Лидеры




Популярный контент
Показан контент с высокой репутацией 05.10.2021 во всех областях
-
Номер скрыл, Ага.
 6 баллов
6 баллов -
5 баллов
-
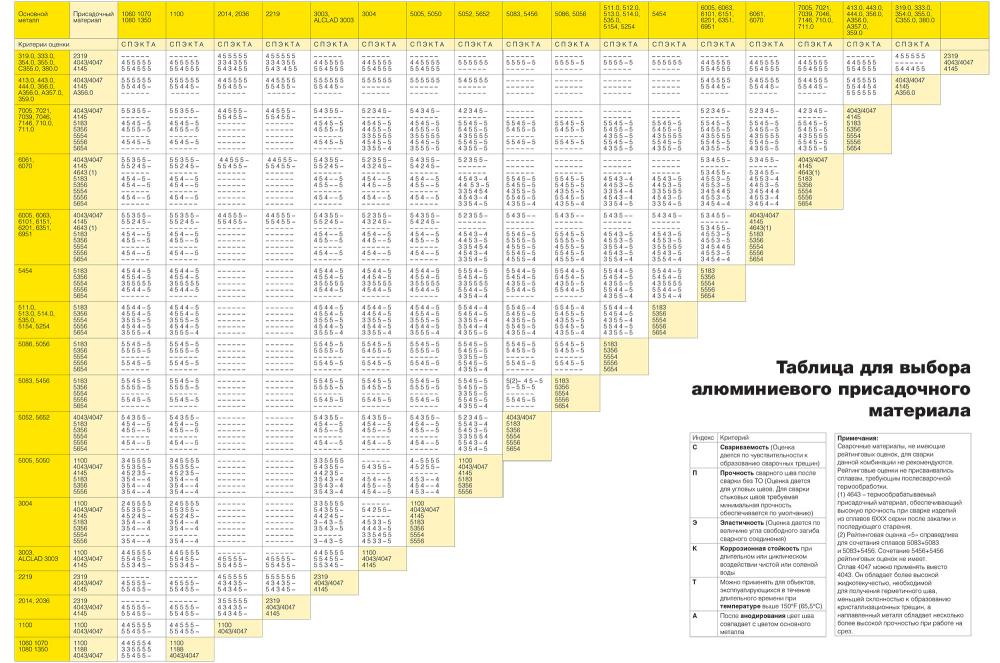
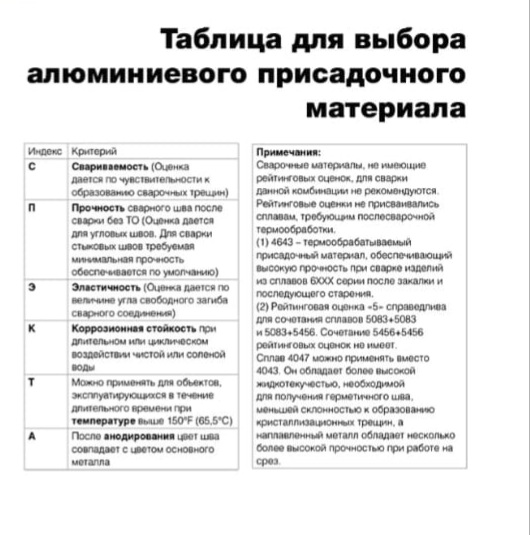
Таблица для выбора алюминиевого присадочного материала.
4 балла
-
за 30 лет эксплуатации меняли один раз диодный мост, аппарат до сих пор работает Не понимаю, почему фотографию развернуло
3 балла
-
Ошибся ты Алексей.) Дугу держит 3 см. от металла на электродах, всё запротоколировано на видео.) Аппарат просто отличный. Кстати, протяжка проволоки при заправке новой катушки, включается одновременным нажатием на две правых кнопки. Сварка заборного профлиста тоже будет, причём в стык.3 балла
-
Не секрет, что составлял таблицу один очень известный производитель и в таблице указана вся линейка его продуктов. Не обязательно иметь в наличии весь ассортимент присадков, но к уже указанным можно еще добавить 1070, 5183.. которые так же можно приобрести без проблемм. Сам часто подглядываю в табличку и отсылаю новичков повышать уровень знаний. Вроде и есть понятие в выборе присадка, но иногда, при сварке особенно разнородных сплавов, да еще и когда в приоритете стоит вопрос....допустим эластичности сварного соединения, не ленюсь подсмотреть табличку.2 балла
-
Игорь,всё это расписано прекрасно. Но эта таблица работает,когда есть выбор присадочного материала и проверки самого материала. У меня лично есть доступ к 4043,4047 и 5356. Всё! Далее работают только мозги и понимание того,с чем и как работать. Что надо пластичней изобразить,а где надо плакировку 4047\4043 и далее под резьбу 5356,потому что станочники лают,что вяжет и делай твёрже... Таблица хороша,но не под мои условия работы.2 балла
-
FGH60N60. По цене ... не знаю. А так, главное, что бы не левак и выдерживали заявленные характеристики. Мне так нравятся такие расписные ремонты! Делов на полтора часа, а что бы это видео смонтировать уходит больше, чем на сам ремонт. Понимаю, что рекламируют свою работу, но с такими словами ... надежда, не оправдались, к сожалению, пострадали и т.п ! Пилять, если бы я расписывал такие ремонты, то был бы уже профи в балабольстве и видеомонтаже, а не Линкольны 350 ремонтил или ещё что более интересное. Да и транзисторы в сервисе не ждал, когда пришлют. Для этого есть свои личные детали, что бы восстановить аппарат, что бы клиент не ждал. Это не клиента проблемы, кто и кому должен присылать запчасти. По крайней мере у меня это работает так ! Хотя, надо отдать должное, по ремонту всё рассказано грамотно.2 балла
-
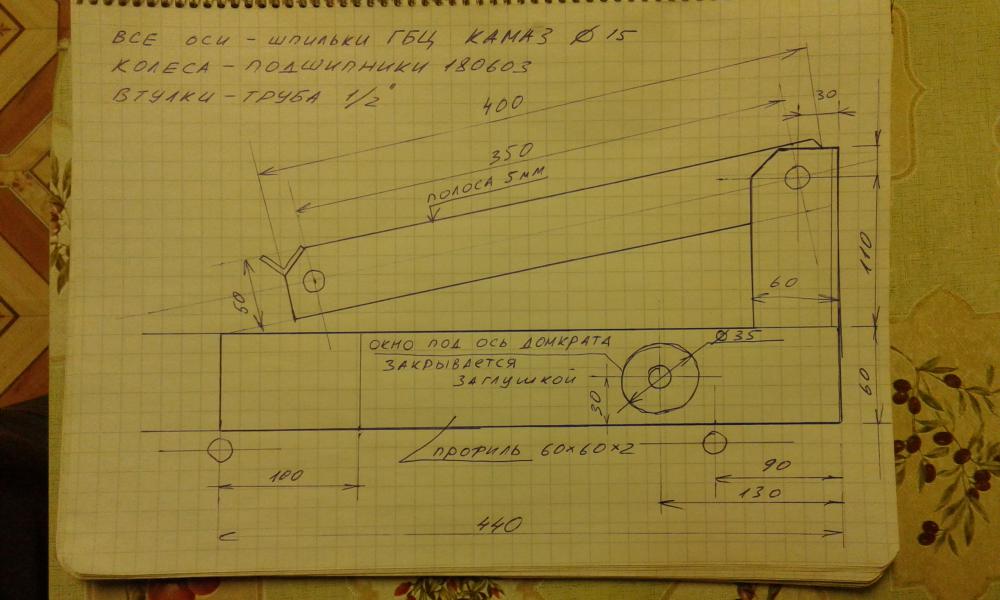
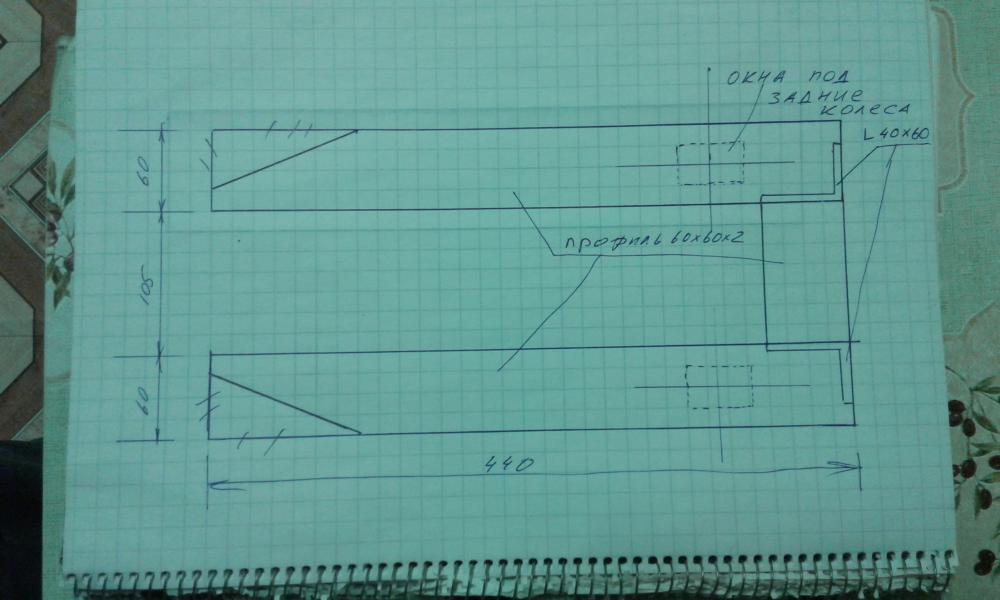
Зачем в личку, может кому то еще интересно.Конструкция была собрана "на коленке",из подручных материалов.Машину однако поднимает легко и непринужденно.Доработка домкрата: разбираем, заборный канал рассверливаем до 6 мм и вставляем туда трубку пластиковую типа как от капельницы.Конец трубки делаем петлей и закрепляем к цилиндру с таким расчетом чтоб он при любом положении домкрата был в масле.Желательно открутить цилиндр, снять шайбу,и на шарик обратного клапана установить мягкую пружину(я поставил от щетки электродвигателя какого то электроинструмента)-что бы шарик всегда был гарантировано прижат к седлу.И никаких тормозных жидкостей!!!Только гидромасло типа ВМГЗ или его аналоги. Набросал эскиз. Удачи всем мастерам!
2 балла
-
2 балла
-
2 балла
-
@Luckystorm,на сколько помню, этот спаренный кондёр есть в Техно Сварке.1 балл
-
https://youtu.be/pkkubBbe1Qs1 балл
-
Я бы ещё посоветовал стараться держать минимальную дугу. Такой эффект бывает при низком токе и длинной дуге.1 балл
-
Небольшой обзор сварочной маски G5-01.1 балл
-
Уважаемый Eskabaru, вы поразили меня в самое сердце! Уважаю за столь глубокие познания! Если вас не затруднит- откройте документ DIRECTIVE 2014/68/EU, найдите в нём 3.1.2. Permanent joining в приложении 1, и прочитайте : For pressure equipment, permanent joining of components which contribute to the pressure resistance of equipment and components which are directly attached to them shall be carried out by suitably qualified personnel according to suitable operating procedures. Что, как раз и говорит, что сертификация в установленном порядке. А отсюда, уже переходим к стандартам.... Просто это всё объяснять тем, для кого я пытаюсь разжевать, сложно. Вы спросили- я ответил. Да, об этом я и пытаюсь рассказать. А о стандартах 3834 разговор в совсем другой плоскости. Это надо другую тему создавать. В принципе верно. Просто не стал еще и эту воду наливать. Часто встречается позиция, что технолог не видит необходимости указывать какие-то параметры. Очень тяжело таких уговаривать. А технологии, размером с двуспальную простыню, где в повествовательном размере рассыпаны данные- жесть для заполняющего сертификат работника. Поэтому я рекомендую выпускать приложением СПС. А технология уже включает в себя все положенные на предприятии разделы. С точки зрения правильности заполнения- безусловно. Но потом же пытаются получить какие-то гарантии, что стык пройдет испытание. И крики, что технология согласована, и низкое значение работы удара- на нашей совести- не проходят. Хотя очень жалко и труда, и заказчика... Вы знаете, эти стандарты на моей памяти и на памяти моих более опытных иностранных коллег никогда не использовались. Они просто есть, и все. Этот стандарт применяется, когда изделие не притянуть к стандартным образцами из ISO 15614, и определять область распространения в этом случае- жесть еще та... Согласен. Каждый случай нужно рассматривать отдельно. Я там работаю, но не хочу заявлять, что я его представляю. Мой орган представляют другие люди и в другом месте. А я просто хотел бы помочь начинающим технологам разобраться. Возможно они возьмут за труд прочитать тему и не будут нести ту ересь, которую иногда приходится слушать и читать. :-)1 балл
-
@morgmail,
1 балл
-
@selco, День добрый подкрылки лучше пуш салом обработать он не сохнет как мовиль и почти не имеет запах и на порядок лучше справляется с коррозией.1 балл
-
@Zwangsschweiser, сталкивался с таким, но история немного другая. У меня старая Тойота 98 года, 3-4 года назад решил уйти в другую страховую, сунулся, а везде навяливают допы, ну думаю я же умный, оформлю электронный полис. В итоге я потратил 2 дня, чтобы оформить ОСАГО, везде все замечательно, заполняешь данные, нажимаешь отправить и он пишет "не совпадают данные с базой РСА" или просто тупо "ошибка". Перепробовал все страховые абсолютно, которые на то время предлагали электронный полис, в итоге дала оформить ОСАГО только РЕСО. Там тоже он выдал ошибку, что не совпадают данные с базой РСА, но там была потом галочка, что если вы уверены в правильности данных, то можете продолжить оформление. Через сравниру в этом году пытался оформить, там все хорошо, вводишь данные, выдает предложения от 10 наверное компаний, когда тыкаешь оформить, пишет - "ошибка, возможно вы ввели неверные данные" и выдает уже не 10 компаний, а 3-5 В общем сервис этот - полная лажа. Мне потом позвонила девушка с этого сравниру, спросила - собираюсь ли я воспользоваться сервисом для оформления ОСАГО, на что я им все высказал, что о них думаю Говорит мне, ну может вы какие-то данные ввели не правильно, я говорю - как я мог неправильно ввести, если я копипастом с действующего полиса данные заполнял? В общем пришлось опять пролонгировать ОСАГО в РЕСО. А вообще чисто теоретически можно оформить электронный полис в любой страховой, но надо писать запрос в страховую - на каком основании они отказали, потом жалобу в РСА как регулятора, если и это не поможет, то в центробанк...1 балл
-
Для квалификационных испытаний сварщика есть 2 стандарта. Один- ISO 9606 в нескольких частях- для ручной сварки. Другой- 14732- для операторов автоматических установок. У сварщиков свой расчёт области распространения сертификата. В общем случае сертификацию спецификаций процедур сварки и сварщиков проводят одновременно. Современная концепция квалификационнвх испытаний сварщиков позволяет проводить испытания с любыми основными материалами. Определение области распространения проводится по сварочным материалам. Играет роль одностороннее или двустороннее соединение, вид деталей, их положение в пространстве (кстати, для сертификации спецификации процедуры сварки положение не существенно), вид процесса, вид шва. Опять таки всё надо смотреть применительно к проекту.1 балл
-
Наряду с правильным оформлением СПС необходимо правильно наполнить её. Технологу необходимо определить область распространения по способу сварки, материалу, толщине и диаметру образца. Как ни странно, многие заказчики абсолютно не подозревают, что это задача их, а не экспертной организации. Нам всё равно, какие образцы и сколько вы будете варить. И соответствовать эта область должна проекту. Собственно, после того, как определились с образцами и областью распространения их стоит согласовать с технадзором заказчика. Как ни странно, мелкие заказчики целиком полагаются на мнение специалиста по сертификации. Они не хотят нанимать толкового технолога, платить за проработку проекта- хотят на халяву проехать. Даже когда советую советы, начинается торговля- у меня металла толщиной 30 мм нет- давай 15 заварим? Давай. Я советую варить в определённом положении- у них сварщик не может... И т.д. Примерно как в старой башкирской сказке про 12 шапок из лисьей шкуры. А потом спрашивают:- что же делать? Почему дали неправильный совет? Подскажите, как избежать... Я таких заказчиков называю токсичными. Чтобы правильно определить область сертификации, нужно взять стандарт 15614 соответствующей части (для разных материалов и изделий- своя. Для стали 15614-1) и открыть раздел, посвящённый областям распространения. Потом взять проработку проекта, и посмотреть, какие образцы обеспечивают разброс зоны распространения, закрывающий диапазон толщин и диаметров материалов, используемых в проекте. На этом этапе может помочь специалист сертификационного центра. Опять же повторюсь, выписать из проекта марки материала, диаметры, толщины и прочее- задача заказчика. И даже если заказчик принимает совет специалиста сертификационного центра, ответственность лежит на заказчике.1 балл
-
Неужели??1 балл
-
1 балл
-
Прежде, чем что-то или кого-то сертифицировать, требуется сваять спецификацию процедуры сварки. За это отвечает стандарт ISO 15609. Там несколько частей, каждая отвечает за свой вид сварки. Не следует путать технологию сварки и спецификацию. Технология- это конкретная инструкция, которая наряду с параметрами сварки описывает, как и в какой последовательности проводить операции, какой инструмент и какие приспособления использовать. Спецификация процедуры сварки- это набор параметров, требуемый стандартом, достаточный, чтобы распространить спецификацию на определённую область параметров. Поэтому в спецификации указываются все параметры, которые указаны в стандарте. Если какой-то параметр не используется- ставится прочерк. Я советую для СПС составить унифицированную форму. Так как время течёт, всё меняется, то и стандарты меняются. Нужно использовать последние версии, чтобы не получать назад пакеты документов с едкими комментариями. СПС нужна в любом случае- для сертификации процедуры сварки, для квалификационных испытаний сварщиков и операторов. Сертификационный орган не обсуждает и не согласовывает СПС. Критерий годности- испытание образцов. Поверьте, очень обидно, когда "знающие" технологи не слушают советов, пишут ересь, а потом возмущаются- почему не выдают сертификаты!!!!1 балл
-
В отличие от российской системы технического регулирования, Европейский союз стремится к унификации и гармонизации стандартов. Гармонизированные стандарты- это стандарты ISO. Конечно, работа еще не закончена, еще используются стандарты серии EN, но для сертификации сварки был разработан комплекс стандартов. Он используется во всех сферах, где есть сварка, и она должна быть сертифицирована. Основные стандарты сертификации сварки: ISO 15607 Specification and qualification of welding procedures for metallic materials — General rules ISO 15609 (all parts), Specification and qualification of welding procedures for metallic materials — Welding procedure specificationISO 15610, Specification and qualification of welding procedures for metallic materials — Qualification based on tested welding consumablesISO 15611, Specification and qualification of welding procedures for metallic materials — Qualification based on previous welding experienceISO 15612, Specification and qualification of welding procedures for metallic materials — Qualification by adoption of a standard welding procedure specificationISO 15613, Specification and qualification of welding procedures for metallic materials — Qualification based on pre-production welding testISO 15614 (all parts), Specification and qualification of welding procedures for metallic materials — Welding procedure testISO/TR 25901 (all parts), Welding and allied processes — Vocabulary Основные стандарты сертификации персонала: ISO 9606 (all parts) Qualification testing of welders ISO 14732 2013 - Qualification testing of welding operators. В российском техническом регулировании в области сертификации сварки существует множество стандартов и правил, которые действуют только в определённых отраслях. В принципе, в начале двухтысячных наметились серьёзные подвижки к интеграции экономик России и Европейского союза, но потом всё заглохло. Стандарты серии ГОСТ ИСО, ГОСТ Р ИСО уже устарели настолько, что комитет ISO успел выпустить по паре а то и тройке ревизий, а у нас все так и осталось. Поэтому я и не привожу здесь российские стандарты.1 балл
-
Есть и по толщине металла синергетика. Может это и удобно, но по сути не нужно. Я понимаю ещё синергетика в пульс или даблпульс, при сварке люмишки. Там да, помогает. А на черняге намного проще и быстрее самому настроить аппарат под себя. Ведь программы пишет тоже человек и он пишет их под свои руки и понятия. А у каждого стиль сварки (как стиль вождения) отличается. Кто-то любит мягкую дугу, кто-то более жёсткую.1 балл
-
1 балл






.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)