Лидеры




Популярный контент
Показан контент с высокой репутацией 31.01.2024 во всех областях
-
Посмотрите,это 13-я трубка. Толщина стенки 1,2мм. Ток 38а,150Гц,баланс 35,WZ8 -1.6,заточенный в конус,пр. 4043 1,6мм. У вас в одной руке горелка,где есть кнопка,т.е. после того,как вы отпустите кнопку,сработает функция -снижение тока.Манипулируя кнопкой вы можете снижать силу тока,тем самым снизить температуру св. ванны,а нажатием -увеличить температуру. В к другой руке у вас есть присадка,которой при ускоренной подачи вы также снизите температуру св.ванны и исключите прожег. Итак, присадка,кнопка и скорость сварки
 3 балла
3 балла -
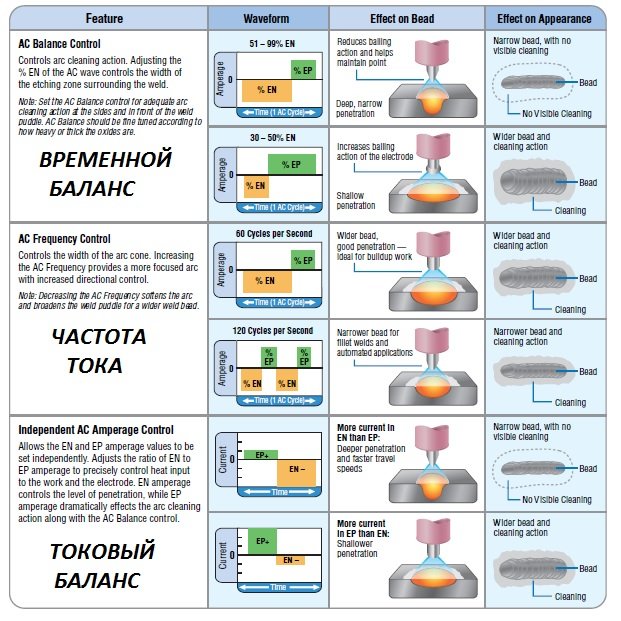
Настройка такого параметра, как баланс полярности, всегда вызывает массу вопросов, так как многие пользователи часто говорят об одном и том же, но смотрят на это дело с позиций мануалов своих аппаратов.Кои не всегда безгрешны.Поэтому разбираем в этой теме вопросы данной регулировки как можно ближе к академическим( насколько это возможно) взглядам. Начнём с азов.Переменный ток, он же АС,имеет две полуволны–положительную/отрицательную, и частоту, с которой все эти процессы протекают.То есть, переменный ток, частотой 50Гц, имеет 100 полуволн,50 положительных и 50 отрицательных,каждая из которых длится 0,01секунды.Полный период, соответственно,имеет длительность в 0,02секунды, что и даёт нам на выходе искомые 50Гц. Сварка на таком режиме, при котором время действия положительной и отрицательной полуволны равны между собой, не всегда комфортна.Вернее, совсем не комфортна в ряде ситуаций, так как приводит к излишнему нагреву электрода, потере его формы(заточки).Поэтому для большинства задач при сварке на переменном токе желательно иметь приоритет времени действия именно отрицательной полуволны, обеспечивающей больший нагрев и проплавление основного металла. Работу в периоде АС положительной полуволны необходимо держать в пределах, при которых в каждой конкретной сварочной ситуации нагрев электрода и зона катодной очистки будет находится в приемлемых диапазонах. Теперь о регулировке. Как уже было ранее сказано, точка равенства времени действия отрицательной и положительной полуволны может иметь обозначение "0" в алгоритме настройки временного баланса полярности. Регулировка времени действия производится изменением условных единиц(%) относительно нуля в отрицательном и положительном диапазонах.Тут надо смотреть, по какой полуволне производится отображение регулировки.То есть изменение в "+" не всегда приводит к увеличению времени действия положительной полуволны.Иногда ровно наоборот.На сварочных ТИГ-машинах типа "китайский сундук" индикацию того, по какой полуволне идёт регулировка часто выполняла штриховка или залитие цветом положительной или отрицательной полуволны на циклограмме. Также условный НУЛЬ–тоже может отличаться от положения 50/50.Тут надо смотреть внимательно мануал по конкретной модели. Также рассмотрим теперь т.н ТОКОВЫЙ баланс АС.Данная регулировка позволяет увеличить амплитуду положительной полуволны относительно отрицательной, то есть в данном случае можно говорить о сварке переменным асимметричным током( подробнее см."Сварка в самолётостроении", стр.137.).Причём в этом случае увеличение амплитуды положительной полуволны на величину Х приводит к симметричному уменьшению амплитуды отрицательной полуволны.То есть на графике происходит как бы смещение оси координат по вертикали. Также надо заметить,что временной и токовый баланс не заменяют друг друга.В большинстве случаев именно временной баланс может дополняться токовым. Сварка в самолётостроении..djvu
2 балла
-
В.П. Сидоров, Д.Э. Советкин, Г.М. Короткова Тольяттинский государственный университет, Тольятти, Россия О ДОПУСТИМЫХ ТОКАХ НА ВОЛЬФРАМОВЫЙ ЭЛЕКТРОД ДУГИ С РАЗНОПОЛЯРНЫМИ ИМПУЛЬСАМИ ТОКА О ДОПУСТИМЫХ ТОКАХ НА ВОЛЬФРАМОВЫЙ ЭЛЕКТРОД ДУГИ С РАЗНОПОЛЯРНЫМИ ИМПУЛЬСАМИ ТОКАfile.pdf2 балла
-
Максимальная частота импульса при сварке на переменном токе зависит от частоты АС.Теоретически достижимая частота пульса при использовании АС равна 1/2 от частоты АС.Реальная–не более 1/3.Некоторые производители ограничивают макимальную частоту импульса на АС ещё меньшими цифрами.То есть на китайском сундуке, с неизменяемой частотой АС в 50 Гц можно получить не более 15Гц в импульсном режиме.2 балла
-
Было уже,но стоит повторить- Зачем в вольфрамовые электроды добавляются редкоземельные металлы -лантан (La),церий (Ce),иттрий (Y) , а также торий(Th) W-дуги могут быть с катодным пятном и без катодного пятна или нормальные дуги. Нормальная дуга всегда может быть получена на электроде из чистого вольфрама. Получению пятна на катоде способствует введение в вольфрам добавки тория или лантана до 1-2% -лучший теплоотвод ,меньший вылет электрода и более острая заточка электрода. Поверхность торированного или лантанированного вольфрама ,имеющего по сравнению с чистым вольфрамом пониженную температуру,практически не оплавляется в широком диапазоне токов. Ее коническая вершина сохраняется и обеспечивает сжатие дуги у катода. Это касается сварки DC. Токовая нагрузка на электрод- Допустимые токи на электрод в дуге с РПИ резко уменьшаются при увеличении доли обратной полярности свыше 30 %, однако такой баланс обеспечивает качественное разрушение окисной пленки при сварке алюминиевых сплавов.2 балла
-
В процессе сварки на переменном токе неплавящимся эл. полярность меняется 50 раз в сек.,т.е. деталь становиться поочередно,то анодом,то катодом,это же касается электрода. При малой мощности доля энергии дуги, порядка 40% может выделяться на катоде,а 20-30% на аноде.В это время катод холодный и на эмиссию нужно затратить значительную мощность источника.С увеличением тока,доля катодного тепла уменьшается до 25%,а доля анодного пятна достигает 85%. Для чего нужен баланс? Регулируя его мы определяем время нахождения того же вольфрамового электрода в качестве катода,так и анода. Чем меньшее время он будет анодом,то тем меньше будет испытывать тепловую нагрузку -это будет отражаться на диаметре шарика.Но увеличивая "катодное " время электрода,мы будем улучшать катодную очистку,т.е. эмиссия увеличивается и оксидная пленка на алюминиевой детали разрушается интенсивнее,что в свою очередь приводит к перегреву электрода. Деталь во время анодной поляризации будет разогреваться тем сильнее,чем длительней этот период. Следовательно,температура ванны повышается и проплавление увеличивается. Регулировкой баланса полярности можно найти оптимальный режим сварки,то есть,либо вы будете стремится улучшить катодную очистку,то будет перегревать электрода,тепловложение в деталь уменьшится и проплавление будет небольшое,при уменьшении токовой нагрузки на электрод,очистка ухудшается,а тепловложение в деталь увеличивается.2 балла
-
вот вы сами и ответили... на разных аппаратах цифры есть цифры но могут означать разное. Т.е. надо понимать, что они означают. Время очистки ... ))) вот и приходим, увидел цифры и бежать их повторять. Но что они означают... главное сразу провести параллель или эксперимент. Тут вспомнил молодость. Мне на плазменной сварке, австрийцы присылали режимы... А теперь просят у меня . Но суть в том, что их режимы ни когда не работали. У нас другой алюминий или газ не той очистки и т.д. В итоге пока не научился, то пытался задавать вопросы. После понял, что это не работает. Приблизительно да, но чтобы сразу в точку ни когда. Но когда понимаешь, то приблизительное значение тебе что-то да говорит. А вот когда не понимаешь, то не видишь ответа. И сводить в таблицу ... у клиента (реальный клиент, реальный пример) от партии к партии метала меняется ток сварки от 280 до 350. И вот сведи это в таблицу. 6мм за один проход, без разделки кромок. Либо будет резка, либо просто не будешь получать качественный шов (провар). А по хим составу практически одно и тоже. У них есть спектрограф. Проверка каждой партии обязательна. И некоторые они заворачивали из-за не соответствия. А то что соответствует все равно по режиму сварки имеет отличия.1 балл
-
Короче, двойка Вам пока.Ибо там ответ и есть... Идите читайте ветку-Некоторые аспекты.. . в этом разделе.. И учите общепринятые аббревиатуры.. DCEN/DCEP/MIX/AC...etc...ММА/РАДС/АС+ДС и т.д....1 балл
-
это как раз дело привычки. Нужна практика, потом будет все легче. У меня после долгого простоя, рука как швабра (не гнется). Если поиграться, то опять начинает слушаться. Обычное дело. И глазами забываешь моргать, чтобы не упустить, что-то. А это не полезно для глаз. А так же и дыхание ... В общем, рыба в воде - это ее стихия. И если уж занялись, то просто остается набраться терпение и с каждым днем будет легче. когда нет знаний, то принимаешь, чему обучают. Поэтому и книги раньше проходили проверку и не одну. А сейчас, кто в лес, кто по дрова. Вот и получается. Кто перевел понимая смысл, а кто гугл переводчиком пользовался. Тут надо само развиваться, чтобы принимать правильно информацию. И поэтому нужны правильные учреждения, а не учителя в ютубе. Ведь кто посмотрел ютуб, книгу далеко не каждый откроет.1 балл
-
Ну так Вы не в Китае, часом...вот какой баланс указан в моём предыдущем сообщении, если по Вашему?По кЕтайскАму мануалу....1 балл
-
Так же бесит вольтаж/ампераж и время очистки. если Вам невмоготу поделится сакральным знанием о волшебных настройках -пишите примерно так: Предгаз-1 сек..стартовый ток 40А/0,5сек; время перехода -1сек.;рабочий ток 100А,время спада -2 сек.,финишный ток-30А/2 сек.,постгаз-7 сек..баланс-67%(DCEN).1 балл
-
от модели аппарата, очень сильно зависит. У одних одни цифры, у других будут другие. Ну приблизительный ток сварки, еще как-то понимаю. А все остальное, это творчество. Сугубо ИМХО. Тут в большей степени важен результат. Что у вас получилось, а это фото. И по нему, как понимаю, вначале деталь холодная и валик более "строгий" получился. А ближе к концу, либо горелку начали задирать и там уже защитного газа стало не хватать либо перегрев ванны идет. И вот тут, есть о чем поговорить. Начало шва, конец шва и сам шов или пусть наплавка. Что за материал, если удалось выяснить и какой присадок. Если пробовали другой присадок, то заметили ли разницу. И конечно, словоблудие вводит в заблуждение. Если уж и выражаться, то научным языком, ТОК он же ТОК, Баланс, он же БАЛАНС и т.д. В противном случае и себя запутаете и другие перестанут понимать о чем идет речь. Есть конденсатор, резистор, а когда слышу - кондюк, резюк .... то выворачивает всего. Потом и появляются когда Ток измеряют в вольтах, а сопротивление в Фарадах. ПЫСЫ, фото вольфрама, цвет, размер шарика, то же дают информацию над которой можно подумать. Ну получился шов... а вольфрам перегрет и шарик с ногу. И то что сейчас у вас что-то получилось, потом не будет получаться, т.к. размер шарика влияет на многое и в какой-то момент направляете горелку в одну сторону, а дуга горит в другую и будете расписывать цифры... А что от них, если у всех индивидуально. Ну плюс минус, если есть пользователь с таким аппаратом. А вот остальным просто - добавь или убавь ... и сколько в граммах не важно. Важно понять в какую сторону двигаться.1 балл
-
Пишите, как Вы видите процесс. В соответствии с теорией. Общепринятой. Без метафизики и прочей боговерни...1 балл
-
я да же более скажу, от сварщика наверное в большей степени зависит. Т.к. процесс не автоматический, то скорость ведения горелкой и скорость подачи присадки. так же влияет на процесс. И если некоторым быстрее можно варить без потери качества, то другие это будут делать медленнее и следовательно, нагрев детали, ток баланс, частота, могут быть подобраны другие. Но в целом на результат это не повлияет.1 балл
-
И потом-что за херня, извините за мой французский, время очистки....за каким хреном Точмаш заставляет меня писать на общеобразовательные темы, если Вы совсем их не читаете?Нет такого параметра, ......чёрттегозаногу. Время очистки... не пишите такого больше, а то я озверею, и не буду себя контролировать...1 балл
-
SergeyF, не надо писать значения тока , баланса и прочее...спецы это всё равно не читают, ибо это лажа....так как в каждом конкретном случае будут свои значения в зависимости от 100500 других условий, аппарата и др.И так всё видно.. криво/косо/или норм. А начинающим юзерам цыфири тем более вредны, ибо они в массе иЩЩут вАлшеПные настройки... вместо изучения процесса1 балл
-
Это не вам,а welderman.Всегда обращай внимание на первый и главный вопрос -Кто будет отвечать в случае форс-мажора? ...это нефтехимия, а не заборостроение. Когда будет получен ответ на этот вопрос,то будет понятен алгоритм действий.1 балл
-
Не будь столь категоричен в отношении НАКС -в каком бы состоянии не находилась эта организация,но это , по сути, единственная заслонка полному техническому беспределу ,кой процветает сейчас пышным цветом...это констатация факта,а не голос в защиту конторы. Обрати внимание -нефтехимия?1 балл
-
Имеет значение какой электрод (марка)? И я лично придерживаюсь букварной науки и диаметр электрода беру тот который предназначен для данного тока, до 120А на DC использую 1.6 электрод а не 2.4 заточенный в иглу, он хоть и заточен в иглу но мое мнение прогреваться хуже чем 1.6 например на токе 70А. Какой то надо прогревать а на какой то можно и 200А с нуля подать? И как расход газа поможет и предварительная продувка если аппарат не может зажечь дугу на малом токе? Да, пред-продувка это важная вещь, у меня она от 0.9 до 1.0. И по видео блогеров вижу когда они утверждают что 0.2 этого достаточно но при запуске у них электрод синеет а потом прокаливается. Но мы же не об этом? АД31 прекрасно сваривается. Вопрос только в одном, ТС не имея опыта пытается начать с 1мм материала, еще бы на латуни Л50 попробовал. Купите на озоне кусок алюминия 300х300х3, начертите на них полоски и накладывайте валики (не надо длинные 5см достаточно), показывайте сюда, потом валик с перекрытием предыдущего валика и фото показывайте. Закончилась пластина, берете ушм с диском зубья с наплавками и зачищаете до ровной поверхности и повторяете операцию. Не надо тренироваться без дуги, пробовать подавать присадку без реальной сварки, в процессе сварки это все улетит. Начинайте делать швы без присадки не надо стараться сделать ровный шов Ваша задача научится держать зазор, научитесь ровно держать зазор (это Вы поймете когда поймаете себя на том что уже перестали смотреть на электрод, а смотрите на ванну) берите присадку. Я бы порекомендовал педаль, она очень помогает при освоении и дальше при работе. Разогрели ванну, добавили присадку, расплавилась, убавили ток, передвинули горелку, добавили ток и повторили, это помогает когда скорости не хватает, а у Вас ее нет, Вы тупо не успеваете. По мере возрастания навыка у Вас будет сокращаться время на остановки. В этом нет ни чего такого, просто моторика и мышечная память, просто не у Всех сильная сила воли сидеть хотя бы по часу каждый день и делать эти упражнения. Самураи каждый день оттачивали свое мастерство, потому как навык со временем уходи, да у того кто уже освоил сварку она быстро восстанавливается, но не у новичка который еще не освоил и делает перерыва по несколько дней-недель. Вот и ищут где бы позаниматься у какого нибудь мастера. Про деньги за газ или расходку не надо напоминать, если их на это нет тогда возможно Вы не тем хотите заниматься, вход в ТИГ сварку дорог.1 балл
-
а почему должны хотеть? Ведь им нужно галочки ставить из предложенных вариантов. Вот и все знания. А чтобы головой думать, преподы, ну тогда мне так виделось , издевались... А после стало понятно, что они преследовали. Ведь сводить информацию, выкидывать не нужное из моря данных, это довольно трудно. Поэтому лекции в институте ценились по причине получения выдержек, а не увлекательное чтение 1000 страничной книги и далеко не одной. При этом, тот кто это делал за нас (препод) имел опыт и не одного года и не 10 лет. А человек устроен так, меньше тратить энергии получая результат. Поэтому что проще, то и принимается легче. В данный момент информацию не фильтруют. Ее просто выкидывают в виде вообще пережеванной пищи, из множества всяких видосиков можно понять логичность и правильность только если сам попробуешь, либо знаком с материалом. В противном случае, кажется, что оно само все получится. Немного постарался но быстро сдулся канал Доктор Дью. И ведь еще тут интересное, на этом в России не плохо зарабатывали. Т.е. выкидываешь откровенную ДИЧЬ, народ это глазеет, тебе лайки из-за тупости просматривающих и этот деятель еще денег получает. Следовательно, другим то-же хочется халявы, следовательно еще больше деятелей вылазит и так ... пока не закрыли монетизацию. Сейчас немного схлынул этот поток бесконечного блуда. Поэтому возвращаясь к исходной теме разговора. Вопрошающий не хочет понять и разобраться с тем, что было ему сказано. Т.е. видосики оно понятнее. Касательно книг, то же имеется некоторое НО, т.к. в некоторых книгах разбирается определенное условие. Следовательно, другие можно игнорировать. Но если это в теории работает, то на практике не все можно принять за 0. И обычный человеческий фактор так же ни кто не отменял. Ну перепутали картинку, ну ее описание не верно...1 балл
-
Приветствую всех жителей форума. Как я так не увидел на форуме такую печальную новость,не пойму!? Он ведь как отец нам всем был!!! За руку не здоровкался, но по телефону частенько беседовали по всякой херне. Никогда без внимания не оставит!!! Выслушает,вместе с тобой все вопросы обдумает,все по полочкам разложит!!! ДУША-ЧЕЛОВЕК!!! Мне 50,а я пишу и слёзы бегут!!! Земля тебе пухом,Валера! Уверен,наверху по достоинству оценят твою человечность,доброту и отзывчивость.1 балл