Лидеры




Популярный контент
Показан контент с высокой репутацией 20.08.2022 во всех областях
-
Ценник озвучивается обычно после вскрытия. Вскрытия мотора, осмотра, промеров, опрессовки головки и, если есть подозрения-блока цилиндров. Лично я варил ГБЦ с Туарегов и Амароков не раз и не два. И каждый раз-ценник очень сильно разнится. Иногда даже на порядок. Вполне возможно, что после сварки потребуется некая мехобработка (проточка, фрезеровка, шлифовка, замена сёдел и направляющих клапанов и т.д.), значительно добавляющая стоимость ремонтно-восстановительных работ. Так что не стоит гадать на кофейной гуще. Потому как может статься, что можно ограничиться шлифовкой привалочной поверхности ГБЦ, пострадавшей от коробления в виду перегрева, а можно попасть на треснувшие блок, или головку. Причём, треснувшие столь масштабно, что придётся серьёзно поработать и не один день. Вот где собака порылась...4 балла
-
Требовать можно у начальника о повышении зарплаты ,,,, здесь скорее уместнее попросить пояснений ,,,,, да ладно проехали .... Будут вам пояснения . Ресивер скорее пристукнули (погнули ) и посему лопнул и сварка , предыдущий сварщик в принципе сделал все чо мог , и похоже не один раз варили сие место отсель и шов такой жирный , но увы корень имел не сплавление и это практически частое явление на Ал. сплавах и не только на них и вот он то и решал крепость соединения и не сразу а именно как затяжная болезнь и по шву сразу и не найти трещину и только зачистка фрезой открыла визуально трещину . Вот вам "памятка" именно по Ал корням Так как ресивер вскрывать не захотели с удаление масла эмульсии из него то в моем случае как и в предыдущих корень не проварить то есть он провариться но сплавления не будет и все повториться , вот тут заплатка 3мм толщиной в самый раз и скорее водила забудет со временем, где стоит сей ресивер. Ну и почитайте тут если не лень . https://www.drive2.ru/o/b/1706620/ Вот еще покажу из двух маленьких один длинный и где то оно есть уже на форуме но не найду . И так в сим случае все очищено и т.д. но это не означает что корень сплавиться даже с поддувом, вот тут подкладное колечко в помощь и не мной придумано весь мир так варит и с ним 100% гарантия что все будет проварено и сплавлено и шов будет держать до конца жизни сих ресиверов и они быстрее сгниют чем шов лопнет .
 4 балла
4 балла -
Владимир , да я все понял и не переживай я не обиделся , и скорее про "начальника" написал тоже шуткой и не хотел но бывает похоже "черт" подталкивает к сему. И тебя уважаю за твой "пытливый ум" и ты всему научиться сам с таким подходом, главное не останавливайся . Корень то по сути есть и слился с колечком , колечко скорее так скажем для супер облегчения работы сварщика и самое главное полное сплавление нет той полосочки несплавления корня коя приводит к разрыву шва . Не все же можно грамотно сварить , но потребуется поддув однозначно ну и "хитрости " разные вот видео длинное почти 50мин но его стоит посмотреть и включите перевод (субтитры) , парнишка молодой но сварку знает и постоянно учиться , вот горелочку перпендикулярно надобно держать и т.д. в общем не поленитесь и посмотрите . Ну этого я не говорил , да и заплаток на новом ставить как то не резон , чистота и подготовка все решат и ваши глаза и руки , в принципе американец выше в видео о сим и речь ведет . Вот смотрите мое и варить было не совсем комфортно между мной и руками фотик , но вот присадку надобно подавать капельками но не как не топить ее в ванной особо на люмини , ну и результат видно. Сколь бывал на выставках и вот ЕВМ часто показывал автоподачу проволоки на тиг сварке и немцы работали но не разу они машинку не настроили так чтобы проволочка "купалась" в ванной ,,,,, капельками быстро или медленно но капельками и это правильно. Ну и вот отличный материал Костя когда то постарался выложить и огромная работа с его стороны лучшего наверное и не сыскать ,,,, я вот нет нет да заглядываю сюды и вам советую , а то форум превращается в "помогите выбрать аппарат" и думают что "аппарат" одобренный форумом будет сам варить ,,,, как бы не так???? http://websvarka.ru/talk/topic/5013-faq-po-tig/
3 балла
-
-- А кто вообще сказал, что там ГБЦ варить надо? Она может быть просто винтом после перегрева, а может вообще быть трещина в блоке.... Сначала надо с неисправностью определиться а потом уже голову ломать о возможных вариантах ремонта.3 балла
-
@Георгий 11, @chdv1971, Поздравляю!2 балла
-
@Георгий 11, всего наилучшего, не кашляй! @chdv1971, с праздником!2 балла
-
@TechMike,посоветую выбирать не исходя из бюджета, который непонятно по каким критериям обозначен. А исходя из проверенных вариантов. http://websvarka.ru/talk/topic/13478-pomogite-s-vyborom-poluavtomata-3/?p=479017. Вегу берите, и будет Вам счастье. Разница там в 3 тысячи. Напишите в магазин, поторгуйтесь. Это нормально, чуток скинут. Сварыч, Сварочные технологии. Может ещё где есть чуток дешевле. "Газ вначале не планирую" - а что планируете? Геморрой на голову с порошковой проволокой?2 балла
-
Интеркулер МАЗ . Трубки забиты настолько, что пришлось срезать бачки. Резали бачки, чистили и мыли другие люди, у меня только сварка. Делать бы их штук по пять в день, было бы неплохо..)
1 балл
-
Георгий 11Всего самого лучьшего!1 балл
-
Вам же написали, что неисправность может быть разная соответственно и работа сварщика будет разная. Например заварить в головке немного поевшую ржавчиной плоскость между водяным и маслинным каналом это одно и по работе подготовки и по сварке, и заварить лопнувший блок с разделкой да еще в трудно доступном месте это совсем другое. Но если разделку Вы просите не учитывать и это сделает кто то другой а сварщик просто возьмет горелку и наложит шов, то думаю это будет не дорого. P.S. Думаю для Вас не секрет, что в любом деле львиная доля работы занимает подготовка, а сама работа по времени сущие копейки. В сварке тоже самое, постоянно так долго подготавливаешь место сварки, зачистка, разделка, подготовка каких то заплаток, как то надо разместить удобно деталь что бы удобно было сваривать, надо еще подумать как сделать правильно, и когда все это сделал, берешь горелку и бац несколько секунд и все закончилось, даже не успел получить удовольствие от процесса сварки.1 балл
-
-- На этом станочке довольно развитая система СОЖ, в кучу точек льет, на видео половина кранов перекрыта из-за ненадобности. СОЖ фильтруется от взвесей и в бак сливается, а мусор и стружку конвейером выкидывает в бак для стружки.1 балл
-
На днях пришлось пилить пополам "Монетку" Ф400. Чтобы зажать приварили её к трубе Ф250 и в пилу... По другому никак, высота "таблетки" всего 160мм а надо отпилить 90мм так как очень неохота спускать в стружку кусок болванки Ф400х70мм. -- Когда пользуюсь этим станком понимаю: "Я обожаю свою пилу", это прекрасное устройство, сделано Болгарами, но гораздо продуманнее, навороченее и удобнее JET-ов которые у меня стоят в других цехах. Единственный минус в пользовании это вес, катать по цеху в одного не реально, тупо буксуешь по бетону. Но этот-же вес положительно сказывается на характеристиках самой пилы. Разбежка у блина после распила по высоте составила всего 0,5мм. Я обожаю этот станок. -- https://youtu.be/qdPsULiPWtQ --
1 балл
-
Гараж в порядок к зиме приводим и опять в помощь мои друзья , ну и конечно не без платно они же приехали заработать . Ну и заодно своих "осликов " подремонтировать Ну и ресивер алюминиевый должон держать 9АТИ , а он не держит хотя шов супер жирный . Поправили
1 балл
-
ХеХеХе. Приветствую вас Господа. Сегодня мне удалось выделить пару часов на доделку своей токарной тумбочки, ибо валяющиеся на столе сверла с центрами достали неимоверно. -- Были нарезаны трубочки Ф57 из стали в качестве корпуса и трубочки Ф50 из канашной пластиковой трубы в качестве защитного вкладыша, чтобы не царапать конусы. Ну и из этих заготовок были изготовлены чудесные держалки под КМ5. Тем кто будет повторять обращу внимание на то, что донца не заварены а специально приварена труба 16х16, чтобы всякий мусор свободно высыпался из стакана а конус провалиться не мог. -- -- Осталось сделать еще пару держалок для сверлышек, а то половина только влезла и можно будет заморочится задней стенкой тумбочки.
1 балл
-
Ну что я могу сказать, жрут у нас в стране много... Это же какие котлеты надо ворочать на сковородке, что это сломать, с кирпич что ли?! А может этим в свободное время кирпичные кладки кладут а мне лапшу наши вешают, тогда раз они этим зарабатывают надо мне пересмотреть свою ценовую политику, пусть делятся. Вобщем поддув, все дела: Шов с стороны сварки: С обратной стороны: После зачистки: В ручке просверлил отверстие и обвари с зачисткой: Ну и толщина:
1 балл
-
. Шпильки всегда применяются по одной простой причине: Для того, чтобы не изнашивать отверстие в корпусе вкручиванием и выкручиванием бота. Шпилька это расходная деталь, резьбой на которой можно пожертвовать чтобы сберечь дорогостоящий корпус. Это единственное назначение резьбовой шпильки и технологичность тут совершенно ни при чем. . Я довольно педантичен и редко что-то путаю. Особенно я щепетилен в своих умозаключениях на общественных форумах когда говорю вслух, ибо ересь произнесенная вслух сильно сказывается на авторитете и аукается иногда десятилетиями. Так-же я всегда признаю свою неправоту если в чем-то ошибаюсь и делаю это тоже вслух ибо так поступать - честно. Иногда меня закусывают вещи которые просто нельзя делать и я пытаюсь что-то кому-то разьяснить. Так как это процесс бессмысленный то мне это быстро надоедает и я снова ухожу в тень, чтобы молча читать всякую фигню на форумах. Но больше я люблю читать книги, они обычно более интересны и информативны. . Нет разницы ремонтный это процесс или процесс производства в любом случае есть определенная технология которая применяется в этих процессах. Технология эта всегда описана в различных информационных источниках, таких как учебники, ГОСТ-ы, ТУ, Патенты. Если технология нигде не описана, то это либо бред, либо секретное НОУ-ХАУ которое очень быстро становится общедоступным. Учитывая что алюминий и железо известны более чем 100 лет, все эти годы не самые глупые люди, разные химики и физики и прочие доктора наук и доценты пытались придумать технологию соединения железа и алюминия и у них к сожалению этого не получилось... Соединяют болтами и шпильками... А оказывается всё это было нужно просто посолить.... И не было бы столько мучений и не надо ничего изобретать... Всё гениальное просто... . ---------------------------------------------- Место для рекламы ------------------------------------------------ . Вам нужно соединить железо и алюминий? Нет Ничего проще!!! Специальная солонка для сварщика решит вашу проблему: . . Так-же для профессионалов по цене со скидкой набор для соединения железа с титаном под названием "протоПоперчи": .
1 балл
-
По вашему утверждению - и . Вы придумали и рекомендуете свой оригинальный Способ соединения "стальной детали с алюминиевой". . Я спрашиваю вас: Если это такой работающий способ, то почему он не используется в промышленности и не описан ни в одном учебнике??? . PS: Насколько я помню, то способа нанесение слоя алюминия на железо (без подслоя) в промышленности всего два, это напыление (несколько видов) и сварка взрывом, ни о какой пайко-сварке нигде не упоминается и даже теоретическая возможность не рассматривается.1 балл
-
. Я задам один простой и короткий вопрос который всё расставит на свои места: Если это такой работающий способ, то почему он не используется в промышленности и не описан ни в одном учебнике??? . Да вроде и не начинал. Но если что, то извините, обидеть не хотел.1 балл
-
Не при этих температурах. И не надо путать диффузионно-кинетический процесс в простонародье называемый "Растворение" с попытками ненесения поверхностно дифундирующего слоя аллюминия на железо с помощью соли, что в принципе невозможно даже теоретически. Слишком разные температуры и это абсолютно разные физико-химические процессы. -- Ну слава богу хоть форум не ЛГБТ... Вот чтобы этого не произошло я и написал - НЕ НАДО ТАК ДЕЛАТЬ! Так делать нельзя.1 балл
-
-- Прикиньте. Ага. Самое печальное, это то, что вы каждым своим сообщением всё больше и больше доказываете свою безграмотность. Прежде чем умничать такими словами как "Флюс", "Прореагировала" надо хотя-бы почитать химию за 8й класс, а так-же хотя-бы приблизительно понимать то о чем вы пытаетесь рассуждать используя эти умные слова значение которых абсолютно не понимаете. Глупо сыпать словами описывающими процессы о которых вы не имеете даже элементарных представлений, это рано или поздно приводит не к тем результатам которых вы от этих умных слов ожидаете и можно попасть в глупую ситуацию как сейчас. Раз уж вы так настойчиво требуете продолжения диалога, то давайте начнем разбирать вашу безграмотность по порядку. -- 1) Будьте любезны написать мне реакцию которая по вашему утверждению произошла в расплаве между NaCl + Al + FeO + FeO2 + Fe и какие в результате вещества вы получили на выходе этой реакции происходящей при температуре ниже 600грц. Хотя-бы даже теоретически. Для ученика читавшего в школе учебник это элементарная задача. Причем оговорюсь сразу чтобы не было желания соскакивать температура 600грц указана не просто так, это температура плавления алюминия и реакция восстановления оксидов железа при этой температуре не идет. Да она и не может идти так как железо находится под слоем оксида, да еще и укрытое расплавом поваренной соли и всё это под слоем расплавленного алюминия. Учитывая теплопроводность соли и оксидной пленки градиент температур примерно 200-350грц стальной болт, 450-500 поваренная соль, 600-650 расплав алюминия. Теоретически реакция может идти только по граница соприкосновения слоев а именно между поваренной солью и жедезом и между поваренной солью и алюминием при температурах такого порядка при котором никакие реакции между данными веществами просто невозможны. Мне прям просто любопытно как поваренная соль участвует в этих ваших заявленных флюсо-химических процессах. Расскажите мне пожалуйста. - 2) Что именно вы якобы флюсовали поваренной солью? Какой физический процесс должен был произойти? Облужение стали алюминием? Увеличение жидкотекучести алюминиевого сплава? Уменьшение поверхностного натяжения? Я не могу даже приблизительно представить себе физику процесса которой вы пытались добиться. Обьясните пожалуйста. - 3) Что именно остальное вы счистили с поверхности перед наплавкой плакирующих слоёв? - 4) Каким методом были удалены частицы расплава соли с микронеровностей рельефа стального болта имеющего поры в оксидном слое с условием того, что все включения перекрыты наваленым сверху слоем аллюминия? - 5) Откуда вы вообще взяли этот бред что поваренная соль это флюс? Иногда поваренную соль применяют при плавке алюминия для подьема мелкодисперсных взвесей на поверхность расплава, но полноценным флюсом поваренная соль не является а используется только в силу своей легкоплавкости и дешевизны. Причем особого результата использование соли при плавке люминя не дает, этакий эффект плацебо. - 6) Что означает прекрасно легла и растеклась? Насколько полностью было заполнен обьем канавки резьбы? Учитывая то, что присадка 4043 содержит всего 3% кремния она не является литьевым сплавом и имеет огромный коэффициент поверхностного натяжения в связи с чем просто не может заполнить углубления резьбы из- за отсутствия смачиваемости сплавов железа расплавом аллюминия. Я бы мог понять, если бы вы лудили с помощью 4043 оцинкованную шпильку, там был бы еще какой то процент вероятности на успех, но залить чернушный болт присадкой которая в принципе не затекает в резьбовую канавку это шедеврально. . PS; Надоело писать, если честно, понимаю что бессмысленно вам что-то доказывать ввиду отсутствия у вас даже элементарных базовых знаний. Но хоть выговорился.1 балл
-
1 балл
-
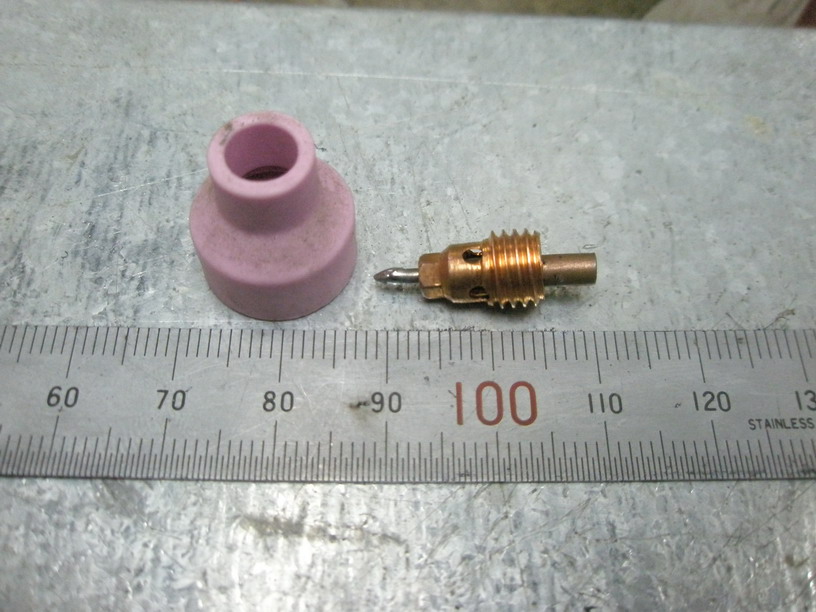
Сущность процесса сварки ТИГ Полное наименование этого процесса сварки таково: Ручная дуговая сварка в инертном газе вольфрамовым электродом (ДСТУ 3761.3-98 "Сварка и родственные процессы. Часть 3 Сварка металлов: соединения и швы, технология, материалы и оборудование. Термины и определения"). Схема и сущность процесса сварки ТИГ показана на рисунке ниже. http://weldering.com/sites/default/files/styles/large/public/scheme_tig.jpg?itok=tzyuysMz Кромки свариваемого изделия и присадочный металл расплавляются дугой, горящей между неплавящимся вольфрамовым электродом и изделием. При этом используется электрод либо из чистого, либо из активированного вольфрама. При необходимости в сварочную ванну добавляется присадочный металл. По мере перемещения дуги расплавленный (жидкий) металл сварочной ванны затвердевает (то есть кристаллизируется), образуя сварной шов, соединяющий кромки деталей. Сварное соединение образуется либо только за счет расплавленного основного металла, либо за счет, как основного металла, так и металла присадочной проволоки. Дуга, сварочная ванна, торцы вольфрамового электрода и присадочной проволоки, а также остывающий шов защищены от воздействия окружающей среды инертным газом (аргоном или гелием), подаваемым в зону сварки горелкой. Сварка выполняется либо постоянным током прямой полярности, когда плюсовая клемма источника питания подключается к изделию, а минусовая – к горелке, либо переменным током (при сварке алюминия). Область применения сварки ТИГ Этот способ сварки широко применяется в химической, теплоэнергетической, нефтеперерабатывающей, авиационно-космической, пищевой, автомобилестроительной и других отраслях промышленности для сварки практически всех металлов и сплавов: углеродистых, конструкционных и нержавеющих сталей, алюминия и его сплавов, титана, никеля, меди, латуней, кремнистых бронз, а так же разнородных металлов и сплавов; наплавка одних металлов на другие. Сварочный источник питания Сварочный источник питания обеспечивает сварочную дугу электрической энергией. В качестве источника питания при сварке ТИГ используются: - сварочные трансформаторы – при сварке на переменном токе; - сварочные выпрямители и генераторы – при сварке на постоянном токе; - универсальные источники питания, обеспечивающие, как сварку переменным, так и постоянным током. Источники питания для сварки ТИГ должны иметь крутопадающую внешнюю вольт-амперную характеристику.Такая характеристика обеспечивает постоянство заданного значения тока сварки при нарушениях длины дуги, например, из-за колебаний руки сварщика. Пример универсального инвертерного аппарата AC/DC Итальянской фирмы INE: Аппарат Miller Maxistar постоянного тока DC: Аппарат ESAB постоянного тока DC: Аппарат ESAB универсальный AC/DC: Аппарат универсальный тип - "Китаец обыкновенный": Сварочная горелка Основным назначением горелки для дуговой сварки ТИГ является жесткое фиксирование вольфрамового электрода (W-электрода) в требуемом положении, подвода к нему электрического тока и равномерного распределения потока защитного газа вокруг сварочной ванны. Она состоит из корпуса (ручки) и головки покрытой изолирующим материалом. Обычно, в рукоятку горелки встроена кнопка управления для включения и выключения тока сварки и защитного газа. Некоторые современные горелки имеют кнопку управления током в процессе сварки. Цанга позволяет жестко закрепить W-электрод в горелке; для этого необходимо закрутить тыльный колпачок до отказа. Обычно, тыльный колпачок достаточно длинный, чтобы вместить в себя всю длину электрода, как это показано на рисунке. Но для работы в стесненных условиях горелки могут снабжаться и короткими колпачками. Горелки для сварки ТИГ разработаны самых разных конструкций и размеров в зависимости от максимального требуемого тока, а также от условий ее применения. Размер горелки также влияет на то, как горелка будет нагреваться и охлаждаться при сварке. Конструкция некоторых горелок предполагает их охлаждение потоком защитного газа (это так называемые, горелки воздушного охлаждения). Горелки также отводят тепло в окружающее пространство. Имеются также горелки с водяным охлаждением. Они, обычно, предназначаются для использования на повышенных токах сварки. Горелки ТИГ с водяным охлаждением, как правило, имеют меньшие размеры, чем горелки воздушного охлаждения для тех же токов сварки. Типы сварочных горелок и их внешний вид: Газовое сопло. Функцией газового сопла является направлять защитный газ в зону сварки с тем, чтобы он замещал окружающий воздух. Газовое сопло крепится к горелке ТИГ на резьбе, что, в случае необходимости, облегчает его замену. Они обычно изготавливаются из керамического материала для того, чтобы противостоять интенсивному нагреву. Вид "стандартных" газовых сопел: Все комплектующие к газовым горелкам показанные на фото выше, различаются размерами. Например для электрода ф1,6мм. необходимо применять цангу и цангодержатель именно для 1,6мм. Соответственно для 2,4мм применяются цанги и цангодержатели ф2,4мм, для ф3,2мм - 3,2мм соответственно. Возможно применение цангодержателя большего размерного ряда. Например для цанги+электрода ф1,6мм можно поставить цангодержатель ф3,2мм, но это ухудшит тепловой контакт цанга-цангодержатель, что теоретически должно усилить нагрев цанги и ускорение её выхода из строя. не забыть выложить фотки жженных цанг.... Газовые линзы. Другим типом сопел являются сопла со встроенными газовыми линзами, в которых поток газа проходит через металлическую решетку, что придает ему большую ламинарность, обеспечивающую более надежную защиту, так как такой поток более устойчив к воздействиям поперечных воздушных потоков и действует на большее расстояние. Преимуществом сопла, обеспечивающего ламинарный поток газа, заключается в том, что можно устанавливать больший вылет электрода, что дает сварщику лучший обзор сварочной ванны. Газовые линзы также снижают расход газа. Фотографии прочих цанг и керамики: Разница в потоке при исп. простой керамики и газовой линзы Обычное сопло Сопло с газовой линзой http://weldering.com/sites/default/files/styles/large/public/tig_nogaslinza.jpg?itok=3-8cf7qlhttp://weldering.com/sites/default/files/styles/large/public/tig_gaslinza.jpg?itok=0uC7VVRc http://weldering.com/sites/default/files/styles/large/public/tig_graf.jpg?itok=K18nA3f5 При импульсном режиме сварки устанавливаются два уровня тока: ток импульса и ток базы. Значение тока базы выбирается из условия поддержания горения дуги. Плавление основного металла осуществляется током импульса, в то время как во время паузы сварочная ванна остывает (вплоть до полной кристаллизации в зависимости от параметров импульсного режима). Длительности импульса и паузы могут регулироваться. http://weldering.com/sites/default/files/styles/large/public/tig_impuls.jpg?itok=gcneMIMU При импульсной сварке шов выглядит, как ряд наложенных друг на друга сварных точек, причем степень их перекрытия зависит от скорости сварки. http://weldering.com/sites/default/files/styles/large/public/weld_joint.jpg?itok=rEhcF1yf Основные параметры режима ручной сварки ТИГ К основным параметрам режима сварки ТИГ относятся: - тип вольфрамового электрода; - диаметр электрода; - тип защитного газа; - сила тока сварки (Iсв); - напряжение на дуге (Uд); - скорость сварки (Vсв). Защитные газы Защитный газ выполняет несколько функций. Одна из них заключается в том, чтобы вытеснять собой из зоны сварки окружающий воздух и, тем самым, исключить его контакт со сварочной ванной и раскаленным вольфрамовым электродом. Он также выполняет важную роль в обеспечении прохождения тока и передаче тепла через дугу. При сварке ТИГ используются два инертных газа: аргон (Ar) и гелий (He), из которых первый газ используется чаще. Они оба могут быть смешаны друг с другом, или каждый из них с другим газом, который обладает восстановительной способностью, т.е. вступает в связь с кислородом. При сварке ТИГ в качестве газов с восстановительной способностью используются два газа, водород (H2) и азот (N2). Выбор типа защитного газа зависит от типа материала, подлежащего сварке. Электроды Внешний вид вольфрамовых электродов: Неплавящиеся вольфрамовые электроды для дуговой сварки в защитных газах изготавливаются 4-х типов (согласно ГОСТ 23949-80): ЭВЧ – чистый вольфрам без специальных добавок; ЭВЛ – вольфрам с добавкой окиси лантана (1,1 – 1,4%); ЭВИ – вольфрам с добавкой окиси иттрия (1,5 – 3,5%); ЭВТ – вольфрам с добавкой двуокиси тория (1,5 – 2%). Род тока и полярность влияют, прежде всего, на форму провара. Эта зависимость условно представлена на рисунке. http://weldering.com/sites/default/files/styles/large/public/tig_polyar.jpg?itok=HDQSSRz3 А - постоянный ток прямая полярность; Б - постоянный ток обратная полярность; В - переменный ток; В процессе сварки происходит затупление электрода и, как следствие, уменьшение глубины провара. Затачивать конец электрода для сварки переменном током рекомендуется в виде сферы, а для сварки постоянным током – в виде конуса. Угол конуса должен быть 28 - 30°, длина конической части должна составлять 2 – 3 диаметров электрода. Конус после заточки должен быть притуплен, диаметр притупления должен быть от 0,2 до 0,5 мм. http://weldering.com/sites/default/files/styles/large/public/image60.jpg?itok=Ut_y7qmR Процесс заточки электрода показан на рисунке ниже. При заточке электрода могут использоваться переносные аппараты, или стационарные со специальными направляющими для электрода или без них. Пример машинки для заточки электрода: Заточка W-электрода http://weldering.com/sites/default/files/styles/medium/public/tig_zatochka.jpg?itok=BcxFZJSa http://weldering.com/sites/default/files/styles/medium/public/tig_riski.jpg?itok=nToQobPV
1 балл