Лидеры




Популярный контент
Показан контент с высокой репутацией 11.04.2024 во всех областях
-
День добрый. Подскажите, в аппарате SPEEDWAY 200 SYNERGIC возможно уменьшить время постгаза каким либо способом? Может есть регулировка на плате, настройки в программном обеспечении ... ?1 балл
-
Во-первых - не умею, я не программист. Во-вторых - логику (а на ней все и построено), реализованную в Excel, я думаю в чем-то другом реализовать будет крайне проблематично. Я и так иногда превышал ограничение Excel по количеству знаков в формуле (8192 символа) более чем в два раза. Приходилось разбивать одну гигантскую формулу на несколько более мелких формул.
 1 балл
1 балл -
Появилось недавно
1 балл
-
на стали (черная, нерж) ее в минус, т.е. ниже дугу делайте, высота будет меньше для разбрызгивания. Ну по крайней мере мне так на ТР220 больше нравится. А вот на алюминии наоборот немного в плюс. Ну и вообще в массе аппаратов это правило, если среднее рекомендуемое производителем) не устраивает. да, это проблема. Поэтому в таких аппаратах важно разобраться. И поверьте, мне то же не мало времени иногда приходится тратить. Вот отремонтируешь, а не понимаешь как его проверить... выбор газа правильный? То что для импульса похоже на правду. правда это точно не для толстого типа 4мм. А вот есть ли выбор газа, это вопрос, т.к. могли заложить, что в синергетике у вас СО2 будет применяться, а в пульсе под смесь программа. Поэтому это надо проверить. И выбор материала. Программа то программой, но выбор газа ни кто не отменял. Если нет выбора газа, то это надо учитывать выбирая ту или иную программу. А еще выбор сварочной проволоки. За нее в ваших фото ни чего нет. Как и выбор газа. если нет энкодера на моторчике подачи проволоки, то совсем маленькие пульсации не страшно, а если относительно сильно горелкой плавать, то сильно меняется результат. И опять же, еще раз повторю, что встречал аппараты когда важно держать на определенном уровне. И правка параметров не влияет. Выбрал программу, начинаешь варить и пробуешь высотой горелки поиграться. не думаю что это так. Возможно что-то не учли или не обратили внимание. Под 2 мм, вполне 1.5 использовать, может и 2.5 подойдет, но вести надо быстрее. Поэтому вам и говорили про параметры сварки озвучивать - утопия, т.к. моторика сварщиков отличается. Некоторые медленнее варят (как я) ), а некоторые успевают на значительно большей скорости следить за качеством сварки и им параметры медленной сварки не подходят.1 балл
-
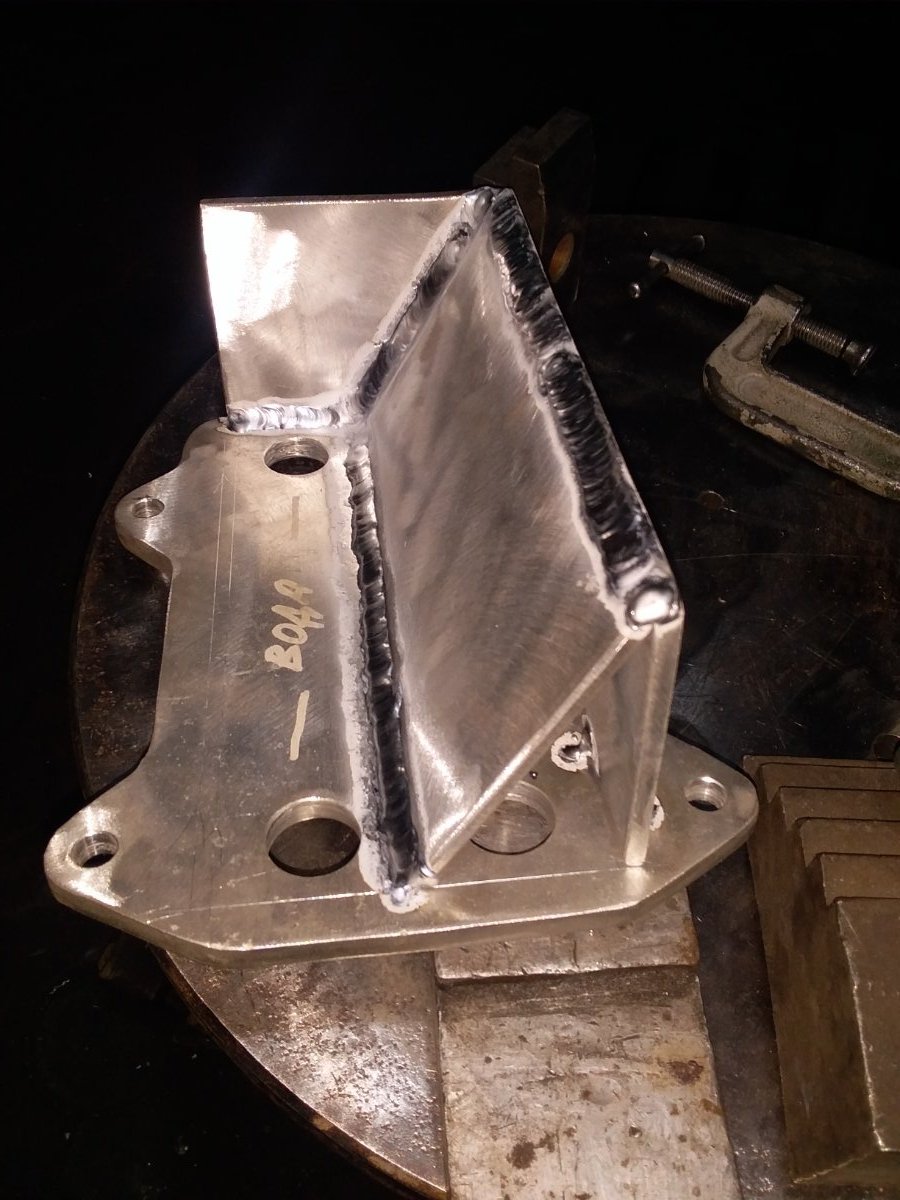
Труба АД31: круглая 30х2; овальная 40х20х2. Ток 120 А.
1 балл
-
а мне больше нравятся монолитные швы в импульсе.прям как пластилин положили.или герметик.после покраски вообще эстетически смотрятся.а вот чешую видно и она бросается в глаза.хотя каждому своё.и у всех фломастеры разные.
1 балл