Лидеры




Популярный контент
Показан контент с высокой репутацией 14.12.2022 во всех областях
-
Коллектор. Проволока NiFe55. Прямая полярность.
 6 баллов
6 баллов -
Оцените мою печь . Сегодня сварили . И питание прошло на ура .
4 балла
-
Ну в стартовом сообщении и не планировалось от начала и до конца все описать. Тема ложная (относительно), не все сразу. Буду потихоньку цедить.3 балла
-
Виды пластмасс (шершавым обывательским языком). Пластмассы делятся на два основных вида: термопласты и реактопласты. Термопласты - молекулярные связи при нагревании до определенной температуры разрываются, при остывании связи полностью восстанавливаются. К термопластам относятся: полипропилен; полиэтилен; полиамид и т.п. Реактопласты - молекулярные связи возникают при необратимой химической реакции. Молекулярные связи в таком полимере при нагревании практически не изменяются, но при достижении критической температуры необратимо разрушаются. К реактопластам относятся: фторопласт; полимеры на основе синтетических смол и т.п. Коль речь идет о сварке, отдельно упомяну полиуретаны, которые бывают как термопластами (TPU), так и реактопластами (PU). Не стоит пытаться сварить реактопластичный полиуретан (Мерседес любит делать такие бампера, во всяком случае раньше). И те и другие виды бывают с разного рода наполнителями. Детали из таких пластмасс широко применяют на автомобилях. Бачки радиаторов, защита двигателя, впускные коллектора - стеклонаполнитель. Подкрылки, бампера - каучуковый наполнитель.2 балла
-
Активированная сварочная проволока 19 Февраля 2019 Состав активированной сварочной проволоки Активированная сварочная проволока по своему составу сходна с порошковой сварочной проволокой. В её составе также содержаться различные дополнительные компоненты, которые предохраняют металл от разрушения во время сварочных процессов и создают оптимальные условия в зоне сварочной ванны. Количественное включение порошкообразных добавок в составе активированной сварочной проволоки значительно меньше, чем в составе порошковой проволоки и составляет всего лишь семь процентов от общей массы. За счет этого становится возможным радикально иное конструктивное строение данного вида проволоки. В составе активированной сварочной проволоки порошковый компонент не насыпается в специальные полости, а вставляется в виде тонких фитилей. В результате получается сварочная проволока сплошного сечения со свойствами порошковой. Чаще всего активные компоненты внедряются в центральный канал сечения проволоки. В виду малого содержания дополнительных компонентов у сварочной проволоки активированного типа есть существенный недостаток. Она не предназначена для проведения сварочных работ без использования среды защитного технического газа. Это значительно ограничивает область её применения. В качестве дополнительных компонентов в сварочной проволоке активированного типа используются различные соли щелочных металлов. Они достаточно легко ионизируются и создают необходимые рабочие условия в сварочной ванне. Также в состав дополнительных активных компонентов входят и шлакообразующие элементы, такие как оксид магния, кальцинат железа, двуоксид кремния и некоторые другие. Все эти активные элементы при производственных сварочных процессах создают такие условия, при которых происходит значительное снижение потенциальной эффективности электрической дуги. За счет этого увеличивается устойчивость её горения. Преимущества активированной сварочной проволоки К основным преимуществам активированной сварочной проволоки можно отнести следующие рабочие моменты. В первую очередь стоит сказать о том, что активированная проволока по своим рабочим качествам не уступает по ряду параметров порошкообразной сварочной проволоке. Однако благодаря своей цельной структуре может использоваться для таких сварочных процессов, где необходим многократный перегиб сварочной проволоки в ходе выполнения работ. Для сварки этим типом проволоки может использоваться тоже оборудование, что и для сварочной проволоки сплошного сечения. Её подача в сварочную зону не требует использования специальных защитных механизмов. Недостатки активированной сварочной проволоки Основным недостатком активированной сварочной проволоки является её низкие защитные свойства. Необходимость использования защитной среды технического газа при производстве сварочных работ снижает производственные показатели, увеличивает себестоимость произведенных операций.https://www.gaz-kom.ru/2 балла
-
На отработке. Без присмотра оставлять нельзя, имеет высокую тепловую энерцию, но опасная...2 балла
-
Во примерно что получается...
2 балла
-
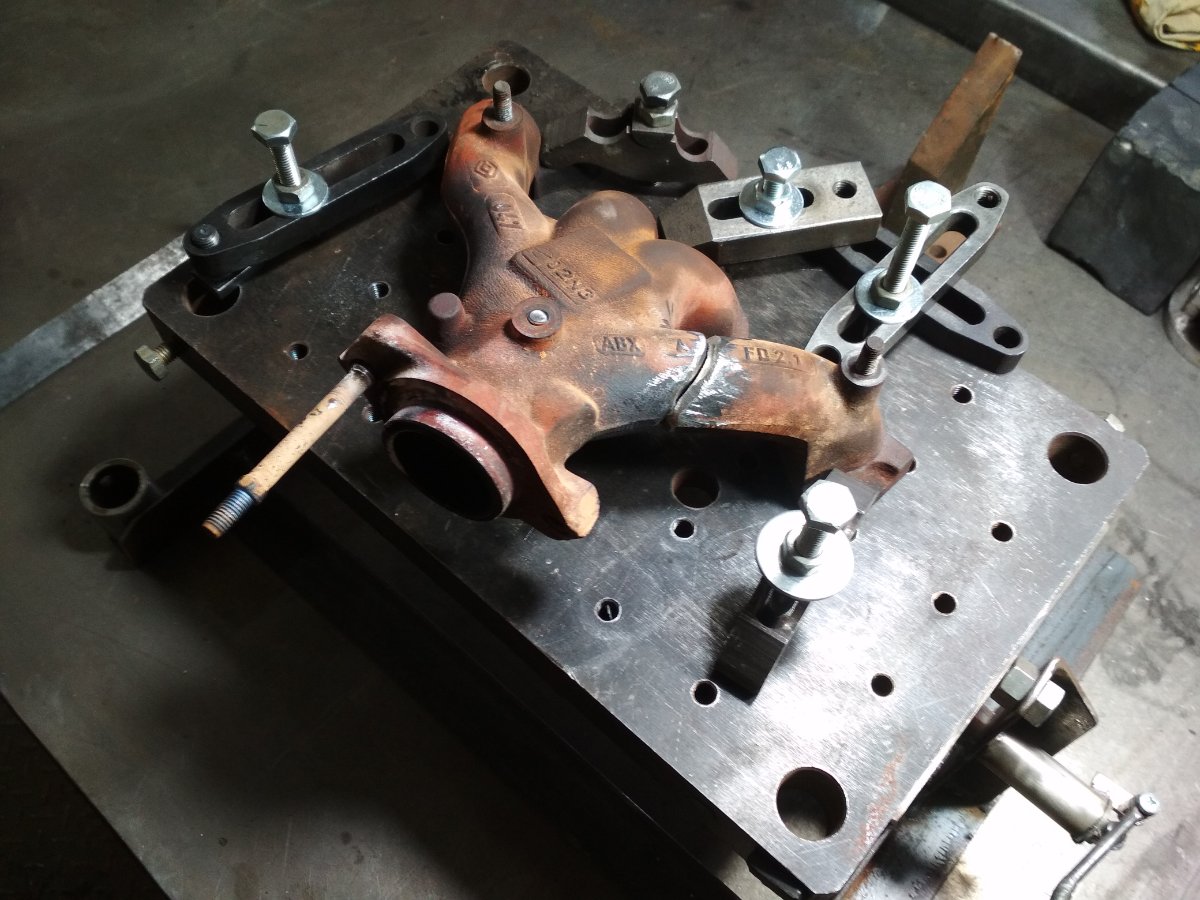
Ступица небольшого квадрацикла . Залетел под машину, удар колесом. Ступица передняя правая. Разделка узкая сквозная.Полярность прямая 73а/20,7в, ф 1,2мм, NiFe55.(о проволоке вопросы не задавать). Какое решение? Либо ставить угловые накладки с двух сторон из 4мм ст.3, либо увеличить размер катета. Конечно, возникает вопрос о безопасности дальнейшей эксплуатации узла.Посадил бы я своего ребенка за руль этого квадрацикла? Да , притом безбоязненно,но только в том случае, когда сам руку приложил к ремонту. Это только полуавтомат. Без всякого облагораживания -выравнивание и зачистки швов. Сварка "на холодную". На предпоследнем и последнем снимке пор нет -светотень.Был вырван кусок-это наплавка.
1 балл
-
Многие, когда возникает потребность отремонтировать пластиковую деталь (речь исключительно о термопластах), начинают предпринимать действия, которые в лучшем случае приносят очень посредственный результат, а в худшем - безвозвратно губят ремонтируемое изделие. В общем - тема ликбез, как без помощи паяльника, проволочки и супер-клея отремонтировать чего нибудь термопластичное. Так-как это Вебсварка, то и выбираемый способ ремонта будет сварка. Другие способы ремонта конечно имеют право на жизнь (на безрыбье и хрен за мясо), но все они являются сильной головной болью для тех кому потом приходиться эту лепнину переделывать, так что только сварка.1 балл
-
"И что я в тебя такой влюбленный?" "Я свободен!" "- Зовите меня просто — ХОЗЯИН!.."https://anekdotov.net/1 балл
-
Друзья , я свою шестерку не показал . В телефоне нашел только это фото .
1 балл
-
только тема не раскрыта. Что за присадок, какая температура фена и т.п. Но в целом тема хорошая. Так ремонтирую и другие детали. Только вот подобрать пластик нужно соответствующий, в виде присадка. Для бампера, можно ни чего не покупать, смотря какой конечно, но те что более или менее пластичные не под окраску, то удачно подходит старый подкрылок. На лапшу раскромсать и им удачно лечится. В общем нужно постоянно смотреть марку пластика и подбирать соответствующее. Хотя в некоторых случаях использование арматуры все же оправдано, усиление места излома. А есть пластики типа РА6.6 вот с ними песня. Нейлон гигроскопичный и это мешает в ремонте. И насчет сварки... Ну если дихлоретан плавит пластик и по сути последующее место в целом не отличается от сварки, т.к. идет перемешивание материалов, то это относить к клею или все же типа сварки? )))1 балл
-
Давайте несколько подробнее остановимся на вашем вопросе. Установлен вал в ток.станок, снят изношенный слой до чистого металла, наплавлен слой металла с требуемыми свойствами. Каким бы способом не был наплавлен металл, после наплавки будет присутствовать деформация- в зависимости от способа вопрос в ее степени. Прежде чем задавать подобный вопрос -Можно ли?, надо расширить вводную часть, а именно: обозначить места наплавки -их расположение. В каких условия работает вал? Тежелонагружен или нет? Что это тело вращения или это колона,шток? Число оборотов вала? Допуски на радиальное биение,овальность.Класс чистоты поверхности -только токарная обработка или требуется шлифовка? Приведу один пример. Надо было изготовить вал из ст.ХН78Т , размеры примерно такие же. Так вот ,допуски по рад.биению были такие, что долго голову ломали, как это сделать -одна шлифовка должна была происходить в двух люнетах.Это многочасовая работа:минимальный слой за проход,чтобы избежать прижогов, выглаживание и т.д.,учитывая вязкость металла. Приезжает заказчик. Задается вопрос-В каких условия работает вал? Оказалось,что это шток задвижки газохода на химкомбинате . Понимаете в чем суть? Это шток, который перемещается в горизонтальной плоскости и для него определяющим условием будет класс чистоты поверхности(сальниковое уплотнение), все остальные требования по допускам не суть важны,особенно по радиальному биению и овальности. Вполне возможно,что наплавка изношенного участка металла с необходимыми свойствами является наименьшей проблемой в данном случае.1 балл
-
Стоит с лета во дворе( +40-10С),храню,как память,единственное ,что уцелело,окромя горелок.Прокладки фторопласт 4 мм,точёные с листа,переходник точечный с бронзы.Внимание на манометры.
1 балл
-
Получил от Андрея "самоподарок" к Новому году! Сижу, облизываюсь...
1 балл
-
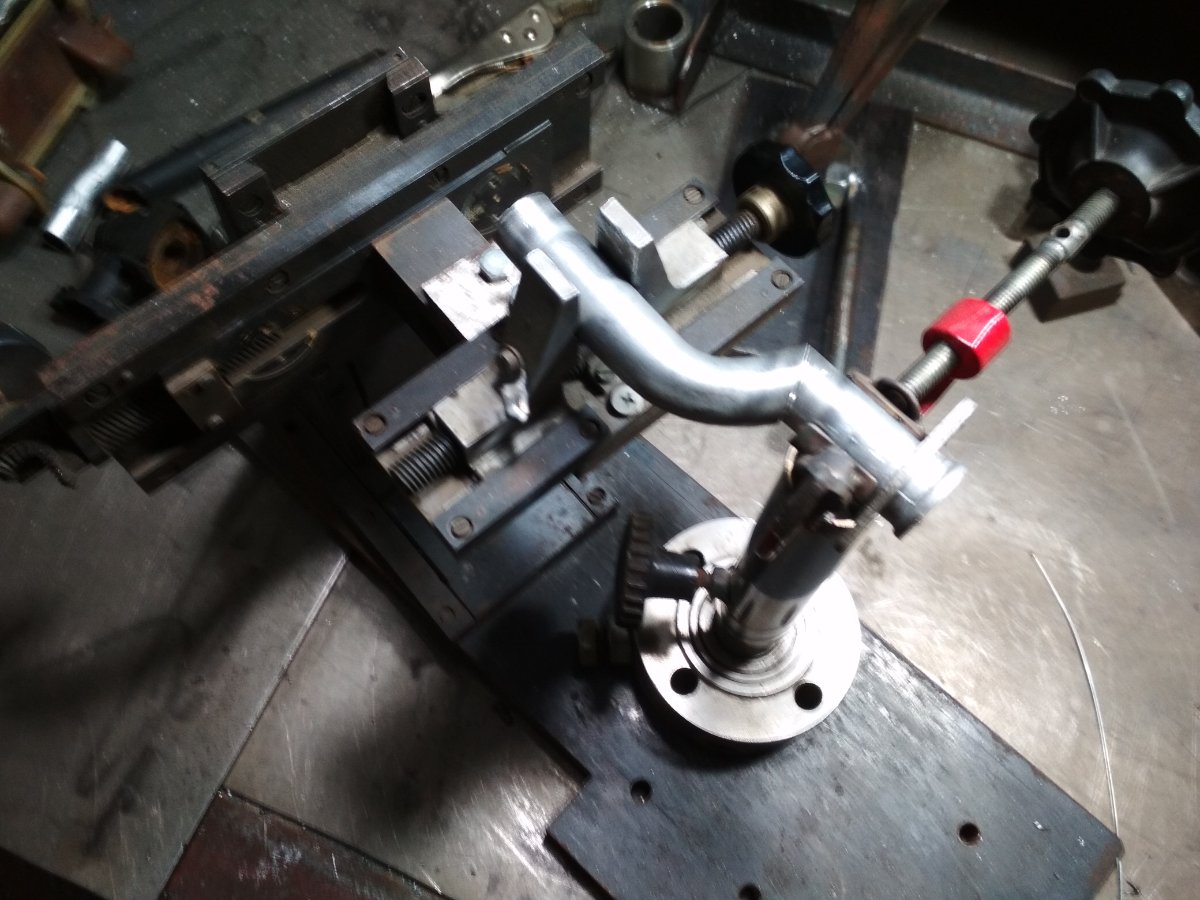
Мелочь всякая. Приспособления занимают много места, но без них сложно.Сказывается кризис.Начинают как-то выкручиваться из положения. БМВ. В таких случаях пригодятся обрезки алюминиевых трубок, оставшиеся после .. после ремонта радиаторов -надо было бы выбросить, да рука не поднимается ...и пригодились.
1 балл
-
"Молодец! И мух отгоняй!" "я из дому вышел и сразу зашел" "Маша подросла, а привычка осталась"https://anekdotov.net/1 балл
-
1 балл
-
1 балл
-
Добрый день друзья . После долгого отцуствие в форуме , я зашёл снова и приветствую Вас . Приехал на заработки в Московскую обл , к другу на помощь , так он не справляется один . Хочу сообщить вас , если у вас имеется битая машина и вы не знаете куда его загонять на ремонт , то я готов ремонтировать ваш автомобиль вместе с моим другом . Буду рад познакомиться с вами . С уважением Ерем . Данный момент делаем эту Мазду .
1 балл
-
Сварка 08Г2С на чугуне имеет место быть и работает если не нагруженная. Небольшой опыт в этом есть. Тут и с ПАНЧЕМ все не так просто, все равно рвет околошовную зону хоть убейся. Пробовал и малым током и большим, короткий шов, проковка... остывание.. и т.д. похрен..1 балл
-
Китайский чугун, поддался с третьего раза ПАНЧ 3мм от @Александр ПАНЧ 11,
1 балл
-
s2dent, есть же ещё разница в диаметре. Но лучше сразу научиться делать правильно, а неправильно всегда успеешь сделать.1 балл
-
ГОСТ 16037-80 Пс - по мне так лучше зазор без разделкичем разделка без зазора1 балл