Лидеры
.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)



Популярный контент
Показан контент с высокой репутацией 21.03.2022 в Сообщения
-
Уже непонятно нычне- кризис нам ни почём или уже почём. Исполнил свою давнюю мечту- купили с женой дом. Вдалеке в высоком здании моя квартира. Раньше смотрел на дом из квартиры, а сейчас из дома на квартиру. Метров триста пешком . Медленно как обезьяны переползаем с одной ветки на другую. Вернее держим все ветки четырмя руками.
 8 баллов
8 баллов -
Креативчик4 балла
-
Только "шоколад" этот будет попахивать ...
3 балла
-
Случайный кадр рабочих будней. .
3 балла
-
Лепило, с праздником!!!3 балла
-
Присоединяюсь, и здоровья2 балла
-
Товарищи купили станок, помогаю со столом
2 балла
-
@Лепило, с днюхой!1 балл
-
@Лепило, всего наилучшего!1 балл
-
Прежде чем клин резать , надобно рычаг прихватить , ну и потом можно клин или еще как. Рычаги разные бывают из разных сплавов , то есть хрупкие и мягкие кои могут деформироваться , вот на кросс Чезет мягкие были но все равно иногда ломались когда деформация - изгиб превышала гибкость металла. В общем что довольно мягкие те скорее типа АМЦ и они на цвет светлые то почти как чистый алюминий , хрупкие АК , и эти темнее . Варить можно тем и тем держать будет до следующего падения и как правило вот рычаги первыми встречают землю . Вижу у ва вроде светлый рычаг и значит не хрупкий варите 5356 , а еще лучше АМЦ присадок (ER-1100) . ----------------------------------------------------------------------------------------------------------------------------------------------------- Ну и вот моя малая мото сварка , отголосок и к тому же мото http://websvarka.ru/talk/topic/17637-s-novymi-tcenami-v-novuiu-realnost/?p=473929
1 балл
-
Сегодня по радио услышал (видимо кто-то из дикторов прикололся): В связи с запретом на ввоз наличной валюты (долларов и евро) на территорию России, местные предприниматели предложили наладить их выпуск (исключительно по программе импортозамещения) своими силами. Качество обещают неотличимое от импортного товара.1 балл
-
Заказ по нержавейке делаю
1 балл
-
Таких объявлений 99% интернета забито, на время обучения 50)))) а после обучения целых 53 минус 20 штрафы и прочего по факту 35-40. А какое гордое название электрогазосварщик а? Звучит? А по факту сборщик, грузчик, комплектовщик, Вася принеси подай.1 балл
-
Ну раньше как было, за 200 долларов платилась одна пенсия, а теперь этих 200 долларов на две пенсии хватает. Профит!1 балл
-
Вы на своих ошибках привыкли учиться? Покупайте что хотите...Кроилово приводит к попадалову. Аппарат Гроверс Компрессорные гораздо хуже по качеству: чаще "травят". Причем даже в тех местах ,где " подключил и забыл ". ни с того ни с сего...
1 балл
-
Раздуло ее , а это значит что внутренние ламельки полопались и отделились от самой соты . Дальше пойдет раздуваться , и чтобы это остановить нужно наружные ламельки повыламывать с неким запасом в низ и вверх от вздутия, соту поправить и вставить некий упор можно алюминий можно деревяшку на компаунд чтобы не выскочила , и если этого не сделать , раздует до самых бачком ну и конечно порвет то есть будет новый свищ1 балл
-
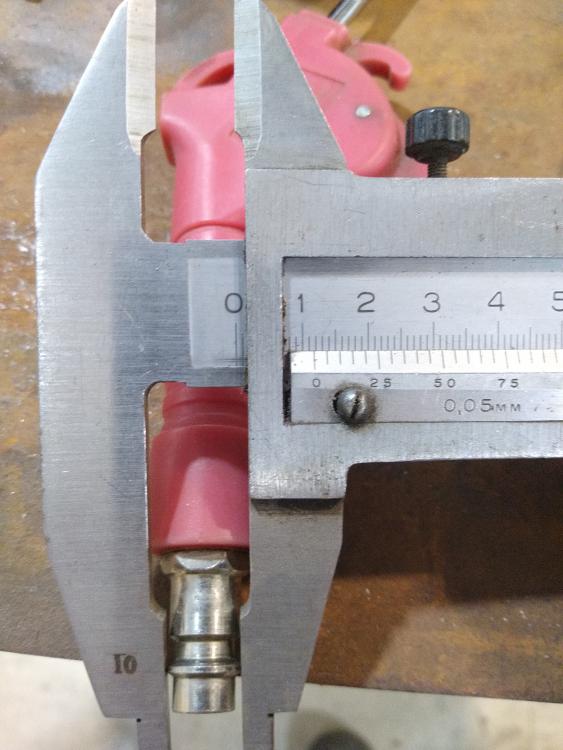
Трубки,трубочки,пляски с повторением изгибов. Но при сварке и позиционирование стыков однозначно "третьи ручки" - ляпота. Обжим стакана не фоткал,т.к. с новым кримпером оттиск ни с кем не спутаешь
1 балл
-
@psi, промасленные чугуны получше будет на переменке варить?1 балл
-
Ну пусть будет распайка а не отрыв трубки сегодня паял вроде оторваны от основания, рядом с целой сотой грел не по деццки, для припоя 4047, и боялся распаять соседнюю но вот удача - не распаялась1 балл
-
Как может распаяться припой который всего навсего на 50- 80 градусов ниже темп. плавления основного металла, это не распайка а микротрещины после прогрева вылазят1 балл
-
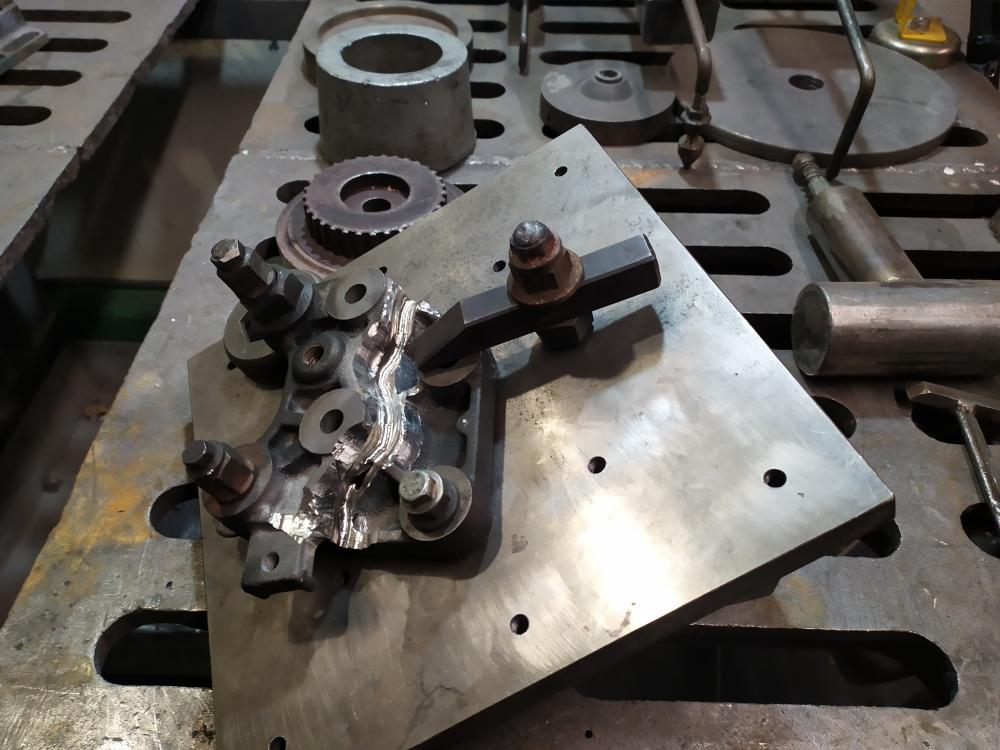
Вроде фигнюшка маленькая,но пока выставишь правильно,то упреть можно.
1 балл
-
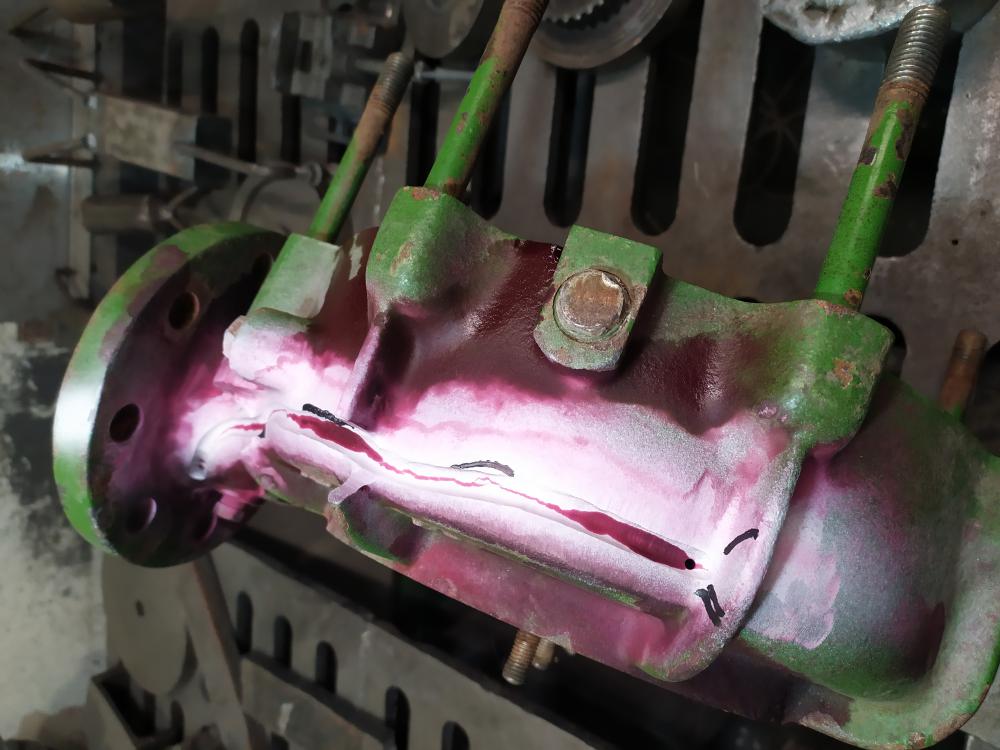
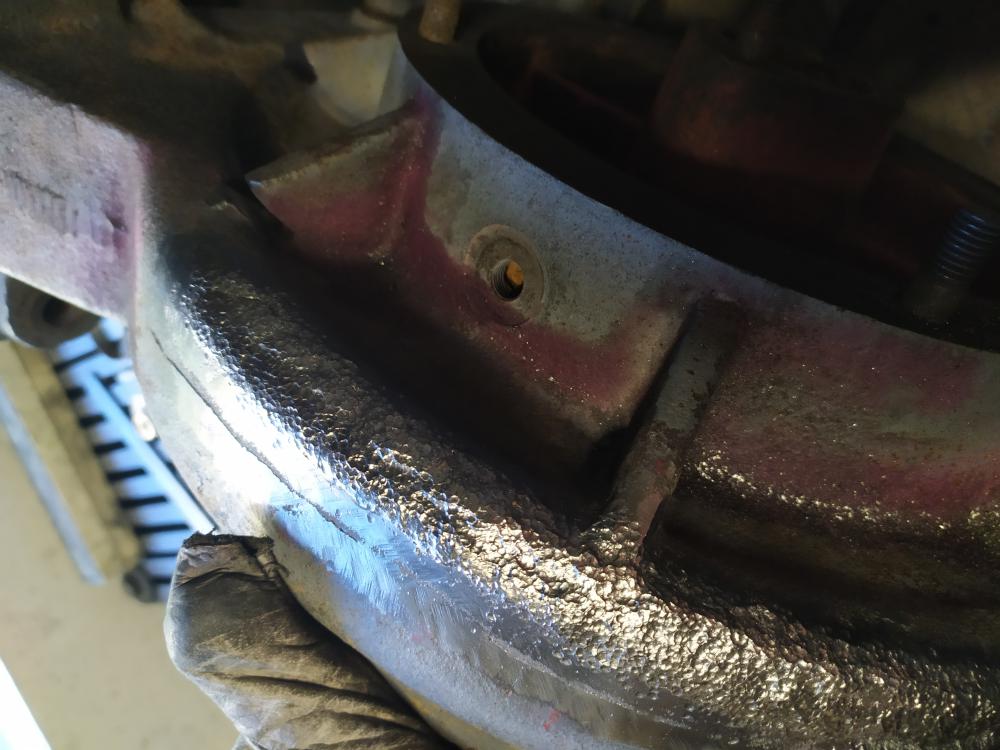
Я про теорию и практику. Разнятся они,как не крути. Хотя надо(и приходится!) почитать то,что раньше было и как сегодня бывает. Разные материалы,разные сварочники,разные руки и т.д. Не стоит на месте развитие в этом плане. Теория твердит,что Панч-ем сваривают на малых токах и движения горелки только вдоль шва. А вот на видео наглядно,хоть и не очень чётко видно,что движения поперёк шва и токи приличные были при сварке улитки.Всего 2трещины, 37+48 см=85см х в 2 прохода=Всего 170см шва . Там где потоньше до 130 ампер,там где горловина и ребра жесткости,то доходило до 160ампер. Просто ложишь и топишь пруток и заливаешь,педальку в пол.Но не до дури,контролировать сплавление надо. Кстати,если вы видите плёнку в ванночке,значит ток маленький,лужица ванночки должна быть чистой. У меня получается,что очень схожа ванночка ,как при сварке алюминия - аналогично.И всё делать шустро. Снимал на телефон через маску,первый раз. Стояло 13 дин,но всё равно немного ярко.1 балл
-
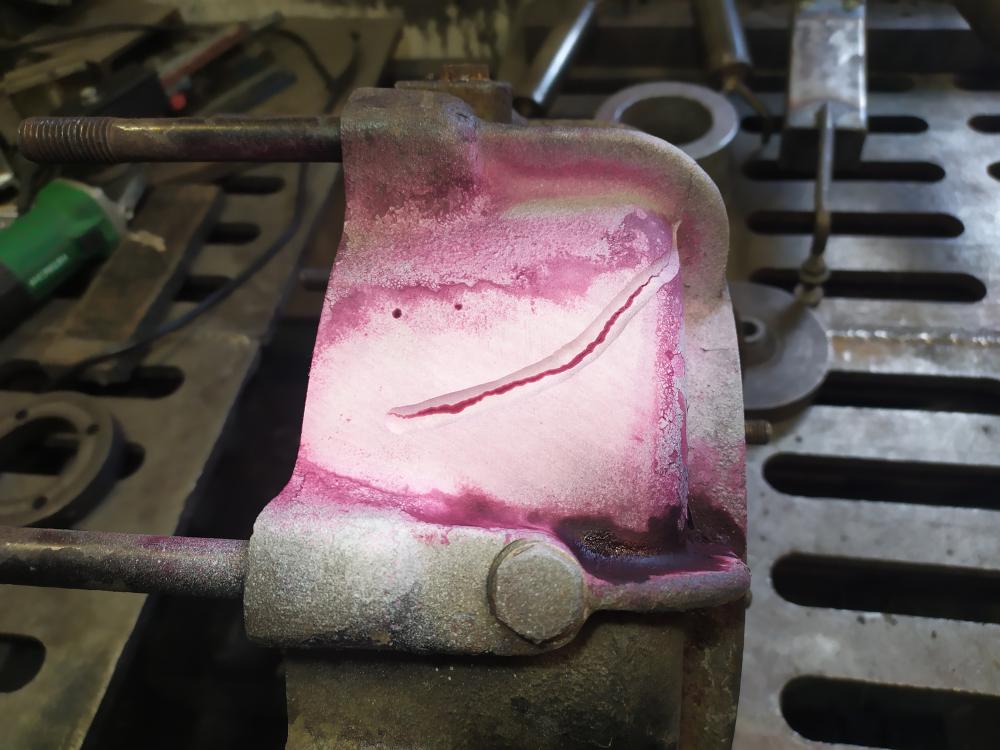
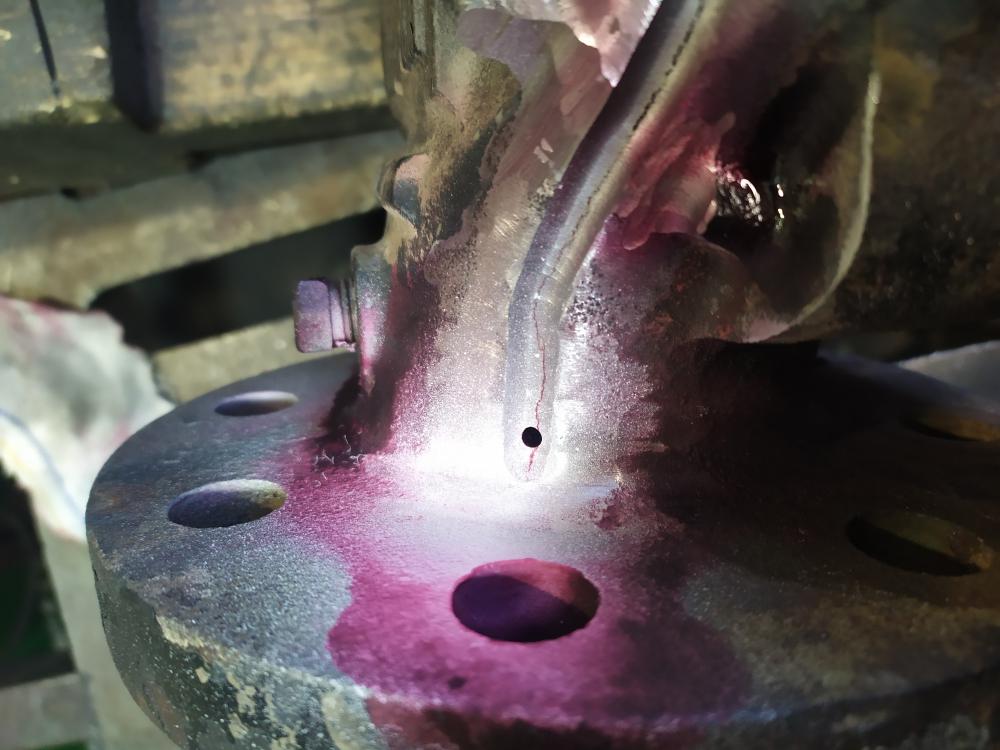
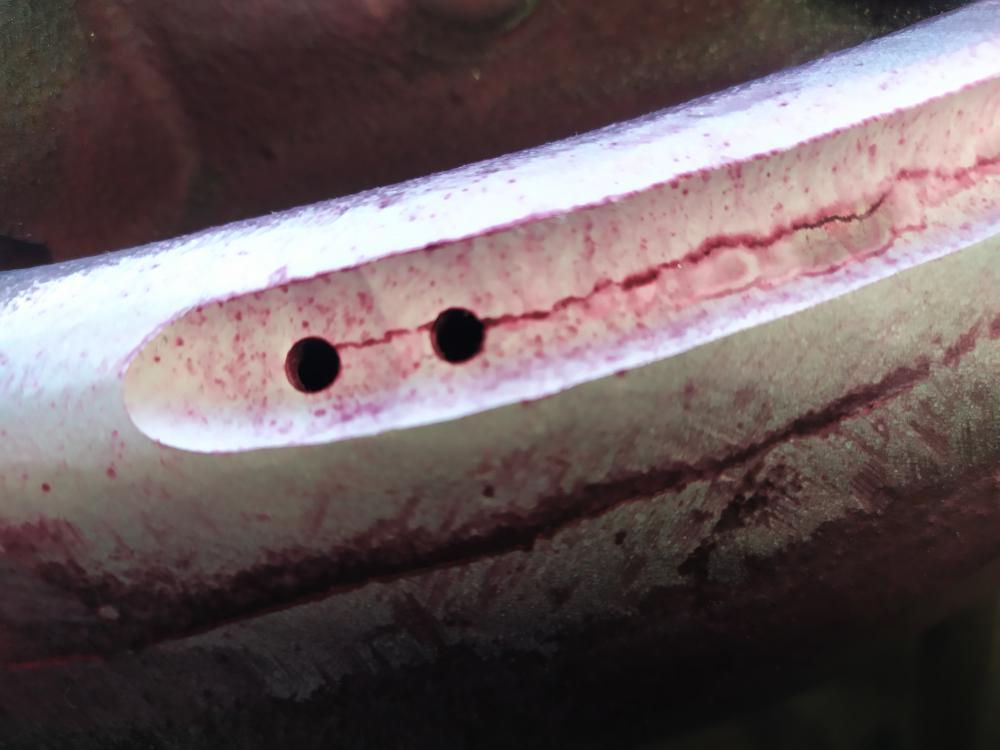
Закончил работу со второй трещиной на улитке насоса. Задолбался гоняться за окончанием этой трещины,пока не снимешь верхний слой ничего не понятно.
1 балл
-
Если ещё не надоел с чугуном,то уже неплохо. В работу пришла "улитка насоса" с двумя трещинами. Пока работаю с одной и лишний раз убеждаюсь,что перепроверять окончание трещин всегда надо обязательно.
1 балл
-
Попросил сосед по гаражу подварить,а так наверное финансово не целесообразная работа.ПАНЧ чет пузырился сильней обычного,а МНЖКТ нормально лягла.( Стучал молоточком патамушо он у меня красивый и я люблю им стучать, вот.)
1 балл
-
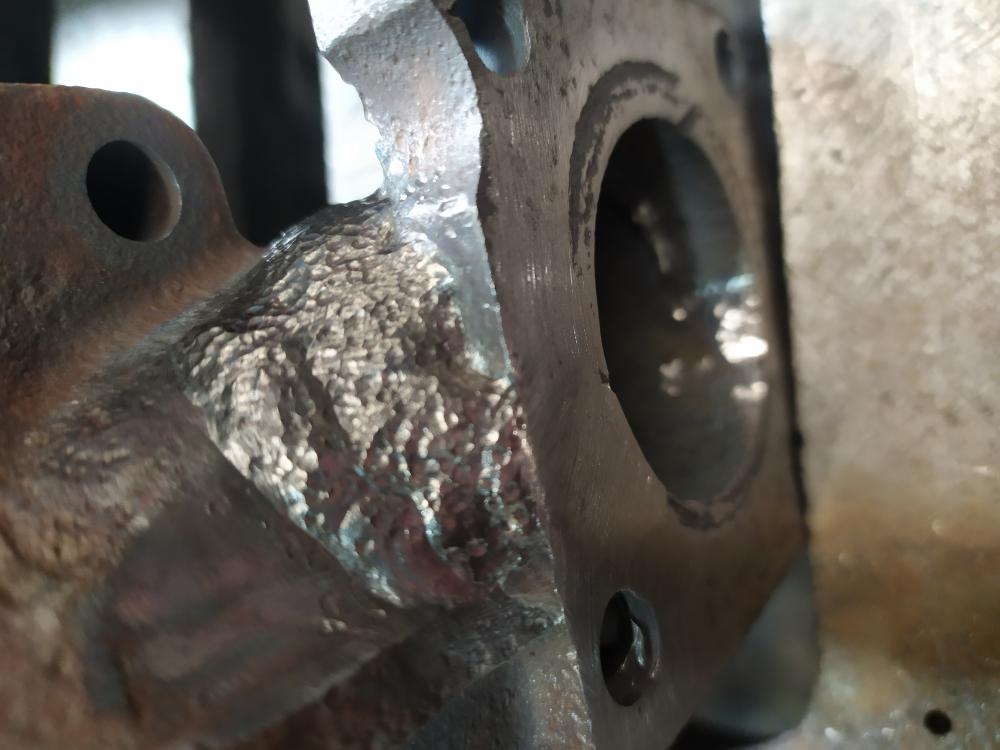
Сначала надо было скумекать,как спозиционировать обломанный кусок. Потом разделка с одной стороны и сварка,потом другую сторону разделал,но немного по-другому.
1 балл
-
Прикольно Но я к Кагору лучше отношусь,к хорошо сваренному!Сила! (р.с.так и в самом деле Кагор готовят) Первый раз такая хитрая решётка от плиты досталась,ножки-вставки. В очередной раз "александровский осветлённый" панч помогает.
1 балл
-
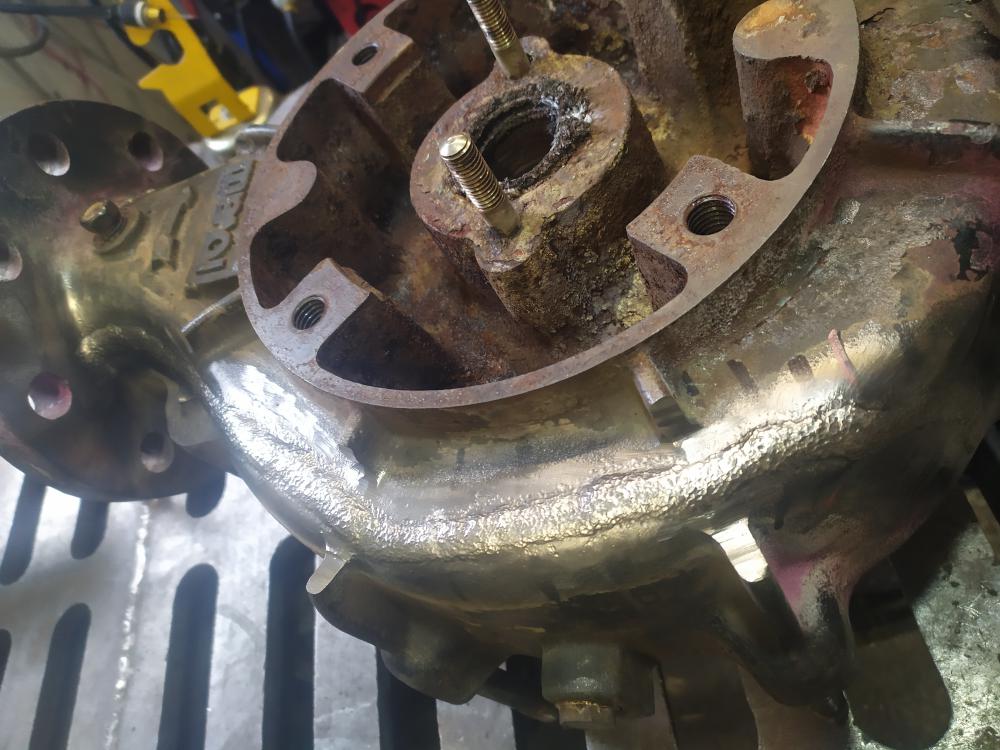
В октябре 2020 года клиенту кажется не понравилась цена озвученная мной. Потом пришёл в конце ноября...опять не договорились.Он ушёл думать. Принес 13 января и я от дурости(или доброты душевной) согласился делать дешевле. Итак, при наварке первого уха я даже припевал "тили-тили,трали-вали,на старый-новый год работу подогнали".... При наварке второго уха я устал быть сварщиком-наварщиком А при наварке третьего ушка я начал разговаривать сам с собой... р.с. плакировка панчем,далее Св08г2С, переходы с тела коллектора подправлял тоже панчем. Проковка каждого слоя.
1 балл
-
Разные чугуны по разному себя ведут во время сварки. На "бочку" Ауди 80 часто ставят газовую установку 2-го поколения (в целях экономии) При этом иногда возможны такие хлопки в выхлоп, что выпускной коллектор трескает. И как ни странно, он (коллектор) отлично варится с подогревом обыкновенной проволокой Св08Г2С .. И к тому же нормально "ходит" в последствии. А вот уже у большинства WV Crafter коллектора трескают практически в одном месте и свариваются, как правило на холодную, при помощи ПАНЧа. У вас на фото, по моему субъективному мнению, были не правильные параметры сварки. Сварочный шов должен был более растекаться. При подогреве "на горячую" и при отсутствии печи, наилучшим вариантом остуживать, наверное будет закапывать деталь полностью в сухой, теплый песок.1 балл
-
Максим , ну вот а говоришь не поддается и по Цветной последней фотке видно что усе в норме , ну осталось два пятнышка и это не что . С чего сий коллектор? Вот надо было после первого "треска" , рядом засверлиться с обоих сторон и вкрутить болтики и потом их меж собой схватить и ...., в прочем вот посмотри силовой редуктор в 2018 делал и работает до сих пор . http://websvarka.ru/talk/topic/12185-svarka-chuguna-tig-om/?p=375991 А вот и коллектора один вообще истлел - сгорел , но латку поставили чтобы им добраться до дому . http://websvarka.ru/talk/topic/12185-svarka-chuguna-tig-om/?p=3776061 балл
-
Что то не поддаётся мне чугун. На холодную не хочет. Нагрел до красна перестало вроде лопаться. Теперь остынет сделаю цветную, посмотрю что получилось
1 балл
-
То для этих целей используем утеплители из минваты,шинель,одеяла. р.с. не серчайте,но некоторые ваши вопросы вызывают улыбку и подсказывают,что вам надо все ветки форума про чугун почитать. И многие вопросы сам отпадут. Думаю,что с коллектором справитесь,а далее познавать и вникать.1 балл
-
При сварке чугуна обыкновенным, не никелевым электродом, сварной шов так науглероживается от чугуна, что точить резцом его после сварки иногда вовсе не возможно из-за повышенной твердости. Вот потому и токарь запретил сварку штучным электродом. Был свидетелем ситуации,когда какой-то идиот прихватил в нескольких местах венец на чугунном маховике мерса 123-го,вместо разогрева и посадки на горячо. После этого знакомый токарь пытался чуть проточить лишние "сопли" Резцов около 6-ти различных сломал, пробовал точить на разных оборотах.... я думал что всю подачу, всесте с резцедержкой у него на 16К20 к чертям оторвет.1 балл
-
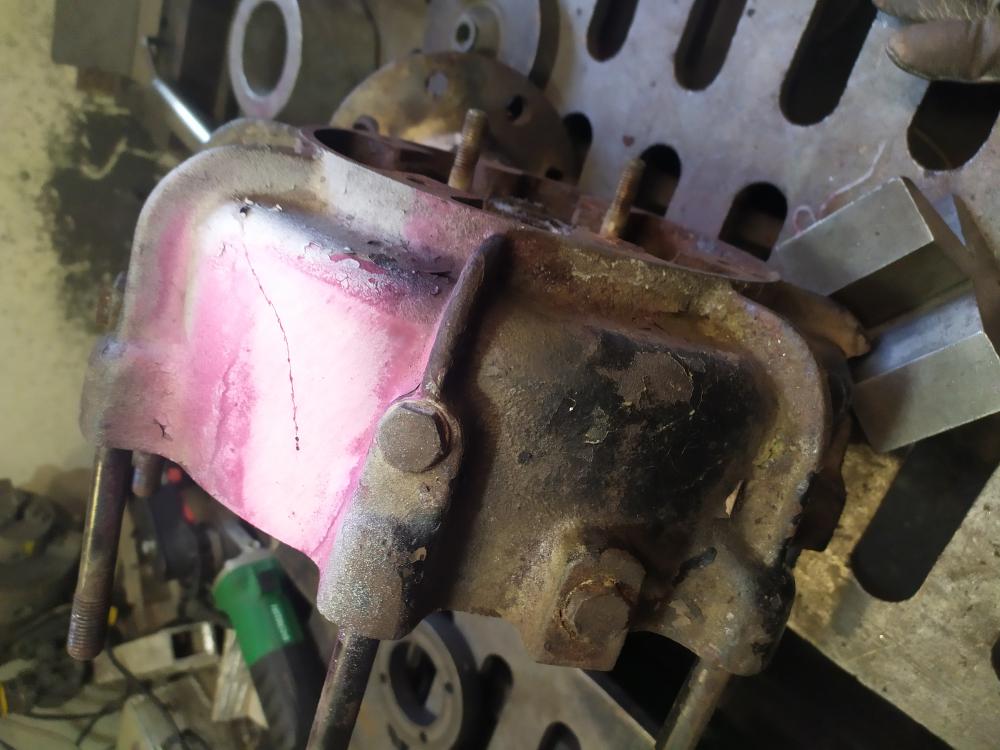
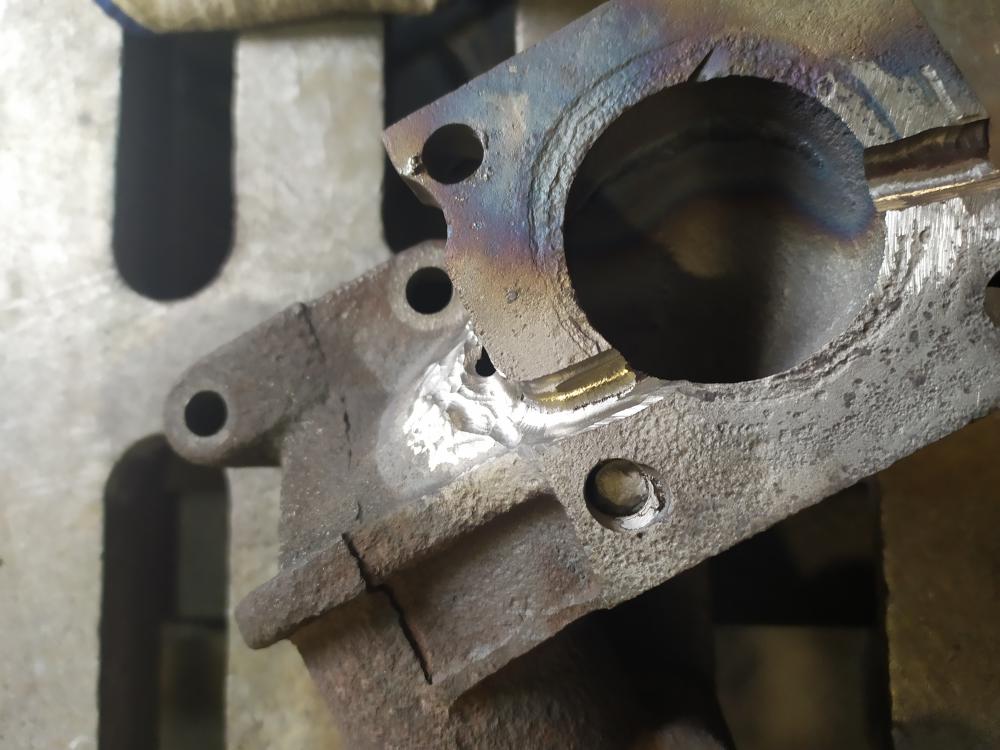
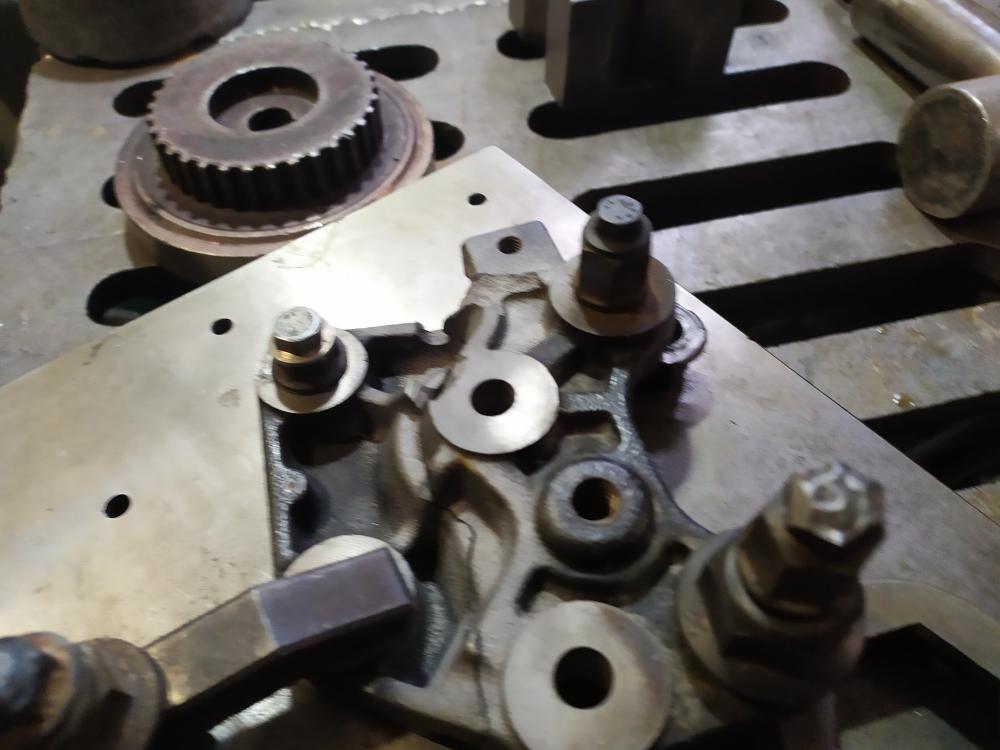
Какое-то крепление,вроде камазовское.
1 балл
-
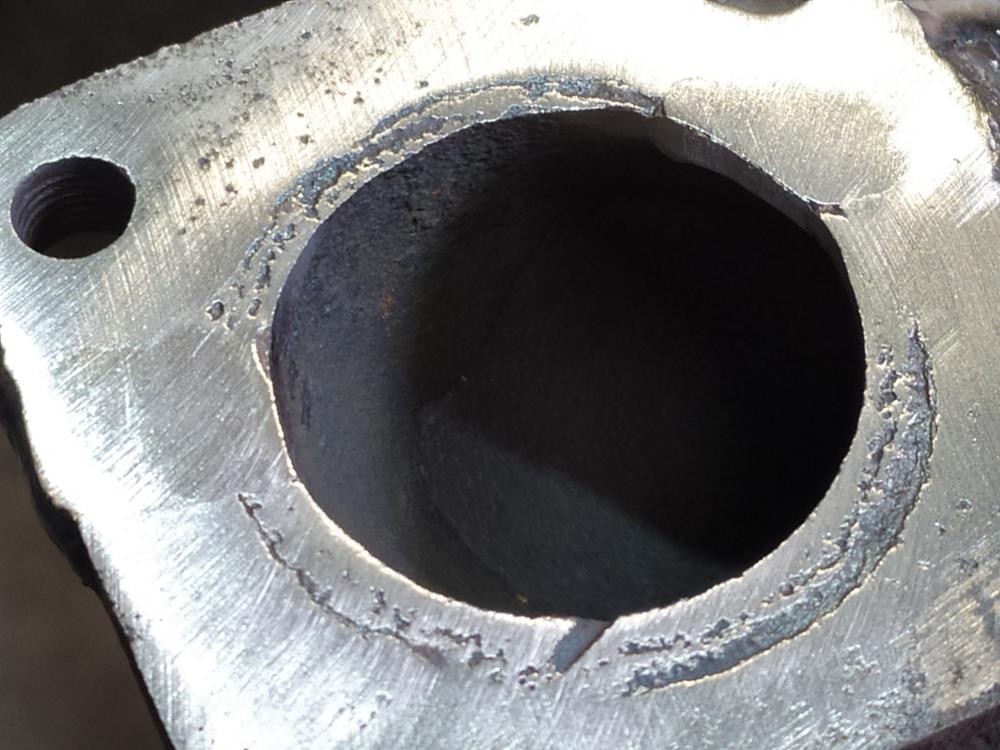
Не знаю от какой модели коллектор,но очень своеобразный, кривой и жесткий что ли. Предварительно мерял линейной,была кривизна.Выбрал фаску и когда притягивал к швеллеру(шлифованный),то трещина разошлась. При затяжке болтов даже на одном сорвал резьбу,заменил.
1 балл
-
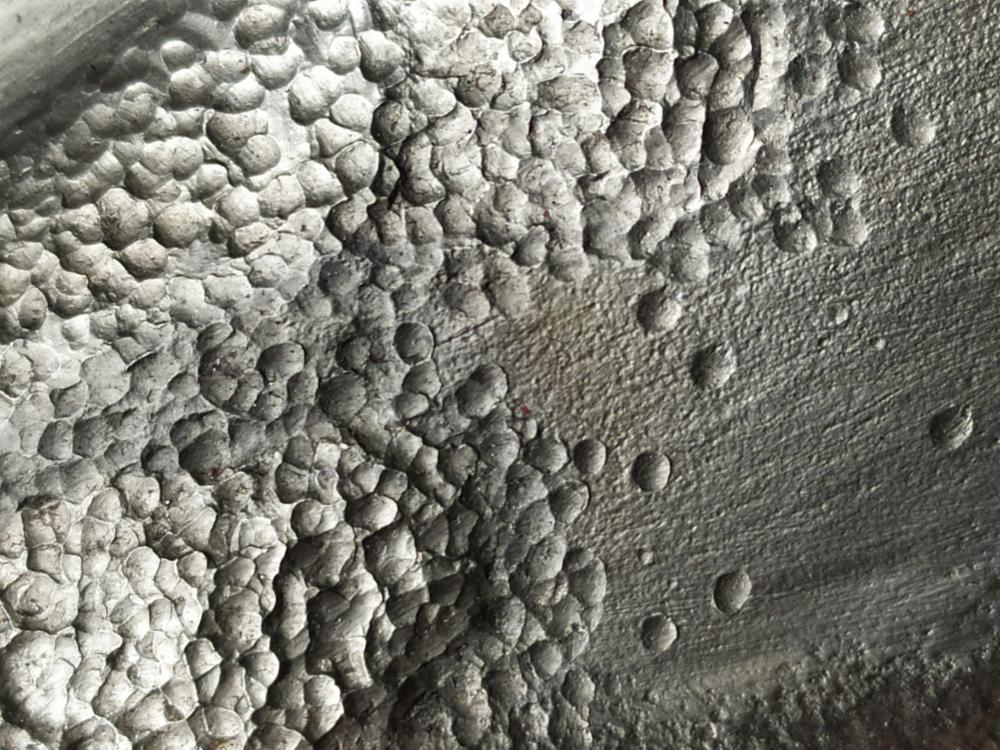
Шкив. Варить кусочек не стал. Наварил и обточил болгаркой. р.с. покраска -отсебятина,прибиваю клиентов. Да и мне нравится,когда эстетично на выходе. Коллектор,пескоструй и фиксация на шлифованном швеллере. Грел в печи 360 градусов. Обварил,где мог подлезть.Потом остывание. Далее разделка,но попал на гнилое место,после повторного нагрева наваривал "мостик-шляпу". "Реферамбы не пою", но технологам Александр ПАНЧ 11 Уважеск! На одном из фото видна свариваемость Панча "осветленного". Сундук Edon 200, педаль,панч-11, вольфрам 2,4мм,линза.
1 балл
-
Валерий,не могу так сказать. Потому что,с каждой деталькой\блоком\агрегатом понимаю и осознаю что-то новое. И получается,что от касания дуги и до "ответки от чугуняки" всегда присутствует маленький тремор,хотя не пью спиртного,кофе и зелёный чай (только черный или травяной). Я уже писал,что все проделанные работы не выставляю. Они типа стандартны...там дыра,там кусок наварить и подобное. р.с. ужасный сон сварного - или аргон закончился, или звук "тиу-уууу"(трещина)..1 балл
-
Какой-то крепление от мотора. Самое трудно было выставить по излому и в плоскостях. Помощница - маленькая чугунная поверочная плита,шлифованная. А в остальном всё по схеме - панч 11, сундук Edon 200, горелка WP-20, вольфрам WZ-8 2.4 + линза.
1 балл
-
Обруч от какой-то редкой бетономешалки.
1 балл
-
Тов. Точмаш, да не рвите вы себе так душу. Не переживайте сильно. Всё исправно работает.Клиент занимается ремонтом и продажей насосов,я ему помогаю в сварке.Возвратов не было и это показатель,а не вы. Стандартные работы с улитками не выкладываю,т.к устал бы заливать фото,такая же ситуация и с коллекторами. Всё рутинно. Эту улитку выложил потому,что как правило после первого прогона пенетрата и первичной сверловки визуальных трещин,и первичной разделки всегда есть шанс найти продолжение трещины. "Фифти-фифти",но я сам себя перепроверяю. Пенетратом пользуюсь потому,что он предназначен для этого.И подтверждение тому эта улитка,и до этого выкладывал блок. И другим советую перепроверять. А на блоке в этой теме продолжение трещины сначала увидел от пыльцы,когда разделывал подкладывал магнит. Потом уже перепроверился и всем советую. Нет пенетрата,то подкладывайте магнит и всегда разделывайте "в плюс 1см" от предварительной сверловки окончания трещины. Проковываю,потому что молоточек у меня классный . Даже тогда,когда кусок висячий вроде рваться нечему. Я так хочу и так делаю. В том то и дело,что я понимаю,что я делаю. В отличии от вас тов.Точмаш я практик,а не теоретик. И работаю нестандартно. Когда многие утверждали,что с чугуном надо работать на малых токах,то я "учился на кошечках" работать педалью доходя до 190\200 ампер. Мне было интересно и ставил парня рядом при "эксперементах на кошках" и он говорил,что показывает мой сундук при работе педалькой. Не всегда,но в основном от 110 до 190амп. Теория это здорово,но я писал уже о том,что достаточно скупал блоков\улиток\прочего со свалок. После сварки частенько отвозил "пушкарю" и он мне просвечивал. Потом вместе смотрели плёнки. Чистое любопытство и отсюда и мои выводы.Да метод стар,но при понимании о многом можно сделать заключение. Поры на границе сплавления? Не смешите мои седые ноги!!! Александровский новый панч имеет такое сплавление,что и проковывать не надо,он просто заливается,как с чайничка и "бабочку" можно выкладывать. Но я буду ковать,так учил Сергей krech и я с ним согласен. Я писал о том,что в новый "осветленный" панч добавили меди. Может многие не обратили на тот мой пост внимания, но я первый увидел это и об этом написал. Лично не спрашивал Александра об этом,но у вы при желании можете задать вопрос ихнему технологу. А теперь как вы любите писать...Вопрос - кто из использующих новый Панч увидел добавление меди и озвучил это??? Вот этом и разница между теоритическими знаниями и практическим пониманием. р.с.тов.Точмаш,вы так часто меняете своё сообщение,что я не успеваю понять,на какие замечания отвечать. Кстати,ваши работы,как и других форумчан я тоже смотрю,делаю выводы для себя. Если что-то будет непонятно или закрадутся сомнения,то обязательно вас спрошу. Хотя давно пробывал спрашивать,но толку не было. Но ничего страшного1 балл
-
Очередная улитка насоса. Как закономерность,после предварительной разделки и повторной проверке выявляется бяка в виде продолжения трещины. Сундук Edon-200,на холодную,Панч "александровский", горелка Wp-20, вольфрам Wt-20 диа. 2.4мм,педаль.
1 балл
-
Передняя часть стартера. Напоследок немного шлифанул,чтоб нормально село на посадочное место
1 балл
-
Блок от Мерса. На холодную,Панч "осветлённый" от Александра. Сундук Edon-315, педаль, WZ-8, горелка Wp-20.
1 балл
-
Рабочее колесо немецкого насоса.Что можно было ожидать от чугуна в подобных изделиях? Ответ очевиден,но не в этом случае.Класс чугуна очень высокий,скорее всего, это никелевый чугун.. Свариваемость примерно такая же,как у 356 алюминия.
1 балл
-
Попалось сегодня такое безобразие - крышка четырнадцатикиловатного немецкого двигателя.Чугун средней паршивости.Столько наварено с двух сторон -места живого нет.Ничего особенного в этой сварке нет,но хотелось обратить внимание на следующее:вырезать надо все наваренное ранее,как бы не хотелось этого делать,но надо.(тиг и полуавтомат)
1 балл
-
@Weldermax, латку не отжег, напряжения в ней могли вызвать трещины.1 балл
-
Не ,,,, и вот без газа я чето плохо усе представляю . Ну а вот по поводу выбора диаметра ПАНЧ проволоки и выше спрашивали . Мое предположение ,,,, малого диаметра 0.8 и 1мм проволочка дает более концентрированную дугу сопротив 1.2 мм и выше и это для чугуна не очень то есть вероятность отбела и закалки возрастает в разы . Но сие только мои предположения ,,, так как опыту сварки ПАНЧ полуавтоматом не какого и разве чо выше на видео - проба пера .1 балл
-
Металл шва проковывается для того,чтобы снять напряжения .Разумеется,что буду присутствовать внутренние напряжения,вызванные усадкой металла шва,которые в свою очередь вызовут деформацию сварного соединения как в продольном,так и в поперечном направлениях,но это не замкнутый контур и привариваемый "отросток" не закреплен жестко,поэтому поперечная усадка будет осуществляться свободно и напряжения будут незначительными или отсутствовать .1 балл
-
Может и необязательно варить его Панчем,но желательно, т.к. сварка чугуна Панчем - гарантия.А нержавейкой или св08 - лоторея. МНжкт - 100 % герметичность,стелится на "ура" CuSi3 - чистая пайка,нужна сноровка и малёхо опыта.1 балл
-
На сведущего не претендую.Но если верхнее посадочное место сожрано,то такую выполнял. Подготовка - выгрызание до свежего металла,небольшой прогрев газовой горелкой и наплавка ПАНЧем с паузами(оствыванием),с обязательной проковкой. Желательно не жалеть и выбирать "труху" там,где будете варить,так же самое не жалеть и наплавлять ПАНЧ в плюс,чтоб потом не доваривать.На некоторых моторах не важный чугун и после обработки могут быть поры,они не работоспособность не влияют,т.к. гильза и внизу, и вверху уплотняется или резиновыми кольцами или специальными бумажными(на ощупь как-будто пропитаны парафином). Но про поры,которые могут вскрыться после обработки вы должны сразу огласить,а то есть "рукодельники",которые твердят,что это брак. Еще наваривал нижние места гильз,но там наплавлял МНЖКТ. Так что можно смело делать,главное не спешите цифры оглашать,сначала взвесьте все ньюансы, включая,что варить наверняка прийдётся в позе "Z". р.с. снимать двигатель незачем,если есть закрытое помещение,где можно работать.Мы голый блок от Джон Дира вчетвером выгружали из бусы и всё равно я его на полу варил. Ещё был опару моторов от грузовиков и несколько от импортных тракторов. Тьфу-тьфу-тьфу все работает и эти клиенты другие железячки на сварку таскают. Главное никуда не спешить и всё тщательно подготовить.Кстати,первый мотор наплавлял отбитым от отмазки ОК 92.78.Тоже мотор ходит,а это V-образный мотор от трактора и навряд ли трактору дают отстаиваться.1 балл