Лидеры
.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)



Популярный контент
Показан контент с высокой репутацией 22.03.2022 в Сообщения
-
8 баллов
-
@dekan, этот дефект устранит только хирург, надо срочно пересадить конечности в их исконное место. Как такое до стадии ОТК вообще дошло - для меня удивительно.3 балла
-
@dekan, миль пардон, конечно, но на фото не дефект, а абзац с большой буквы "П". Дайте чуть больше вводных - что, где, как, для чего производство?3 балла
-
Креативчик3 балла
-
Вроде сделал. Та что светлее с ней проблем не было, зажигаешь дугу, появляется ванна и дальше как по написанному. А вот с темной (вроде как оригинал) для меня не все так просто, зажигаешь дугу и ванна еще не появилась а в металле уже кратеры, как будто пористый шоколад, чуть подогрел и пузыри начали лопаться. Вроде заплавишь все, начинаешь зачищать а там не большой кратер, думаешь ща капну и все. Зажигаешь дугу и полный трындец, где было чисто вокруг опять кратеры. Попробовал присадку 4043, вроде с ней получше процесс, но не то. Потом вспомнил что где то смотрел или тут читал, что надо на присадке дугу разжигать и плавить ее смешивая с основным металлом, вот таким способом вроде все заварил.
 1 балл
1 балл -
@Лепило, здоровья и спокойствия !1 балл
-
Только "шоколад" этот будет попахивать ...
1 балл
-
Как обычно, пакистанцы... https://www.youtube.com/watch?v=--hrF4lyIKs1 балл
-
Приходит девушка на работу в темных очках, лицо побито, синяки под глазами. Подруга спрашивает: — Что случилось, Анжелочка? — Ты понимаешь, вчера лежу я со своим, а тут приходит мой! Приходит жена домой и видит: муж сидит прижавшись животом к горячей батарее и голова у него замотана полотенцем. Жена: — Что, Вась, заболел? — Нет. Это я новый способ испытываю, как забалдеть без выпивки. Я съел 200 грамм дрожжей, стакан сахара и запил литром воды. Сейчас должно забродить и выделить алкоголь. — А голову зачем замотал? — Чтоб крышку не сорвало. Ушла жена на кухню готовить и вдруг слышит в комнате страшный треск. — Что, Вась, все таки сорвало крышку? — Нет. Днище вышибло! Бежала лиса по лесу, а из кустов: — Ку-ка-ре-ку.... Лиса — в кусты. Возня, шорох с придыханием. Выходит волк, застегивая ширинку и поправляя штаны: — Вот что значит знание иностранных языков! — Абраша, скажи, а одиночество — это когда тебя не понимают? — Одиночество, Сарочка, — это когда тебя некому забрать из морга. Всё остальное — это так, временные затруднения... anekdotov.net1 балл
-
Сегодня по радио услышал (видимо кто-то из дикторов прикололся): В связи с запретом на ввоз наличной валюты (долларов и евро) на территорию России, местные предприниматели предложили наладить их выпуск (исключительно по программе импортозамещения) своими силами. Качество обещают неотличимое от импортного товара.1 балл
-
Это сродни санкциям против наших олигархов, народ прямо переживает)))))1 балл
-
1 балл
-
Поддон МТЗ. Пористость по середине стенки отливки. Вполне возможно, что расслоение произошло после удара или это литейный дефект, приведший к разрушению. Выжигать и перед сваркой облицовывать.
1 балл
-
selco Валерий,не всё так плохо. Времени свободного минимум,вечный недосып. У кого-то другие заботы.Работаем по-тихоньку,людям в поля надо и вечно что-то ломают или ломается.Панч "александровсий" и работает хорошо ,и выручает здорово,сплавление прекрасное.Но закидывать ветку стандарнтыми работами-смысла нема. Будет что-то прикольное - выложу,а пока просто рутина.
1 балл
-
Кто о чём,а голый про баню.... Улитка,излом по кругу. Вроде литьё неплохое по соcтаву,не считая,что при разделке "поймал" два места с пустотами Основное - Панч11, два "глазка" - МНЖКТ.
1 балл
-
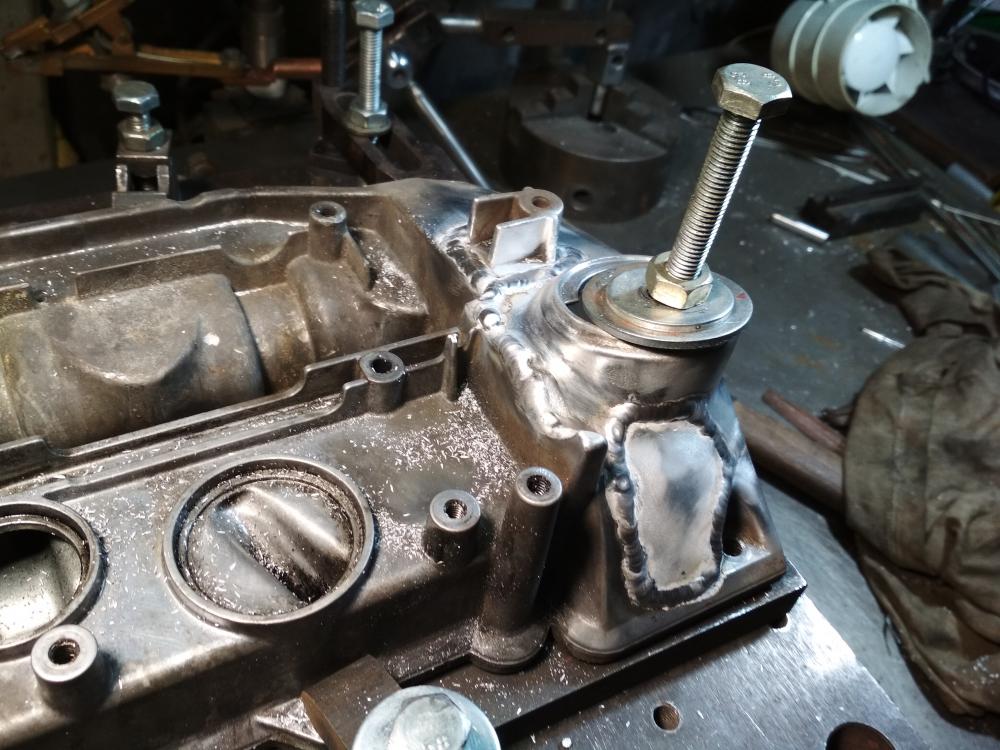
Клапанная крышка Мерседес. Это какое-то отдохновение души и тела)...без шуток - настолько качественный алюминий.
1 балл
-
Виктор,поддержу Но с оговоркой,что это касается не только ремонта люнета,но и любого узла\детали ,которые приносят в ремонт. Если твой мозг понимает,что надо делать усиление\раскосы\т.п , то надо делать невзирая на потерю товарного вида. р.с. единственный момент,что надо заранее обговаривать и предупреждать клиента.1 балл
-
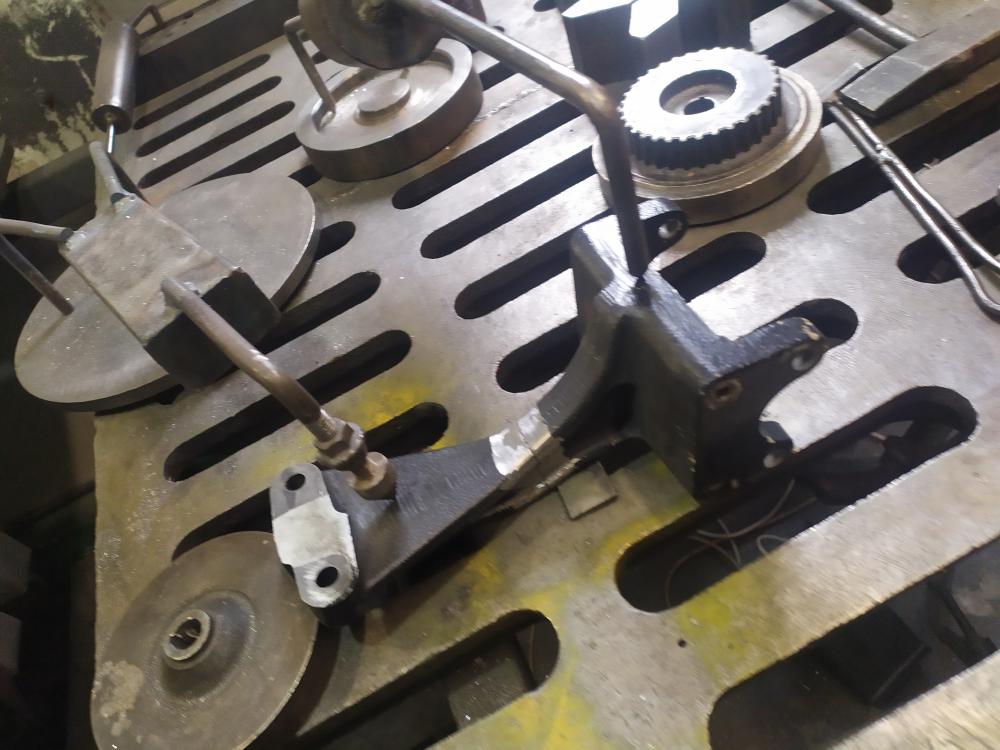
Как-то выкладывал фотографии ремонта люнета и, не помню кто, сказал,что люнет не испытывает серьезных знакопеременных нагрузок. В обычной жизни люнета -да, но бывают случаи, когда нагрузки на него большие. Просто хочу привести пример: валы 110/1800мм, кривые) заготовки. Чтобы выйти из положения - правки на прессе, делают зацентровку вала на станке, т.е. центры будут смещены относительно оси. Подготовка к черновому точению пред термообработкой - улучшение. ст40х. К чему я это говорю? Привозит один товарищ разломанный люнет. Просит его сделать. Хорошо. Делаю - на связях, с накладками и всей этой музыкой. Приезжает.. и с изумлением - А зачем накладки?..я его хотел продавать, а что теперь? Вывод: не надо идти на поводу у подобной публики -представьте, если бы такой люнет, прошедший косметический ремонт, работал бы с такой болванкой весом более полутонны?(точный вес считать лень) И что было бы, если бы этот вал вылетел из такого люнета.
1 балл
-
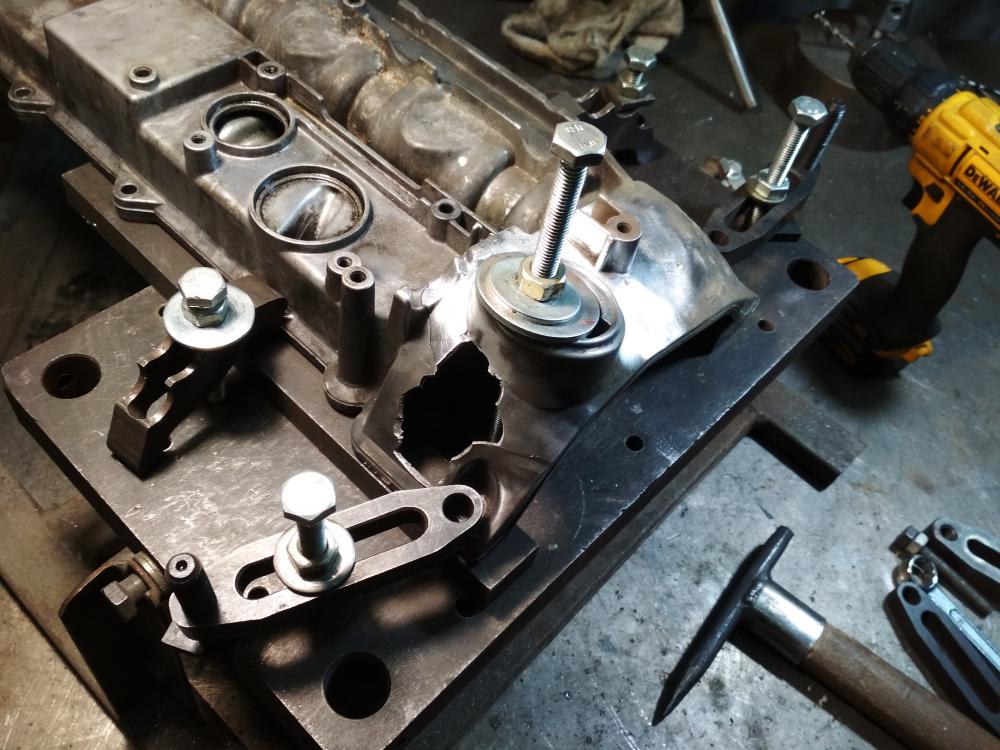
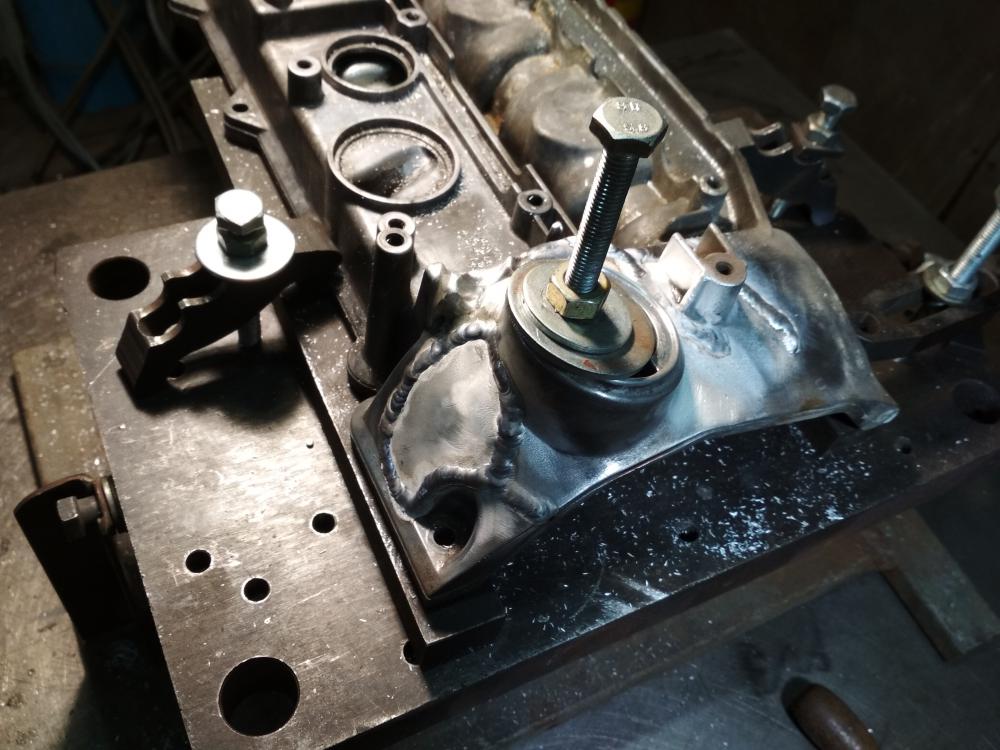
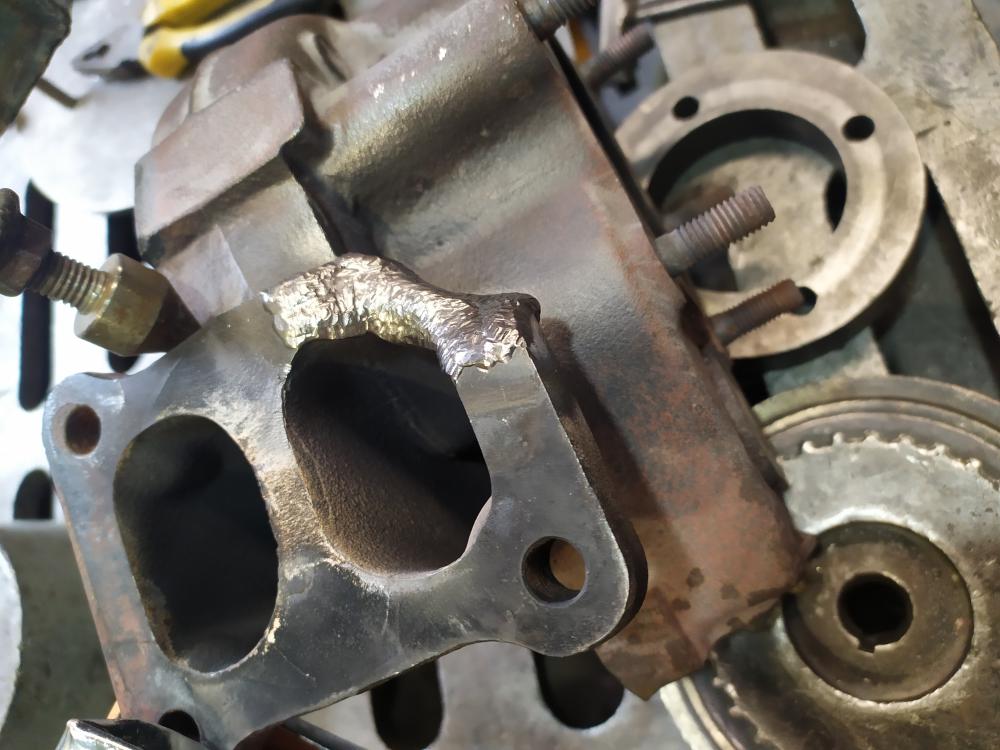
Колллектор ман вроде
1 балл
-
Вроде кусочек масенький,а намудохаешься так,что кажется,что блок сваривал Панч-11 хорошо лёг,пруток диа. 3мм, педаль,сундук Edon.
1 балл
-
Некачественная эпоксидка пошла в продажу,не держит течь на трещине блока. Стандартные сюрпризы с продолжением трещины после предварительной разделки. Все процедуры в стандартном порядке,без отклонений. Панч-11 "александровский"(форумчанин) лёг прекрасно. р.с. сайт "кувырнул " фото не с той последовательности,как я загружал
1 балл
-
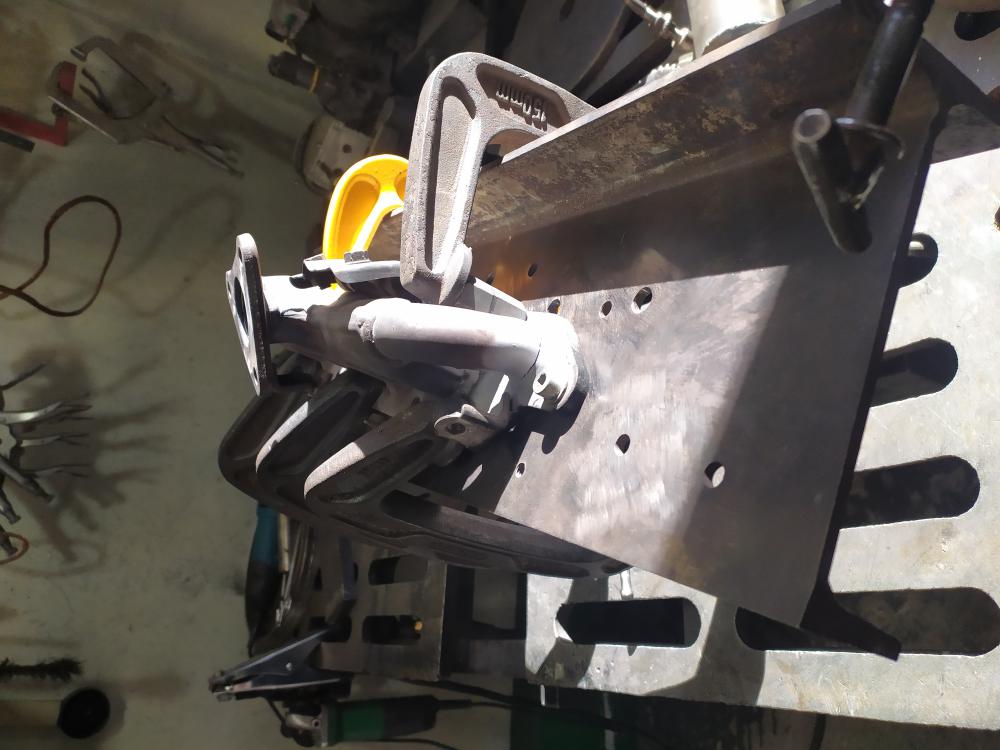
Коллектор,не чугун. Панч здесь не проходит. Сваривал NiFe
1 балл
-
Коллектора панчем сваривать одно удовольствие,что на холодную,что "подогрев в массе"
1 балл
-
@maybit, Говорено на эту тему уже достаточно, но каждый раз она поднимается вновь. Не буду касаться механической прочности медного шва , а речь о химической стойкости медного шва( медных сплавов) в условиях воздействия на него сернистых соединений, образующихся при сгорании топлива. Сера, если она имеется в свободном состоянии в топливе, почти мгновенно взаимодействует с медью и ее сплавами, образуя сульфидыhttps://www.chem21.info/info/146803/ т.е. через некоторое время медь превратиться в труху.1 балл
-
Ремонт тисков. Купил на рынке тиски. Невнимательность при покупке приводит к некоторым издержкам в дальнейшем. Губки оказались сырыми и не было для них упоров. Закалка губок -38ед., шлифование. Заварка отверстий, сверление новых и нарезание резьбы. Пластину с внутренней стороны лучше пропаять ПСр40, в принципе можно аларметом 211. Отверстия завариваются полуавтоматом панч, можно запаять. Пластина приваривается полуавтоматом, припиливается. Подогрев во всех случаях местный. После заварки отверстий, замедленного охлаждения не требуется. Сверлить лучше кобальтовым сверлом. Одну часть тисков сделал - четыре часа работы.
1 балл
-
Ну не в курсе человек, про ручную электродуговую сварку плавящимся электродом в среде инертного или активного газа Есть стойкое ощущение, что люди, для которых поллимона евротугриков - не деньги, здесь не тусуются.1 балл
-
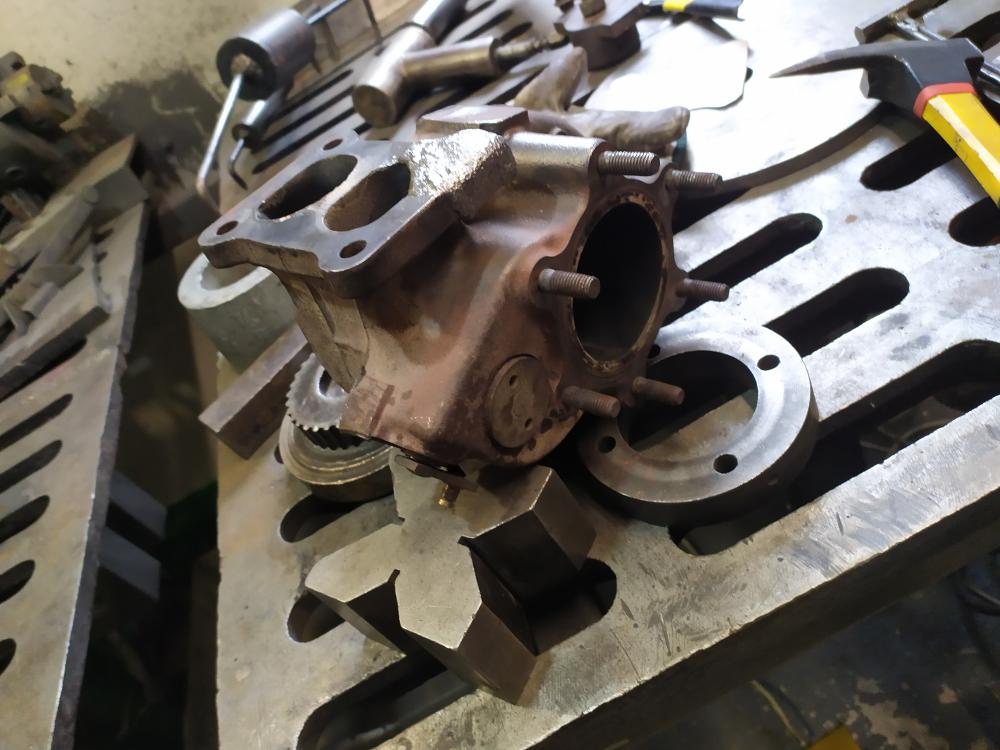
вот какой, корпус редуктора моста, патриот удалял, выгрызал и искал трещины 4 с половиной часа сварка на холодную в два прохода,панч 11,после проверки на керосин 2 раковины, подварил, думаю просто повезло все собрали, авто поехало будет работать или нет посмотрим
1 балл
-
Андрей , не совсем понятно где свариваются зубья ???? , по фото я так понял заварка раковин на зубьях и они выкрашиваются при работе ??? Ну и про "косичку" из трех металлов , нерж и медь еще понятно и "дедовские методы" , а вот латунь к чему и там цинк в ТИГ сварке помеха серьезная и нужны спец. методы с ним бороться , да и чугуну он как мертвому припарка . В общем сейчас не те времена тем паче буровики и добытчики и думаю финансы не поют "романсы " , то есть деньга есть ,,,,, так вот к чему это я все , да к тому что сейчас большой выбор присадок и спец присадок по чугуну и не чего изобретать велосипед , снабженца напрягли и пусть ищет да сейчас и искать долго не придется , вот как то так все. https://osvarka.com/svarka-metallov/svarka-cuguna katalog-nobitec.pdf tehnologicheskie-vozmozhnosti-perspektivnyh-metodov-svarki-detaley-iz-serogo-chuguna (2).pdf
1 балл
-
Прикупил по случаю крышку "гитары" моего токарного станка тв320, она с лопиной, для меня опять опыт с чугуном, варил отрезками по 4 см примерно, проковка, остывание до теплого и дальше. С телефона все же как то маленько кривовато фотки вставляются.
1 балл
-
Serj55441 Серега а у Александра я заказывал панч по моему 2 мм , и в косичку плести не нужно. У меня еще даже осталось а вот 1.2 уже заканчивается то что в косичку плетем. Чугун , деталь от пресса , панч по нему не пошел , пришлось МНЖКТ варить . Он ложился приемлемо , панч давал поры и свищи .
1 балл
-
Перевожу остатки панча 1.2ммх2 косички. Станина от тисков. Кстати,хорошая тренировка моторики и понимания сварки чугуна. р.с. но сваривать такой тонкой косичкой - геморно
1 балл
-
Вот и мне довелось поработать панчем по чугуну, блок ваз, место обжима прокладки гбц вокруг цилиндра Подчистил, разделал Ну и заварил с проковкой, правда ковал не сильно, все равно под фрезу. После фрезы тоже увижу-мне мотор этот капиталить, результат приложу.
1 балл
-
Выставил данную работу в подтверждение того,что с чугуном всегда надо перепроверяться,т.к. сюрпризы бывают частенько. Сама работа стандартна,разве что кому-то будет интересно "как сложить этажерку под латку" и сверху "паучком" прижать,чтоб ничего не шаталось. Далее латку можно выставлять по мм в любую сторону.
1 балл
-
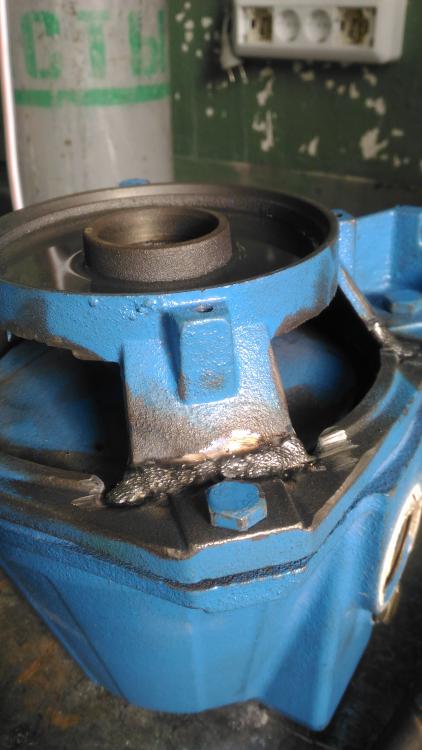
На днях прислали фото на вайбер с текстом,что наш опытный сварщик старался,но не вышло. Предложил или подарить кожух сварному или сдать на приёмку. р.с.Вообще-то надо было в тему "Кроилово" Ушко рванули. Вот здесь к месту 08Г2С после облицовки Панчем. р.с. станочники уже обработали и отдали,говорят,что итоговая работа приятно удивила клиента.
1 балл
-
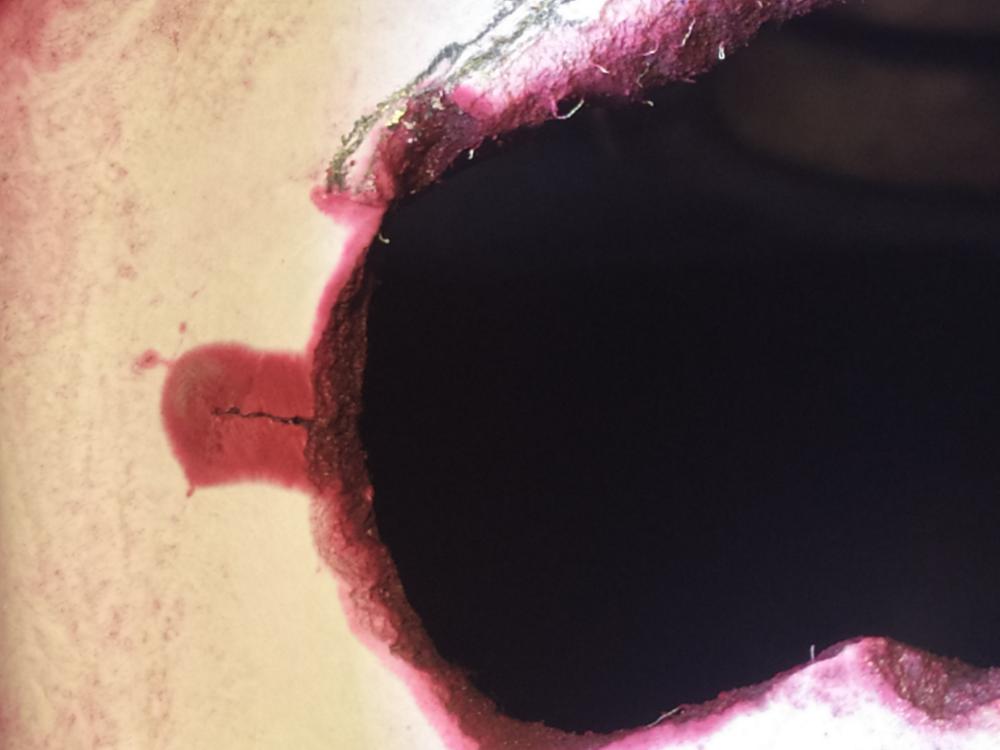
Проявить место плохой\некачественной сварки чугуна пенетратом - надо быть гением. Пенетрат помогает найти невидимую глазу трещину. В данном случае ,чтоб понять дефект,то надо мазать меловым раствором и обратной стороны керосиновую пробу.1 балл
-
Если работаете педалью, то "дайте тапку" и растечётся панч красиво. Если нет,то ампераж выше и спад поболее. р.с. не слушайте рекомендаций про диапазон 90-110, ловите полное сплавление и не будет горбыля.1 балл
-
И я наконец отмечусь в этой теме. Пару недель назад приехал ко мне ПАНЧ11, наконец-то попробовал - что это за зверь. Специально для этих целей лежали 2 размороженных насоса... Результат очень порадовал - только пара небольших пор, хотя настроился на долгий и тернистый путь, не ожидал такого от чугуна с дешевого насоса, тем более что прихватки от ПА кипели очень сильно.
1 балл
-
Сегодня швея-мотористка принесла по виду чугун, напильником по скаблил вроде чугун. Запчастюля ну очень мелкая.Заварился хорошо
1 балл
-
Абсолютное баловство. Легкая развлекаловка с чугунами, но это неплохой заработок)... В общем, это по поводу проковки швов...где надо проковывать, там надо проковывать, а где не надо, там не надо...сварка на холодную.
1 балл
-
Точно но это уже на подсознании а лучше вообще в распор и чуть выпуклой ))1 балл
-
Сам не знаю зачем ему сказал так сделать. . первый раз латку ставил, век живи век учись. Спасибо за подсказки!1 балл
-
Зашел в коем то веке в раздел тут на форуме , "сварка чугуна" , Я не могу на это смотреть . Это как ? как так можно ( не удивлюсь конечно если ответит он все работает . Но понимать то должен что это халтура , работа на "отвяжись" . Полуавтоматом . обычной проволокой . Я все конечно понимаю и понимаю что там нет напряжения шва как такогого при сварке ибо тянуть нечему , к основному масиву блока приваривается маленький фрагмент он и тянется швом к блоку . Как при нагрузке будет держать эта сварка , отслаиваться будет как шпаклевка ? А вот в сборе ( я конечно понимаю что мол клиент попросил , разбирать неохота и так сойдет . Но малейшая стружка , брызги сварки от полуавтомата , там постели кален вала , вкладыши , им хана . Тут варишь блоки в разборе , и потом все проверяешь , далее моторист в мойке перед сборкой все вымывает , что бы не соринки . Я даже еще на канал не заходил там почитать комментарии , боюсь что много последователей одобряющих там. И порой думаю , чем я занимаюсь и нафига , может так сойдет ? Коль уж клиент готов платить за такое ?1 балл
-
Кустарь"Коле стало интересно".. Он задал мне вопрос в личке, но я без спросу расскажу своё виденье вслух. Чугуна приходится сваривать немало. Вот свежая сделанная деталюха. Просили оформить так,чтобы не было видно сварки...здорово, меня есть классные молоточки и маленький навык проковки. Именно эту работу делал косичкой из "залежей загашника" 1мм или 1,2 мм из первого "александровского" панча скрученного втрое,т.к. было интересно по какой причине(как писали на форуме) большим спросом для РАДС спрашивают этот диаметр. Изначально начал на Edon 200, но делая прихватки понял,что тока не хватает(тепло убегает) и приходиться педаль выжимать до упору. Это неудобно. Переключился на Edon 315. Хоть и шлейф на нём дубовей,но работать педалью и ловить сплавление намного комфортней и быстрей.Но фото видна последовательность прихваток,сварки и организовал типа усиления (косынку).Потом под покраску,клиент доволен. По поводу косички из 3-х жил - для меня лично неудобно и долго. Это раньше я скручивал в три жилы,а сегодняшнем понимании скрутил бы в 4 или 5 жил.Но для меня эта работа была "проба пера" и я лишний раз убедился,что при таких толщинах намного проще и удобней работать с прутком 3мм. И с блоками также сподручней 3мм...если топим педальку Педаль( ампераж не знаю), Edon 315, скрутка из панча, проковка молоточком(где-то есть фото в моих постах), горелка 20HG, вольфрам 3.2мм(кажется WT-20), сопло 6L резанное пополам.
1 балл
-
@Serj55441,У меня знакомый есть, сварщик так себе, но деньги очень любит, за тиски сразу выставляет цену 4.000.руб. и простой проволокой на ПА св08г2с заваривает...1 балл
-
Наверное последние тиски в моей практике...Зарёкся! Больше не беру тиски в работу. Эти пришли от товарища,с которым в своё время сидели в детском садике рядом на горшках. И до сих пор умудрились ни разу не поругаться....но это уже вторые тиски ,пострадавшие от него Дальнобойщик однако...крепок в руках. Панча уходит очень много,но это своего рода возможность тренировки укладки шва типа бабочки,можно изобразить и стиль "МИГ",типа полуавтоматом сварено. Можно сваривать и на холодную и ковать-ковать
1 балл
-
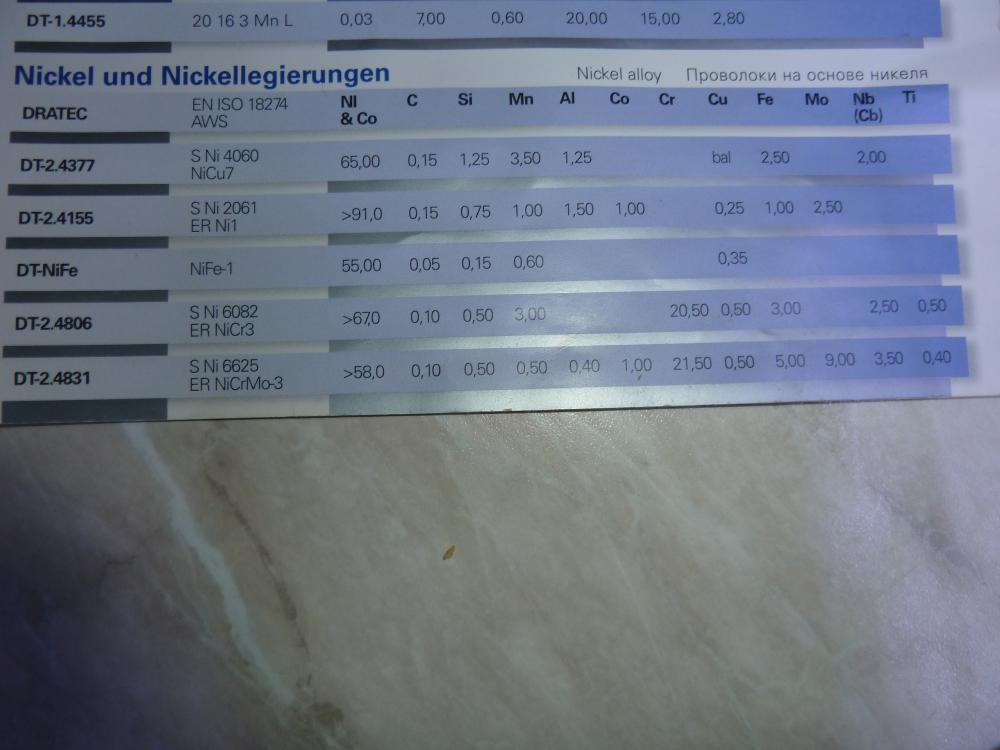
Липпольд Д. "Металлургия сварки и свариваемость нержавеющих сталей"1 балл
-
======== В самом металле, я думаю, не будет такого перепада. Из 301 америкосы космические корабли (или их узлы)делали, и даже прототипы SpaceX, при том что 301 - она и более углеродистая, и фосфора больше, и "полезных добавок" меньше чем в 3041 балл
-
Стояли трубки из метала, клиент просит удлинить. Подумал что нет смысла "городить огород", выпаял старые и впаял медные. Немного размялся, сварив скорпиона из подшипников. Немного не в тему, ну пускай будет здесь.
1 балл