Лидеры




Популярный контент
Показан контент с высокой репутацией 04.08.2018 в Сообщения
-
В принципе я эту проблему решил . Результат есть в http://websvarka.ru/talk/topic/1863-fototekhnika-i-tekhnika-foto/page-27.Решил радикально- купил портативную видеокамеру FULL HD. В видосах объектив камеры в 25 см от объекта съёмки. Переходник на обьектив и фильтр нейтральный серый с переменным затемнением идеально подошёл от старой камеры canon sx30. Этот canon очень плохо фокусировался на близких расстояниях. И был просто HD. У новой камеры замечательная фокусировка и очень хорошее макро. Одна нынче проблема- снимать особо некогда. Я в отпуске и ремонт дома(кухня и коридор) отнимает много сил и времени . Хотя на неделе и сегодня удалось вырваться. Срочно понадобился местной строительной зондеркоманде. Думаю у каждого случались проблемы с входными дверями. Это когда дверь не закрыть и не найти нужные запчасти(безнадёга) . Бойцам понадобился особо длинный квадрат в дверную ручку. Один сторожит квартиру, остальные мечутся по маленькому городу в поисках необходимого. Привезли и посадили за сварочный стол решать проблемы. Быстро на ленточке порезал их заготовки, сделал кромки, зажал строго перпендикулярно и параллельно и заварил. Ну и попутно порезал и заслесарил ихние мебельные детальки. Когда заварил, то обнаружил что родился под счастливой звездой. Прорези под контрение ручек оказались в одной плоскости, а ведь тупо положил на стол не смотря на них. Везучий однако. Бойцы были впечетлены скоростью решения их проблем. Сегодня город рано утром ещё спал, а я уже испытывал стресс . Перекидывал шкив со старого многострадального двигателя на новый. Грел долго феном и снял сьёмником без особых проблем. А вот одеть на новый целая проблема. Не лезет собака. Аж взмок. Начал мерять микрометром старый и новый вал. Старый ровно 19 мм. Новый в верхней части 19,1. Вот тебе допуски и посадки. Не беда, включил двигатель и наждачкой согнал 1 десятку или 10 соток. Сел шкив с новым нагревом и хорошим натягом. Доверяй, но проверяй. Ну и гриндер подвигал. Исправление ошибок генерального конструктора. Нужное отверстие попадало под двигло. Пришлось ухо приваривать. Ну и подрезов своих добавим.8 баллов
-
http://websvarka.ru/talk/topic/10874-budni-svarschika-s-illiustratciiami/?p=341998 Вернулся он ко мне не не тек но бок у бака мокрел то есть где то дизель находил свою "дорожку" ну и по боковине капиллярно поднимался. Кариес на АЛ как у чел. на зубах , то есть с наружи черненькое пятнышко еле видемое и начинаешь разделывать а пятнышко расширяется да и по направлению может куды угодно направится и не обязательно по кратчайшему пути. В общем сегодня 7 метров сварки за 4 часа . Лист конечно привезли тонковат 1,2мм но чо делать и пришлось им. Помощников (обычно супруга в помощь) сегодня не ма и один и посему прихватки Хелви , ну а остальное Селко соскучился я по нему . Кстати чтобы выбить поры со шва которые возникают из точек "кариеса" применили импульс и ванна вибрирует и грязь да и пузыри легче выводятся а то и вообще испаряются. Ну и чо получилось , авто уже в пути усе в норме и побегает еще бак.
 7 баллов
7 баллов -
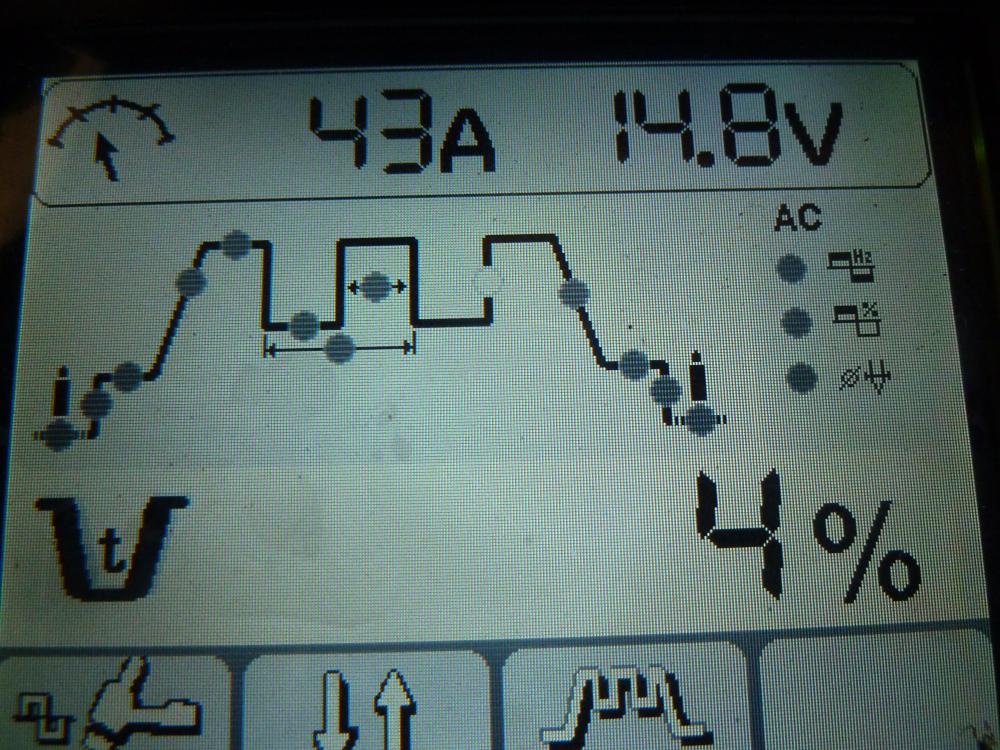
Обновлю что ли. На видео Меркля, 230А пульс. https://yadi.sk/i/ou9sthre3ZsjuC
6 баллов
-
https://www.youtube.com/watch?v=SGXso8W2eVU5 баллов
-
@konstantinXX, спасибо Костя, стараемся. Сносили и подготавливали УШМ, и кое-где прямошлифовальной.5 баллов
-
@Hlorofos, посмотрев на эти фото я заматерился от восторга. Прям как в Эрмитаж попал, только круче. А сносил старое чем так аккуратно и тщательно: плазма или ушм?5 баллов
-
Цинковые покрытия наносятся либо электрохимическим способом,либо горячим цинкованием.Толщина покрытия обычно 9-14 мк и плюс пассивация шестивалентным хромом,придающая желтый оттенок цинковому покрытию при электрохимическом нанесении.Кстати,пассивирование шестивалентным хромом запрещено в Евросоюзе с 2009г.,так как шестивалентный хром является сильным концерогеном. Итак,температура кипения цинка порядка 900 С и при сварке оцинкованных деталей наблюдается сильная пористость.Естественно,цинк будет затруднять сварку и чтобы получить качественное соединение,то его надо будет убрать из зоны сварки в любом случае.4 балла
-
4 балла
-
Для начала неплохо усвоить принципы работы полуавтомата. Много раз об этом на форуме говорено, повторять не буду, поищите. Если шов толстый, немного убавить скорость подачи проволоки и чуток увеличить напряжение.4 балла
-
4 балла
-
@konstantinXX,настоящий ад начинается внутри , при ремонте колбы , перегородок и прочего. Самое зло наверное цементовозы ... акробатика в цементной пыли . Непростой труд , требующий высокой квалификации и подхода с "головой".4 балла
-
Щас. Вот. А, вот: Довайте ишшо.3 балла
-
3 балла
-
Первый загиб делается на вилке. Дальше крутится на этом кондукторе. Все делается за один нагрев. Раньше 8-10 не смогу сделать видео. Работы много. Но постараюсь. Мне и самому нравится эта фигура.3 балла
-
Если камера например со съёмными объективами.или с несъёмным,но на нём есть резьба для светофильтров,то можно использовать ND (нейтрально-серые фильтры) или использовать специальный адаптер для крепления в нём стёкол для маски.Так же нужно правильно подбирать объектив,диафрагму,ИСО. Если напишите параметры своего фотоаппарата или диаметр резьбы под фильтр на объективе,возможно смогу помочь с адаптером.НД фильтры достаточно дорогие,у меня, по моему всего 1 для себя. А вот адаптеры под квадратные пластинки есть. Так же можно использовать несколько цветных фильтров,скручивая их вместе.Например красный,зелёный,синий.Будут сильно снижать плотность светового потока. http://fb.ru/article/253920/filtr-nd-plotnost-foto-dlya-chego-nujen-nd-filtr https://photo-monster.ru/books/read/neytralnyie-filtryi-nd.html http://www.si-foto.com/nd-filtryi-vseh-vidov-i-mastey-kak-ih-ispolzovat-i-kogda/3 балла
-
Эта, 2 августа . Чужой среди своих.3 балла
-
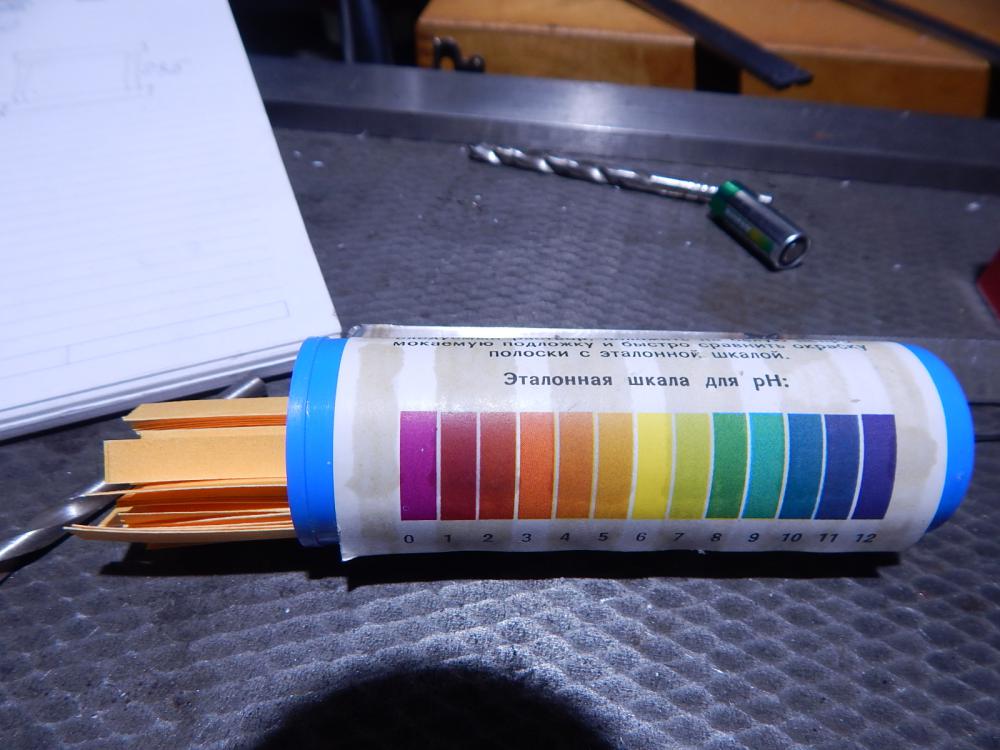
Интересная дискуссия менеджера с покупателями.Итак,о полосках.Это обыкновенная индикаторная бумага ,определяющая рН,то есть концентрацию водородных ионов в данной среде.рН 7 - это нейтральный показатель-та же питьевая вода.Сдвиг от семерки в сторону уменьшения -это кислая среда,к примеру,рН желудочного сока 0 -соляная кислота.Водки порядка 8,5 -9,точно не помню,но среда щелочная-надо измерить либо приборами (пеашметрами ),либо с помощь индикаторов,что менее точно.Допустим,тот же алюминий будет сильно корродировать ,если охлаждающая жидкость будет иметь рН больше 7,а другие металлы,если менее 7...а вот такие индикаторные пластинки,которые есть в любой химической лаборатории, собираются продавать за неплохие деньги.
3 балла
-
- Рабинович, у вас есть счет в банке? - Да есть, но он не в мою пользу.3 балла
-
Вопрос по ручной дуговой сварке труб чёрной стали , а именно,какую марку электродов на ваш взгляд лучше всего применять при сварке корня трубы и облицовки ? Подскажите пожалуйста , чтоб проблем с ними не было! Лучше ЛБ Японских мне не приходилось встречать. Есть только 2 минуса у них, зажёг, вари до конца без отрыва на короткой дуге, они это позволяют осуществлять, не залипают и 2, стучать нельзя перед зажиганием по трубе, как дятел, обмазка слабая, отваливается. Левой рукой помог разжечь за электрод держась проводом в кромках и шмаляй. Средний коэффициент наплавки, что радует, проще справляться с металлом, так же плотность шва радует, поры исключены. На сколько мне известно и амеры любят данную модель. Они дороги, но они этого стоят. вопрос по сварке нержавеющих труб аргоном ! Подскажите как варить трубы со стенкой 2мм ? Я всегда варил такую толщину без присадочного материала , но нам досталась линия которую нужно сварить что шов был с небольшим усилением 1-2мм , так просит заказчик. Подскажите как этого добиться? овет Если 2 мм, то объем металла жидкой фазы приличный, с которым совладать сложно, следует ожидать полной переплавки, при том, что еще следует подавать присадку. Так вот, что бы проварилось хорошо, следует по 1 мм снять ребро с обоих сторон стенок торцов, некая малая фаска, для того, что останется у нас в общем для проплава 1.5 толщины, а такая толщина плавится отлично на сквозь. Прихватываем 2 прихватки быстро, остальные ставим прихватки в задутом состоянии, что бы не вылезал шанкер внутри трубы. Следует применить 1 мм прутка присадки, если не можешь быстро подавать, то 1.2, но не толще. Задуваешь трубу, варишь за один проход, будет и внутри и снаружи валик, главное с газом не переборщи, не пере дуй, что бы не поднимало шов, а так же не падал шов, следует подобрать некий баланс давления газа в трубе для намеченной цели. А. побирается согласно качеству газа Расскажите про сварку нержавеющих труб со стенкой 8-12 мм Аргонно- дуговой сваркой , а именно корень меня интересует .Подскажите какая подготовка кромок на таких толщинах? Какой диаметр проволоки использовать лучше всего , и на каком токе варится корень на такой толщине ? Если 8 мм, то развал фаски 8 мм на сторону, если 12 мм, то 12 мм на сторону и сделайте нож. Да развал хороший, но он уменьшится, посмотрите красные линии на рисунке, данные значения порядка 2 мм толщина лишь внизу кромок острых и они именно хорошо проварятся с 1 мм прутком, дабы масса металла и объем его был минимальный, не много его подсовывая в ванну на приличном А же порядка 140 -160 А и ведем быстро. Поддув в трубе на выходе сделать не много больше, порядка 6-8 мм, дабы газ не поддерживал металл в трубе и давал возможность подсесть, как указанно на рисунке в центре кружок. Итак, при сварке корня металл, оба конца трубы подтянутся при сварке друг ко другу порядка 2 мм, что компенсирует развал и далее заполнение и сварка лица так же подтянут около 2 мм. 8+8 16 Именно от 16 до 19 мм будет ширина шва лица. Если 12 + 12 то ширина будет от 24 мм и выше. Лицо лучше всего оформить ниточными швами.
3 балла
-
@selco, есть ещё порох в пороховницах, тяжело в одно лицо такую работу делать!!!!! Я бы отправил за металлом, 1.2 ну совсем жидко, столько сварки, а прогниет быстро.2 балла
-
Шёл с гаража и встретил такого товарища. Жарко наверное.2 балла
-
Еще Гори дуга, Мастак сварка, Сварма резонвер(переводы) и парень с надписью на футболке "Осторожно хлаза".2 балла
-
Нашёл на ютубе замечательного автора - "Виталий М"! Это лучшее, что я видел. Реально помогает! Весь день смотрел его видео.2 балла
-
А оно вон оно как надо https://pikabu.ru/story/ne_vyibrasyivayte_yelektrodyi_60693882 балла
-
2 балла
-
@Учусь, ну дык цинк сгорел-то и вы сварились с чернухой. А завари, что бы слой цинка остался?2 балла
-
Спасибо!!! Жду !!2 балла
-
Только пришлось меню снять. Ветром раскачивало и блестело на солнце. Птицы не охотно до этого прилетали. Теперь семечки сыпать не успеваю.2 балла
-
главное что он выполнит своё предназначение-почистит колодец, им не копать весь колодец и можно сказать почти бесплатно, а купить фекальный насос или мотопомпу что бы удалить из колодца кольцо песка один раз, уж извините я не готов отдать такие деньги да и потом оборудование будет просто лежать.....а черпак сделан из старого металла и холявных электродов только потратился на отрезные круги и электричество.....вот и вся политика многих мужчин....сделать бюджетно, а (черпак) грейфер работает хоть и не на 100% кпд но он выполняет свою функцию. По поводу красиво, вы не в той номинации это учитываете, в художественной, там должно быть красиво...2 балла
-
Давайте, я напишу так, как бы Вы хотели прочитать и пусть Вам это потешет самолюбие. Вы же хотите услышать: Господи!!! как красиво и качественно!!! А самое главное- один черпак- один колодец, КПД 100 %. И если это по мужски- я 100 процентный не мужик. Я даже не критикую.. Я вопросы задаю, ответы получаю в виде отговорок . Если это троллинг- зовите как желаете. Побеждайте на здоровье!!! А русло я себе сама найду!!! Слава Богу, есть такая возможность !!! А кпд я преувеличила. На видео показано, сколько такая штука черпает ЖИЖИ из колодца, минус вода - 15 % это даже много!! 100 % это целый черпак (такими и грузят уголь, целыми). Приплюсуем грыжу пупковую и позвоночную, минус время , плюс грязные штаны.... Что обижаться. Если бы сразу своё видео приложили, как быстро почистили колодец, вообще вопросов бы не было и ответов. К механизмам у думающих людей всегда есть интерес и вопросы. Их нет у незаинтересованных и глупых. Я люблю новое узнавать, но не просто принимать, что ВОТ ЕСТЬ ЧЕРПАК, ОН ЧЕРПАЕТ ГРЯЗЬ ИЗ КОЛОДЦА. Мне понять хочется, чем он лучше всего того, что использую сама. Получается ничем. Всё- больше не интересно и обидно за потраченное время(( Не забывайте, это конкурс, здесь вопросы можно задавать, потому,что Вы хотите доказать, что этот Ваш черпак стоит приза. И еще, я хохлушка.2 балла
-
Путешествия... Было у меня в молодости,в 2005 году(хотя и сейчас молод )одно презабавное путешествие. Поездка на мопеде Хонда Лид с дрыгателем 50 куб. см. из Твери во Владивосток. Ехали вдвоём 42 дня,11200 км)) За сие действие мы попали в книгу рекордов Гиннеса 2007 года...Если интересно,то попробую рассказик составить попозже. Не то ,чтобы похвастаться,но поделиться хочется..Посмотрел всю страну,уральские горы,Байкал...После и не хотелось за границу ехать.Но семья расставила все на свои места.Теперь только раз в пару лет летаем с женой в Тай,противник она у меня отечественного отдыха,а я скучаю по нашим просторам невзирая на комаров,мошку и другие сложности..2 балла
-
https://youtu.be/4oOyzOuGv4k У кого мелкая моторика рук не фунциклировывает и ванну не видно, можно ногами попробовать!2 балла
-
Я уже говорил где то как прозрел. Год работал в китайской сварочной маске хамелеон , пока догадался пленку снять внутри со стекла и о чудо))). А догадался потому, что бензином ее залил случайно и пленка пузырями пошла оО.2 балла
-
2 балла
-
2 балла
-
Нормальных масок с режимом Grind, тобишь резка - не встречал, даже среди премиум. В них видно, только пока она новая, стекло кристально чистое и лампочка в полуметре на 400 ватт. Самое нормальное решение на мой взгляд - это маска типа Кемпи Бета, когда поднимается светофильтр, но маска не бюджетная далеко. Мое решение - очки под маску.2 балла
-
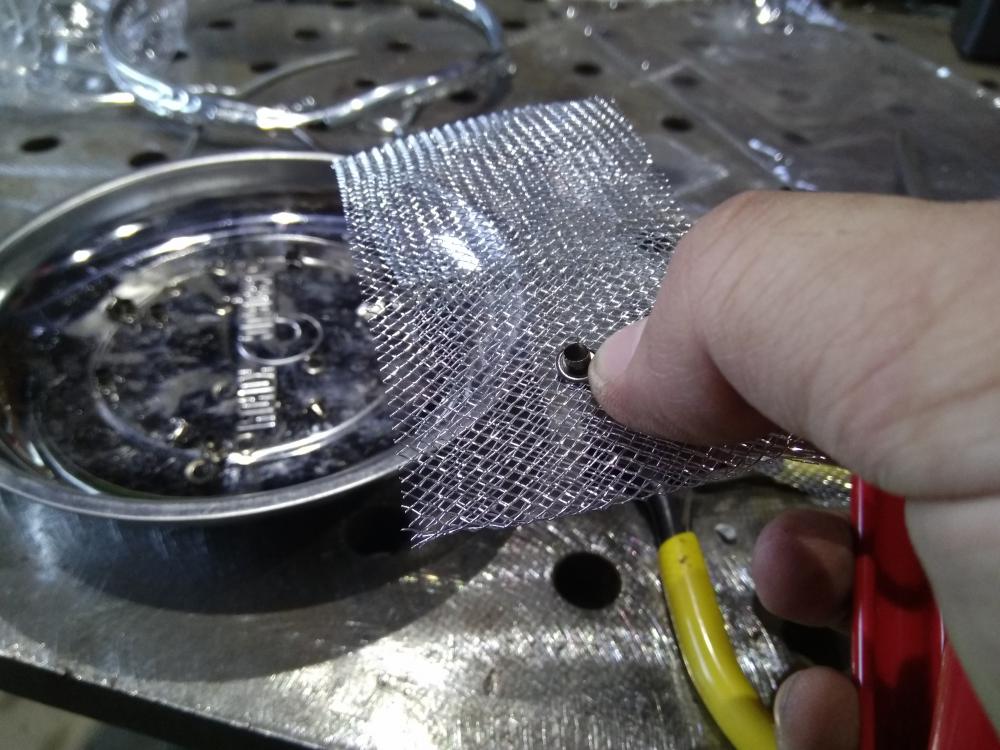
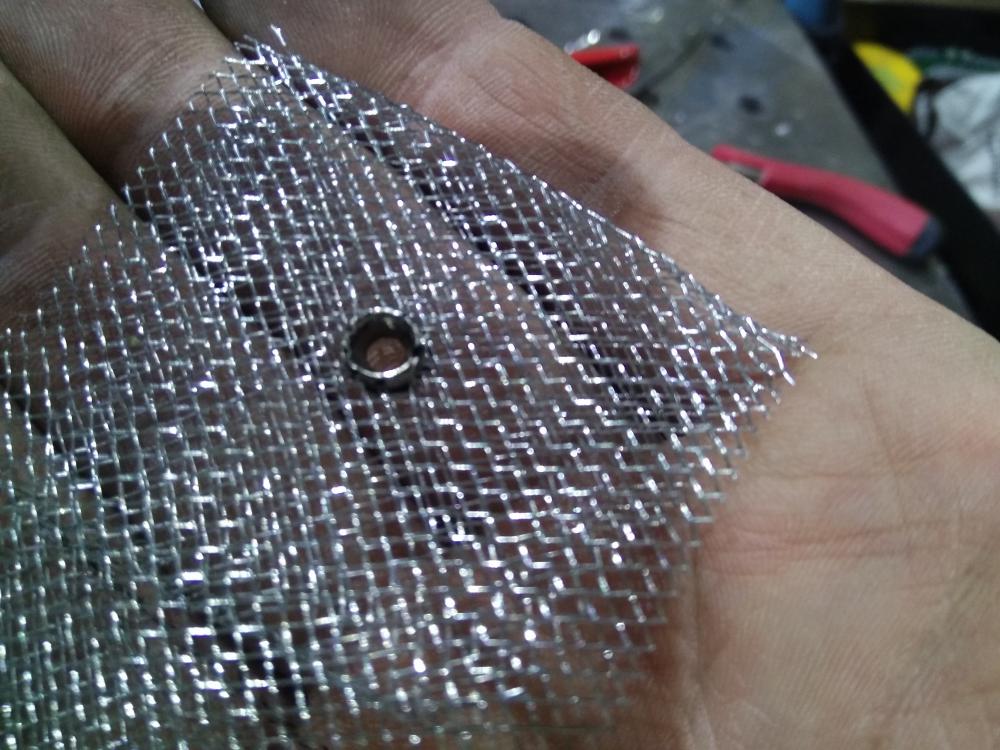
Намедни делал сопло для сварки нержавеющей стали. Jamba прошу любить и жаловать. Взял сопло номер 10 от горелки не с большой газовой линзой wp-18,26, а с увеличенной газовой линзой. Весь процесс на фото. Вклеил на нитки с эпоксидкой линзу 1,6мм от горелки WP-20. Взял люверсы, какие нашел, самые маленькие и расплющил клепку на сетки из под цедилки какой-то нержавеющей. Ещё не испытывал. Взял от сюда, смотреть 9:32: https://www.youtube.com/watch?v=JDhhVYf6pq8
2 балла
-
Уставший от жизни топливный бак митсубиси Паджеро "лохматых" годов! И изготовление (почти) его копии из алюминия. Крепления к кузову будут чуть позже, и изготовлены по месту, для точного позиционирования бака в машине.
2 балла
-
Места крепления бака к фюзеляжу имеет перегородки,В основном усиление кольцевое.
2 балла
-
И снова Америка немного столкнулись и ранение легкое. Запоминаем размерчики Ну и их токарь в санатории по поводу "зеленого змия" на трое суток , профилактику ему такову купили за 9кр то есть по 3кр. сутки . Сама профилактика такова , капельница , после нее 3часа отдыху , потом приходит крепкий санитар и полчаса "розги" по заднему месту ну и отдых 6часов, после которых процесс повторяется . Такова методика самая новая и говорят они после нее год-полтора на водку смотреть не могут . Раньше "фирма" его на сутки отправляла за 5к.р тройка капельниц и более не чего , но не действенен этот метод и хватало только дай бог на месяц. Шеф чуток добавил и попробуют новую , может и впрямь на год с лишним. Ладно ,отвлеклись и токаря нет и по сему пришлось мне на своем малыше диаметр чуть выше 50 и длина 95мм и это много для малыша , но справился . Ну и далее дело привычное и ... ТОКИ Присадка сталь Ал - 4043 Селко прислали и зовут на выставку в Германию , съездить что ли,,, а нет у меня и загранпаспорт то нет и еврики тоже дефецит и октябрь и будет в Сокольниках и думаю соберемся опять компанией.
1 балл
-
https://youtu.be/cztUNv08DJ8РЕМОНТ РАМЫ MAN1 балл
-
@G_Kar, только я вместо каргалы, обычно запердоливателем пользуюсь А кранбалка вааще сила, мне вот без помощника никак было не справиться, но технология была аналогичная. Запердоливатель с приводом в работе А когда привода в ассортименте(да еще с функцией прихваток и РДС), то и пёс с ней с отсутствующей кранбалкой Во млин время летит, оказывается с тех далеких будней уже 4 года прошло... Свежачек, протез коллектора1 балл
-
Из недавнего. Сделал багажник на Прадик по фотке. Есть у нас контора, такие багажники делает примерно по 400 долларов за штуку. Клиент попросил сделать сильно похожий и скинул фотку. Руки-крюки мои, но сделал )) Сильно не хватает плазмы или фрезера, но и так справляюсь, напильничком ))
1 балл
-
Дело сделано
1 балл
-
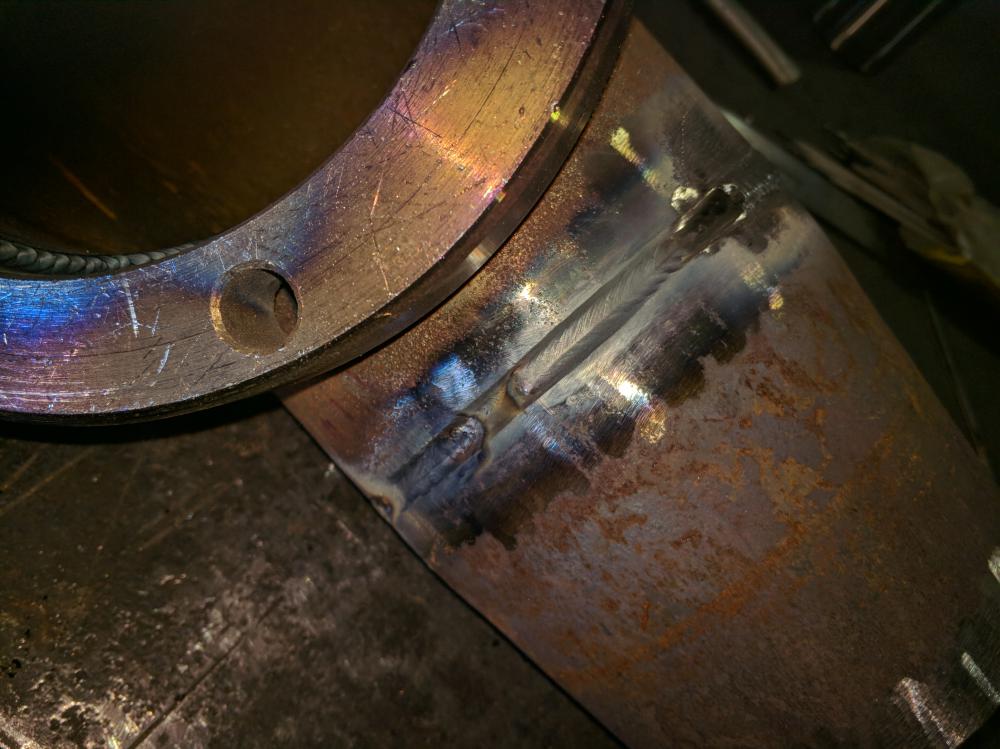
Вот такой вот фланец. Я настаивал что не стоит его приваривать, хозяин барин Для меня в новинку перекатывания, надо осваивать при возможности. Тиг 180А Корень тиг 170А, труба стенка 4,5мм, фаска без притупления, зазор 1,6, проволока тоже 1,6. Горизонт Второй проход ручником, электроды 53.70 и лб52у, какие попадались из пачки, они у меня миксом лежат. 55А. Раз в месяц или два месяца ручник беру, грех не воспользоваться случаем, никто не гонит, а мне практика. Выход с потолка на вертикал, вертикал и переход на нижние (5-12 часов) Критика приветствуется. Система фактически без давления. (так говорят)
1 балл
-
Давненько я ничего не выкладывал, сезон в разгаре, работы столько что часов в сутках не хватает. Под конец весны прилетели тралы...=) У зеленого(который на 99% состоит из сварочных швов),порвало уши на аппарелях. Изготовили новые из 30мм металла, также выточили новые втулки и вал из ст45.
1 балл
-
Капитально ошибся.@artem 1, Ты, кто?Человеческий фактор не отрицай.Если трубочки сварил, и пошинковал металл, Можно и на медали на для конкурса и всё, сварщик, ошибся, Труд, и понимание процесса приведут к реалиям.
1 балл
-
Делаю бак из нержи для пожарной машины. Гагбариты: 3м*2,5м*1м Вот результаты 3-х дней работы. Уголок 60*60*6мм. Излишний, но какой был. Вот такие швы, на скорую руку сделаны ПА. Сварка без зазоров и фасок, надо быстро делать. А я и так запарился выпиливать стыки. Сварка в струйном переносе проволокой 1мм. Имеет ли смысл тигом уголок с обратной стороны подваривать? Можете пинать
1 балл
-
Прёт меня. Должны были в 12 привезти мне гриндер. Пока ожидал решил заняться делом. Поразмышлять, посозерцать, возможно сделать ПХД. И тут как понесло За пару тройку часов сделал то о чём размышлял последнюю неделю. К своему основному столу присобачил ленточку со столом. Сделать нужно было очень точно и без всяческих зазоров. Сделал шаблончики. Долго мерял, угольники приставлял, рулетку туда-сюда крутил, сварочные зажимы и струбцины в ход пускал. Вырезал заготовки. Прихватил ответные части для сверления. Дырки(отверстия) сверлил. Угольниками магнитными прикладывал и прихватывал. Снова обжимал струбцинами и промеривал. Разьёдинял ответные части и проваривал. Потом на болты. Позорище. Шлангпакет строительным скотчем скрутил, чтобы не развалился . Ну и собрал всё. Наставил угольников. Всё чётко. Ну и общий вид. Самое смешное - гриндер не привезли. Мутный товарисч попался. Всё что-то шифруется. Еле еле телефон в переписке выцыганил. Ну да ладно. Рыбак терпением берёт или на всё воля аллаха .1 балл
-
@AMBIVERT42, ага! Три внутренние перегородки по кругу, две торцевые стенки. Уехал работать бак!
1 балл