Лидеры




Популярный контент
Показан контент с высокой репутацией 11.12.2019 в Сообщения
-
Сергей , не всегда и с аргоном вулканчик можно заполучить не хилый и давление даже нерж выбивает а люминь тем паче . Вот еще раз покажу технологию и проста как три копейки, трап в колодец и должно герметично . Вот он вулканчик и каких размеров уже заварил но пришлось рядом отверстие сверлить Делаем чепик из присадки Подбиваем его в отверстие и мощным коротким импульсом (можно ручным) привариваем его и тем самым создаем герметичность Покажем еще разок
 8 баллов
8 баллов -
https://www.youtube.com/watch?v=R3ruqKYRvcA5 баллов
-
https://youtu.be/J7_0kKwpjw84 балла
-
4 балла
-
Привозмли маску купленную в польше. На посмотреть. Со светофильтром "реальный цвет". Щиток и оголовье ничего необычного.Оголовье регулируется по конечным положениям, по удалению от лица. Фиксатор без нажима, но затягивает не ослабляясь. Теперь по изобоажению. Эффект легко тонированных солнечных очков. Можно без напряга гулять, читать газету, даже в темноту глядя все видно. Изображение просто отпадное, кристально чистое с легко различимыми цветами. При сварке так же замечательно все видно в слегка голубоватом оттенке. Светофильтр оставил неизгладимые впечатления о новой технологии. В этой маске реально производить зачистные работы не боясь накосячить из за плохого обзора или видимости. Цена на наши в районе трех тысяч рублей.
4 балла
-
Учебный процесс идёт своим ходом... теория /практика-вот до хромоникелевых сталей добрались, -спасибо партнёру-неравнодушному ИПэшнику, подкинул нам 08/18 неплохо 3-4 мм, с проволокой и и газом сами как-то разобрались... ЭвоМИГ 500ТР -по данному вопросу-зачёт...-даже в малоопытных руках студентов выходит что-то весьма похожее на швы....
3 балла
-
Сварщики елки не рубят, а варят
3 балла
-
а сейчас еще больше врагов. Так что БУКВ еще больше надо и цифр добавить. Я, за порядок.3 балла
-
@copich,ну, зачем вы подняли этот вопрос, теперь шадринские технологи прочтут это и букаф в аббревиатуре добавится !3 балла
-
Не мог добиться белого цвета обратного валика,вчера группа поддержки помогла мне найти способ добиться этого цвета,за что от меня большое человеческое спасибо.В общем результат на фото.Ток линейный 80А,поддув 20 л/мин,толщина 2 мм.,нержа 321-я.
3 балла
-
Сегодня поработал, швы к концу дня стали получатся лучше, уже почти не косячил. Вертикал и горизонт оказывается проще нижнего, намеренно не вращал заготовку. Местами где не подлезть, горелкой вниз варил (ранее при таком хвате, постоянно тыкал электродом). Сварка к завершению, скоро сборка и на рыбалку.
3 балла
-
Было такое. Поменял сам модуль по гарантии. Диагностика по ватцапу. Модуль через транспортную компанию. Замена в течении часа. Второй раз бы за 15 минут сделал. Проблемный модуль вернул назад в той же коробке. Такой ремонт мне ближе и понятнее, в отличии от ремонтников, закатывающих глаза от размера проблемы.3 балла
-
Двоичку использую практически только для одной цели- надрезать листовой металл,затем согнуть.Внутри сварочкой капнуть.Таким макаром разные ящички делаю.Старая слесарная хитрость тащемта.3 балла
-
3 балла
-
@Шурпет, щупали мы NBM-270-500. Пульс и двойной есть, но коррекции по напруге не хватает, короткая дуга в пульсе, хоть пристрели, этот тоже вернёте! Характеристики пульса: пик-база очень далеки от оптимала, перенос материала плохой. Пусть шефы возврат сразу оговаривают. Но попробовать думаю стоит. Но штаны не помокреют 100000%2 балла
-
@selco, да я же не против! Но на 220В, это мало. Эвикам хочу пожелать делать машины Mig, не различающихся по фаршу. Ну как у Лорх, есть линейка speedpulse, значит от мала до велика, все однотипно. Тут же модели 300-500А, совсем разные по функционалу машины, имеющие одну прошивку ProAl, так нельзя.2 балла
-
Виктор, тут всё очень скользко. Последнее слово за боссом, меня особо никто не спрашивает насчёт того, что покупать, а что - нет. Но с другой стороны, начальник - человек крайне адекватный в отношении грамотно обоснованных возражений. Поэтому завтра включу всё своё красноречие и буду наглядно демонстрировать, что данный девайс нам не подходит, совсем. А по бюджету в 150 т.р. у нас было (и есть) предложение от магазина. Новый аппарат, 350 или (или подороже, но 500-ый), пульс+даблпульс + интегрированный БВО+ "мокрая горелка".2 балла
-
@Кустарь, Платон, налоги, Допог, и ещё столько всякого дерьма навешали, что взвыли даже крупные перевозчики. Коля, на выезд меня можно дернуть, один такой клиент остался, стонет, но не бросает. А своего помещения теперь для цистерн у меня нет, аренда высока. Чего мне там себя в долги загонять?2 балла
-
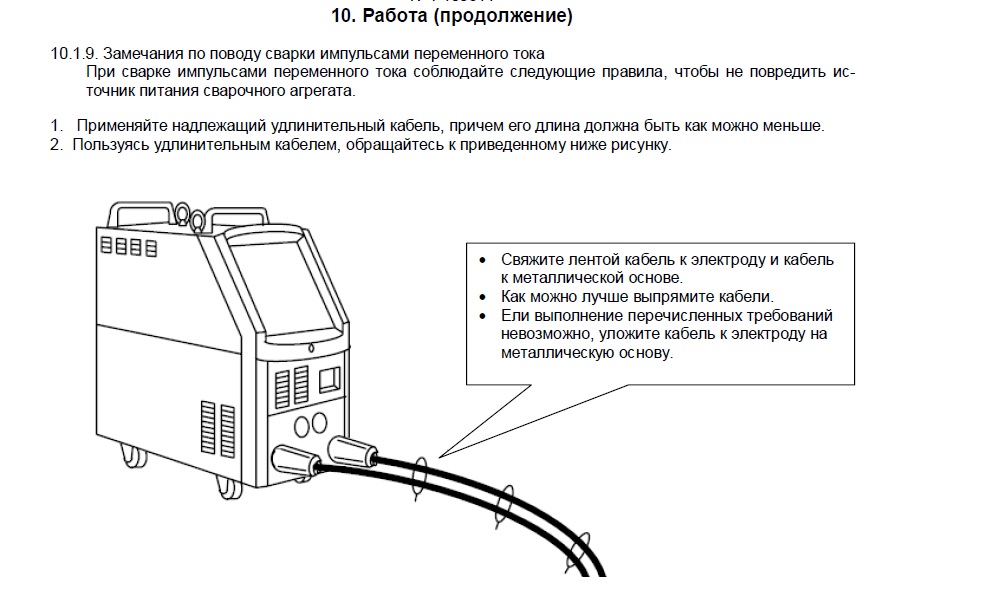
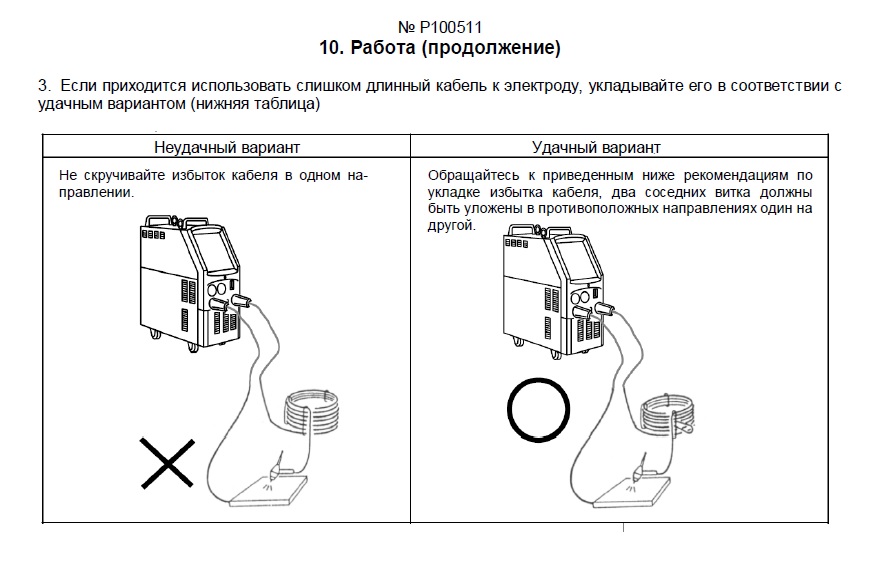
Во чо думают по сему поводу японцы . Но думаю они преувеличивают проблему.
2 балла
-
Александр , обратно....обратно его и это копия сего да и не стоит он стольких денех.2 балла
-
@welderman, ты о современном говоришь, а этот аппарат ещё тех времён, когда из Aotai закупали. Есть в нем одиночный точно. Шурпет, ну ты тоже, морду лица нормально сфотать не судьба была?2 балла
-
забавную инфу нашел, наконечники сварочные для полуавтомата от шааз http://shaaz.biz/catalog/proizvodstvo-svarochnykh-nakonechnikov/2 балла
-
https://www.youtube.com/watch?v=7xYoMbwmd6k2 балла
-
2 балла
-
По жестянке толстые живут дольше. Тонкие сыпятся. Особенно когда на ребро металла резать нужно.2 балла
-
Брать ММА аппарат с функцией ТИГ, дело не интересное. Это когда на рыбалку пошел с палкой, а крючок сделал из гвоздя. Взять ТИГ аппарат и им пользоваться для ММА сварки, совсем другое дело. Поэтому, смотреть, есть ТИГ или его нет, я думаю просто не нужно. А вот реально рабочий БСН, хот старт, антизалипание, это то что нужно иметь в ММА, может незначительно, но все равно упрощает процесс ММА сварки и следовательно больше удовольствия, чем хочется разбить об стену. Ну еще блок PFC бы в нем, но тоже рабочий, чтобы не доставлял больше проблем, чем пользы, то же хорошая и приятная вещь. Все сугубо личное мнение, так сказать IMHO.2 балла
-
При ответственных швах перед заваркой глухого отверстия туда задувают аргон и картинка складывается.2 балла
-
Сбой системы, вручную перевёл.2 балла
-
2 балла
-
Приезжает скорая. Сделай хоть что нибудь. Больные весь салон заблевали. Выхлопной нет. Все в шарабан тянет. (Я с августа у них не работаю) Так делаю бесплатно. Сам не понимаю зачем. Все равно большинство скажет что скорая и врачи это редиски. Ну да бог с ними. Ну не нашел я у себя трубы круглой. Приварив то что есть. Все лучше чем ничего. Для тех кто считает что это кроилово могу узнать расчетный счет больнички. Я думаю что в других больницах не лучше. Оптимизация однако. С милицией чуть получше.
2 балла
-
http://anekdotov.net/pic/etiket3/051640149l.jpg2 балла
-
ГОСТ 1412-85 Чугун с пластинчатым графитом для отливок. Марки http://docs.cntd.ru/document/1200008656 ГОСТ 7293-85 Чугун с шаровидным графитом для отливок. Марки http://docs.cntd.ru/document/1200008852 ГОСТ 1215-79 Отливки из ковкого чугуна. Общие технические условия (с http://docs.cntd.ru/document/ ГОСТ 7769-82 Чугун легированный для отливок со специальными свойствами. Марки (с Изменением N 1) N 1, 2) http://docs.cntd.ru/document/1200011542 Принципы маркировки по ГОСТ, DIN, NF, JIS, ASTM, BS. Что означает маркировка чугуна? Принципы маркировки по ГОСТ, DIN, NF, JIS, ASTM, BS. Что означает маркировка чугуна?Чугуны различают: а) по форме включения графита серый чугун с пластинчатым графитом (СЧ);чугун с вермикулярным (червеобразным) графитом (ЧВГ);высокопрочный чугун с шаровидным графитом (ВЧ);ковкий чугун с хлопьевидным графитом (КЧ);6) по химическому составу: нелегированные чугуны (общего назначения)легированные чугуны (специального назначения).В чугунах используется приблизительно тот же комплекс легирующих элементов, что и в стали (хром, никель, алюминий, молибден, ванадий и т.д.). Маркировка легированных чугунов осуществляется с помощью букв, обозначающих легирующие элементы (по аналогии со сталями) и цифр, указывающих их содержание (в %). Буква Ш в конце маркировки указывает на то, что графит в чугуне имеет шаровидную форму; если буква Ш отсутствует, то графит пластинчатый. Нелегированный чугун не содержит других легирующих компонентов, кроме углерода. Чугуны с пластинчатым графитом для отливок В основу стандартизации серого чугуна положен принцип регламентирования минимально допустимого значения временного сопротивления разрыву при растяжении. В соответствии с этим принципом обозначение марки чугуна в стандартах различных стран содержит значение минимально допустимого временного сопротивления разрыву, определенного в стандартной литой заготовке пробы диаметром 30 мм. Поскольку значения прочности чугуна данной марки в отливке зависят от скорости охлаждения, определяемой толщиной стенки (диаметром) отливки, в стандартах всех анализируемых стран приводятся минимальные значения полученные, в отдельно отлитых пробных заготовках других диаметров или сечений из серого чугуна каждой марки. А в стандарте Германии, например, приводятся таблицы и номограммы, связывающие прочность чугуна каждой марки с сечением пробной заготовки, что позволяет конструктору выбрать марку чугуна, обеспечивающую требуемую прочность в стенке отливки заданной толщины, или оценить прочность чугуна, которую следует ожидать в этой стенке при заливке чугуном выбранной марки. Стандарты на серый чугун (кроме отечественного) не регламентируют максимально допустимое значение временного сопротивления разрыву при растяжении, но устанавливают для чугуна каждой марки пределы допустимого значения твердости. Отечественный стандарт оговаривает в примечании к основной таблице, что максимальное значение временного сопротивления разрыву при растяжении, не должно превышать минимально допустимое более чем на 100 МПа. В стандарте Германии DIN 1691 отмечено, что в заказе на отливки должно быть однозначно указано, является ли характерным свойством предел прочности при растяжении или твердость по Бринеллю, и в зависимости от этого маркировка обозначается по-разному. Например: чугун DIN 1691-GG-25 или чугун DIN 1691-GG-210 HB Буквы GG обозначают соответственно: "gegossen" - отлито и "gubeisen" - чугун. В отечественном стандарте имеются три марки чугуна СЧ18, СЧ21 и СЧ25, которые допускаются для изготовления отливок по согласованию с потребителем. Стандарт Франции NF А 32-105-65 в настоящее время отменен. В большинстве марок серого чугуна косвенным методом ограничения прочности является максимально допустимое значение твердости, превышение которого приводит к отбелу и связанному с этим ухудшению технологических свойств. Твердость серого чугуна в значительной степени зависит от количества и размеров включений графита в структуре и количества и дисперсности перлита. Поэтому термическая обработка этого материала также весьма важна. Чугун одной марки может подвергаться нескольким видам термообработки: например, высокотемпературному отжигу для ликвидации структурно-свободного цементита, закалке и отпуску. Для получения марок чугуна от СЧ20 до СЧ35 применяют помимо легирования небольшими добавками Сr, Ni, Мо и Cu модифицирование жидкого металла непосредственно перед разливкой кремнийсодержащими добавками (ферросилицием, силикокальцием, силикобарием и другими). Чугуны ковкие для отливок В основу стандартизации ковкого чугуна (ГОСТ 1215) положен принцип регламентирования минимально допустимых значений временного сопротивления разрыву при растяжении, относительного удлинения и твердости (НВ). В зарубежных стандартах регламентируется также минимально допустимое значение предела текучести. Механические свойства ковкого чугуна определяют на литых образцах диаметром 16 мм; в зависимости от толщины стенки отливок допускается применение образцов диаметром 8 и 12 мм. Стандарты зарубежных стран также предусматривают применение образцов примерно таких же размеров. В стандарте США ASTM A602 (Р 82), например, М7002, буква М означает "malleable" - ковкий, 70 - предел прочности, в кгс/мм2, 02 - относительное удлинение в %, а в стандарте на отливки из ферритного ковкого чугуна ASTM А47 приведены две марки 22010 и 24018, где 220 и 240 - показатели предела текучести в МПа, а 10 и 18 - относительное удлинение в %. В стандартах Японии на отливки из ковкого чугуна марки обозначают только по пределу прочности остальных странах - по пределу прочности и относительному удлинению, причем в Германии и Великобритании - пределу прочности в кгс/мм2, а в Японии и Франции - в МПа (см. перевод единиц давления, хотя давление тут - только размерность ) В Германском стандарте DIN 1692 буквы GTS обозначают отожженный ковкий чугун без обезуглероживания, а GТW - обезуглероженный отожженный ковкий чугун. Японский стандарт JIS G5702 регламентирует свойства черносердечных ковких чугунов, обозначаемых буквами FСМВ "foundry casting malleable blackheart", JIS G5703 - FCМW, буква W означает "Whiteheart" (белосердечный, он же обезуглероженный), причем три последние марки дополнены буквой Р, что означает "Реrlite" (перлитный). И, наконец, стандарт JIS G5704 - FСМР, где Р означает то же самое. Французский стандарт NF А 32-701 оговаривает марки белосердечного ковкого чугуна, которые обозначаются буквами МВ - "Мilleable blanc", а стандарт NF А 32-702 на отливки из ковкого чугуна с шаровидным графитом, ферритного и перлитного чугунов, маркируют буквами МN, где N означает "nodulaire" - шаровидный. В стандарте Великобритании ВS 6681 классы ковкого чугуна, входящие в область распространения данного стандарта, обозначаются следующим образом: W - белосердечный (обезуглероженный) ковкий чугун, В - черносердечный (ферритный) ковкий чугун, Р - перлитный ковкий чугун. Чугуны антифрикционные для отливок ГОСТ 1585 распространяется на антифрикционный чугун для отливок, работающих в узлах трения со смазкой, и включает 10 марок. В ГОСТ 1585 приводится химический состав чугунов, твердость и микроструктура по ГОСТ 3443. Чугуны марок АЧС-1 - АЧС-6 - серые с пластинчатым графитом и различной структурой матрицы. Чугуны марок АЧВ-1 и АЧВ-2 - высокопрочные, с шаровидным графитом с перлитной (АЧВ-1) и перлитно-ферритной (АЧВ-2) металлической основой. Чугуны марок АЧК-1 и АЧК-2 - ковкие с компактным графитом: чугун АЧК-1 легирован медью, перлитный, АЧК-2 - перлитно-ферритный. Массовая доля марганца меняется в указанных в марке АЧС-5 пределах в зависимости от толщины стенки. В зарубежных странах нет стандарта, объединяющего марки антифрикционных чугунов. Количество включений графита оценивается средним процентом площади, занятой на микрошлифе. Например, Г2 - до 3 % площади, занятой графитом. Распределение включений графита оценивается по шкале 3 приложения 2 ГОСТ 3443. Количество перлита или феррита оценивается средним процентом площади, занятой этими структурными составляющими на шлифе. Например: П92 - площадь, занятая перлитом, свыше 90 до 94 %. Дисперсность пластинчатом перлита определяется средним расстоянием между пластинами цементита. Например: Пд 0,5 - расстояние между пластинами цементита от 0,3 до 0,5 мкм. Фосфидная эвтектика оценивается средней площадью изолированных включений. Например: Фр - диаметр ячеек свыше ... до ... Термическая обработка антифрикционных чугунов АЧК-1 и АЧК-2 аналогична применяемой для обычных ковких чугунов. Чугуны с шаровидным графитом для отливок В ГОСТ 7293 "Чугун с шаровидным графитом для отливок" имеются восемь марок чугуна с шаровидным графитом. Марка ЧШГ определяется показателями временного сопротивления разрыву при растяжении и условного предела текучести. Условное обозначение марки включает буквы ВЧ - высокопрочный чугун и цифровое обозначение минимального значения предела прочности, в МПа*10-1. Механические свойства ЧШГ обеспечиваются в литом состоянии или после термической обработки. Показатели относительного удлинения, твердости и ударной вязкости определяют только при наличии требований в нормативно-технической документации, и они должны соответствовать требованиям настоящего ГОСТа. В стандарте США ASTM А536 в маркировке чугуна первое и второе числа также определяют показатель предела прочности при разрыве, первое - в фунтах/кв.дюйм*103, а второе - округленная величина этого показателя в МПа*10-1. Третье число определяет минимальное значение относительного удлинения в %. Например, марка 80-50-06 имеет следующие минимальные показатели механических свойств: предел прочности - 80000 фунт/дюйм2 или 552 МПа условный предел текучести - 55000 фунт/дюйм2 или 379 МПа относительное удлинение - 6,0% В стандарте Германии DIN 1693-506-50 в названии марки буквы означают: G - "gegosen" (отлито), G - "gubeisen" (чугун), G - "globular" (шаровидный), 50 - минимальное значение предела прочности в МПа*10-1 (например, GGG-50). В стандарте Великобритании ВS 2789 буквенные обозначения не применяются. Во французском стандарте NF А 32-201 буквы FGS означают: "fonte" (литье), "graphite" (графит) и "sferoidal" (шаровидный). В обозначениях стандартов Франции и Великобритании помимо предела прочности при растяжении в МПа указывается и относительное удлинение в %. В случае, когда испытания на растяжение выполняются не на отдельных, а на смежных с отливкой образцах, указанное обозначение дополняется буквой А. В случае, когда отливки должны обладать особой ударной вязкостью при низкой температуре, указанные обозначения дополняются буквой L, сопровождаемой числом, соответствующим температуре испытания. Символы L и А могут сочетаться. Например, FGS 350-22АL40. В большинстве национальных стандартов на высокопрочные нелегированные чугуны, регламентирующих механические свойства, химический состав чугунов не оговаривается. Обязательными для контроля являются предел прочности при растяжении, предел текучести, и относительное удлинение. В стандартах всех стран, за исключением стандартов Германии и США, приводятся контролируемые пределы величин твердости. Остальные параметры чугунов, в том числе микроструктура, могут контролироваться по требованию заказчика. Количество графита преимущественно шаровидной формы, оговариваемое в большинстве национальных стандартов, колеблется в широких пределах от 70 % в стандарте Японии до 90 % в стандарте США ASTM А395. В том же стандарте приводится единственная марка ферритного чугуна ЧШГ с контролем химического состава по основным элементам и твердости. Определение пределов прочности и текучести и относительного удлинения в большинстве стандартов осуществляется на отдельно отлитых и специально выточенных образцах диаметром 14 мм из заготовок больших размеров (до 75 мм). Если по техническим причинам необходимо использовать образец другого диаметра, он должен обязательно удовлетворять следующему соотношению: L0 = 5,65·S0 = 5d, где L0 - начальная длина между метками на испытуемом образце; S0 - начальное сечение образца; d - диаметр калиброванного сечения образца. Отливки заказчику поставляются в исходном или термообработанном виде. Термообработка для снятия напряжений не оказывает влияния на микроструктуру чугуна отливок, остальные виды термообработки проводятся с целью изменения структуры и приведения свойств в соответствие с требованиями стандарта. Стандарт Японии JIS G 5502 включает 7 марок чугуна с шаровидным графитом. FСD 370 и FCD 400 - ферритные, FCD 450 и FCD 500 - ферритно-перлитные и FCD 600, FCD 700 и FCD 800 - перлитные чугуны. Стандарт JIS G 5503 содержит три марки чугуна с шаровидным графитом: FCD 900 - ферритно-бейнитного класса с повышенной ударной вязкостью, FCD 1000 - со структурой матрицы "отпущенный мартенсит" - повышенной прочности и FCD 1200 чугун мартенситного класса с повышенной твердостью, применяемый для отливок, работающих на износ. Последние три марки получают только термической обработкой с нагревом до области аустенитного превращения. Чугуны с вермикулярным графитом для отливок ГОСТ 28394 содержит марки чугуна для отливок, имеющего в структуре графит вермикулярной формы и не более 40 % шаровидного графита. Для отливок применяют чугуны следующих марок: ЧВГ30, ЧВГ35, ЧВГ40, ЧВГ45. Марка чугуна определяется временным сопротивлением разрыву при растяжении и условным пределом текучести. Условное обозначение марки включает буквы ЧВГ - чугун с вермикулярным графитом и цифру, обозначающую минимальное значение временного сопротивления разрыву при растяжении в МПа*10-1. Относительное удлинение и твердость по Бринеллю определяют при наличии специальных требований в нормативно-технической документации. По требованию потребителя допускается устанавливать другие значения твердости. Механические свойства определяют на одном образце диаметром 14 мм, изготовленном из заготовки толщиной или диаметром 25 мм. В Румынии стандартизированы три марки ЧВГ. В марках России и Румынии цифровое обозначение марки соответствует требуемому минимальному значению показателя предела прочности при растяжении в МПа. Стандартные марки чугуна с вермикулярным графитом (США) приведены по данным проекта стандарта, разработанного в январе 1982 г. ("Standard specification for Compacted Graphite Iron Casting"), которым определены условия приемки и контроля качества деталей из ЧВГ. Фирма Великобритании "International Machinite Metal" применяет отраслевой стандарт, оговаривающий только две марки чугуна с вермикулярным графитом: FС 275 - ферритный чугун и FС 400 - перлитный чугун. Несмотря на сравнительно невысокие показатели механических свойств, чугун с вермикулярным графитом получил в последнее время достаточно большое распространение благодаря хорошим технологическим и теплофизическим свойствам. Чугуны легированные для отливок со специальными свойствами ГОСТ 7769 распространяется на чугуны для отливок с повышенной износостойкостью, коррозионной стойкостью, жаростойкостью и жаропрочностью. Так как многие из них сочетают н себе несколько указанных свойств, маркировка осуществляется по преобладанию легирования. Низколегированные чугуны всех видов, а также высоколегированные марганцевые и никелевые, за исключением марок ЧН2Х, ЧХ3Т, ЧГ7Х4, ЧН4Х2, модифицируют графитизирующими присадками. В хромистых чугунах и в чугунах с шаровидным графитом допускается массовая доля никеля до 1,0 % или меди до 1,5 % вводимых с шихтой: природно-легированными чугунами, легированным стальным ломом или магнийсодержащими лигатурами. В отливках из легированного чугуна с шаровидным графитом не менее 80% включений должны быть шаровидной формы. Отливки из высоколегированных хромистых и кремнистых чугунов для снятия внутренних напряжений подвергаются термической обработке. В соответствии с ГОСТ 7769 во всех марках чугунов контролируются предел прочности при растяжении и твердость HB), в чугунах с шаровидным графитом относительное удлинение (d), в остальных - предел прочности на изгиб (sизг). Отливки из жаростойкого чугуна должны обладать сопротивлением окалинообразованиям: не более 0,5 т/(м·ч) увеличения массы и росту не более 0,2 % при температуре эксплуатации, в течение 150 ч. ГОСТ 7769 включает следующие марки износостойких чугунов: низколегированные хромистый ЧХ3Т и два никелевых ЧН2Х и ЧН4Х2, высоколегированные хромистые ЧХ9Н5, ЧХ16, ЧХ16М2, ЧХ22, ЧХ28Д2, ЧХ32 и высоколегированные марганцовистые ЧГ7ХЧ, ЧГ6С3Ш и ЧГ8Д3. В стандарте США ASTM А532 "Износостойкие серые чугуны" ("Abrasion resistant cast irons") имеется десять марок чугуна трех классов. К классу I относятся низкохромистые износостойкие чугуны, к классу II - высокохромистые и к классу III - с содержанием хрома 23-28 %. Тип чугуна А, В, С и т.д. определяет массовые доли других элементов, входящих в состав чугуна. В обозначении марки ("designation") чугуна НС и LС соответственно повышенное и пониженное содержание углерода. Отличительной чертой маркировки десяти чугунов в стандарте Германии (DIN 1695) является величина средней массовой доли углерода (С*102), проставляемая перед буквами, обозначающими легирующие элементы. 9 марок стандарта Франции NF А32-401 в обозначении имеют наименование легирующих элементов с указанием их массовой доли. При этом марки FВА и FВО относятся к нелегированным белым чугунам, а остальные - к легированным. В стандарте Великобритании ВS 4844 "Износостойкий белый чугун" ("Abrasion resisting white cast iron") нелегированные и низколегированные белые износостойкие чугуны обозначаются цифрой I и соответствующей буквой. Типы IА и IВ отличаются друг от друга содержанием фосфора, а IС - углерода. Белые никель-хромистые чугуны делятся на пять классов, обозначаемых цифрой 2 и соответствующей буквой. Чугуны различных сортов данного класса отличаются, главным образом, содержанием углерода. Белые высокохромистые чугуны (7 классов) существенно отличаются по составу, главным образом, по содержанию хрома; они обозначаются цифрой 3 и соответствующей буквой. Коррозионно-стойкие чугуны (II марок) согласно ГОСТ 7769 можно разделить на три основные группы: высокохромистые ЧХ22С, ЧХ28 и ЧХ28П, высококремнистые ЧС13, ЧС15, ЧС15М4, ЧС17 и ЧС17М3 и низколегированные никелевые ЧНХТ, ЧНХМД и ЧНМШ. Первая и третья группы имеют аналоги в зарубежных стандартах износостойких чугунов, обладающих, как уже было сказано, и определенной коррозионной стойкостью. Стандарт США ASTM А518 "Отливки из коррозионно-стойкого высококремнистого чугуна" ("Corrosion-resistant high-silicon iron castings") включает три марки: grade 1, grade 2 и grade 3. Они различаются содержанием хрома и молибдена. Массовая доля кремния во всех трех марках одинакова. Отливки, изготовляемые из этого чугуна, для работы в жидких коррозионных средах под давлением должны выдерживать не менее 275 кПа. В стандарте Великобритании BS 1591 ("Corrosion resisting high-silicon iron castings") предусмотрено четыре марки чугуна Si10, Si14, SiCr144 и Si16, отличающиеся содержанием кремния и хрома. Толстостенные отливки при литье этих марок чугунов должны охлаждаться в форме до 150-200°С. Мелкие отливки выбивают из формы при 800-850°С и помещают в печь при 750-850°С. Выдерживают при температуре 730-740°С в течение 3-4 ч, затем охлаждают с печью до 100-200°С. Жаростойкие чугуны по ГОСТ 7769 подразделяются на три основные группы: алюминиевые (от 0,6 до 32 % Al) ЧЮХШ, ЧЮ6С5, ЧЮ7Х2, ЧЮ22Ш и ЧЮ30, низколегированные хромом ЧХ1, ЧХ2 и ЧХ3 и кремнистые низколегированные чугуны ЧС5 и ЧС5Ш. Алюминиевые чугуны имеются в национальных стандартах Болгарии, Румынии и бывшей ГДР. Национальные стандарты Чехословакии регламентируют две марки алюминиевого чугуна, а Польши - восемь марок. Основным требованием к чугуну каждой марки является химический состав, который определяет микроструктуру и основные эксплуатационные свойства: жаростойкость, износостойкость. Низкохромистые чугуны содержат от 0,4 до 3,0 % Сr и характеризуются более высокой жаростойкостью, чем обычные серые чугуны. Для предотвращения образования структурно-свободного цементита с увеличением содержания хрома в чугунах увеличивают содержание углерода и кремния и модифицируют чугун. В стандарте США ASTM А319 (R 1985) приведены три класса чугуна с повышенным содержанием хрома. Содержание его от одного типа к другому возрастает (от А до D), при этом углеродный эквивалент в отличие от чугуна ГОСТ 7769 уменьшается, а содержание фосфора увеличивается вдвое. Две марки жаростойкого кремнистого чугуна ЧС5 и ЧС5Ш по ГОСТ 7769 имеют также аналоги в стандарте Польши. Химический состав этих марок практически одинаков, чугун марки ЧС5Ш отличается лишь наличием глобуляризирующих элементов - магния или церия и, соответственно, шаровидной формой графита. К жаропрочным чугунам относятся высоконикелевые чугуны с пластинчатым и шаровидным графитом с аустенитной или аустенитно-карбидной матрицей, обладающие повышенными сопротивлением ползучести и пределом прочности. В ГОСТ 7769 приведена одна марка аустенитного чугуна с пластинчатым графитом ЧН15Д7 и четыре марки аустенитного чугуна с шаровидным графитом ЧН11Г7Ш, ЧН15Д3Ш, ЧН19Х3Ш и ЧН20Д2Ш, где Н, Д, Г и Х означают наличие легирующих: никеля, меди, марганца и хрома соответственно, среднее значение которых определяется числом, стоящим после буквы. Буква "Ш" указывает на шаровидную форму графита. В соответствии с ГОСТ 7769 для этих чугунов осуществляют контроль: предела прочности при растяжении, относительного удлинения и твердости. Для марки ЧН15Д7 контролируется еще и предел прочности на изгиб. Стандарт США ASTM А436 включает 8 марок аустенитного чугуна с пластинчатым графитом, которые отличаются различным легированием никелем, марганцем, медью, хромом и кремнием. Кроме химического состава в этих марках чугуна контролируется предел прочности при растяжении и допускаемые пределы твердости. Обозначение марок условное, например "Туре 2в" - 18-20 % никеля, 3-6 % хрома. Стандартом США ASTM А439 предусмотрено 9 марок аустенитного чугуна с шаровидной формой графита. Обозначение марок также условное. Помимо предела прочности при растяжении обязательным для контроля в этих марках чугуна является предел текучести, относительное удлинение и пределы твердости. Контроль механических свойств осуществляется на образцах, изготовленных из специально отлитых отдельно заготовок. Стандартом США ASTM А571 предусмотрено изготовление марки аустенитного чугуна с шаровидной формой графита (Туре D2М, Class 1 and 2), отличающейся повышенным содержанием марганца. Для этой марки чугуна обязателен контроль ударной вязкости. Стандартом Германии DIN 1694 предусмотрено 8 марок аустенитного чугуна с пластинчатым графитом и 14 марок аустенитного чугуна с шаровидной формой графита. Маркировка этих двух видов чугуна такова: GGL - чугун с пластинчатым графитом и GGG - с шаровидным. В маркировке обозначены основные легирующие элементы и соответствующая им средняя массовая доля. Например, NiSiCr2052 - чугун с шаровидным графитом со средним содержанием никеля 20,0 %, кремния - 5,0 % и хрома - 2,0 %. Стандарт Японии JIS G 5510 включает 9 марок аустенитного чугуна с пластинчатым графитом и 14 марок - с шаровидным графитом. Все марки обозначаются аналогично стандарту Германии. Дополнительно введена марка FCA-Ni35 - аустенитный чугун с пластинчатым графитом со средним содержанием никеля 35,0 %. В стандарте Франции NF А32-301 на аустенитные чугуны маркировка аналогична стандартам Германии и Японии. Например, L-NUC 1563, где L - пластинчатая форма графита; N - средняя массовая доля никеля - 15,0 %; U - средняя массовая доля меди - 6,0 %; С - средняя массовая доля хрома - 3,0 %, S-NSC 2052, где S - шаровидная форма графита; N - средняя массовая доля никеля - 20,0 %; S - средняя массовая доля кремния - 5,0 %; С - средняя массовая доля хрома - 3,0 %. Стандарт Великобритании BS 3468 определяет три марки чугуна с пластинчатым графитом (F1, F2 и F3) и восемь марок - с шаровидным S2, S2W, S5S, S2В, S2С, S2М, S3, S6. Марки представляются в двух группах: первая F1, F2, S2, S2W, S5S - промышленные марки, применяемые в том случае, когда требуется коррозионная стойкость и термостойкость, а вторая F3, S2В, S2С, S3, S6 - это марки специального назначения в криогенных устройствах, а также обладающие низкой магнитной проницаемостью или другими специфическими свойствами. Поиск в инженерном справочнике DPVA. Введите свой запрос: Дополнительная информация от Инженерного cправочника DPVA, а именно - другие подразделы данного раздела:Чугун, общие свойства.Новые обозначения чугунов (JL, JS, JM, GJL, GJS, GJMW, GJMB) по DIN EN 1561/ 2/ 3 вместо старых и привычных (GG, GGG, GTW, GTS) по DIN 1691 / 2 / 3.Вы сейчас здесь: Принципы маркировки по ГОСТ, DIN, NF, JIS, ASTM, BS. Что означает маркировка чугуна?Примерный химсостав обычных (нелегированных) чугунов и английские наименования чугунов.Таблицы взаимного соответствия чугунов (Grey, Ductile, Malleable cast iron) , специфицированных по стандартам JIS, W.-nr., DIN, BS, EN, AFNOR, UNI, UNE, SS, AISI/SAE (ANSI/ASTM), GB.Механические и физические свойства чугуна GG-15 (Cast Iron - серый чугун).Механические и физические свойства чугуна GG-20 (Cast Iron - серый чугун).Механические и физические свойства чугуна GG-25 (Cast Iron - серый чугун).Механические и физические свойства чугуна GG-30 (Cast Iron - серый чугун).Механические и физические свойства чугуна GG-35 (Cast Iron - серый чугун).Механические и физические свойства чугуна GGG-40 (Ductile Iron - высокопрочный чугун с шаровидным графитом ВЧШГ).Механические и физические свойства чугуна GGG-50 (Ductile Iron - высокопрочный чугун с шаровидным графитом ВЧШГ).Механические и физические свойства чугуна GGG-60 (Ductile Iron - высокопрочный чугун с шаровидным графитом ВЧШГ).Механические и физические свойства чугуна GGG-70 (Ductile Iron - высокопрочный чугун с шаровидным графитом ВЧШГ)Механические и физические свойства чугуна GGG-NiCr20 2 (Ductile Ni-resist Iron - пластичный (или высокопрочный) нержавеющий чугун).Механические и физические свойства чугуна GGG-NiSiCr 20 4 2 (Ductile Ni-resist Iron - пластичный (или высокопрочный) нержавеющий чугун).Скорость коррозии чугуна, стали, нержавеющей стали. Сравнительные данные по скорости коррозии: нержавеющий чугун, обыкновенный серый чугун, углеродистая сталь, нержавеющая сталь.Чугун, технологии сваркиТаблица. Обозначения и химсостав металлов и сплавов, используемых в арматуростроении в СШАТаблица. Коррозионная стойкость металлов и сплавов при нормальных условияхЭлектропроводимость (электрическая проводимость) и электрическое сопротивление для железа, сталей и суперсплавов.Механические свойства и допускаемые напряжения для отливок из серого чугуна https://dpva.ru/Guide/GuideMatherials/Metalls/CastIron/InternationalMarking/1 балл
-
И хороший импульсник ампер на 300 -350 и с хорошим импульсом - настройками.1 балл
-
Я делаю проще, в длину растягиваю.....1 балл
-
@Шурпет, нужен импульсник категорически. А вращатель есть?1 балл
-
@Шурпет, что за предложение, какой аппарат если не секрет? При хорошей сварке штаны должны быть мокрыми, а горелка мокрая, это второстепенно.1 балл
-
Ну тогда чуток подождать мож что и ЕВОСПАРК замутит 220амперное , или вот дожидаться "синеньких" и тут полный кайф в аппарате и говорят цена будет полегче "красненьких" ,,,,, сейчас они документацию утрясут всю ну и думаю попрут синенькие в Россию .
1 балл
-
Так,шо,низзя?
1 балл
-
Здравствуйте все присудствующие.Я думаю что они очень правы. Даже когда изучаеш мануал по эвоспарку там говориться что провода силовые должны быть полностью размотаны.1 балл
-
Уважаемый Глобул, я давно хотел поделиться мыслью, но всё забывал. Я может быть ошибаюсь, но мне кажется, что некоторые темы не стоит сильно расширять. Например, у меня как у новичка в сварке появляется огромное количество вопросов. Я пытаюсь найти их в разделе "Ручная дуговая сварка - ММА", но они все в теме "Записки начинающего сварщика", а там 98 страниц. Я просто приуныл. И так есть ещё несколько тем. Вот если бы каждый вопрос был в своей теме, думаю, многих вопросов дополнительно не возникло бы. Лично мне значительно удобнее ориентироваться в множестве мелких тем, чем в одной огромной, более чем с тысячей сообщений. Я убеждён, что 99% новичков не читают такие огромные темы, которую листать сродни изучению Википедии. Чисто мои мысли.1 балл
-
@SergDemin,антистик в нем тоже не до конца ток сбрасывает.По бсн не замерял,но если он рабочий,то проблем не испытывал,специально включал его и пару часов поработал.1 балл
-
@Леонов Сергей, Перенёс тему не я, но расскажу как я это понимаю. Часто возникают у людей вопросы, которые не тянут на отдельную тему, и задают их обычно вот тут: Скорая техническая помощь, вопрос-ответ. Конечно же не все об этом знают, поэтому создают отдельные темы, получают ответ, а потом модераторы вставляют эти короткие темы в одну общую. Таким образом, посмотрев ваш вопрос, и ответы на него, у меня бы рука не поднялась залить это в "Техническую помощь".1 балл
-
Да нормальный аппарат. И дома и на работе такая есть. Обе отбили себя сорок раз уже. На обеих якорь менял. По опыту пользования ей и твердосплавом, у твердосплава только два существенных преимущества. Скорость реза и отсутствие здоровых заусенцев. Все остальное трындеж. Про дешевизну уже разжевывал сорок раз, она сильно условна и от места проживания зависит сильно.Точность реза, да присутствует. Но весь её смысл теряется при сборке.Недавний пример. Режу опоры перил под углом. Все четко, да полки швеллера косые. В итоге от точности реза толку ноль. Что абразивкой бы пильнул, что твердосплавкой. Один фиг подкладочки и танцы с направлениями обварки. Или к примеру запил под 45 гр. Да, точно и вертикальность пропила присутствует. А профтруба прокатана с пузом с одной стороны. И вот опять встает вопрос. Либо один прорез делать и стыковать пузами в с разных сторон. Либо делать пузо с одной, но тогда лишний гемор с заготовкой деталей. И вообще не припомню чего бы мне не удалось при помощи абразивки сделать. И мусору от абразивки много. Вот и все сравнение.1 балл
-
@тор, дешифровщик надо, там и сейчас без литровой не разобраться.1 балл
-
интересно как они в работе, на сколько стойкие к износу?! Медь она все же разная, как говорить о нержавейке.1 балл
-
@Сергей09, Покупал ПЩ-16, силикон на силовую часть с внутренним 10мм и стенкой 1,5мм. В теме про рукава я выкладывал фото, или про бво, точно уже не помню.1 балл
-
3) WC, WL. ДЛя алюминия, говорят, WT хороши, но ыпль немного фонит, сами понимаете. Иттрий вроде не оче показал себя. Ходовые 1.6 да 2.4, разница будет в заточке: для алюминия и для прочего. 4) Проволока она кривая, приходится обратно разгибать. Зато немного дешевле. Св08Г2С она и в тубе того же состава.1 балл
-
1 балл
-
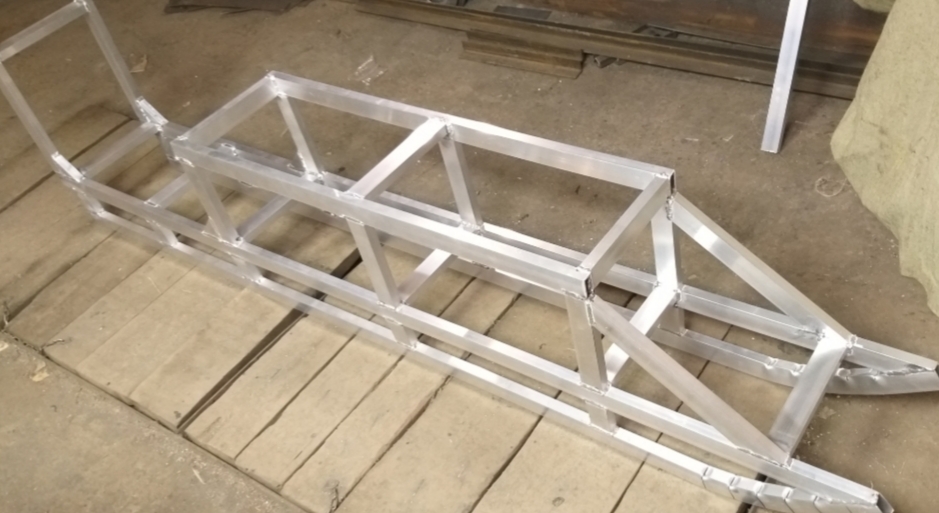
В конце концов, должны получится такие
1 балл
-
"Дело было не в бабине...", слишком рано присадку подвал, она комкалась, окислялась и с ванной не плавилась. Сегодня ещё докинул ампер с 60 до 90 на стенку 2 мм, отключил пульс , ну дело потихньку пошло.
1 балл














































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)