Лидеры




Популярный контент
Показан контент с высокой репутацией 23.05.2019 в Сообщения
-
Попросили заварить все дыхательные и пихательные отверстия, ну кроме горловины естесснно... ))) здесь был "сливная пробка"
 11 баллов
11 баллов -
тогда нам надо обидеться и не покупать подорожавший аргон, присадку, отказаться от бензина, так? Постоянный клиенты спрашивают меня - сколько будет стоить починить бак на 1000л, сломаны все перегородки, называю 20тыров, объясняют что бак выпарен и отмыт, снижаю до 15т.р, уходят.... снижать дальше??? нет, если вернуться объявлю 20тыров т.к. или не нашли дешевле или засомневались в исполнителе. Иногда надо правильно обосновывать сложившуюся цену, но работать ради работы не хочется тратить здоровье, лучше медленно, как черепаха передвигаться, не спеша наводить порядок в помещении и делать оснастку, сохраняя силы для глобальных дел.11 баллов
-
Усе исполнено и уже на машине ,,,, вперед за трубами 1000мм. P.S. За швы не пинайте ,,,, Ал уже не хило подгнивший , но подварили и послужит .
9 баллов
-
Пошла жара!Декоративная заварка места срезанного уха на траверсе,наплавка вала,выпрессовка втулок на дышле прицепа,сварка электрикам ножа,запаяли со сварщиком каркалыгу( приизмочка,как сказал конструктор), сильно не заморачивались,так,шо страшновато чутка,ну и крабик для шестереночки ровнял,завтра видимо варить буду.Короче подкинули работенки что- то)
8 баллов
-
Пошли стойки и трубой 1000мм прибили ее . Уже была варена , ну и сегодня подогнали и намного поварили и завтра добьем ее и еще чуток усилим. Ну и опять свояк свой " Таракано" сломал и теперь основное колено , первое выдержало что варили. Придется помогать . http://websvarka.ru/talk/topic/6375-skoraia-tekhnicheskaia-pomosch-vopros-otvet/?p=302989
7 баллов
-
6 баллов
-
На фото ниже и левее "пациент", а выше и правее "донор" ))) Положение то же, но только "донор" без жизнено важной части... ))
6 баллов
-
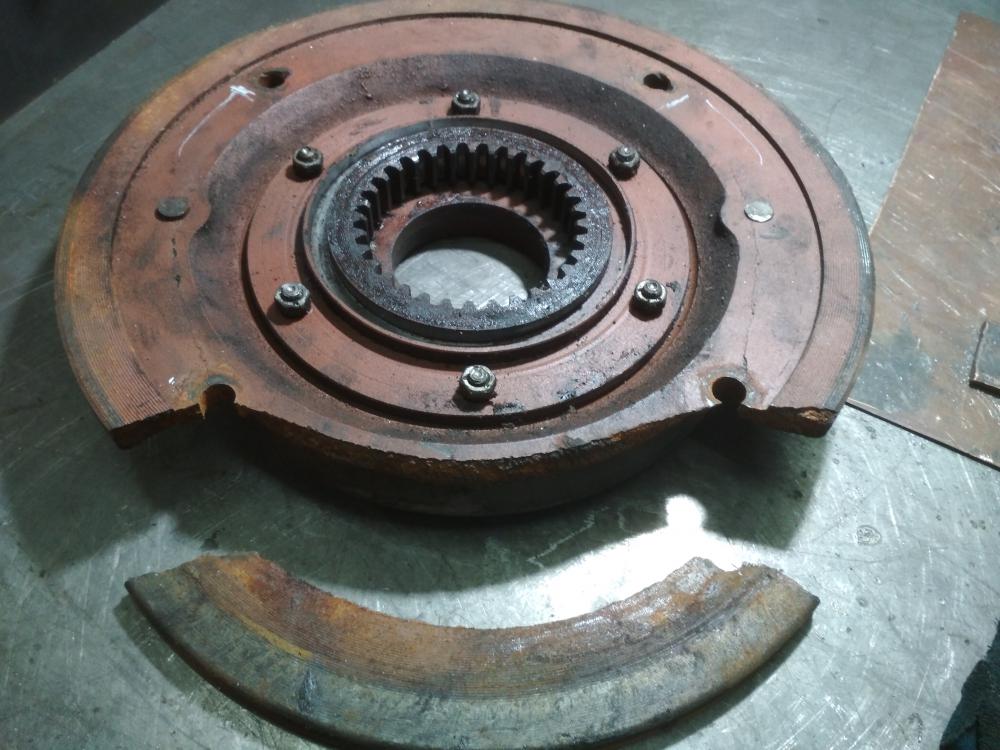
@Левша, раз вскрыли, то попутно просверлите 2 отверстия в перегородке в местах соприкосновения с выпуклостью ступеней (перегородка касается выпуклости в двух точках). Потом плотно прижимаете перегородку к выпуклости и привариваете через отверстия перегородку к выпуклости. Так она не будет гнать стружку. Недавно сношался с таким баком и очень жалею, что не знал сначала как вскрывать. В итоге добавил себе 4 часа работы и обогатил словарный запас. Кот до сих пор седой ходит6 баллов
-
Новый проэкт.
5 баллов
-
Чугун.
4 балла
-
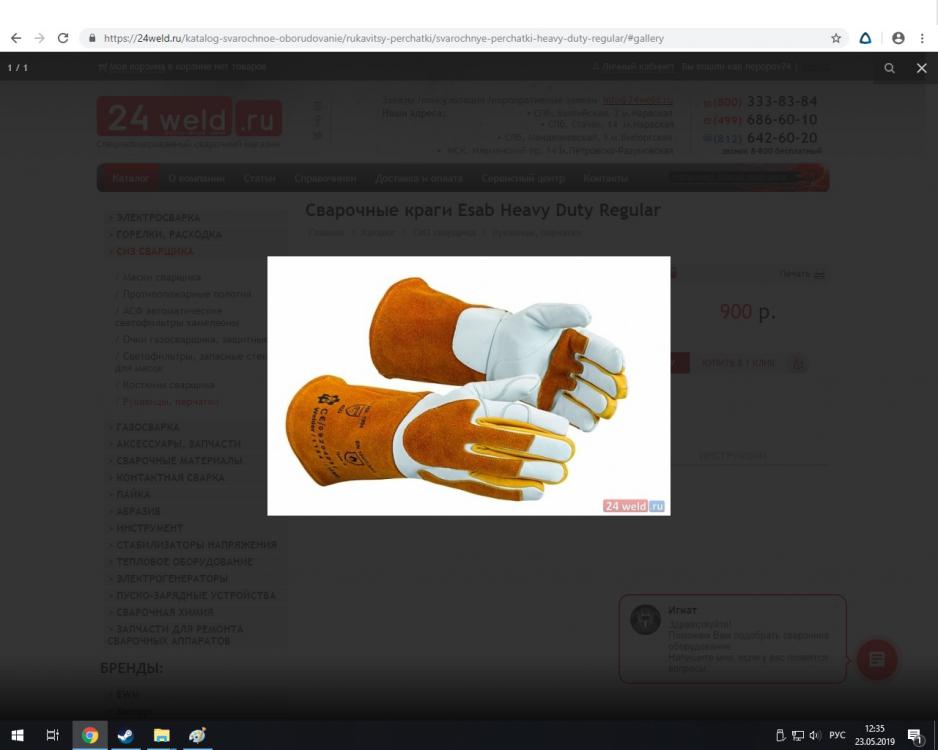
Продолжим тему! https://24weld.ru Магазин находится в Санкт-Петербурге. Сделал заказ на сумму около четырех тысячь рублей. В основном расходка на ПА. Теперь отзыв. По тем позициям, что заказывал я, некеторые фото и описания не соответсвуют действительности! Вот заказал краги, скрин с сайта. А вот, что прислали... у нас такие на месте по 700, а если без букв то и по 500... вроде бы и название совпадает, но как-то ... что-то ... не так! Вам не кажется? заказал наконечники 1.0мм AL А вот что прислали... а это наконечник с моего Хелви под чернягу, для алюминия наконечники гораздо больше. Фото для сравнения. Позвонил в офис этого магазина, услышал следующее: "Фото давно не обновляли, наконечники - какие прислали из китая, такие и продаем!" Так это же подлог, обман покупателя!? А это на минутку интернет-МАГАЗИН!
4 балла
-
@Точмаш 23,Та не,я ж не с целью задолбать там или доколупаться.Просто интересно.Для себя.)4 балла
-
Дело было на приусадебном участке в пригороде города Одессы. В конце 80-х годов было очень модно обзаводиться такими участками по 6 соток, которые получили прозвище Фазенд (из-за бразильского сериала Рабыня Иззаура). На такой фазенде обычно находился маленький домик, огород, и туалет. Последний строился следующим образом: в грунте сверлилось отверстие диаметром в 1 метр и глубиной в 4,5. Сам туалет строился сверху. Поскольку основной породой того участка был известняк, то отверстие сверлилось именно в нем. Это была предыстория, теперь о главном. Дело происходило осенью, и в это время, как правило, на огороде собиралось много сухих листьев, веток, и прочего мусора. Поскольку строительство дома уже завершилось, а строительство туалета еще не началось, в конце огорода зияла вышеназванная дыра. В нее и скидывался весь мусор. Дыра была не безразмерной, и заполнялась быстро. В этот момент у моего папани возникла гениальная идея: «Сжечь весь мусор прямо в дыре». Но как это сделать? Не смотря на легкогорючесть сухих веток и листьев, гореть в дыре они совсем не хотели. Для этого мой папаня решил использовать старое испытанное средство — бензин. Скачав примерно 1 литр горючей жидкости из бензобака, он все и вылил в эту дыру. Только теперь забыл спички. Сходил в дом, взял спичек и еще прихватил журнал «Огонек», что бы использовать его как факел, что бы «точно загорелось». Поджег журнал и кинул его в дыру. Теперь представьте: 1 литр испарившегося бензина смешанный с 3,5 куб метрами воздуха и сухими ветками в идеальном цилиндрическом отверстии. Взрыв-выстрел был настолько сильный, что земля задрожала. Все, что находилось внутри дыры вылетело из этой самодельной пушки на высоту 100 метров и было унесено ветром и раскидано по другим участкам. Но самое главное, что цель была достигнута — дыра оказалась абсолютно пустой, и при этом никто не пострадал. Вот и так бывает.4 балла
-
Узел жесткий,конечно,есть деформация, может быть, примерно 3-3,5мм. Это верхняя часть основания,а когда она приваривается к нижней плите диаметрально противоположными швами от середины к краям,то после сварки неплоскостность около 1мм. При приварке нижней плиты,манипуляции горелкой затруднены и здесь уместен повышенный режим.Но надо сказать,что в экранированном пространстве дуга ведет себя иначе,чем в открытом,поэтому подачу проволоки и напряжение надо будет уменьшить.
3 балла
-
Жуткая жуть. Соплом здесь походить если и получится, то только на лице порядок навести. Пульс не поможет. Я бы в кругаля на верхнюю кромку наплавлять валики начал (почему на верхнюю?, обратный валик будет либо заподлицо либо чуть во внутрь выйдет, в общем красивый), 3мм пруток, ток 85-90А, возможно труба перегреется и надо будет ей давать остыть между проходами. За 3-4 прохода можно вменяемого зазора добиться. Под контроль такие вводные, ещё бы через зеркало сказали...3 балла
-
Вот неплохие книги по коррозии металлов Воробьева Г.Я. Коррозионная стойкость материалов в агресивных средах химических производств.djvu3 балла
-
Это особой роли не играет. Хоть чернуху вари. ПО факту это просто цвета побежалости, успел ли остыть металл в защитном газе до оптимальной температуры или нет. Успел, значит режимы оптимальные, нет нет. Опять же чистота защитного газа тоже влияет. У меня не самый хороший из тех что был, я бы оценил по 5 бальной на 3.3 балла
-
@Schlosser, Да я о том же ).В этой конструкции нет никакой необходимости полного проплавления на всю глубину. Какой-то значительной силовой нагрузки элементы конструкции не несут. Полное проплпвление происходит на таких режимах и обязательном зазоре между свариваемыми деталями(1,5мм).Только надо помнить:так можно варить только ст.3,если эквивалент углерода будет выше,то нет.3 балла
-
3 балла
-
Пока так..Кстати @konstantinXX, спасибо за подсказку-еслибы резал около перегородки она отпала при отрезании . потом я даже не знаю как бы я все собрал. - часть со ступеньками. -перегородка чуток отошла \Натяжением подтяну на место - тут все собрать до кучи.
3 балла
-
Вот и день начался
3 балла
-
Сегодня маленькая шабашка была, хотя на маслозаводе все примерно в таком состоянии как этот трап, ванны тоже наверное скоро провалятся сквозь лист настила. Как им еще работать разрешают не могу понять. Износ всего 90 %, ладно ванны, у них отопление и производство используется пар.И немного видео УОНИ АНО ЛБ.https://www.youtube.com/watch?v=G6IiBONymjM&feature=youtu.be
3 балла
-
Знакомое дело. Виновата вибрация. Плюс, возможно, не совсем правильная установка радиатора. Он крепится через резинки, а болт проходит через втулку внутри резиновой подушки. Нужно устранять корень причины. Нового радиатора надолго тоже не хватит. У меня был подобный случай, но только с МАЗом. Из-за неисправности подвесного подшипника вибрация шла по всей машине, рвало трубки у радиатора. Я в качестве усиления подложил медную проволоку, чтобы увеличить площадь соприкосновения трубки с площадкой. Помогло. Приехали через полгода с тем же самым. Потом поменяли подвесной и неисправность исчезла. Вот ссылка на видео, может поможет. https://www.youtube.com/watch?v=Oou8VgVnE_U2 балла
-
Ответит . Ну и вот вам ссылочка к соседям и можно почитать. https://www.chipmaker.ru/topic/22801/2 балла
-
нет, не забывайте, что в РДС горит электрод 3-ка, которая в любом случае дает свечение больше чем проволока 0,8 мм,да и сама ванна сварочная на РДС гораздо шире если ленточный шов вести по сравнению с П/А, либо маску "крутите" если она конечно хамелеон, либо привыкайте, либо меняйте онную2 балла
-
Книга с хорошим описанием процесса коррозии нержавеющих сталей Туфанов Д.Г. Коррозионная стойкость нержавеющих сталей, сплавов и чистых металлов.djvu2 балла
-
@AKeeper, поверьте, им накласть на Вас и Ваше негодование, более того скажу, они воспринимают такие мелкие заказы как шелуху, и это зачастую вина не манагера, а руководителя, что посадил на телефон этого бойца на процент, а сколько он тут заработал? 20 рублей? Или 23? Боюсь ошибиться. Весь заработок-это промка, все остальное шушера и шелуха, даже продав сто аппаратов в категории до 20тыс, манагер ничего не заработает путного, кроме головной боли и дергающегося глаза...рашн бизнес, ничего личного.2 балла
-
Звёздочку не коробит? Просто афигеть сколько сварки на ней.2 балла
-
@Schlosser, Ну и дотошный вы человек )2 балла
-
Такая вот деталь.Толщина 12 мм,длина шва 75 см.Чугун СЧ 15,довольно плохой.Заваривается полуавтоматом .
2 балла
-
Мы его таки допилили доделали.. касательно качества швов и настроек кота нет, есть кошка))
2 балла
-
@Poruchik_09, но работы вы уже проделали очень много и еще мешок, для чего бросать на пол пути? тогда надо было и не начинать. 3 рядный хорошо паяется хоть с бачком хоть без. где опыт тогда брать если не на таких радиаторах.1 балл
-
@Александр Волков, если вы ведёте горелку так же как электрод, то да -- будут проблемы. Ваши глаза должны быть максимум в 40 см от ванны, это раз. Расположение лица, шва и горелки не такое как при сварке штучным электродом, а наоборот -- лицо над стыком, а сформированный шов закрывается горелкой. Есть ещё нюансы с замутнённым покровным стеклом из поликарбоната или подобных полимеров. Мелкие царапины на нём не видны при сварке мма, а на п/а свет открытой дуги рассеивается в микроцарапинах и скрадывает подробности происходящего с ванной, но это всё относится к токам около 200 ампер и аргоново-углекислотной смеси, и скорее всего не ваш случай.1 балл
-
замеряем, лаборатория своя на заводе и какой-то маленький аппаратец для этого до кучи... А попали они из-за экономии на сварочных материалах.. CuSi3 или CuAl дают не тот результат и плюс шины видимо плохо прижали между собой....1 балл
-
@Luza,Судя по звуку,генератор работал ровно.Надо было на резкое попробовать.1 балл
-
@misha88, Михаил, если есть то, чего не хватает, пусть оно непременно сбудется и воплотится...а вот прям сегодня ))) И не из твоего кармана Здоровья крепкого и интересной работы тебе, а все остальное само приложится, будь!1 балл
-
@БекасЧе, Да, ссылка На двойке я не знаю, получатся ли цветные швы. НА фотках тройка, на стыковом соединении у меня золото не выходило, фиолет в лучшем случае. От проволоки еще цвет зависит, нержавеющая дека - уг, мне в работе понравилась от кастолин. Для 3-5мм я бы выбирал 0,8, хотя для 3-ки неплохо бы зашла 0,6. Еще нюанс, канал исключительно тефлон/углетефлон. Напряжение минимально возможное, больше на 0,3в светлого шва вы не увидите. Подача в районе 9,5-12м. Горелку я бы рекомендовал 3м, даже с тефлоном и даже с 4 роликами. Возможно если ламинарности потока из сопла добиться то цвет будет ещё лучше.1 балл
-
@Точмаш 23,Теперь видно,но только в одном месте,где наименьшая высота детали,либо она уже прогрета в конце шва.В других не видно.
1 балл
-
Жжжжжесть, какие вещи навороченные!! Придётся старым,проверенным способом : лысина потеет со страшной силой, и искры сами гаснут на ней... , правда, с хорошей огненной соплей этот номер не пройдёт1 балл
-
@saper24, горелку надо брать с водянкой сразу. И чтоб сопло одевалось на металл, а не на пластиковую трихомудрию которая потом деформируется и кранты горелке. 4 метра -- ну не знаю чо там решает этот метр, а головняков создать может уйму. Если работать с полированной проволокой, то ещё как-то, а обмеднёнка будет капризничать, к тому же 1.2 туда не всунешь, а 1.0 уже поедет гораздо тяжелее, просто потому что волн внутри канала образует больше.1 балл
-
Вот и я же про то что лапша с клапанной сродни шине пилы , а вот чистый магний не принимает даже советский картер пилы и позже "почешу лысину " над этим вопросом. Ну и если твои испытания прошла , значит походит и ты Победил ее.1 балл
-
1 балл
-
Вчерашняя мелочевка и вчера увлекся темой http://websvarka.ru/talk/topic/12322-rossijskij-svarochnyj-invertor-mir/ и по сему сегодня-хоть и выходной, но сюды . Смена турбины и масляная магистраль чуть другая на новой , переделываем под старую трубу.
1 балл
-
Защиту из алюминия сделал, взамен пластиковой.Установил . Привезли бак с Ан-2 с трещиной.Бак заварил,следом кулера с ZD 30 и патрубок с какой-то машины.В довесок "лыжу" с еврокоптера приволокли на ремонт.Не успел доделать уже другое подбросили.Катализатор на ампутацию с "ведровера".Только закончил, бачок расширительный от установки "термокинг" закинули, купить не вариант, будем делать из алюминия.
1 балл
-
Да я тоже против сего ограничения и надо как у Селко от 1 до 99%. Но вот в ММА Еву не пробовал но может по диаметру ляктрода есть ограничения , в ТИГ там связано с диаметром электрода ну так скажем синергия . Вот у Форсаж нет ограничения и выбирай сам в ММА да и в ТИГ тоже , любое соотношение импульс-пауза . Кстати на нем можно и на АС токе и в линейном и с импульс . Пробовал чуток так как ММА мне особо не нужно да и в нем я еще тот сварщик . Но два видео малехих есть.1 балл
-
Селко - 3А при равном временном балансе . Ево - 5А Форсаж - 5А я на всех сие пробовал и сравнивал , все примерно одинаково и наверное как ты сказал +\- 5% ДРУГ ОТ ДРУГА отличие. Сергей, смотри не чего не колеблется и усе отлажено , у китая может будет .1 балл
-
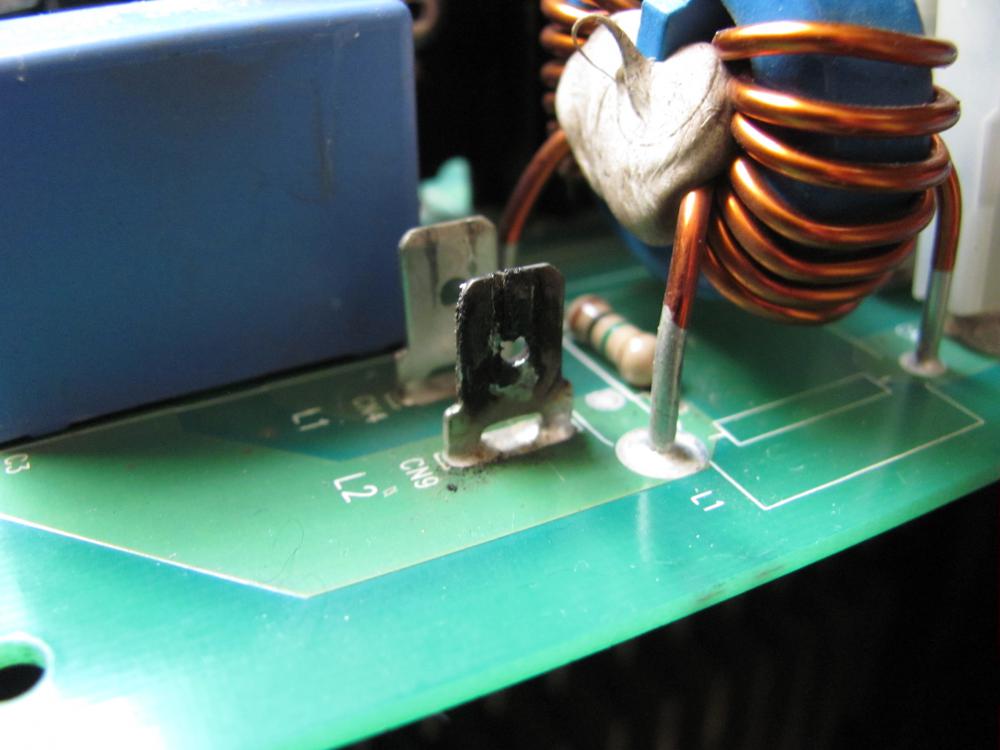
Тогда я посетил аппарат внутри http://websvarka.ru/talk/topic/2291-sa-97i22-ventiliator-nuzhen-sovet/?do=findComment&comment=65974 , соответственно снимал с контактов на плате фишки сетевого шнура (крепко сидели), а при сборке обратно одевал их и обнаружил, что одна оделась полегче других. Я её форматнул пассатижами и одел, так аппарат доработал до осени 17-го года, тогда у него накрылась регулировка тока и он скатался в Евротек на ремонт. После ремонта инвертор работал по немногу и по не долгу, пока в прошлом месяце я им подряд не сжёг полпачки тройки на 140А. И тут я решил наконец поменять вентилятор и шнур питания на порезиновей и подлинней и обнаружил эту клемму - как оказалось очень вовремя (т.к. плата не успела прогореть): Вывод напросился один - обращать внимание на клеммы при сборке после ремонта - чтобы они соединялись плотно, иначе выгорают.
1 балл
-
Везде и в любом деле есть "шпесыялисты". А потом, вся эта красивая и воздушная задумка с подстольем разбивается о бардак под ним. Заказчику потом следовало бы заставить дизайнера найти техническое решение, чтоб выглядело как на картинке. Вот и вылазят такие результаты командной работы дизайнера, сантехника, плиточника (из интернетов):
1 балл
-
@Сусанин, я таких клиентов шлю... ...за чертежами. 5 бар квадратный бак порвет нафик! Это точно стяжки из профиля насквозь надо делать и пояса. Нарывался я на клиентов, которые просят сделать "то - не зная что", потом переделки и выдумывания выливаются в огромный минус. Есть у меня золотое правило: Чтобы небыло гундежу - делай все по чертежу! Если даже нет чертежа - делаю эскиз вместе с клиентом, прописываем письменно там же нюансы, только после этого выкатывается цена. Все переделки и доделки - за отдельную плату!1 балл
-
http://www.tehnosvarka.ru/ Техносварка, инет-магазин, Нижний Новгород, http://www.tehnosvarka.ru/service/ Очень хорошая сервисная служба. Ремонтируют любое сварочное оборудование.1 балл