Лидеры




Популярный контент
Показан контент с высокой репутацией 06.06.2023 во всех областях
-
У меня сосед по гаражу был, машины ремонтировал. К нему с вопросом: какое мне масло залить в двигатель, Ответ: у меня машины нет, а в свою лейте какое хотите. Я просто рассказал как вытесняю кислород воздуха при сварке нержавейки без газоанализатора.1 балл
-
Газовые законы здесь рулят (законы идеальных газов). Но даже если брать воду вливаемую в емкость с бензином, то из емкости будет выливаться смесь воды и бензина. Также и с газами. При продуве, из емкости вытекает смесь подаваемого газа и газовой среды, находящейся в емкости. Состав вытекающей смеси будет зависеть от турбулентности потока подаваемого газа и от законов идеальных газов. В теме про свою программу я уже приводил методику, но не углядел и вставил формулу с кривым форматированием текста (степенные значения отобразились некорректно). Привожу методику здесь (в своей теме тоже исправил). Методика изначально разрабатывалась для продува полости для вытеснения кислорода при нищебродской сварке нержавейки (без газоанализатора). При использовании методики следует учитывать, что берется идеальный вариант смешивания газов внутри емкости. При неидеальном смешивание (как и бывает на практике), время полного замещения может как увеличиваться (когда вытекает "бедная смесь"), так и уменьшаться (когда вытекает "богатая смесь"). Теперь про продувку топливных емкостей перед сваркой. Во первых - емкости бывают большие и на глазок трудно определиться с временем продувки. Во вторых - чтобы жахнуло по полной, необходимо идеальное количество горючего газа и окислителя (чтобы окислился весь объем газа без остатка). При неидеальном соотношении газа и окислителя - "бах" может быть не столь грандиозным. В третьих - чтобы поджечь газо-газовую смесь нужно чтобы сложились определенные условия. Наверняка многие сталкивались с ситуацией при запуске двигателя внутреннего сгорания: вроде есть что поджечь, есть чем поджечь, а не заводиться.
 1 балл
1 балл -
Черт его знает, какой-то банальный ремонт превращаете в огромную проблему. Зачистили место сварки. Опустили шланг на дно канистры-конец шланга обязательно упирается в дно.Продули углекислотой или аргоном, оставили подачу несколько литров, чтобы рукой чувствовался выход газа из горловины. Зажигалкой с длинным наконечником проверили горение. Из чего там у нас сделаны канистры? АМц? 4043 и вперед.ГОСТ 21631-2019 из алюминия марок А7, А6, А5, А0, АД00, АД0, АД1, АД и алюминиевых сплавов марок АМц, АМг2. А если в чем-то не уверены и мандраж бьет, то лучше оставьте это занятие... Впрочем, если совсем страшно,то нос свой суньте в горловину-самый лучший газоанализатор - на то он и дан человеку,чтобы отличить запах бензина от запаха углекислоты.1 балл
-
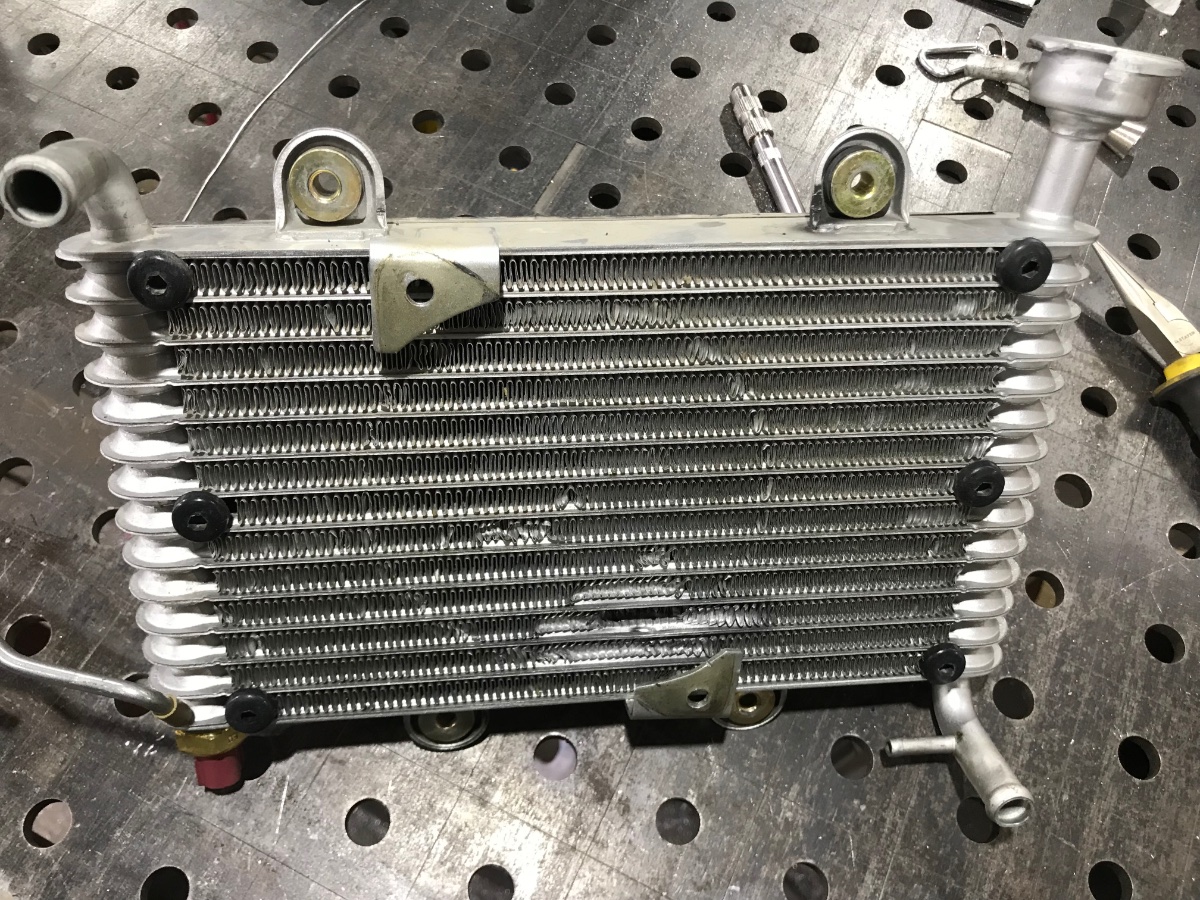
Давненько ждал случай попробовать аппарат на чем-то по сложнее, банку сваривать пока времени нет. Радиатор от квадрика, отвернулся вентилятор и пробил соту. Не знаю какая толщина. 0.8 4043 электрод 1.6 зеленый, 300Hz, на педали максимальный ток 35А переодически придавливал в пол. Сначала убрал минусовую волну в минимум (баланс полуволн) на 30А даже намека не было на какое-то образование ванны (давно такую мелочь не пробовал) потом немного добавил минусовой полуволны и в итоге поставил 50-50 только после этого можно было что то расплавить. И как же мне нравится синус на минусовой полуволне, ванна на столько контролируется что при прямоугольнике надо ловить момент что бы вовремя остановится для того что бы не расплавить лишнего, а тут на синусоиде надо наоборот приложить усилие что бы ванну как то растормошить. На Cebore что бы сварить такие толщины (зажечь дугу прям на соте) надо было играться балансом полуволн, наверное из-за того что там прямоугольник, то на этом аппрете я теперь даже и не знаю куда можно применить настройку баланс полуволн. Не оприссовывал радиатор, только пенетратом, при сварке было отчетливо видно как плавится сота и как перемешивается присадка, ни грязи не лезло и пор не было, видать свежий квадрик, не успел еще напитаться грязи.
1 балл
-
Чугунный коллектор. Достать заломы. Через наварку шпилек не удалось выкрутить. Поэтому режем,занижаем,чтобы уйти от зоны подкалки ; полуавтомат панч, припиливаем, сверлим, нарезаем резьбу.
1 балл
-
Всём доброго из Питера есть кто?1 балл
-
Пока я был в двухнедельном отпуске, кто-то куда то отправил после ремонта МИГ200 ув. @Кустарь,. Какой ТК и куда ??? Я не нашёл концов. Пришлось всем коллективом сервиса (3 человека) скидываться и покупать ему другой. Так что это просто я там мозг всем продолбил с твоим аппаратом. Ну и уговорил руководство продать нам аппарат с минимальной наценкой. Вот такое доброжелательное отношение ! )))1 балл
-
РУКОВОДСТВО ПО БЕЗОПАСНОСТИ «РЕКОМЕНДАЦИИ ПО УСТРОЙСТВУ И БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДОВ», Читаем п.1: ...содержит общие рекомендации......и не является нормативным правовым актом. (т.е за его нарушение штрафа не будет) ГОСТ 32569-2013 является документом межгосударственной стандартизации и описывает параметры конструктивного характера.(т.е за его нарушение будет штраф) Выбирайте .... " Вот теперь на разрыв.... " В связи с вышеизложенным, на мой взгляд, требования ГОСТ 32569-2013 следует считать предпочтительными. Хотя конечно в жизни бывает всякое1 балл
-
ARGONIUS Спасибо. Понял будем искать.Понимаете в чем фигня. Если по бокам шва остаеться черная копоть при полуавтоматической сварки это означает, что процесс полуавтоматической сварки в отличае от сварки ручной аргонодуговой неплавящимся электродом происходит с меньшим легированием шва так как выгорает магний и это означает, что при полуавтоматической сварке необходимо брать проволоку более легированную магнием чем при РАД, с точки зрения логики. Улучшение защиты при полуавтоматической сварке можно произвести увеличением внутреннего диаметра сопла, изменением вылета электрода (расстояния от конца наконечника до плоскости свариваемой детали), изменением заглубления наконечника в сопло или приспособлениями. 1. Заменить сопло. 2. Изменение вылета электрода. Горелочку пониже опустить при сварке. 3. Изменением заглубления наконечника в сопло. Производители выпускают вставки (деталь между горелкой и наконечником) и наконечники разной длинны. И собрав эту конструкцию зачастую заглубление оказывается различным. Я наблюдал от 5 до 0 мм. Идеально по моему мнению 1-2 мм заглубление. Но для импульсных процессов зачастую заглубление до 7 мм так как там длиная дуга. 4. Самое интересное. Приспособления. Старый способ. Например при сварке стыкового шва паралельно вдоль шва с одной стороны можно с положить уголок 50х50х5. И опереться есть на что и защита лучше. а лучше два уголка с обоих сторон.1 балл