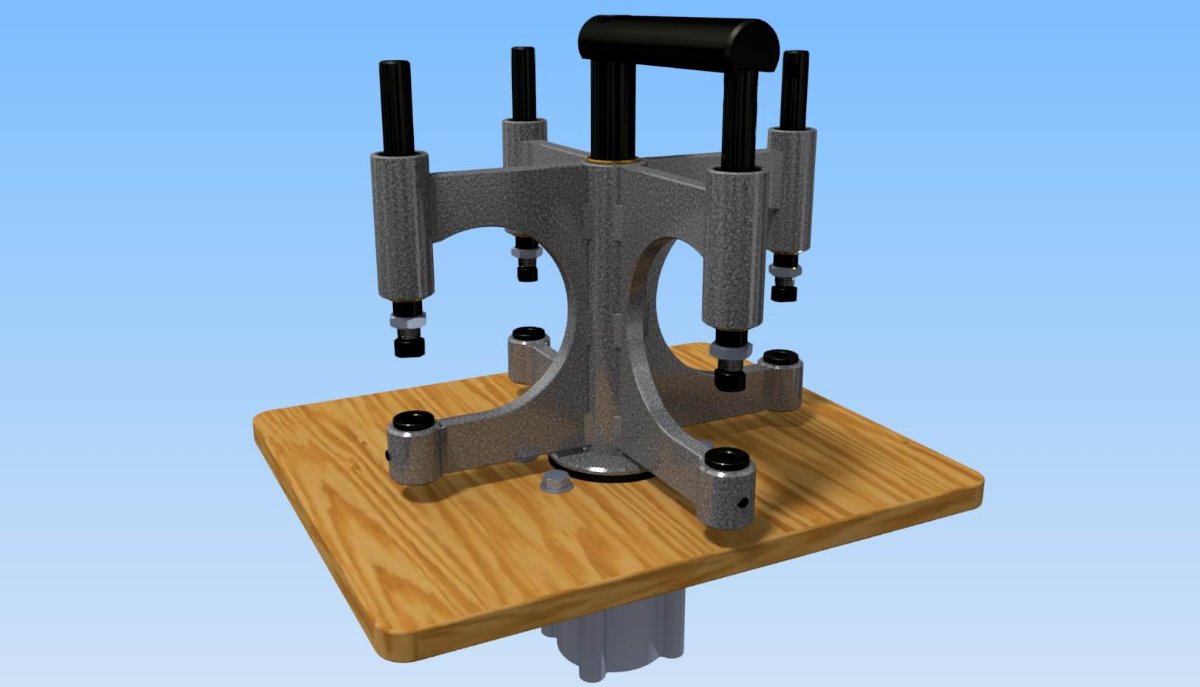
Просто так, для примера, как обстоят дела со сварочными напряжениями и деформациями и как с этим бороться на конструктивном уровне. Пояснение. Пришлось принимать конструктивные меры не только для изготовления самого изделия, но и для изготовления кондуктора, поскольку я знал технологический уровень исполнителя и мне было очень стремно пускать это дело на самотек (на откуп исполнителя), так что пришлось взять на себя часть работы технолога. На рисунка, в последовательности: пресс; кондуктор; изготовление кондуктора; изготовление рамы пресса. Но и тут, определение последовательности наложения сварных швов за исполнителем, так как уровень сварщика и применяемый метод сварки мне не известен.
 3 балла
3 балла -
Сталь.
3 балла
-
я нет. Я хотел сказать, что на берегу надо задавать вопросы и принимать решение куда устраиваться. А с вашим подходом, молчи и делай - дорога в утопию. Так не далеко и - полы мыть. Ну а что... еще и аппарат отремонтируй... может и обед бригадиру приготовить? Ох как все любят за чужой счет вылезти и медальку себе прилепить! А вообще, мне до лампочки. Я сказал свое мнение. Моя тарелка, это моя тарелка. А у других она своя и кто-то может спокойно смотреть, как в нее плюют.2 балла
-
Конструктор, при проектировании изделия, не должен, если это не является частью конструктива, указывать технологию его изготовления (но лично я стараюсь учитывать технологические возможности конкретного исполнителя). При подряде на проектирование, если я не знаком с заказчиком, всегда спрашиваю кто у них технолог. И часто слышу в ответ, что у них нет технолога. Но такого быть не может. Если изделие исполняется, значит кто-то выполняет функции технолога (зачастую не осознавая этого, со всеми вытекающими). Сварщик, берущийся составлять схему последовательности выполнения сварных швов - подрабатывает технологом, за зарплату сварщика.2 балла
-
Не будет в литературе ответов на ваши вопросы по следующим причинам: 1. Многие даже типовые соединения, а в особенности конструкции имеют много различных вариантов исполнений, начиная от марок свариваемых материалов, их толщин и подготовки кромок. 2. При ручном процессе сварки много переменных составляющих процесса, таких как способ сварки, сила тока, скорость сварки, размеры выполняемых швов, количество швов при многопроходной сварке. 3. Нестабильные геометрические размеры деталей (например разный зазор по длине стыка). 4. Оторванность авторов работ по теории деформаций, вызванных термическим влиянием, от рядовых сварных, которые с ними работают повсеместно. Иными словами информация либо не дойдет, либо не будет понята с должным эффектом. 5. Если сварщик погрузится в изучение теории деформаций с ее отработкой на практике - ему некогда будет работать. Если не уметь правильно моделировать процессы сварки методом конечных элементов (где надо быть в среднем минимум отличным студентом ВУЗа или аспирантом), то правильное определение направления и величины деформаций при сварке превращается в гадание, точность которого напрямую связана с имеющимся опытом в этой теме, способностью его постоянно анализировать и применять. Поэтому если вам важно, чтобы с вас не спрашивали за кривизну, то при работе соблюдайте все требования технологической документации и тогда будете отвечать только за швы, которые вы по ней выполнили. А на источники базовых знаний вам уже указали.2 балла
-
Всё, что Вы тут написали, по большом счёту-лажа лажовая.И совет вашего бригадира-идиотский. Потому, как схему сварки, в ходе реализции которой возможны трудно устранимые деформации, определяет не сварщик, чОрт пАбери..А конструктор/технолог,или другой ИТР. Но не как не сварчеГГ. Если это мало-мальски приличная контора. Ну а если это ООО"Шарашмонтажнефтегазспецстройатомкосмосинжиниринг", то там возможно фсё.... Тогда-автомотокинофототелерадиомонтёр-это про Вас.2 балла
-
... было где то год назад ( сваркой уже серьезно не занимаюсь ) выезжая на объект шеф говорит по мимо основной задачи ты как бывший сварщик попросили обрезать трубу отопления и заглушить - плевое дело ,мимолетом прихватил какие попались электроды и под заглушку бол . Приезжаю на объект и выдают мне задание: обрезать и стыкануть в другом ракурсе, в углу, меня аж в холодный пот прошибло ( ни нужных электродов , ни зеркала ), но с помощью какой то матери заварил , на свое удивление очень даже достойно .2 балла
-
Когда много сварки, думать не всегда есть время. Поэтому и создается документ где указано как варить, с каким шагом, на каком режиме. Для примера, варил ферму. Вроде бы все хорошо, а когда посмотрел на готовое изделие, ужаснулся и переделывал, предварительно распилив все что наварил. После переделки все хорошо получилось. А изменил в основном режим сварки. Изделие мое и для меня. Поэтому ответственность на мне. А вот когда изделие на продажу, то тут либо расчет надо делать и это надо делать с осмысливанием либо эксперименты проводить. Поэтому, хоть пусть вы гений, но стоя с горелкой или держателем электродов, не всегда есть возможность трезво мыслить, особенно когда изделие сложное. И поэтому, чтобы вам не нести ответственность, за не вашу работу, вам должны предоставить информацию, где и как варить. А желательно и режим, чтобы потом вас не побили. Ладно когда изделия типовые. А когда изделия разного пошива, то смена просто марки стали при той же толщине, может дать не совсем прогнозируемый результат. И вам опять нести ответственность? Ведь когда будете переделывать, то это скорее всего вам учитывать не будут и следовательно за свой счет вы эту работу будете выполнять. Поэтому я и говорю за договоренность на берегу. Чтобы понимать, за что оплачивают работу. И если у вас знания есть и за них платят, то освоить тему коробления, будет точно не лишним. Пусть хотя бы для себя, но при любом раскладе, в будущем за это получать не тумаки, а бумажки с денежными знаками.1 балл
-
Что-то я не совсем понимаю причину столь бурной реакции на этот пост. Человеку предложили разобраться с напряжениями деформациями,возникающими при сварке.По сути,ему сказали:разберись с тем,чем ты занимаешься.Ты должен понимать,что ты делаешь .Что в этом ненормального ? ...или сварщик должен быть каким-то тупоголовым существом,которое не понимает,что делает? Кстати,к нынешним ИТР очень много вопросов,которых уже не счесть,так как документ о том,что человек имея диплом какого-то уч.заведения,что-то знает по своей специальности.1 балл
-
Естественно, это прменимо, если Вы работаете по найму.В случае, если предприятие "лично своё"(форма собственности не имеет значения), а возможность иметь наёмный квалифицированный персонал отсутствует–то тогда в одну каску придётся быть и технологом, и сварщиком,и конструктором и снабженцем и ещё 100500 функций... Хотя в некоторых случаях можно иметь "знакомого" технолога за копеечку малую со стороны.И особо проблемные задачи разрешать с его помощью.1 балл
-
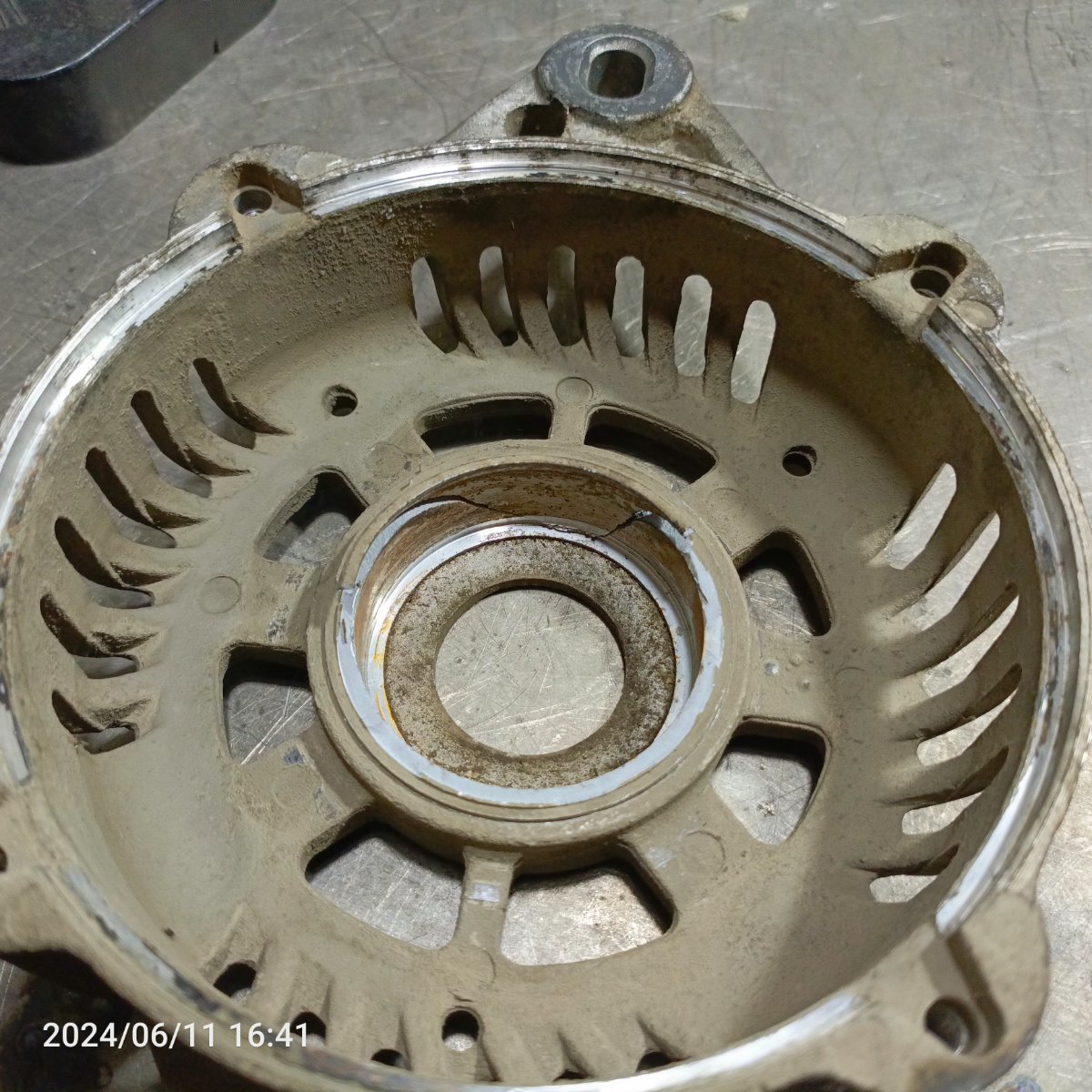
Крышка генератора Шевроле Круз .Что произошло? Порядок сборки -подшипник запрессовывается в крышку и вальцуется/обжимаестся,затем устанавливается на вал. Если потребовалась замена подшипника,то надо ножки съемника завести в отверстия вентиляции,зафиксировать на обойме п. и снять крышку с подшипником,срезать буртик и извлечь сам подшипник. Если сделать иначе,то получим,то что видите на снимке. Посадочное место подшипника будет деформировано в любом случае,даже если сварка будет производиться,когда подшипник вставлен в него..Доводка производится гравером наждачной бумагой по отпечатку-раз за разом по нескольку соток. Время - 2часа . Долгий процесс,но в данном случае это выход из положения.
1 балл
-
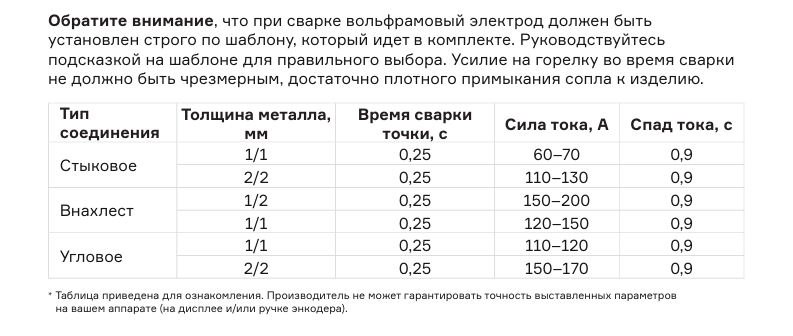
Параметры от которых можно отталкиваться.
1 балл
-
У Вас в техкарте на данный документ вообще ссылок нет, для труб стандарт 16037-80. способ сварки РАД в данном документе-ЗН... у Вас в техкарте параметры сборки , в том числе и зазор указаны-чем не устраивают?..... так -то для Вас это документ к исполнению. и самодеятельность здесь не приветствуется1 балл