Лидеры
.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)



Популярный контент
Показан контент с высокой репутацией 19.03.2022 в Сообщения
-
Как обычно, пакистанцы... https://www.youtube.com/watch?v=--hrF4lyIKs3 балла
-
Товарищи купили станок, помогаю со столом
 3 балла
3 балла -
У нас на заводе в обмоточном цеху делали все точно так , только заливали кузбаслаком и в печь ., ну и балансировка статика\динамика, двигатели работали даже когда насосы заливало с макушкой шламом . П.С. а то калоши калоши .2 балла
-
Как обычно, кронштейн поводка стеклоочистителя. Спасибо японцам, что не ЦАМ.
2 балла
-
Заказ по нержавейке делаю
2 балла
-
Встал как родной. Все таки у нас все чз одно место делается ))) сначала привезли цилиндр, когда я его закончил они уже догадались съездить рыхлитель привезти.
2 балла
-
стрела рыхлителя1 балл
-
Вот вы в правильном направлении . Смотрите , длинный наконечник Дайхен чистая Япония , ну и для сравнения рядом евро стандарт . Ну и молибден , можно просто натереть (кстати отверстие под проволоку тоже можно натереть и зубочистка деревянная в помощь+шурупчик) и на день интенсивной сварки хватает для всех видов металла .
1 балл
-
Что вы так оскорбились-то ? Как объясняли нынешние экономисты , на дворе в России рынок, который все расставит по своим местам своей невидимой рукой ,и обусловлен он двумя ключевыми факторами - предложением и ценой, и, насколько я понимаю современную российскую экономическую политику, абсолютно неважно каким образом будет представлено на этом рынке предложение - китайскими или марсианскими товарами, главное, его насытить. Насытили, но как прибыло, так и убыло. Теперь о конкурентоспособности. Если российские товары конкурентоспособны, то почему рынок сплошь импорт? Та же ваша Инвертика. Что там может быть российского, кроме российских рабочих? А по Абинску и Металлам Урала - свое металлургическое производство - оставим пока это за рамками дискуссии. Коснусь знакомой мне темы - компрессорного оборудования Красноярского компрессорного завода. Выпускают блок-контейнеры с установленными в них компрессорами ДЭН (даешь энергетическую надежность, типа догнать и перегнать) Прекрасные надежные машины. А теперь давайте посмотрим из чего они сделаны. Винтовые компрессоры Роторкомп (Германия 40 000тыс. часов без капитального ремонта); частотные преобразователи Шнайдер Альтивар (Германия),контроллер Аэрмастер С1( Бельгия); вся клапанная обвязка немецкая. Теплообменники китайские и только одни 90 -110 кВт российские двигатели общепромышленного назначения. Что здесь российского, кроме сборки? ...и так в общем-то по всем позициям промышленных товаров на российском рынке . Хорошо это или плохо? ..ближайшее время покажет.1 балл
-
Плитку клею, швы затираю. Почти каждые выходные.
1 балл
-
Месяц выкармливали, попал в руки с околокритической массой тела. Несколько дней назад выпустили. Его сразу встретила стайка стрижей)
1 балл
-
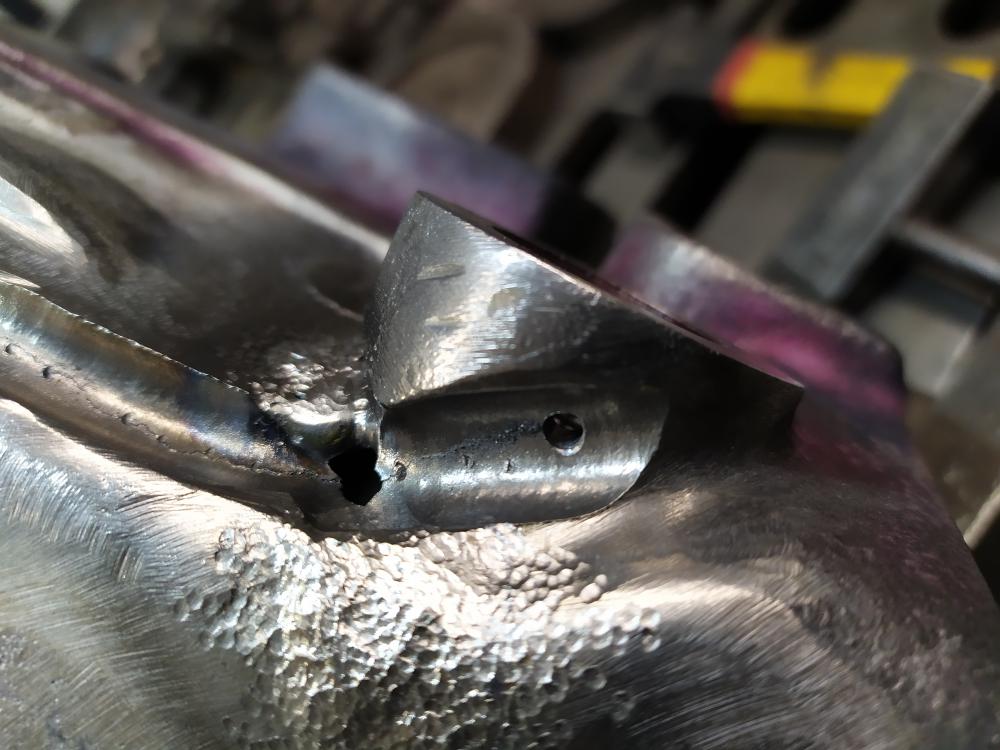
Ну да,борфрезами. Чаще с редким зубом,хоть они позиционируются под алюминий. Но и чугун грызут отлично. Главное или хорошие очки(у меня облегающая мягкая оправа по контуру) ,или полноценный щиток. А то иглы после такой фрезы хорошие вылетают. Вот этот корпус принесли типа : "Мы молодцы,уже разделали,ты быстро завари".... Лучше бы и не лезли туда болгаркой и кривыми руками. р.с. очень нравится свариваемость "осветленного александровкого панча"
1 балл
-
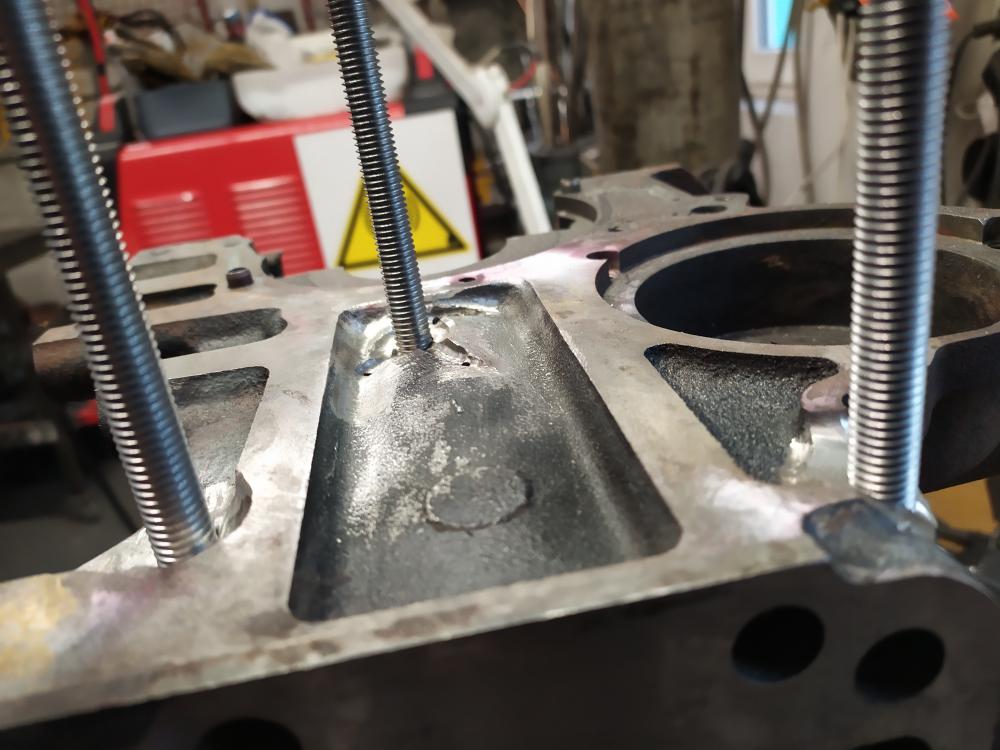
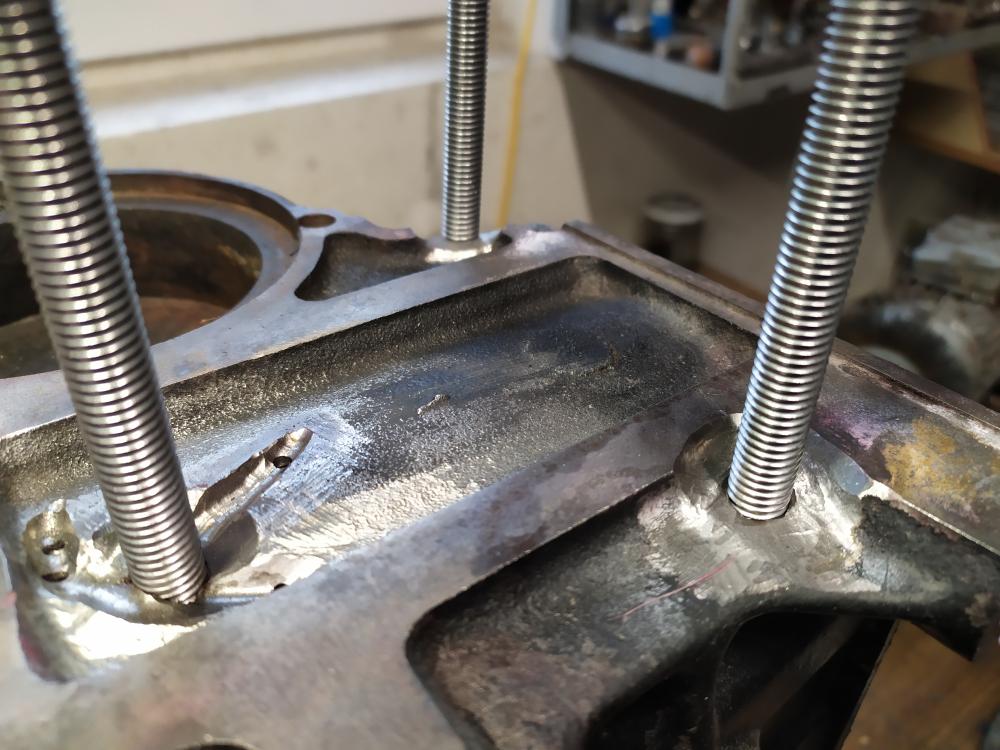
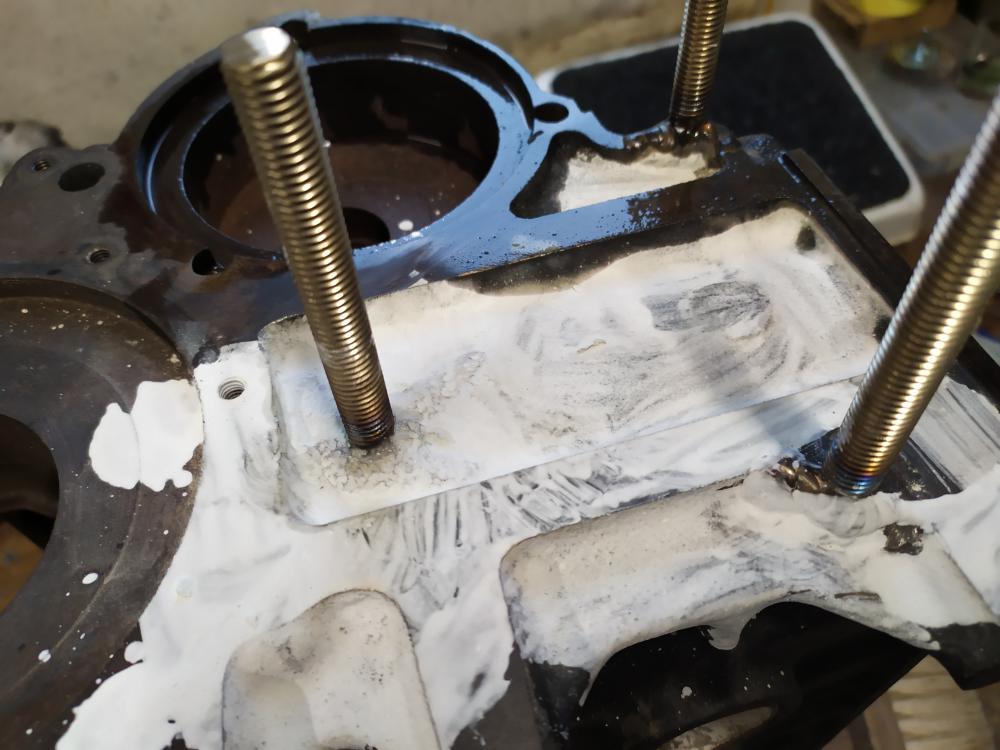
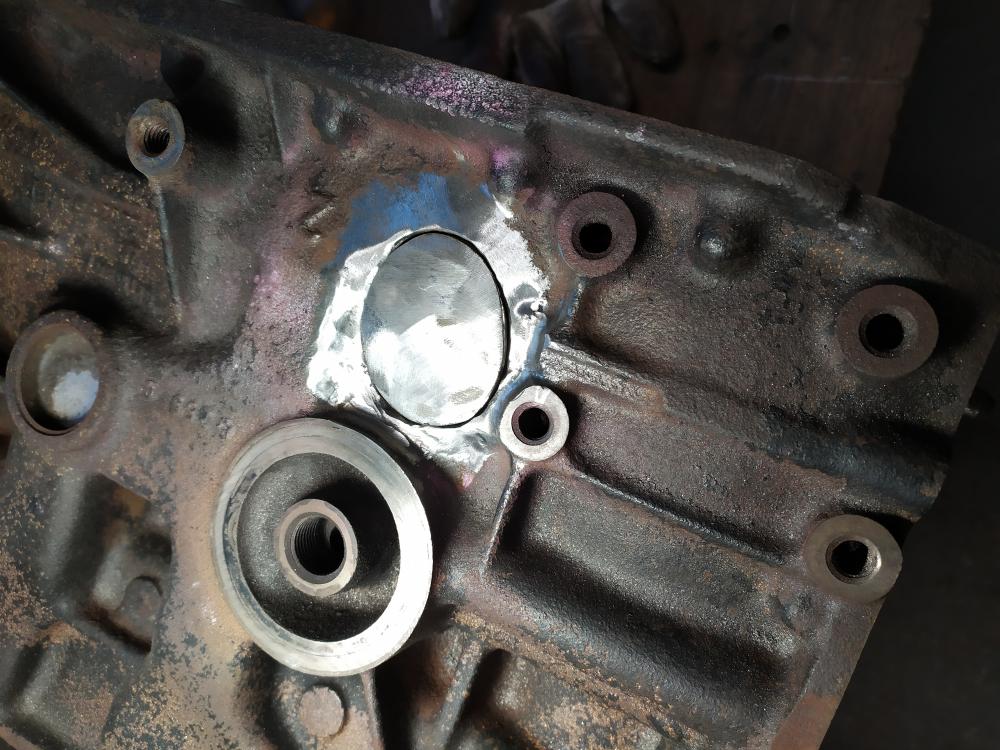
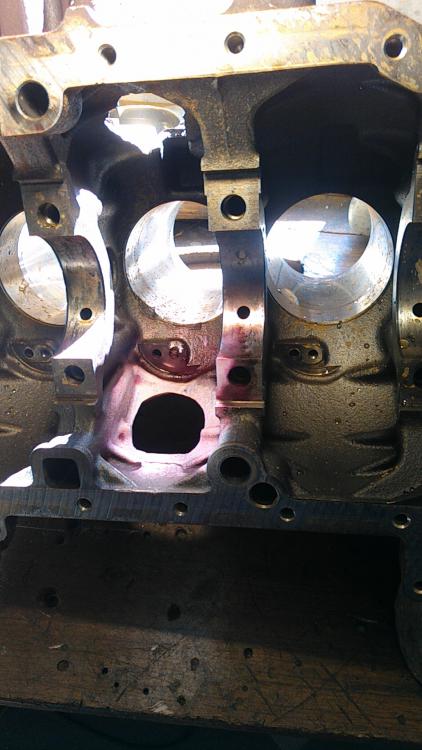
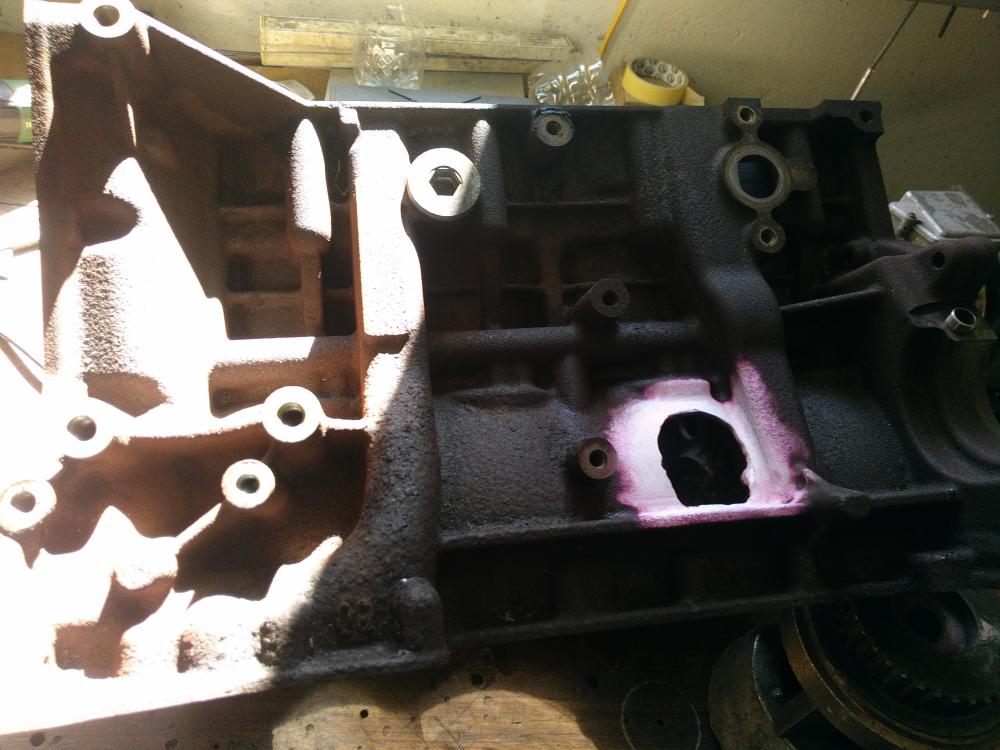
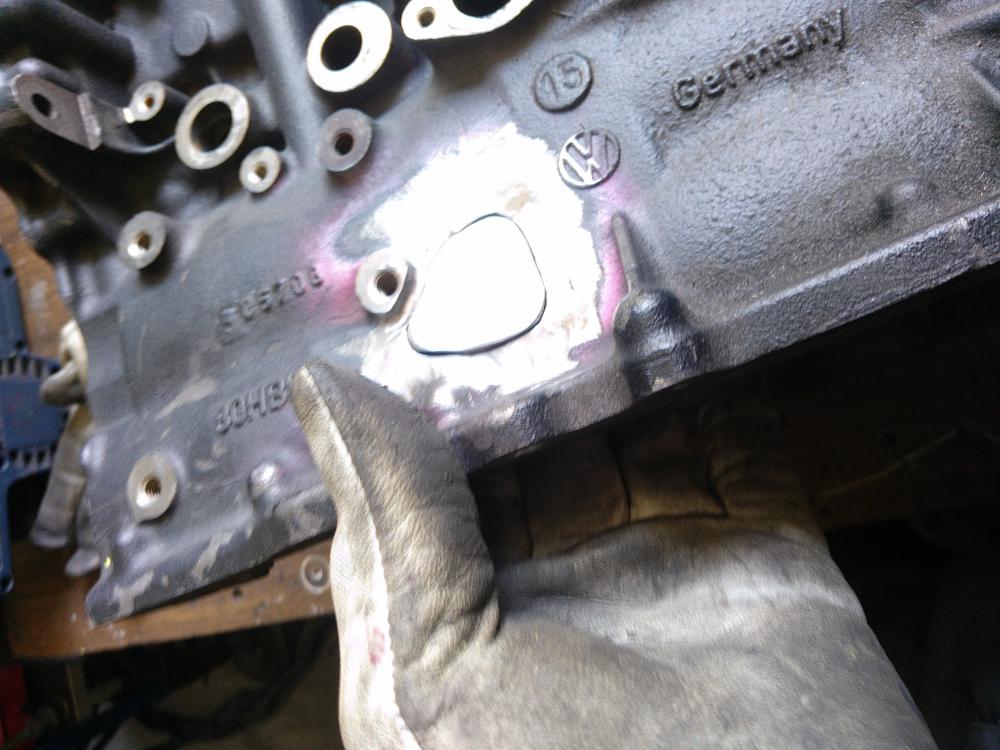
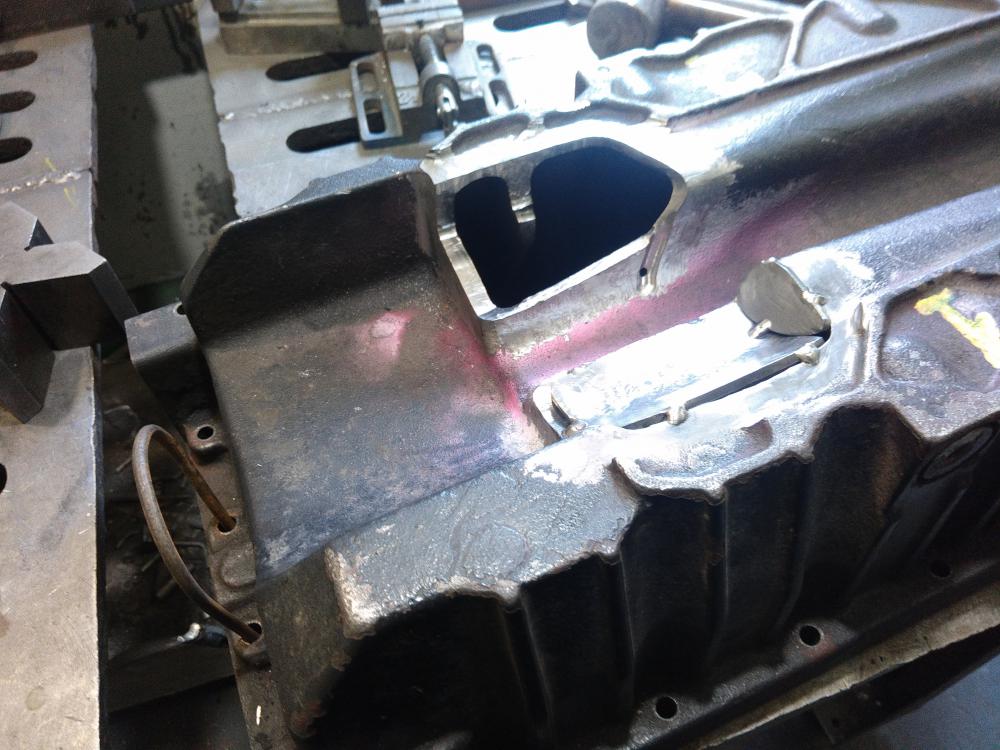
У блока выломали кусок резьбы. Было предложено вваривать втулку\бобышку глухую и потом нарезать и выводить,второй вариант вварить шпильку из нержавейки, и третий вариант - наплавлять для последующей обработки у станочников. Моторист скомандовал - наплавлять. Станочник попросил +5\6мм в обьему и не до дури по плоскости поддона (+3\4мм) "Александровский" Панч-11 нового розлива лег в плакировку очень ладно, в два слоя. Далее пруток СВ-08ГС, 3.2мм. WZ-8, горелка WP-20, сопло №6, педаль, предел 0-210 ампер. Вывод на плоскость поддона - тоже "панч". Каждый валик с проковкой,без ажиотажа и перегрева,пирометр в помощь.
1 балл
-
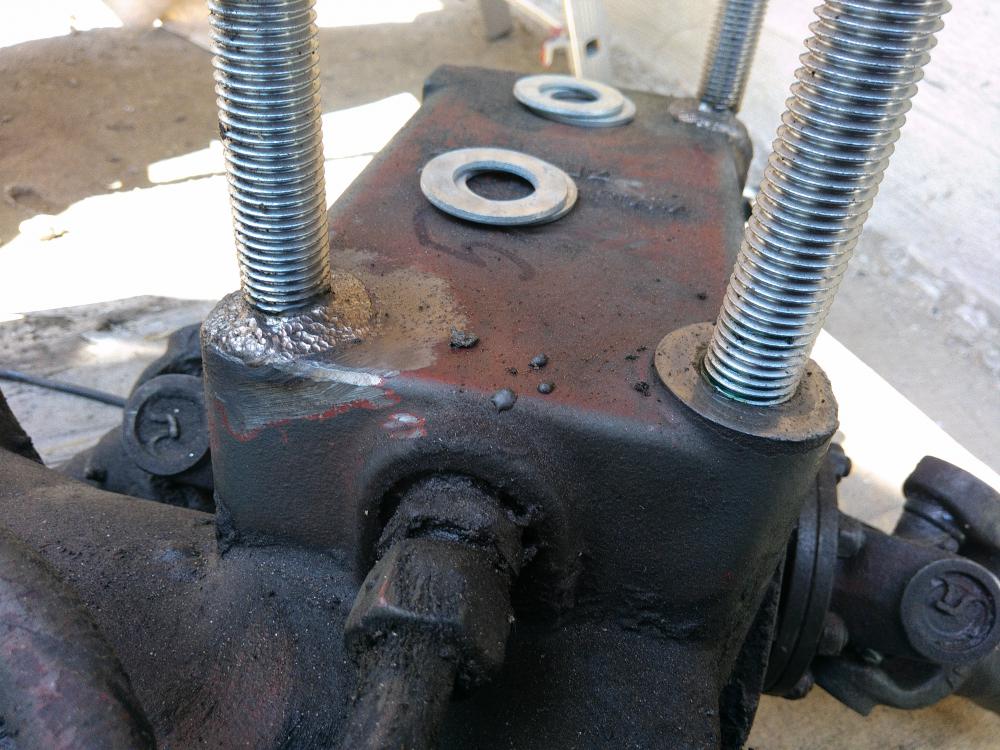
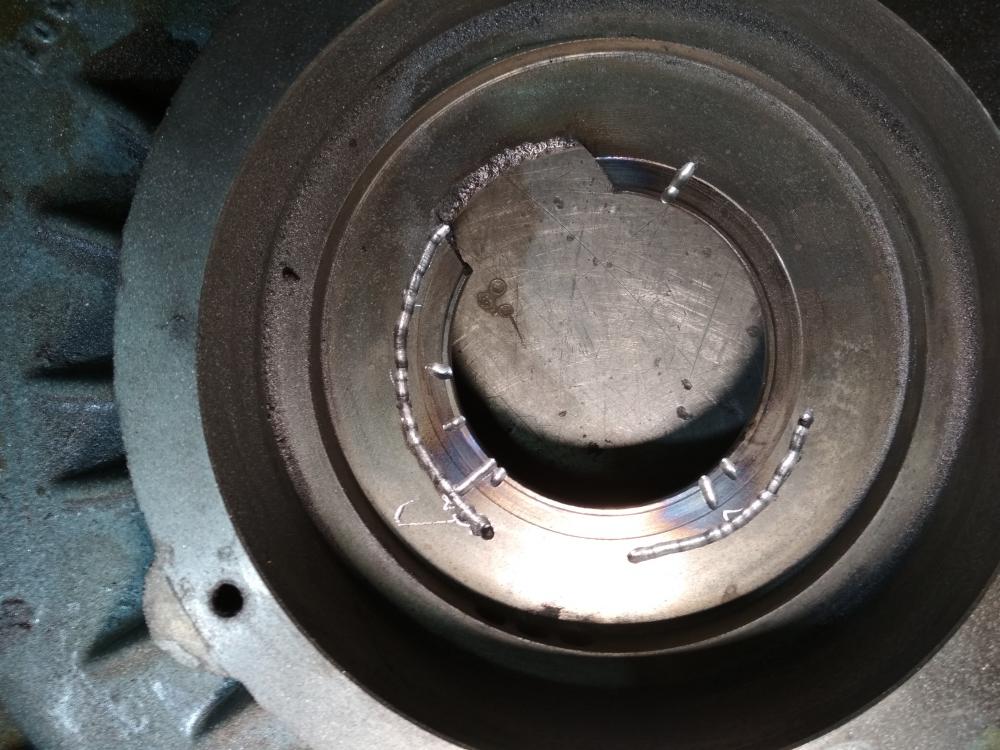
Редуктор разморозили от манипулятора. Порвался сальник стала попадать вода и результат. Второй пациент только в значительно худшем состоянии прибыл на ремонт, разделку и подготовку не заснял. Во время сварки верхняя крышка была притянута к корпусу для сохранения геометрии. Проверку на керосин прошли оба пациента.
1 балл
-
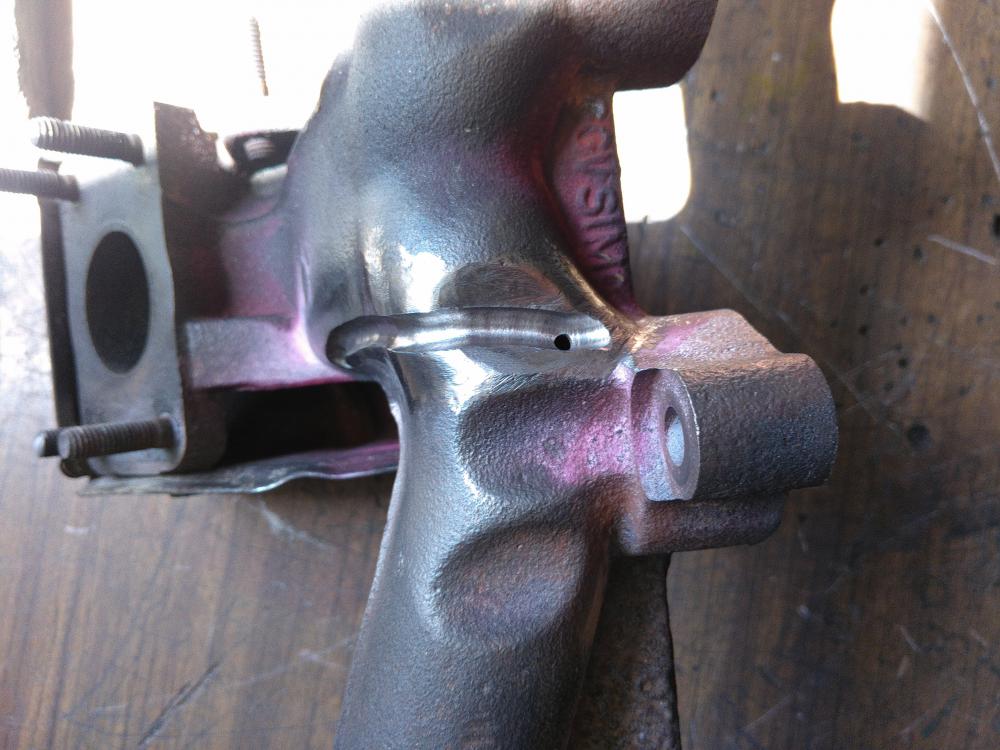
Оптимизация-с... Бывает и так, что две детали с одного и того же мотора-варятся по-разному. Вот, к примеру, блок цилиндров и выпускной коллектор. Коллектор с предподогревом изумительно зааргонился. А вот блок-фиг вам! Правда-на холодную. Смачиваемость-просто никакая, треск, брызги, поры. Победил покрытыми электродами. А бывает так, что подсознательно ждёшь от детали какую-нибудь подляну, а она тебя прямо радует. Мне, вот, надысь попала на излечение крышка улитки насоса для перекачки технической воды. Водичка сия- с какой-то ядрёной взвесью. Оттого крышка поимела нехилый гидроабразивный износ. Варил на холодную. С проковкой. Но, ПАНЧ настолько изумительно разливался, что мне даже казалось, что это-малоуглеродистая сталь, а не серый чугун.
1 балл
-
ГЦБ от трактора. Как всегда забыли слить водичку. Поиск окончания трещин,разделка,прогрев в массе,сварка. Что интересно головки Д-240 варяться намного лучше,не так газят. А вот это ГЦБ от Д-245. Панч-11, горелка Wp-20, сопло №6, WZ-8 "в иглу", педаль. р.с. локтевой сустав гудит,намахался молоточком.
1 балл
-
Можно и бормашиной с алмазным диском,но мне удобней краешком алмазной чашки.Держишь,одновременно вращая вокруг своей оси само сопло. р.с. сама чашка служит для полировки вольфрама,поэтому и с дорожками.Моторчик расположился на тормозных дисках.Удобство в том,что получился мобильный станок и устойчивый.
1 балл
-
Ничего хитрого. Изначальную длину сопла 6L - пополам.На другом сопле резанул 2\3. На другом фото разная длина под скос,залазить в "закрома" На следующем фото - для контактной сварки,разрезы для выхода аргона. Очень удобная штука.
1 балл
-
Вот такие коллектора интересны в работе. Возни есть немного,но выручает шлифованный швеллер. По режимам у меня без изменений - грел в печи,панч "александровский" нового розлива,педаль-предел 0-190 ам,WZ-8,сопло №6 резанное по длине пополам.Не знаю почему,но защита по сравнение с родным длинным лучше,ровнее и удобнее маневрировать.Сверял дымом. Так и режу пополам длинные по надобности,да и линза цела. Проверил на керосин-часик и отдал на шлифовку.
1 балл
-
Да, в случае отломков проковка ни к чему, там главное отбела не допускать. Исключения составляют случаи, где приходится удалить большое количество основного металла, например, из-за предыдущей неграмотной сварки. В таком случае надо делать излишне широкий шов и лучше ковать так как усадка разогретого материала будет большой из-за большого объема наплавки1 балл
-
Вот какая-то штуковина от станка. Её нема смысла чеканить,хоть и чугун паршивый. При разделке повылазили пустоты ввиде шаровидных камер.Да и при сварке повзрывалось пару пустот,хоть и грел. А когда паутина трещин,как на предыдущих гнилых и перегретых коллекторах и одна другую тянет,то моё мнение -чеканить однозначно.
1 балл
-
Я тоже знаю итог,т.к. коллектора и по привычке,и своему разумению грею и потом медленное остывание. Экспериментировал довольно-таки много,если топишь педальку ,то и старый ,и новый панч стелится очень хорошо и герметично....но есть одно "НО" !!! 1.лучше чеканить 2.даже когда видят красивый шов,то 1 из 20 клиентов принимает это ,как просто бзыкнул и ещё и денег взял...а чеканка ставит в ступор .- Извините,так положено по технологии... 3.от рекомендаций на малых токах давно отказался,поэтому повторюсь,если топить педаль или работать на спаде кнопкой,но на больших токах,то панч многое позволяет отремонтировать. р.с. сейчас остывает какая-то цацка от станка,остынет покажу.Её не чеканил.1 балл
-
Когда прибывает такой букет коллекторов,то главное не заблудиться в паутине трещин. Это составной коллектор с одной машины. Начеканился молоточком от души
1 балл
-
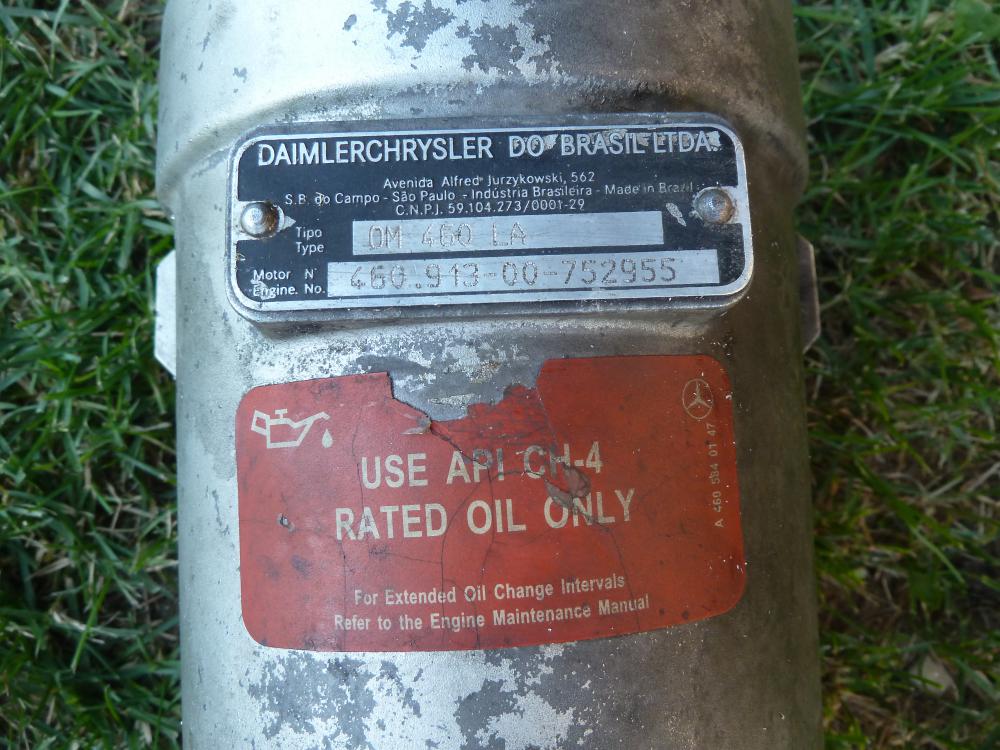
Коллектора таскают потихоньку.Всё выставлять нет смысла,стандартные трещины.Но иногда интересная работа бывает. С ервого вырезать посадочное ухо с одного места и переварить в другую точку коллектора. Второй коллектор от мерса, Был перегрет здорово двигатель,да и сам коллектор, как труха.Тяжело дался,пришлось "мясца" навалить. Как всегда панч,линза,WZ вольфрам,педаль.
1 балл
-
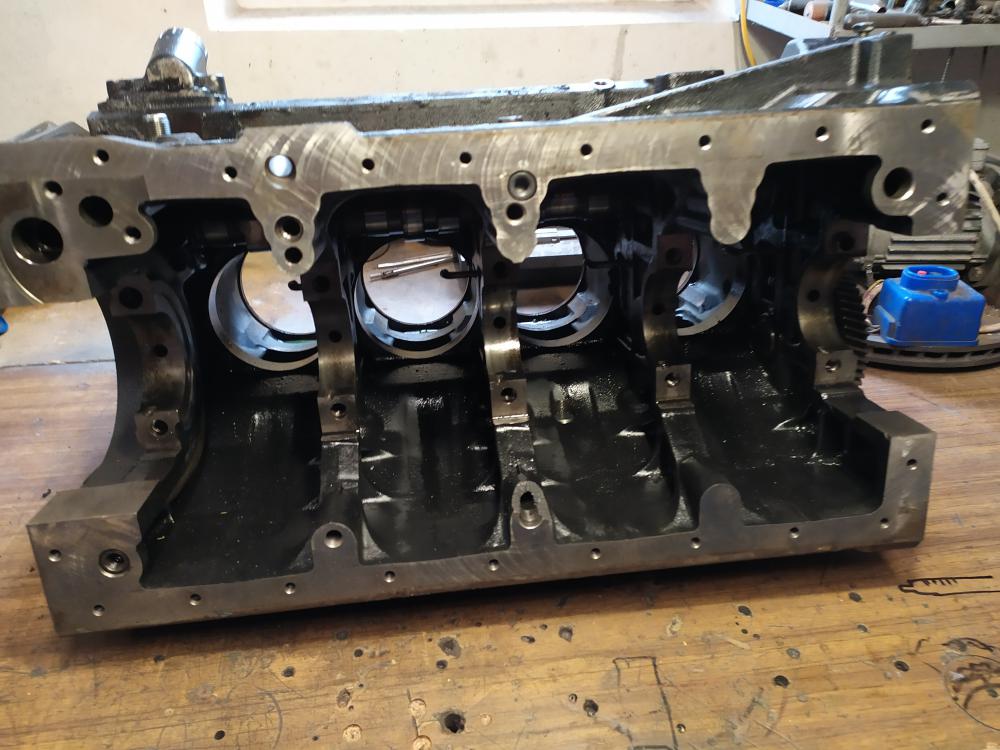
Уже не первый блок от трактора с аналогичной трещиной попадается,именно в этом месте,плюс\минус пару мм в ту или другую сторону.. Варил на холодную, старым Панчем 3.2мм,проковка. Педаль было отрегулирована 0-190 ампер. Вольфрам WZ-8, диа.3.2мм, сопло как всегда укороченное 6L. Постоял под керосином около часика,всё сухо. р.с. варить- как варить,а вот ворочать этот блок ещё то занятие...
1 балл
-
Доброго дня коллеги! Для удобства работы рестайлинговую проволоку ф 2,0, 3,0 мм для ТИГ-сварки начали производить не только в бухтах но и в прутках.
1 балл
-
Если для подследующего крепления чего-либо на это место ваши условия установки позволяют , то самый простой вариант вваривать туда болт из нержавейки и потом отрезать до нужной длины. На сегодняшний день достаточно сделано таким способом блоком,раздаток и прочего. Замечаний на такой ремонт нет,техника работает. р.с. прохожит вариант Панчем,Дратек-ом, МНЖКТ, отбитый от шлака ОК92.78.
1 балл
-
Не , срезать надо с умом и не УШМ , фрезой (шарошкой) снять нитки резьбы, разделать до нужного диаметра (но это уже по втулке стальной) ,, изготовить стальную (не каких чугунов) втулку резьбовую и желательно с нерж , ну и вставить в подготовленное место и вот уже и ПАНЧУ работа.1 балл
-
Сегодня дальше потиху занимался тисками. Повырезал промасленный чугун. Наплавил панчем подушку. Еле угомонил. Стреляет собака. Трещины проявились на следующей резьбе. Думал что лопнуло при сварке. Присмотрелся на фотки до сварки- есть они там. Теперь немного поровняю и пластины вварю.1 балл
-
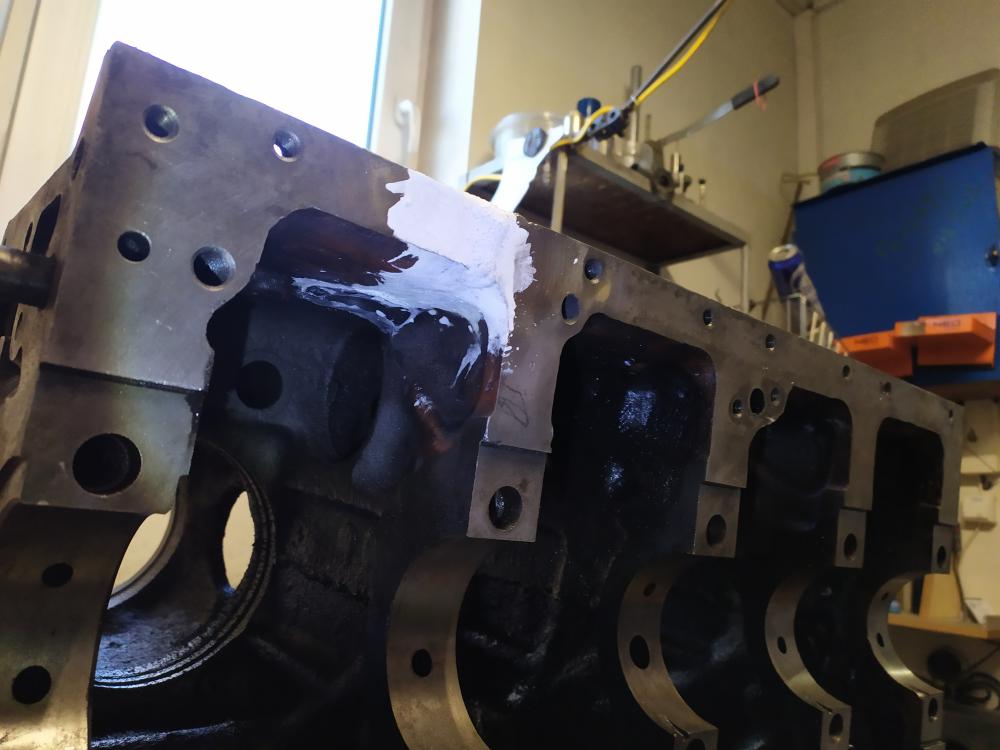
Первый блок с типичной пробоиной,даже по форме иной раз ,как близняшки.Кажется бензиновый WV. Второй блок с двойным "кулаком дружбы",одна дырень - стандартный овал,вторая пробоина в виде груши. Третий блок сделал сюрприз,изначально вроде все проверил.Прихватил латку,горелку в держатель и слышу "дзиу-у"...оба-на!Засада. Разделал по новой и получилась уже латка "полумесяц".Видать прихватками проявил напряжение с месте пробоя. Всё варилось без казусов.Прогрев "в массе", панч-11,проковка. Все латки из Ст3,отжигал.
1 балл
-
Крышка электродвигателя(американский или английский) вес около 30кг..Посадочное место подшипника ф130 .Надо восстановить стенку.Толщина стенки 4мм. Довольно много времени ушло на эту работу:сложный контур и малая толщина все время дают сетку трещин.Чугун дрянь.Сварка "на холодную".ПАНЧ.мнжкт.кастолин 40%серебра,алармет 211 и т.д. Оптимальная цена 6-7т. Отнес бы эту работу к одной из высших категорий сложности.Безусловно,есть другие варианты ремонта,но сейчас рассматривается этот.
1 балл
-
@Jakodzun, картеры УАЗовских мостов-из ковкого чугуна. Варятся ПАНЧем и никелевыми покрытыми электродами на ура. На холодную. Но, для удобства и обеспечения положительного результата-мост снять и выпотрошить. Мной переварено уже больше десятка именно УАЗовских мостов. Если трещина не ушла в посадочные подшипников, то деталь можно спасти.Вылечить можно и с треснувшей горловиной под ведущую шестерню, но это уже будет экономически невыгодное действо. Ибо предложения деталей б/у по сходной цене есть всегда.1 балл
-
А после говорят нет мастеров хороших , нет мотористов не умеют делать, а на самом деле все просто думаю хороший знающий мастер не будет по несколько раз в одно и тоже место лазить с радостью разбирая и собирая все , полностью согласен нужно делать разом в один заход1 балл
-
С точки зрения банальной эрудиции на формирование угловых швов при сварке чугуна - выглядит неплохо...банальщина,конечно,но все-таки...
1 балл
-
Конечно, внутренние напряжения в ходе эксплуатации имеют свойство накапливаться. А уж если деталь треснула-то явно неспроста и с последствиями. Ещё в бытность свою автомехаником-старался всегда головки, блоки и выпускные коллекторы отправлять на восстановление привалочных плоскостей. В первую очередь-потому, что очень не хочется перед заказчиком поиметь бледный вид в случае каких-либо казусов.1 балл
-
Я всегда рекомендую отшлифовать прилегающие поверхности. Иной раз даже до сварки линейку прикладываешь и "всю волну видно".1 балл
-
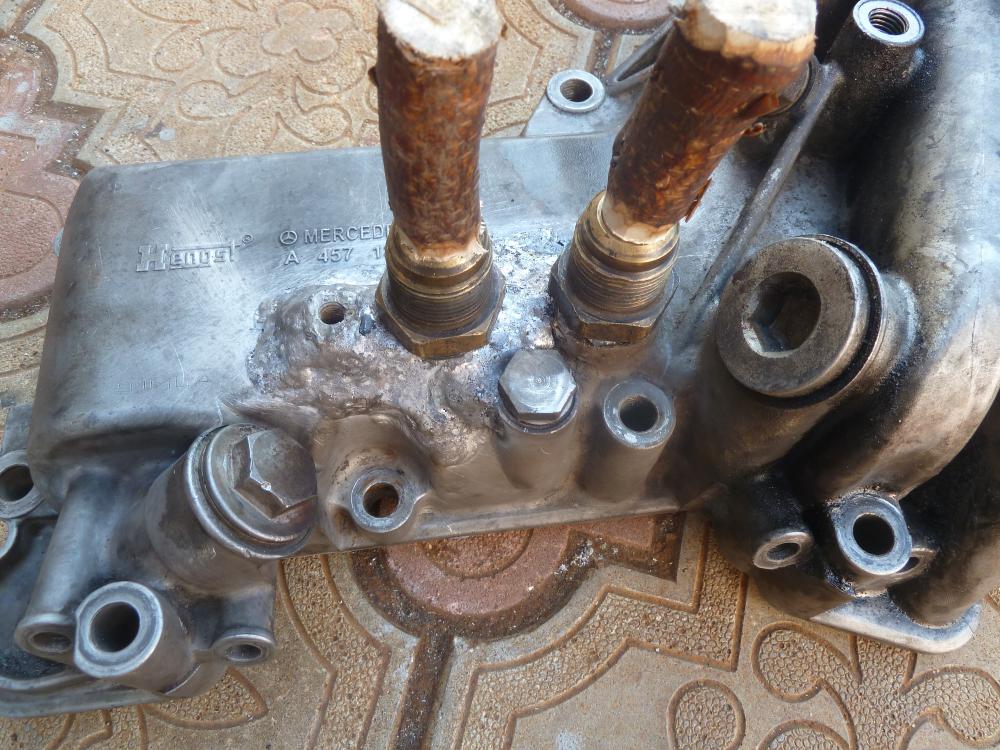
Поддержу и вот конечно не по теме и АЛ сплав , но Точмаш 23 про сварщика начал и я добавлю . Вот звонит мне сегодня парнишка хороший и большегрузы ДВС чинит как частник , приехал и говорит вот поломал я теплообменник и ремонт был в славном городе Дмитрове там и решил подварить . Сварщик ругался и говорит кипит металл и сварил герметичности нет . Привез его ко мне , трещины девственной конечно не найдешь так как холмов наплавил море . В общем я сего за место фрезерного станка сни мал сии горы и думал про того сварщика со славного Дмитрова , и варить то он умеет ну и металлу плохого не бывает , а вот его лень или разгильдяйство а может хотение "быстро заработать" и домой , свели его умение просто в здоровенный нолЬ , да и думаю он время больше потерял на наплавки сих гор , надо было всего то почистить как полагается и продумать (*пока чистит) как первый шов и куда положить и думаю времени меньше бы ушло и пареньку хорошо . Бум выручать паренька а то придется сей теплообменник ему за свои кровные покупать а он не мьше 20кр наверное повесит. ЗЫ, завтра подшаманим еще чуток , помоем и сварим . ЗЫ ыы , ну и учимся усю жизнь и прямо по ходу работы бывает на железках и конечно у участников форума и не только у них с миру по нитке -----
1 балл
-
@NikOtiN, Сварщик учится всегда,хоть на десятой,хоть на сотой детали ,а если ему кажется,что он Бога за бороду в сварке ухватил,то он просто дурак.1 балл
-
1 балл
-
Всё таки будет спокойней,ведь было и два хороший подогрева, и сварочные работы. Вот недавно делал вот этот колокол,тоже от какой-то сельхозтехники.Так по большому месту прилегания (к мотору)сняли 0,12 ,а с обратной стороны прилегания 0,1 ( со стороны кпп)
1 балл
-
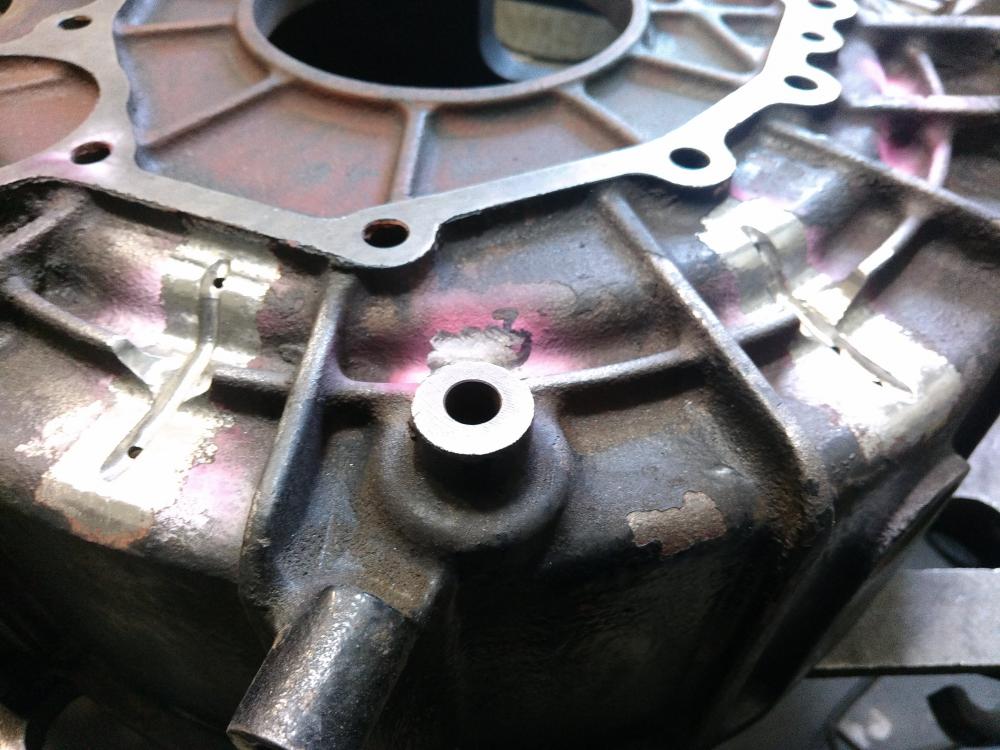
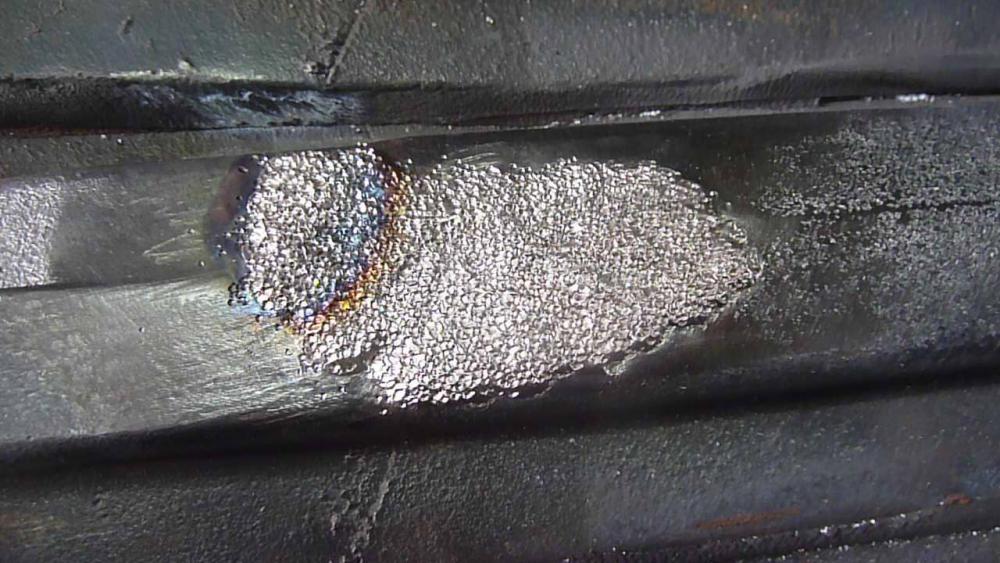
Завершил эпопею с поддоном.Латки Ст-3, 4мм, отожженная,каждая из двух частей. Панч-11, 3мм, WZ-8 3.2mm, педаль до 190 апмер, проковка.Прогрев в печи до 390 градусов. Варил сначала одну латку и проверил на мел,потом заварил вторую и опять проверил на мел+керосин. В понедельник отвезу на шлифовку прилегающей плоскости и уже потом отдам клиенту.
1 балл
-
Стараемся,бережём. Даже при сварке коллекторов. Разделка,подогрев 350-380 градусов,Панч-11,WZ-8 диа 3.2мм ,режим до 185А(педаль), проковка.
1 балл
-
И вот он ожил и держит давление и температуру , правда температуру ему нагоняет беленький собрат , красному готовим выхлоп и только по сему он пока не в работе .
1 балл
-
Я так понимаю, что нужно запаять чугуняку. Как правило пайке мешает графит. Флюсы используются Ф209, Ф284 активность флюсов до 900 градусов. Также можно использовать смесь борной кислоты и буры половину на половину, либо 20 на 80%, активность флюса от 800 до 1150 градусов. Что касается припоев, то прекрасно по чугуну идет ЛОК59 и ЛОК62 они более распространены. Хотя шов лучше держит ЛКН56. Теперь расшифрую. Припои на основе латуни, но с некоторым добавлением олова и кремния, а в последнем имеется присутствие никеля. Точка плавления у них порядка 905 градусов. Исходя из таких данных выбирается нужный флюс, а припой подбирается из особенностей эксплуатации изделия. Есть еще припои для чугуна с содержанием серебра, важно чтобы в качестве лигатуры в них присутствовали кремний (он препятствует выгоранию цинка) и желательно никеля (повышает прочность шва). Ну, а олово или серебро повышают текучесть припоя. Если пользуетесь импортными припоями, то смотрите его процентное содержание металлов. Состав практически одинаков с нашими, просто у них фамилии другие. Если в припое имеет место присутствие фосфора, то черный металл им паять не стоит, соединение получится хрупкое. И еще один момент. В свое время я заварил настольные тиски (чугун) при помощи ацетилена, борной кислоты (в качестве флюса) и кольца с автомобильного поршня. Кольцо выступило в роли присадочного прутка. Это было очень давно и о пайке тугоплавкими припоями на тот момент я мало чего знал. Когда чугун накаляется до красна при избытке кислорода, то графит выгорает. Пайка же потом ведется в нейтральном пламени. Наговорил много, кажется.1 балл
-
Сергей ,,, ты меня сподвигнул на очередной опыт . Усе было вычищено , немного изменен угол наклона ТИГ горелки , ампераж добавлен до 200 работал на спаде и не спеша ложили как рыбью чешую , проковка ну и "зацепились " мы за него и уже герметично , но это еще не все и завтра продолжение . Может и получится на котле с экономить 40р и на дороге не валяются.
1 балл
-
Да , такова судьба и мы должны быть готовы и к "отмороженной" хрени , но вот вывод для себя я уже сделал. И он таков , если нормальный чугун то можно варить и даже не ПАНЧ , а вот если как у меня секция на котле тут уж не что не поможет не наш панч не какая другая супер проволока заморская и как бы ее не хвалили http://websvarka.ru/talk/topic/12369-poroshkovaia-provoloka-nicore-55/?p=384627 ,попробовали поры и шипение не за что зацепиться ...... и..и..и и не портить себе нервы и сее годно только в чермет . Кстати иногда обычная проволока от ПА ( св08г-2с ) бывает лучше всякого ПАНЧ и заморской экзотики и даже более скажу там где ПАНЧ сплошные поры и так же усе "заморское " то есть на не особо хорошем чугуне , св08г-2с дает намного лучшие результаты . Ну и не большой экскурс и вот смотрите , хороший или более менее нормальный чугун не создает не каких трудностей по сварке и не обязательно его панчем . Ну а вот сие и тут не бог и не черт не поможет , ну а про ПАНЧ и заморские диковины и говорить не стоит , и только чермет ему место и тут даже не поры докучающие тут и зацепить не за чего и ПАНЧ и заморскую и МНЖКТ и т.д.
1 балл
-
- Какая-то чугуняка типа фланца переходного.Сварка с двух сторон,потом накладки.Накладки задумка клиента.Далее сделают мех.обработку прилегающей поверхности. - Трещина в посадочном месте гильзы.Два прохода.Обратный валик получился хороший.Трудно было сверлить окончание трещины,даже г-образный переходник не лезет,места мало.Забрали уже к станочникам. Все работы Панч-11, WP-20, сопло 6L попалам отрезанное,WZ-8 диа.3.2мм,
1 балл
-
Ну и наконец то я добрался до собственного котла . Пока только "раздел" его и подготовил к опрессовке , координаты трещины надо определить и глазом особо не видно .
1 балл
-
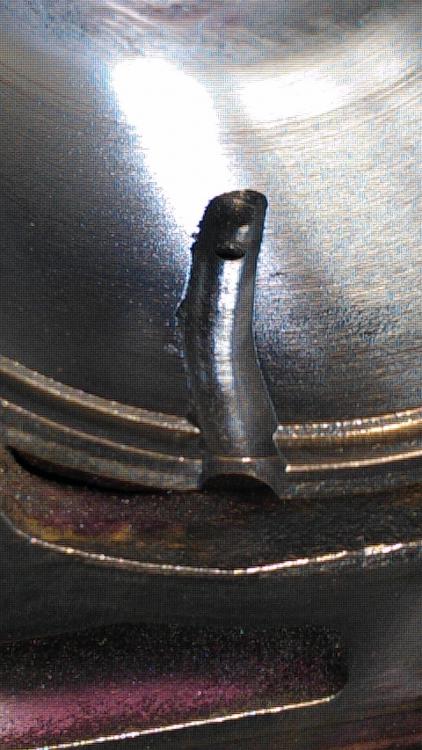
Выломали ухо крепления мотора,изнутри заварил полностью.Снаружи только два шва от края до ушка,дальше горелкой не подлезть.Далее обработал фрезой. Потом возился с каким-то рычагом\коромыслом.Пришлось немного подтачивать упорные пятаки на струбцинах. По просьбе клиента организовал 15мм накладку,типа усиления.
1 балл
-
Если работаете педалью,то дайте тапку" и поставьте максимальный предел до 170-190 ампер,чтоб удобно было ноге давить. .Если кнопкой,то накрутите 130-150 ампер и большой спад и вы удивитесь ,как красиво льется панч без пузыриков,что от Александра,что киевский,я привык работать панчем навысоких токах и быстро. р.с. у меня обыкновенные китайские сундуки Edon1 балл