Лидеры




Популярный контент
Показан контент с высокой репутацией 31.03.2024 во всех областях
-
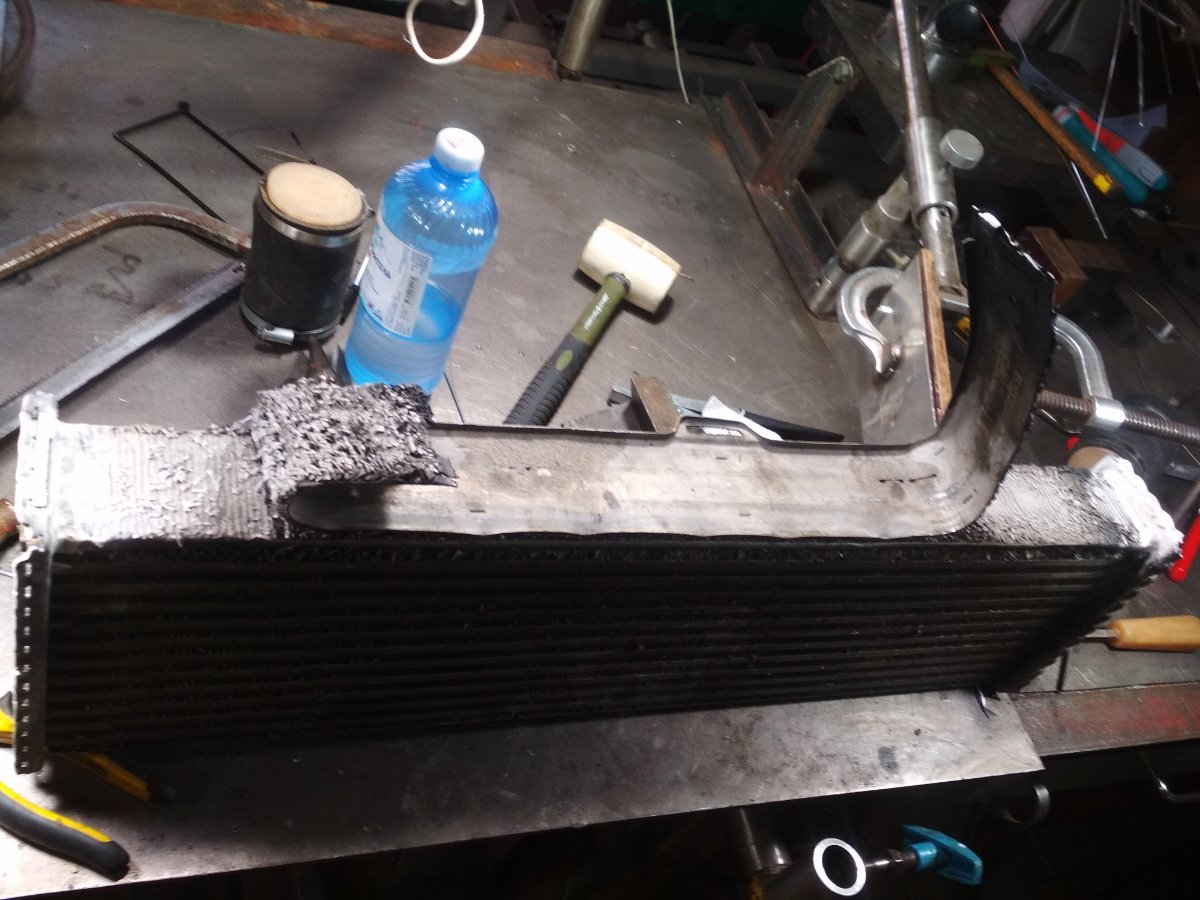
Интеркулер Мерседес,производство Испания. Хлопнул. Оторвана трубка по периметру. Снятие бачка,пайка. Керосиновая проба.Сборка. Можно пойти двумя путями;заглушить трубку с потерей мощности или спасти ее. Первый вариант проблем не составляет,второй сложнее.
 3 балла
3 балла -
Как вам удобнее, если вы хотите передвигаться мелкими шажочками под ритм, заданный даблпульсом - можете делать так. Главное чтобы общая средняя скорость обеспечивала необходимое количество наплавленного металла. Мне видится, что вы придаете повышенное значение второстепенным вещам. Главное же видеть, сколько наплавляется металла, как он растекается и заполняет область сварки. И в зависимости от этого корректировать процесс.1 балл
-
Так как, в подавляющем большинстве вариантов, сварка в МИГ/МАГ идёт на обратной полярности, подобной регулировки нет.1 балл
-
Это просто эконом-вариант,так как спираль съёмная и её хватает, как правило, на несколько каналов.1 балл
-
Привет , если внимательно смотрел видео то заплату выгибал как по диаметру , так делал выпуклость что бы осаживать . ее и осаживал . ( но из за этого долго подгонял что бы все встало на место) все подгонки убегают . Дальше . варю не первый десяток лет , и принимаю решение как разделывать , на 3\4 толщины или меньше , вижу что большой проплав и перегрев на такую толщину чреват большим отбелом , и с последующим растрескиванием чугуна . иду другим путем . Все работы у меня чисто на практике , чугун весь разный . Молотком я еще постучал по этому шву)) что не нужно было ? это расковка , чеканка , снятие напряжение шва , так же при осадке заплаты. Если этого не делать то потяжки большие . Могу швы положить одна красота , но без расковки чревато , большой рис что треснет чугун.1 балл
-
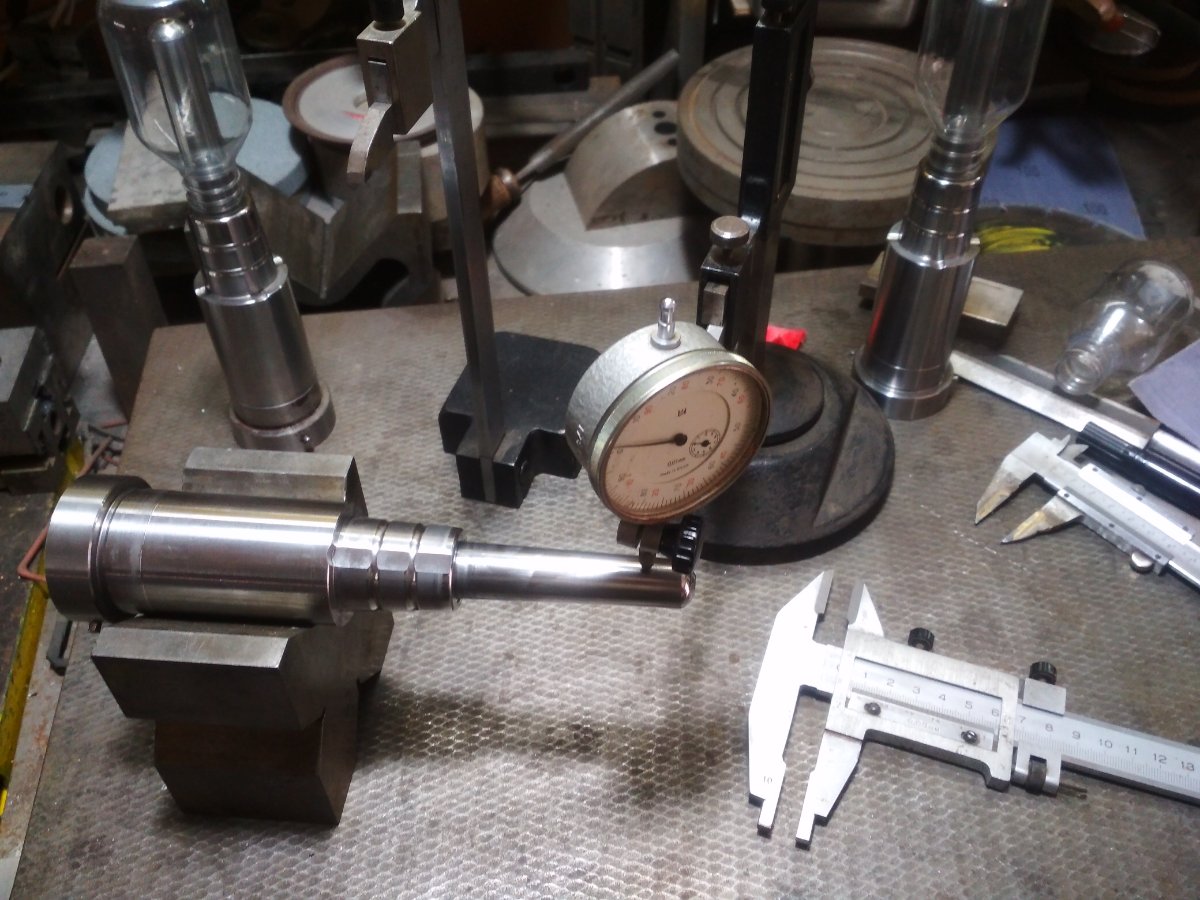
Медицинская продукция-пузырьки. Требования очень жесткие. Опять человеческий фактор:при переустановке дар по касательной. Дело в том,что любое отклонение от оси приводит к изменению толщины стенок пузырька.Довольно сложное искривление стержня -такой своеобразный винт. На одной из четырех форм пришлось убрать по 0,3 на сторону,что привело к увеличению расхода пластика на один грамм. При массовом производстве это уже серьезно. Центровка,шлифовка,сварка,полировка.
1 балл
-
С точки зрения скорости сварки и тепловложения в деталь - линейный режим предпочтительнее. Везде, где возможно, я бы использовал линейный режим. Ну а для вас - какая разница, какие там швы "качественнее", если вы в потолочном положении все равно не сможете положить шов, кроме как в даблимпульсе. Берите и радуйтесь, что современные устройства позволяют, не тратя годы на изучения теории и оттачивание мастерства на практике, сразу получать приемлимый результат.1 балл
-
По сути Вы оба правы. Ток увеличивается, а напряжение падает. При КЗ (идеальном, не учитывая внутренние сопротивления) ток стремится к бесконечности, а напряжение к нолю. Это при одних и тех же не сменяемых параметрах.1 балл
-
Ван Дамм не доделанный.
1 балл