Лидеры




Популярный контент
Показан контент с высокой репутацией 14.06.2023 во всех областях
-
В массе своей, абсолютно бестолковых и мифологизированных. Или тупо проплаченных.Очень мало нормальных, грамотных -типа От первого лица/Сварочная лаборатория. Но кто ищет-тот всегда найдёт. А книги -лучше. Но тут моСк включать надо, а это занятие энергозатратное...2 балла
-
Адназначна! Только почему-то вместо того, чтобы взять в библиотеке книжку для училища, вдумчиво прочитать её, и постараться запомнить, а главное поверить, подавляющее большинство сварщиков идут сюда. И задают одни и те же вопросы.1 балл
-
Вот, как раз, к вопросу о вылете и выпуске. Для того, чтобы варить угловые швы, нужно, чтобы выпуск был побольше. Но вылет на устоявшемся режиме одинаков. При чём, для хорошей сварки при большом выпуске нужна хорошая защита. Чтобы был большой выпуск, нужно вылет проволоки пододвинуть к срезу сопла. Для этого нужен длинный наконечник. Чтобы была хорошая защита нужно не столько добавлять газа, сколько подобрать форму и диаметр сопла, чтобы газ хорошо защищал ванну. Поэтому для сварки угловых швов нужен наконечник подлиннее, а сопло пошире. Как то так...1 балл
-
Можно поподробнее? Что значит тавром без зазора? С разделкой или без? Номер шва по стандарту приведите? Тавровый шов без зазора и без разделки кромок в принципе не может быть оценен с точки зрения провара. Дайте схему подготовки кромок и соединения из чертежа. Кате шва должен быть равен толщине самого тонкого элемента. Больше накладывать бессмысленно. Только лишний нагрев, расход металла, газа и поводки. Что значит тест кувалдой? По какому стандарту вы его делали? По какому стандарту оценивали? Провар- дело наживное. Нужно тренироваться. Подготовить кромки согласно стандарту ГОСТ 14771-76 и варить, подбирая зазор. Без разделки кромок получить провар на толщине более 2,5- 3 мм полуавтоматом- это странненько... Для тренировки провара кромки таврового соединения надо соорудить тестовый образец- тавр толщиной 8- 10 мм, и тренироваться. Заварил- болгаркой почикал. Посмотрел. Нужно, чтобы дуга попадала прямо на кромку. Для этого нужно так прицепить обратную клемму, чтобы магнитное поле от проходящего тока и намагниченных пластин компенсировалось. В конце концов, в ю-тубе куча видео... А кувалдой ломать... Странное испытание...1 балл
-
Сан Толич, подсказываю. Для понимания смысла значения вылета электрода нужно изучать принцип саморегулирования сварочной дуги в защитных газах. Для понимания значения выпуска электрода нужно изучать принцип защиты сварочной ванны. Без этой теории вы будете, как шаман, который искренне верит, что после того, как постучит в бубен должен пойти дождь. А если не пошел- не так стучал.1 балл
-
Уважаемый Велдерман, товарищ- новичок, которому нужно гнать план с минимальными расходами и проблемами. Со временем он поймёт, что оптимальный режим складывается из учёта множества параметров, которые опытный сварщик чувствует, но выразить не может- забыл, как учился собирать в кучу свои наблюдения. Так же, как опытный технолог при казалось бы небольших отклонениях от первоначального задания вдруг выдаёт совсем другие рекомендации, нежели ранее. А потом оказывается, что подстанция не тянет, автомат выбивает, проволоку большего диаметра закусывает, и поэтому именно здесь и именно при увеличении толщины на 1 мм нужно делать все по другому... А Сан Толичу я посоветую потратить обед не на вкушение подготовленных яств, а на тренировки по мат. части и изучение теории. Ибо без общей теории будет натыкаться на частности то здесь, то там. Только тренировки тела и разума дадут результат. А вопросы задавать по каждому случаю- так и устать можно...1 балл
-
Наконечники также могут различаться по материалу. Какой-то материал может быть более стойким, каой-то менее стойкий... Тоже играет роль.1 балл
-
Присылай к нам в сервис ТопВелд-разберёмся, с документами всё будет нормально, и оплата по безналу...1 балл
-
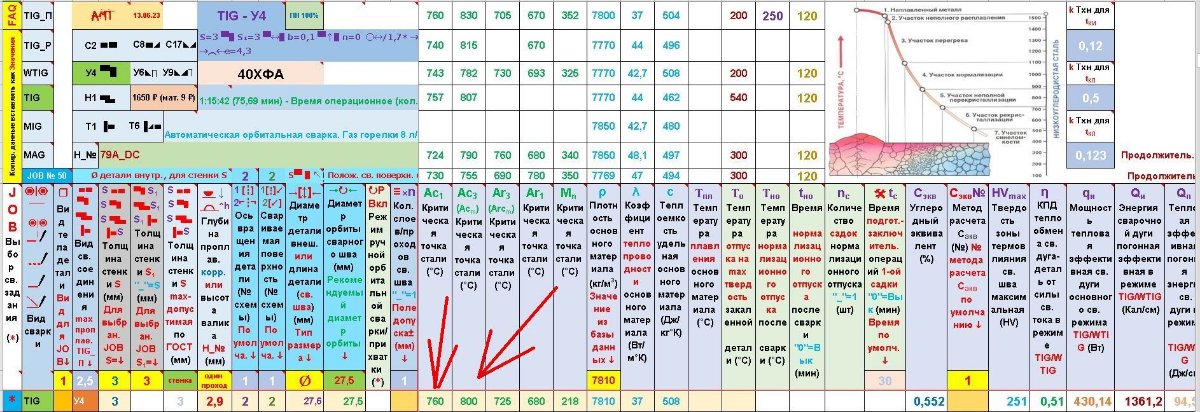
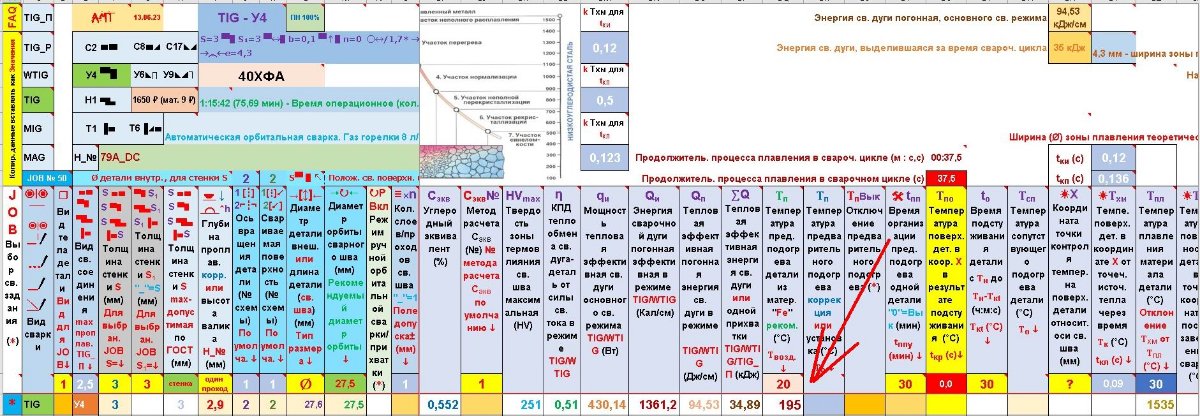
Стопор головки болта. Изготовлен из торцевой головки S19. Марка стали головки была принята как 40ХФА (трудносвариваемая; флокеночувствительная; склонна к отпускной хрупкости). Произведен предварительный полный отжиг заготовки по температуре критической точки Ac3 (+40 С). Сварка производилась с температурой детали 195 С. После сварки произведен отжиг по температуре критической точки Ас1 (+40 С).
 1 балл
1 балл -
Аппарат вышел из строя, вернее его вывели из строя учащиеся, почему то руководство решило что аргонодуговая сварка это пустяки, ничего там сложного нет, и чтобы сварщики самообучение прошли сами, без курсов, и даже без теории. В результате, это мое предложение, включив режим 4т, или что то подобное, залепив вольфрам в заготовку, не отключали аппарат сразу. Теперь слышно, осциллятор трещит, но дуга не поджигается. Чирканьем поджигает без проблем. Зазор в разряднике около 0,8 мм. Сам я был в отпуске, при этом безобразии не присутствовал.1 балл
-
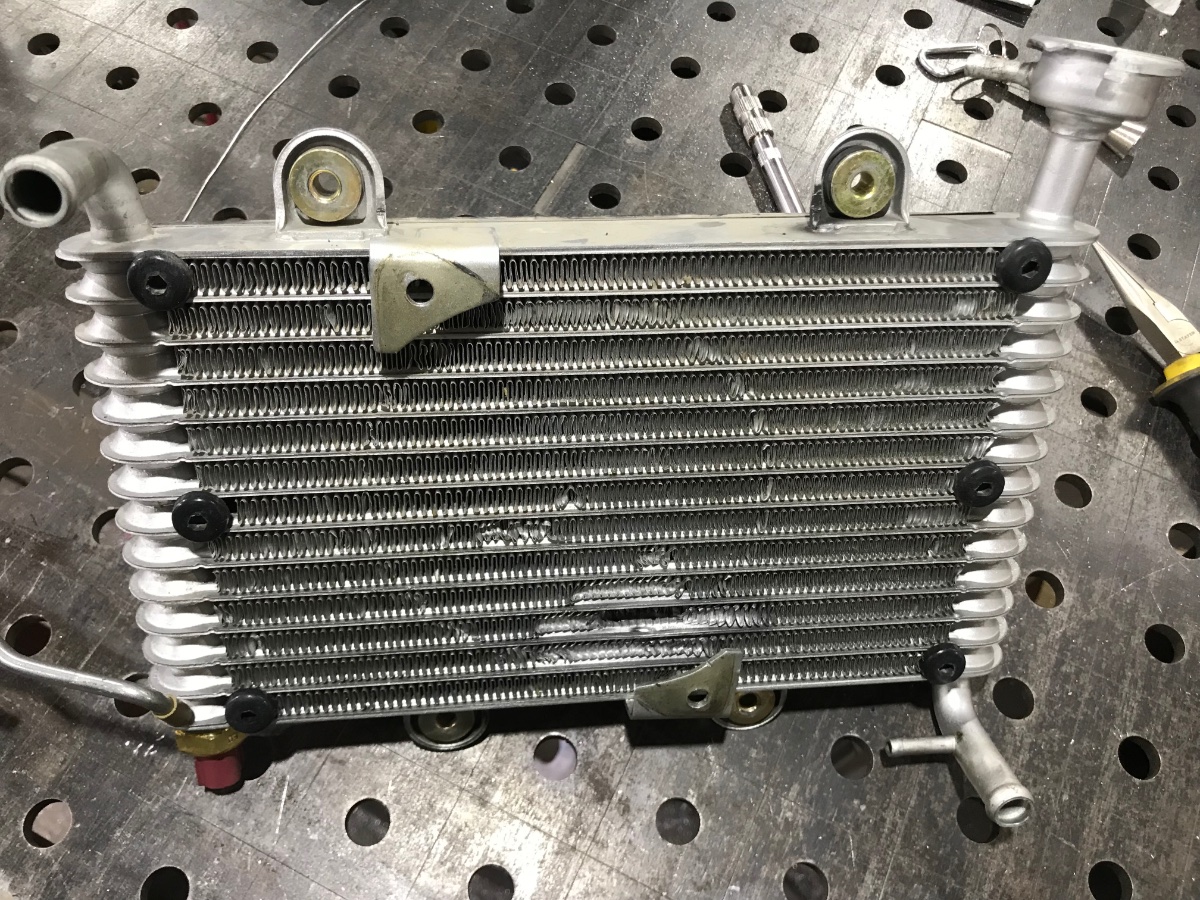
Давненько ждал случай попробовать аппарат на чем-то по сложнее, банку сваривать пока времени нет. Радиатор от квадрика, отвернулся вентилятор и пробил соту. Не знаю какая толщина. 0.8 4043 электрод 1.6 зеленый, 300Hz, на педали максимальный ток 35А переодически придавливал в пол. Сначала убрал минусовую волну в минимум (баланс полуволн) на 30А даже намека не было на какое-то образование ванны (давно такую мелочь не пробовал) потом немного добавил минусовой полуволны и в итоге поставил 50-50 только после этого можно было что то расплавить. И как же мне нравится синус на минусовой полуволне, ванна на столько контролируется что при прямоугольнике надо ловить момент что бы вовремя остановится для того что бы не расплавить лишнего, а тут на синусоиде надо наоборот приложить усилие что бы ванну как то растормошить. На Cebore что бы сварить такие толщины (зажечь дугу прям на соте) надо было играться балансом полуволн, наверное из-за того что там прямоугольник, то на этом аппрете я теперь даже и не знаю куда можно применить настройку баланс полуволн. Не оприссовывал радиатор, только пенетратом, при сварке было отчетливо видно как плавится сота и как перемешивается присадка, ни грязи не лезло и пор не было, видать свежий квадрик, не успел еще напитаться грязи.
1 балл
-
1 балл