Лидеры




Популярный контент
Показан контент с высокой репутацией 26.03.2020 в Сообщения
-
Дособрал сегодня перилца.
 7 баллов
7 баллов -
Поварил немного крышка с мерса, когда выкручивали форсунки - продавили стенки Вторая вещь интересней. Нужно было заварить отаерстие на турбину. Почистил фрезами, вырезал из тройки АМГшки кругляш на вварку. Давай варить, а ванна не получается, кругляш плавится, присадка плавится, а на коллекторе ванна не образуется. Потом правда умудрился прихватить АМГшку к чугуну. Взял бормашинку и проверил на искру - все стало понятно. Достал электроды МНЧ, отбил обмазку, из стали 3 сделал латку и короткими прихватками с проковкой обварил.
6 баллов
-
У меня друзья вообще заморочились, у них 3д сканер ручной, моделируют на компе, потом раскрой на лазере и готово! https://www.instagram.com/p/B95qdzSHNhM/?utm_source=ig_web_copy_link6 баллов
-
Проволока огонь просто, огромное спасибо Металлам Урала за качественный материал. Сварка в Аргоне в|ч, обратная полярность, в качестве источника использовался сварог реал миг 200. Результатом удивлены Фото до и после.
6 баллов
-
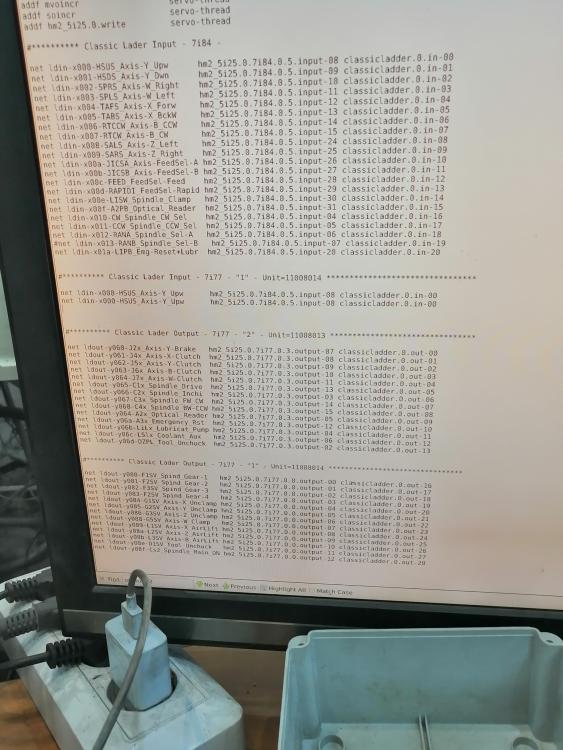
Сборка потихоньку приближается к финалу, две трети механики и слесарки миновало успешно... Ну и примерно 1\3 проводочков развелась по своим точкам подключения. Еще пара дней на проводочки и можно начинать писать скрипты автоматики. Потом отладка...
5 баллов
-
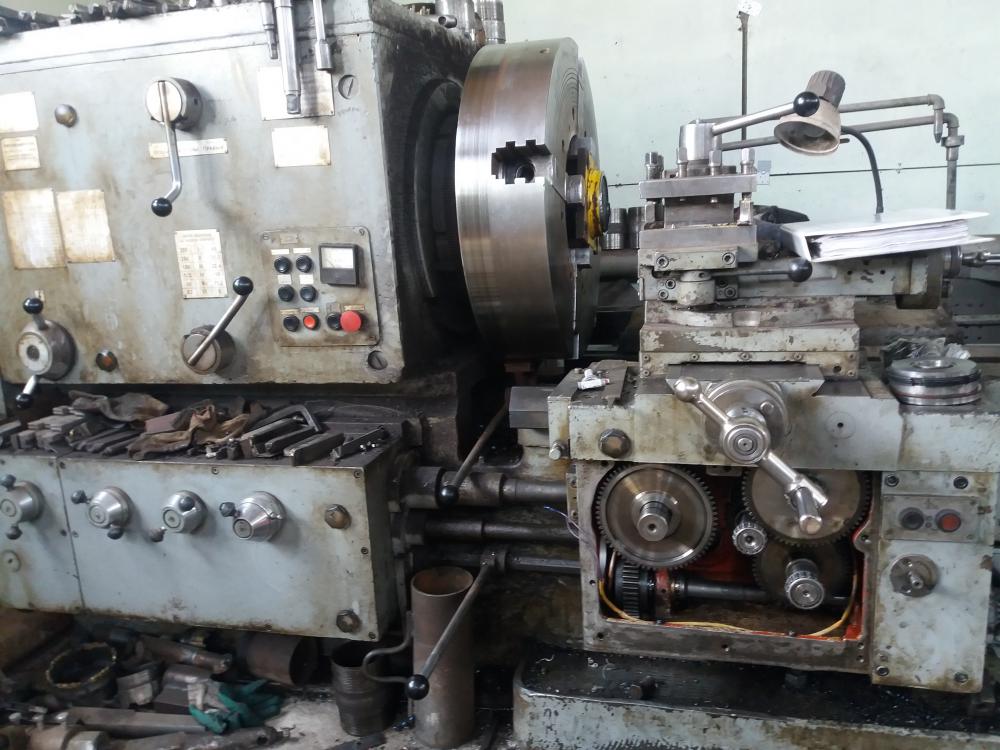
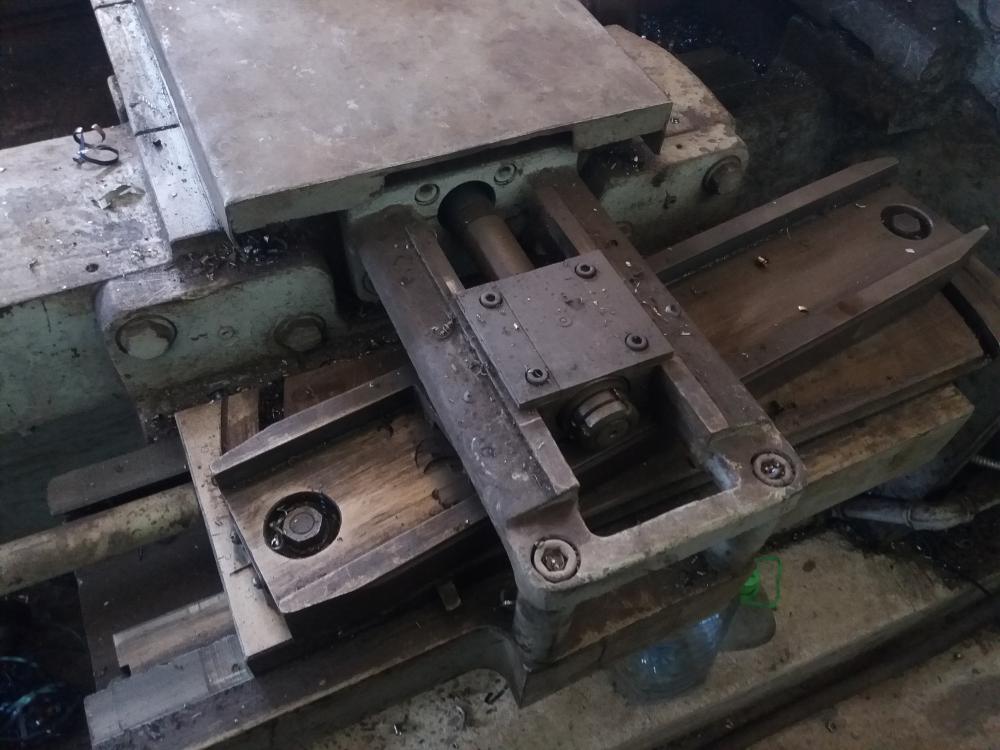
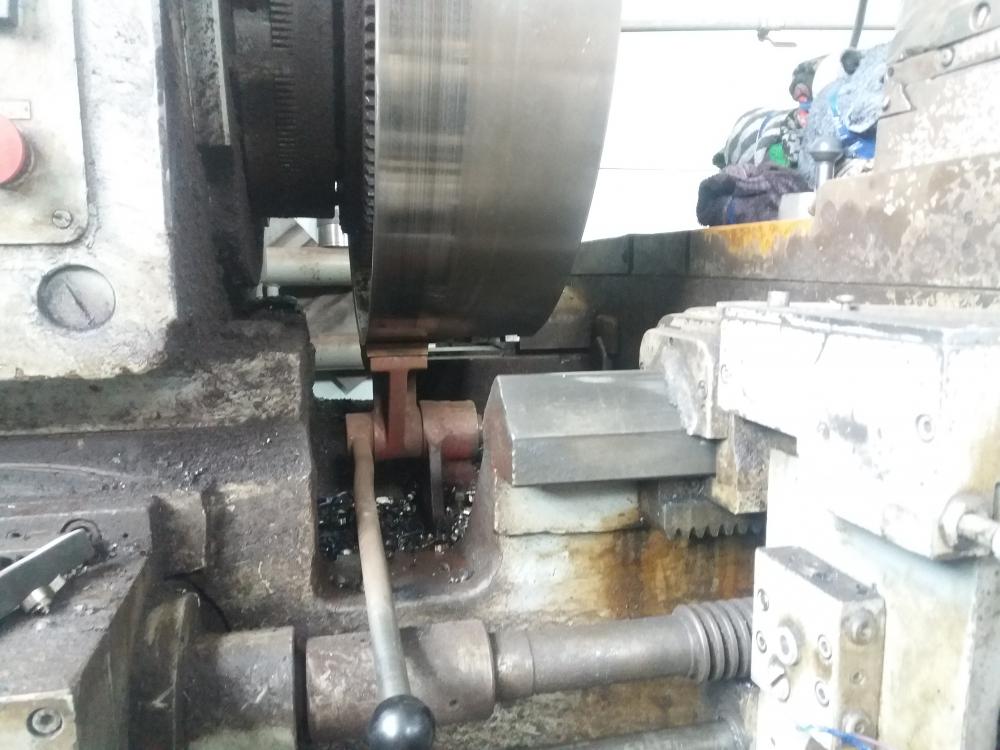
Кто тут вспоминал труборез пару страниц назад? Внезапно на меня свалилось такое счастье, как ремонтные работы по станку 1М983. У людей возникла проблема с подачами (пропала поперечная - в обе стороны, и продольная - в одну сторону), а еще выбивает какой-то автомат, и перемычку поставили (иначе не запускается), ну и дым пошел откуда-то сзади. В общем, не работает. Сразу предупрежу: подробных фотографий нет, не до того было. Собрали инструмент, и вдвоем с напарником выехали на ремонт. Подач нет, слышно как срабатывают муфты (три из четырех), мотор быстрых подач работает, но по поперечной подаче перемещений нет, продольно только в одну сторону. Надо разбирать фартук. Внутри фартука нас сходу ждал сюрприз. Один подшипник (шариковый упорный) лежит внизу, по частям. И еще пара роликовых конических высыпались при снятии крышки (сепараторы целые, но не держат ролики): Сюрприз был оперативно демонтирован и собран на тряпочку, номера подшипников записаны, подшипники заказаны. Это мелочи, их несложно поменять. Но почему нет подач? Поверяем муфты - три работают, одна... замкнута. Неприятно, но дает ответ на вопрос, почему нет одной из продольных подач, и почему выбивает автомат (он как раз и стоит на питании муфт, между трансформатором и выпрямителем). Сразу снял вал продольной подачи целиком, муфту на месте не снять. Заодно снял щетки (не уверен что правильно называю эту часть контактного узла), они сильно уставшие, их уже чинили и как минимум одна из четырех потребует замены или ремонта. Дальнейший осмотр показал, связь между фрикционным валом поперечной подачи и ее винтом нарушена. Где-то в паразитном блоке шестерен что-то срезало. К счастью у этого станка (в отличии от 1М65) есть крышка открывающая доступ к этим шестерням без снятия фартука. Открываем и сразу видим в чем беда - выкрутился стопорный винт, который не дает проворачиваться одной половинке шестерни, по отношению к другой. Самого винта нет. Недолгие поиски в недрах фартука ничего не дали, а вот поиск магнитом в ведре с маслом которое мы оттуда слили принес результат . Совмещаем половинки отверстия и вкручиваем винт (позже закернил, но не сфотографировал): Ладно, с подачами разобрались. Муфту найдем и закажем, комплект щеток тоже (совместно с заказчиком разумно решили, что если уж муфту придется заказать, то и щетку чинить не стоит, проще не "экономить на спичках", благо стоят они не дорого). Теперь поищем перемычку без которой не запускается, найдем, уберем, и заставим работать без нее, как и было задуманно заводом. Недолгий осмотр показал, перемычка "обходит" контакты теплового реле стоящего в цепи электродвигателя насоса смазки (у коробки скоростей за смазку отвечает отдельный гидроагрегат). Сработка этого теплового реле запрещает запуск не только гидронасоса, но и главного двигателя. Еще немного осмотра и замеров приносят неутешительный результат: сгорела одна из секций реле и сгорел электродвигатель насоса (он и задымил). Его мы поменяем, а вот порядок сгорания я бы хотел узнать (скорее всего сгорел двигатель, поставили перемычку, двигатель догорел до замыкания и сжег тепловое реле). Вывод прост, элементы защиты придумали не просто так. Волшебный дым (на котором работает все электрическое) покинул этот двигатель, и этот двигатель не может больше работать . Теперь ждем доставки муфты и щеток (удаленность нашей дислокации накладывает свои особенности на работу). А вообще, станок интересный, позволяет резать конические резьбы (для меня было загадкой, как это реализовано). Ответ нашелся на месте: Оказывается винт поперечной подачи имеет свободное скольжение вдоль своей продольной оси. Передняя его часть глубоко входит в рукоятку подачи, вращение передается посредством шпонки, а его задний конец жестко связан с ползуном (узел видно на первой фотографии). Сам ползун может ходить в пазу, который можно повернуть в горизонтальной плоскости (как суппорт резцедержателя на токарном станке) задавая конусность резьбы. Когда эта функция не нужна, опора связывающая этот ползун со станиной снимается. А еще у этого станка моторизирована затяжка и ослабление патронов (но окончательно затягивать нужно вручную): На первой фотографии видно оба патрона и рукоятку переключения привода зажима (самая верхняя, посередине). На второй фотографии, сверху в кадре, электродвигатель затажки патронов, а под ним шкив ременной передачи главного электродвигателя, он содержит в себе муфту сцепления (электромагнитную), если присмотреться, то можно разглядеть по середине шкива контактное кольцо и графитную щетку. Ну и просто несколько фотографий: На первой виден ручной тормоз шпинделя. На последней сгоревший гидроагрегат в сборе (насос Г11-11 и двигатель АИРМ63А4У2) Кстати, патроны у него интересные, четырехкулачковые, с общей затяжкой (как на обычном самоцентрующемся патроне), но с отдельной подтяжкой каждого кулачка своим винтом. Нашел еще фотографии . И снова по теме которую недавно обсуждали (но тоже имеющие отношение к этому станку). Это же "шланговая" муфта, целая и рабочая (в отличии от электродвигателя): Тут видно все: и шланги (в роли демпфера), и обрезки болтов (в роли пальцев), и всю незамысловатость конструкции (две половинки выточили на токарном станке, а потом просверлили по стыку). Все рабочее, передаваемая мощность маленькая (0,25 кВт), а муфта довольно большая. А еще видно очень кустарный кронштейн, отверстие резали УШМ, а потом чем-то скруглили. Станок по слухам был взят довольно давно, с завода который проводил ему капитальный ремонт (купили, откапиталили, продали). Ну вот, опять длиннопост получился...
5 баллов
-
@Splinder, неоднократно рассказывал, но пусть будет ещё раз. 200 большая выпускается уже больше 8-ми лет и у неё выявлены и устранены все недостатки при работе. Она уже проверена временем и по ней довольно мало нареканий. 200Р продаётся года полтора-два. При её создании взяли все наработки той аргонки. Но её сделали на более современных компонентах (модное софт-свич) и увеличили обдув. Более плотно укомпоновали и уменьшили пустое место. Вдобавок её собрали на котроллере Инфинеон (200 на Фуджитсу). Плюс это или минус, не знаю. Я особо не страдал и от тех контроллеров. Их и прошивать проще. Добавили ККМ в 200Р. Разъёмы сейчас идентичны. Мне просто больше по душе та аргонка (200). Скорее всего потому как я доносил до китайцев нужды сварных и долбил их, что бы они поняли, что от них ожидают и хотят ! Дале они уже брали мои запросы, изменения и предложения, что я собирал от сварщиков, и создавали продукт. Так что для себя можно вполне выбирать 200Р. На производство я всё же советую проверенную 200. Горелки одинаковые. Функционально они так же практически идентичны.4 балла
-
Сергей, вы правы, там ещё нюанс есть, на линии сгиба, появляются трещины, не сквозные, приходится подварку делать и если изделие не красить получаем пятна.4 балла
-
расшифровка-М-мягкий, Н-нагартованый, твердый , упрочнённый , гнётся тяжко...4 балла
-
4 балла
-
@Дед мазай, Когда-то делал подобное. Если к амортизатору мало заглядывать, они клинят и верхнее крепление при нагрузке обламывается. По памяти верхнее крепление у вас на 2и 3 фотогравиях. Ремонтировал в такой способ: 1 Срезал болгаркой выступающее расширение, думая, что внутри палец запрессован на мелких шлицах (как заклепка) предотвращающих палец от проворачивания. Я думал, что срезав утолщение в виде шайбы удасться затем выбить остатки пальца молотком. Но такого не получилось... 2 Взяли улучшенный болт, обрезали его при самой шляпке и приварил его в торец к раме. 3 Выточили толстую шайбу (по толщине старой) с внутренним отверстием на примерно 10 мм шире диаметра пальца 4 Надав на палец и отцентровав ее обварил по внешнему диаметру к раме и заполнил швом разницу между внутренним диаметром шайбы и пальцем, как-бы усилив всю конструкцию. Как-то так по памяти. Многие у нас и не ремонтируют при обрыве )))3 балла
-
@Сергей64, Если речь, про 200ПА, то их есть у меня. Пашут как пчелки, иногда ломаются, все как у всех. Варят эти машинки очень приятно. На сегодняшний день, у них есть альтернатива, в виде китайской веги и подобных ей. За Вас никто решить не сможет. Как он в сравнении с неоном я без понятия. Неоны только на картинках видел.3 балла
-
Вячеслав обращайтесь, всегда готовы помочь!3 балла
-
я не знаю опыта вашего в МИГ сварке, но в отличии от ТИГ, тут надо не смотреть на шов, точнее именно по звуку настроить. А если смотреть, что получается, пытаться сформировать шов, вот тут и проблемы. Но это лично у меня, это лично для меня. Я не сварщик. Поэтому я стараюсь подстроить ведение горелки под протекание процесса. А по сути, надо вести и под это настраивать процесс.Конечно, когда уже наработано движение, то легче в подборе режима. А когда пытаешься и то и другое крутить и подстраивать, тут взрыв мозга и происходит. Поэтому, вначале получите стабильную качественную сварку на определенной толщине, а потом уже корректируйте скорость под зазор или без, в нижнем положении или вертикал. Это не ТИГ сварка и переходя из одного в другое, я испытываю трудности. Когда в руке ТИГ, то процесс другой и подстраиваться надо под него. Смотреть когда вводить присадок, как его вводить, нужно ли и при этом двигать горелку и смотреть за кромками и т.д. и т.п. Когда МИГ, то там не так важна состыковка и образование ванны, как стабильность режима и скорости движения горелки, плюс чувствовать общее состояние металла, чтобы не провалить шов ли наоборот, чтобы все же хорошенько прожарить. Получается, что в МИГ подбирая режим, не нужно смотреть как образуется ванна и не нужно 1000+1 действие, нужно попасть в шов и нужно плавно-равномерно перемещать горелку. Тогда подобрать режим будет проще. Но все это личное. Иногда сложнее сформулировать, проще взять и сделать. Как езда на велосипеде. Объяснить не могу, показать - пожалуйста. Сам пользователь должен понять, что нужно делать и как. @Hlorofos, я согласен, что по функционалу есть ограничения. Но... Полностью понимающих людей, что и как должно протекать в процессе, очень мало. И если такому простому аппарату сделать богатый функционал, то будут проблемы. И так я частенько встречаю, что не могут настроить и подобрать режим. Опять же с тем контролем дуги и процесса, что сделал производитель, не все так просто как кажется, взять и подправить какие-то значения. Есть у производителя более богатое и при этом однофазное.... но с нынешними ценами ...3 балла
-
Просят сварить бампер на джип, (крузак) а я ни в зуб ногой, никогда такого не делал и вот опять. Есть у кого конкретный опыт работы с АМГ5 толщиной 5мм? Сгибается на 90°? Интересует мнение только конкретных людей, кто делал и делает нечто подобное, или просто работал-работает с АМГ5, если есть фото-видео изготовления бамперов, вообще отлично. Пожалуйста, не высказывайте своих предположений, предполагать я и сам могу, тему создал не для этого, и так весь форум засран.3 балла
-
Гравировка ООО "Центр Технической Помощи", г. Южно-Сахалинск. Подписывайтесь на наш Инстаграм
3 балла
-
Про наш рубль.3 балла
-
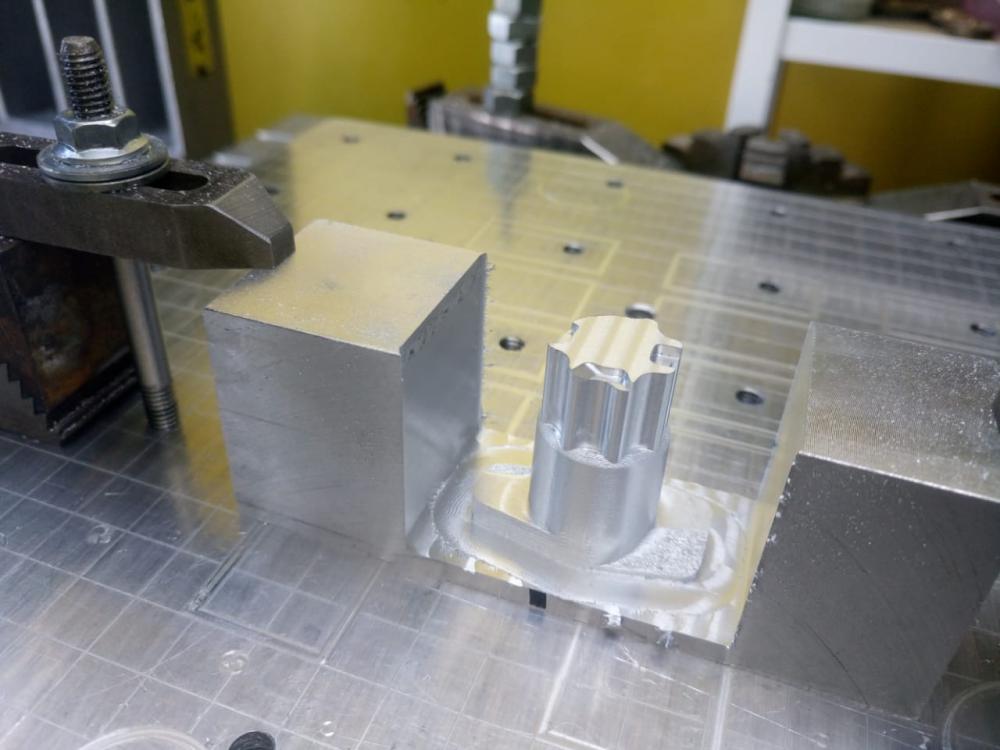
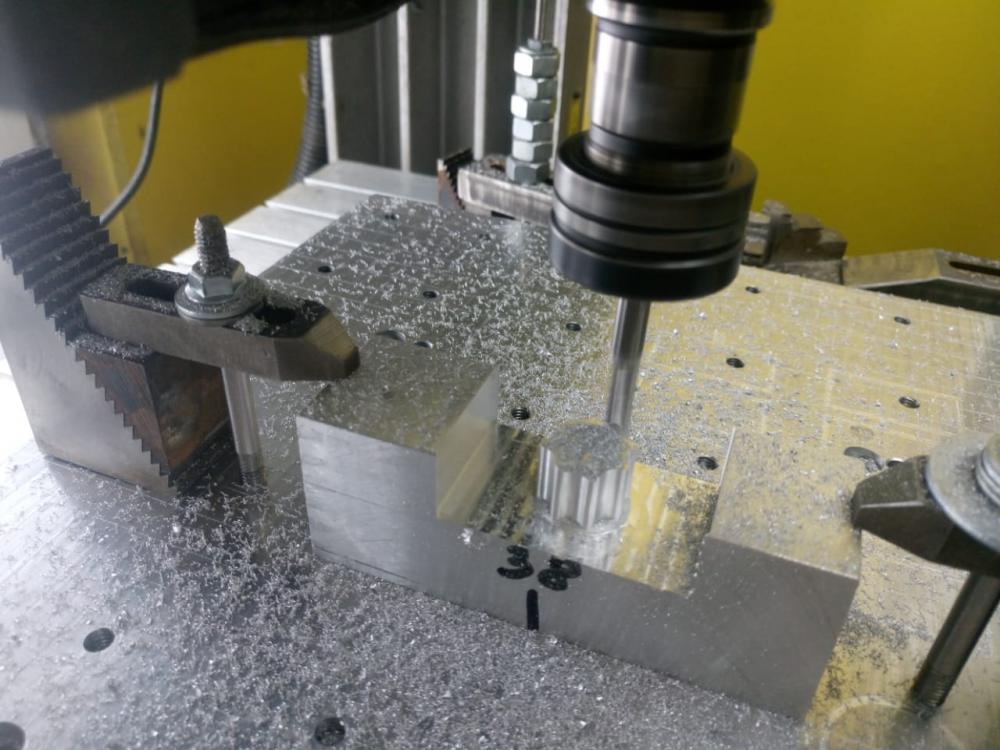
Да, вы правы, наличие муфты не отменяет необходимости соосности валов, но нам тут остается положиться на изготовителей узла, в котором стоит муфта (соосность задали они, изначально), в соосности валов Тошибы я не сомневаюсь. Это вообще хороший станок, с ним приятно работать, и он служит примером, как надо делать промышленное оборудование. Для единичного экземпляра это нормально, да и ходить такая деталь будет не в пример дольше родной (пластиковой). Лить под давлением пару штук не будешь (цена будет космическая). Да и в отходы не слишком много ушло, два кубика которые остались по бокам будут убраны на полку, и позже станут материалом для каких-нибудь деталей. Да, изготовление литьевых форм это вообще затратное занятие. Но если учесть, что в этой форме отольют многие тысячи грузил (а при бережном отношении со стороны литейщика и дестки тысяч), то никакой стружки не жалко.3 балла
-
Геннадий, сгибается. Некоторые моменты- лист сгибать поперёк прокатки, обязателен припуск на обрез краёв (20мм.),кромки продольные ,от проката, удаляй сразу,лист с литерой (М) бери, с литерой (Н) не надо, намучаешься.3 балла
-
Ко мне тоже изредка обращаются с такими предложениями,чаще всего на те джипы,которые эксплуатируют "и в хвост,и в гриву" по триалам,охотам,и рыбалкам. Иногда на малотонажные грузовички делаю.Поэтому расчёт в основном на функционал и работоспособность. Кроить из нового долго,муторно и оснастка нужна.Так как это не поточная работа,то пошел таким путём - прикупаем на разборках бампера и из них ваяем. В работу идут в основном только задние бампера от импортых легковых авто,там меньше тех.отверстий и они почти на всех машинах толще передних.Материал точно АМг, часто имеет покрытие. Места сварки тщательно надо готовить.Свариваемость отличная,пруток 5356. На свой тазик тоже недавно так сделали. Ушло 1,5 задних бампера от Вольво 960,уголки\усиления\уши тоже из остатков бамперов. Перед покраской чистка или пескоструем,или ортофосфорная кислота. Потом эпоксидная грунтовка и покраска,можно "мокро на мокро". р.с. при проектировании учитывайте тот момент,чтобы не потерять "угол вьезда". То есть далеко вперёд не выносить и немного дать уклон.
3 балла
-
Подлечил сегодня немного многострадальный радиатор со ДО станка, когда-то сварной у нас цеху заварил по маслу и прочей грязи, станок немного поработал и потом стоял пока не пришли арендаторы. Вот теперь периодически вылазят поры. Разделал, прогрел резаком, что бы от масла избавится и понемногу узкими валиками, с постоянной чисткой фрезой. Заварил. На будущее сказал есть кусок 8мм АМГ, привозите переделаю бачок. Тут немного тренировался варить черную сталь РАДС (полуавтомат занят). У наших автокранов проблема была и есть до сих пор отламывает крепление масляного бака. Сварили с уголка рамку, в которую устанавливается бак и притягивается полосами.
3 балла
-
@Сергей64, производство слишком громко сказано, скажем так, коммерческая эксплуатация. Т.е. работают практически каждый день. Самый старший из форсажей ПА ремонтировался раза три, примерно за пять лет. Но это ни о чем не говорит. Джасик однозначно надежней, но в основном стоит на запасном пути, так как форсажем работать приятней. @SergDemin, Всё так, но сварог совсем берега потерял в плане ценовой политики. @c0mrade, пластиковые гайки, на евроразъеме горелки - концентрированное зло. Если не хотите повторения, стоит заменить.2 балла
-
Миротворец Саша, С Днем Рождения!!! Здоровья и это главное ,,,, остальное мишура.
2 балла
-
Сильно в детали не вдавался, сами не до конца поняли что это и для чего если своими дилетантскими словами (у меня нет высшего или инженерного образования, только среднее специальное), то это одна из четырех частей большого насоса, причина поломки как бы это странно не звучало, в подшипниках. Они стояли родные, еще 60-ых годов, ниразу не обслуживались, и их заклинило в какой то момент, при этом поршни насоса продолжали работу, деталь раскалилась докрасна от трения, когда заметили, выключили установку и от резкого охлаждения появилась трещина. К шву и детали было в целом единственное требование , чтобы держало давление и было герметично, тесты уже пройдены, все окей. Заодно обслужили три идентичных детали той, что на фото, поменяли подшипники, заменили смазку, во избежание повторения такого сценария. Со второй половиной все хорошо, трещина возникла рядом с областью перегрева. Общий вид
2 балла
-
Доброго времени суток! Искренне рад, что все решилось положительно. Будем стараться впредь обрабатывать заказы в срок, а уж тем более не пропускать их. Желаем успехов в сварочном деле, да и вообще во всем что бы Вам сопутствовала удача!2 балла
-
спасибо за помощь2 балла
-
Хочется в благодарность написать еще и еще. Но в словах мало смысла. Я смогу работать без страха благодаря вам. Буду спокойно делать галактики из стекла. СПАСИБО!2 балла
-
У меня бы тоже самое было бы, но без шивелюры, облысел бы нахер,))
2 балла
-
Миротворец С Днём рождения !!!! Александр !!! всего доброго !!!!!
2 балла
-
@Миротворец, всего и всегда) будь здоров!2 балла
-
Моя мечта, квантовая физика. Куча книг и статей. Это весьма интересно. Даже сказал бы что увлекательно.2 балла
-
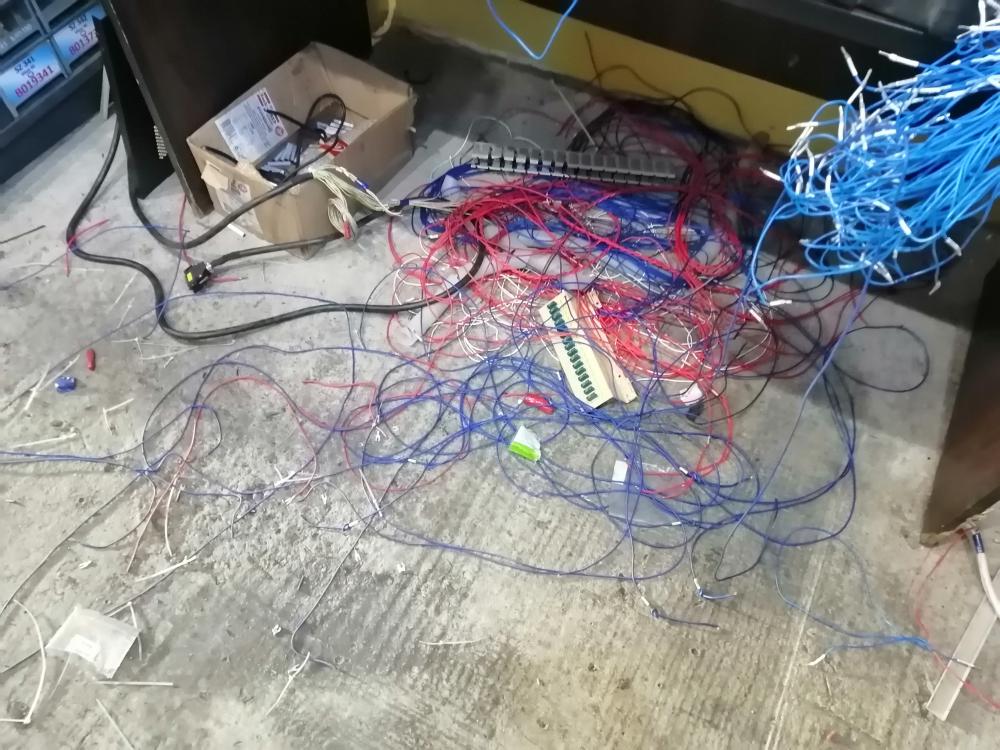
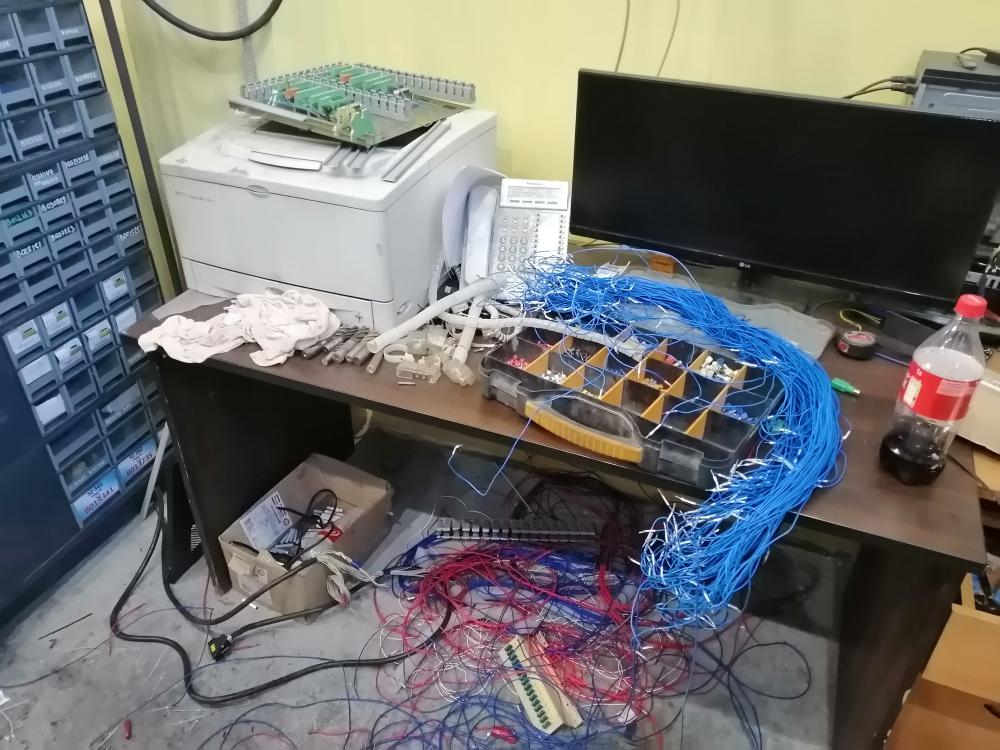
Это временный тестовый пульт делали для станка, для отладки входов-выходов на ПЛК. Кстати продается занедорого - http://directlot.ru/lot.php?id=533687
2 балла
-
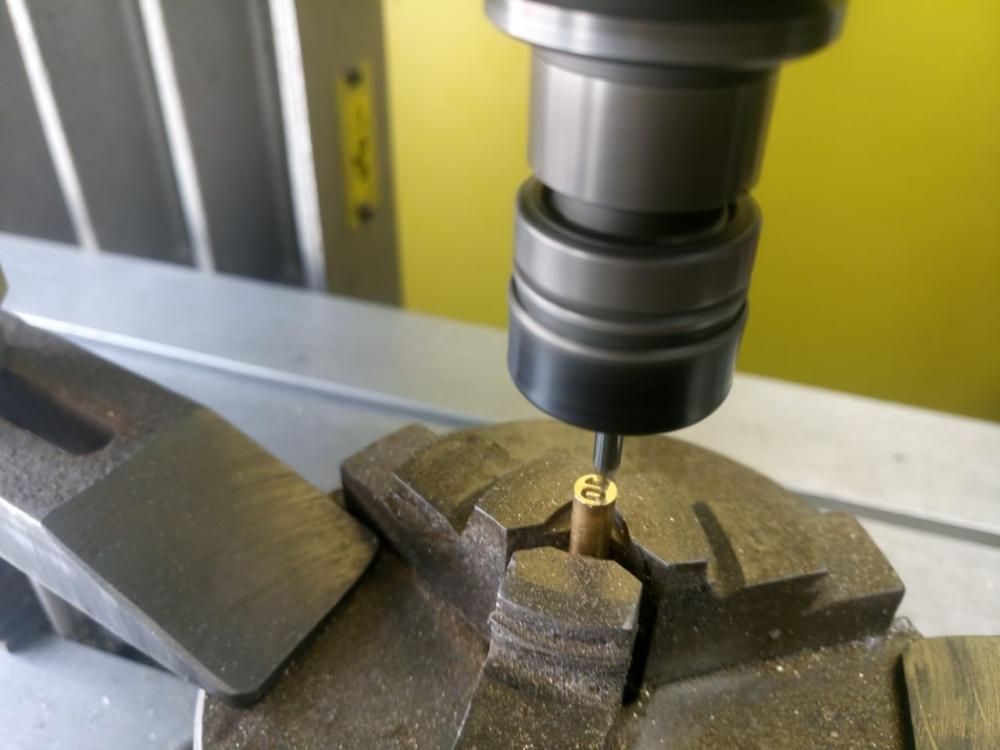
Изготовление детали крепления сиденья снегохода ООО "Центр Технической Помощи", г. Южно-Сахалинск. Подписывайтесь на наш Инстаграм
2 балла
-
По таким критериям-больше всего везёт работникам завода по производству сухих строительных смесей. А что? Каждый день-работа в защитных очках и респираторах. После работы-дезинфекция. Тауфон-в глаза, спиртное-во внутрь. Вот такая "атмосфэра"-в миксерном цеху. Занесло меня туда паропровод перекладывать. Надышался всласть... Вот "намордники". Новый и через полдня работы. Налазился по лесенкам-тоже всласть. Ну и, ессно, натягался-наварился. Проветривался на "пленэре". Золоотвал ТЭЦ. Стрела и ковш экскаватора. Стрелу уже лечили кислородным резаком, электродами МР-3 и нашлёпками из гвоздилина. Результат закономерен. Ковыряем, варим. Корень-ЛБ-52 ф 2,6 мм, заполнение и облицовка ОК-74.70 ф 3,2 и 4 мм. Усиление швов зашлифовал и наварил усиливающую накладку из 10ХСНД толщиной 10 мм. Фото-нету, так как варил уже за полночь в пургу из мокрого снега. Нефотогигиенично как-то было. Ковшику оторвали ушки. А чтобы варилось веселее-за меня сделали разделку кромок. Резаком, со скосом эдак 60-70 град., трясущимися руками. Трещины расковырял и залил ЛБшками. При приварке ушей-корень подстрагивал с обратной стороны. Заодно-подправил кромки от "высококачественной" газорезки. Корень и первые слои заполнения-ЛБ-52. Остальное-ОК-74.70. По сложившейся традиции-вкатился в ночь. На следующий день-отогревался на квартире. До чего докатилися сантехники... Сварщика-автогенщика искать надо! Что ж, друзьёв юности надо выручать. За долю малую, разумеется... Убрал вилюшки и укоротил вожжи радиаторов. 5 раз подряд.
2 балла
-
Порошковая покраска ООО "Центр Технической Помощи", г. Южно-Сахалинск. Подписывайтесь на наш Инстаграм
2 балла
-
Изготовление вал-шестерни ООО "Центр Технической Помощи", г. Южно-Сахалинск. Подписывайтесь на наш Инстаграм
2 балла
-
, как понял Вы в теме , т.е. как рыба в воде , на всякий случай добавлю ( скорей для себя , ну или кто ни в теме ) -при установке должна произведена идеальная центровка.2 балла
-
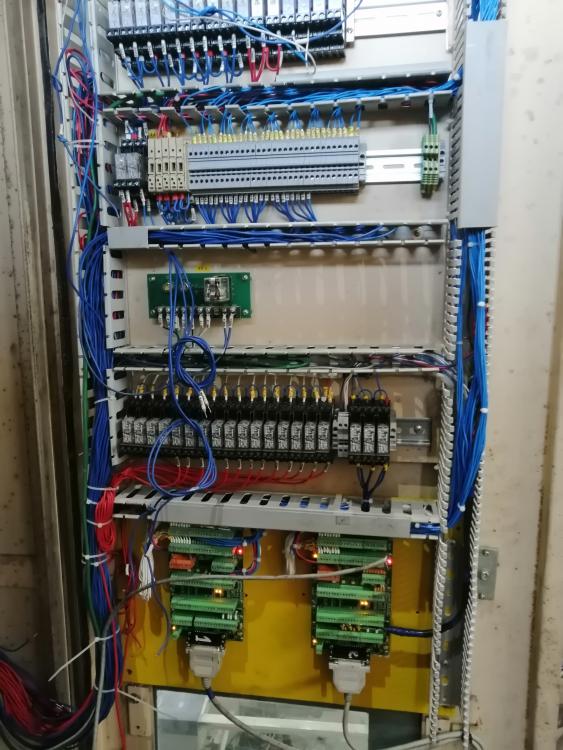
Проснулсо утром, думаю чего дома сидеть... Устрою ка я себе день электрика-автоматчика. Ну поперся к 9 в мастерскую, как встал на табуретку, так и простоял почти 12 часов.... С перекурами и короткими чаепитиями. Содрал всю старую коммутацию и древний ПЛК. Проводов запасных уложено просто жесть, выкинул все напрочь, сразу стало дышать легче. Собрал автоматику в чистовую, завтра наверное оставшиеся клапана менять буду на осях с 110 на 24В. Надо от проводов отдохнуть.
2 балла
-
С днем рождения!1 балл
-
@aleksein, в соседней теме вы говорили о стыковых швах. Сварка в импульсе, ровно как и в струе требует четкого соблюдения оптимальной длины дуги, если в угол льёте, длиннее делаем, встык - короче! У вас в Хелви за это отвечает коррекция подачи проволоки. Вправо скорость выше, длина дуги короче, влево - наоборот! Успехов!1 балл
-
Не будет его в ближайшие полгода - ИМХО, конечно. Типа вангую.1 балл
-
Так, вечерники временно кончились, студенты-на удалёнке, делать особо как бы нечего... можно заняться чем-то ещё. Давно что -то не брал я в руки шашки.... в смысле, не варил медяшку...пошел по знакомому адресу, благо там работёнка образовалась.. Да, ТрансТИГ 500 -это нечто....монструозное , гудит , как локомотив метро ,по сравнению с Эво, а раньше казался очень даже и ничего
1 балл
-
@vch,1 балл
-
Сегодня добился блестящего шва и на фине. Если ваш фин не даёт блестящего шва на люмине, причин может быть 3, грязный аргон, мало аргона, горелка говно, в моём случае вариант №3. Поставил линзу и всё заблестело! Покупайте горелки АГНИ! (реклама ) Сегодня потратил часок на эксперимент, значит так, данный фин отлично зажигает все электроды и красные тоже на ПЕРЕМЕННОМ токе (на постоянке не пробовал) с длиной шлейфа 16 метров. Люминь с улицы, с мороза, (был умывальник) специально не зачищал. Всё на фото. Электрод - Ф3,2мм.
1 балл
-
все они о себе заботятся, нахрена им люди... им скот дойный нужен...1 балл
-
1 балл
-
Спросил у дружана: ты был в магазине? Он прислал картинку и сказал ему ничего не надо...
1 балл
-
1 балл
-
Это не сварочный стол, а лист железа на ножках с колесами. @Павел163, а обязательно ли нужна резьба? Насколько я видел оснастку, она вставляется и держится за счет перекоса- распорки1 балл
-
Отлично всё горит, перестаньте придумывать.1 балл











































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)