Лидеры




Популярный контент
Показан контент с высокой репутацией 14.01.2018 в Сообщения
-
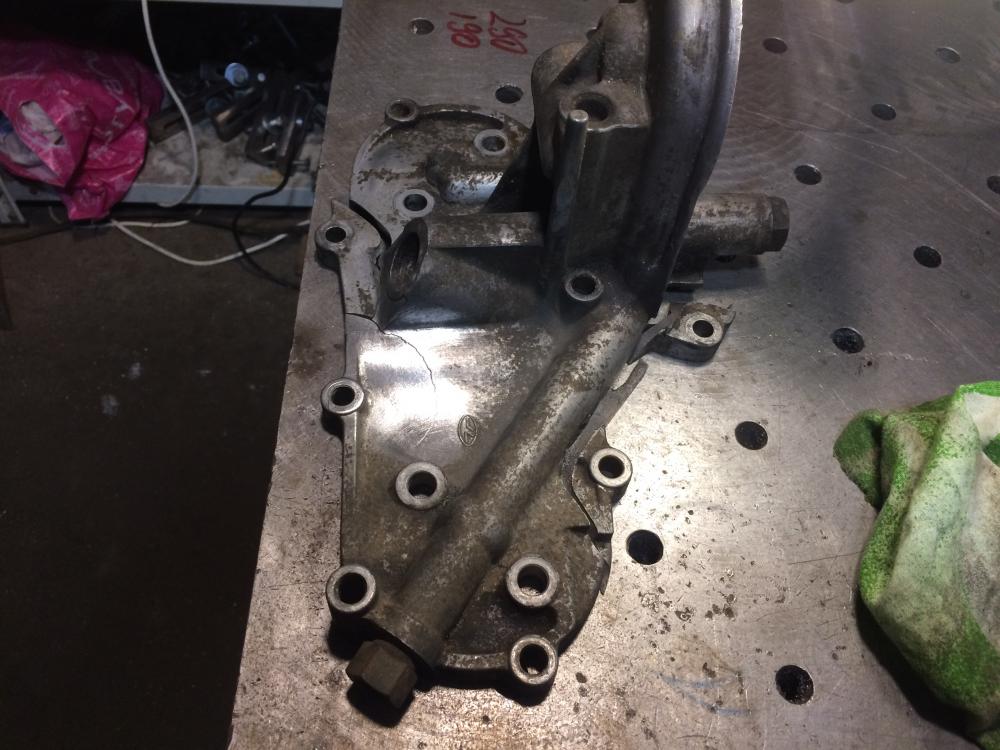
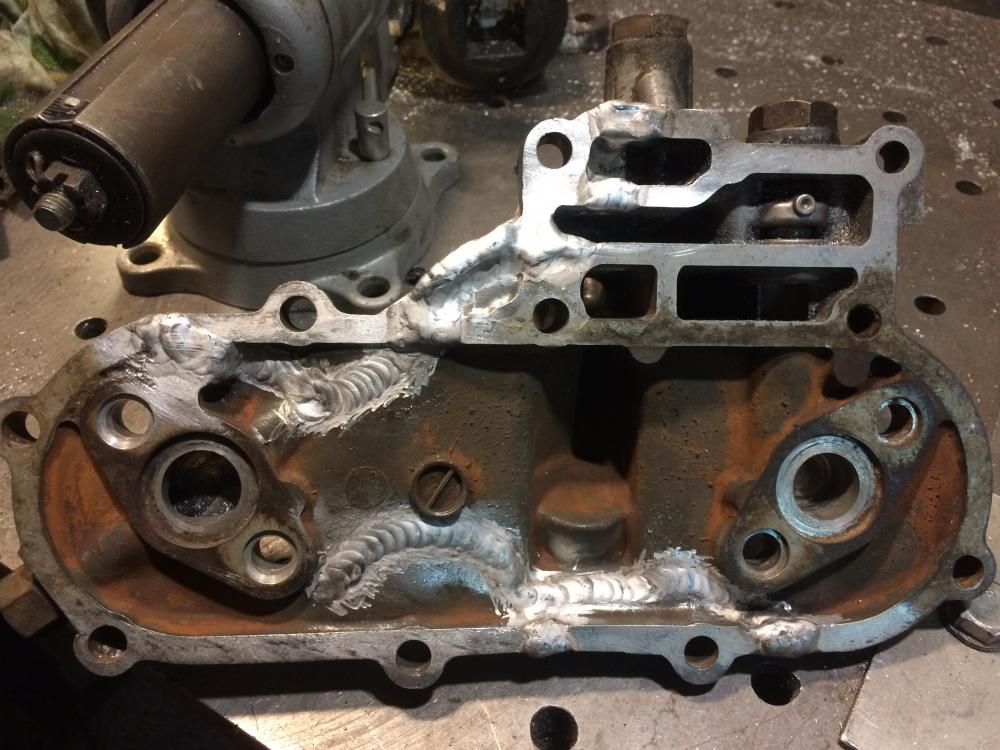
Впервые столкнулся с присадками в системе охлаждения - дрянь редкостная, противно даже мыть было, хотя смылась довольно быстро. Вскрывал и глушил трубки. А дальше бытовуха - пока @chdv1971 восстанавливает шнеки, я восстанавливаю целостность корпуса Удивительно почему сломалась то? Вот моя чугунная за 20 лет даже не погнулась Варилось на удивление довольно легко. А здесь подшипник решил зайти в гости к шестеренкам. Стучал хорошо, но не пустили. Доломал уже сам. Зачистка ушм, так как пшм пока в ремонте (почти месяц везут подшипник) Сварка с одной стороны, со второй прошелся горелкой для выравнивания. Интересно сколько за такую работу берут на просторах? Размер дефекта - спичечный коробок. Корпус привезли вымытым начисто.14 баллов
-
По мне так 1-1.5кр. Вчера за поддон французкий взял 2кр, зря заранее озвучил сумму. Трещит страшно. Двойная, тройная работа получается. ПыСы: моя работа ближняя по фото. Заглаженное не моё!
 10 баллов
10 баллов -
@chdv1971, гоните прочь сомнения. Я такую операцию проделывал не единожды. Детальки что по массе, что по габаритам-невелики. Прихватываем ПАНЧем на холодную, делаем предподогрев до 400-500 град. и ПАНЧем же заливаем разделку. Конечно, самое оно такое ГПН варить. Тут тебе и предподогрев и горячая сварка в одном процессе. Можно-то можно, только литьё сантехническое чистым и лояльным к сварке назвать никак нельзя. Отсюда-война с порами и несплавлениями. Так что на горячую-гораздо фэншуйнее.7 баллов
-
@chdv1971, в данном случае контур швов при стыковке ножек-не жёсткий, можно применить и нихром Х20Н80. Думаю, что в РБ его найти будет попроще, нежели ПАНЧ. Ежели только @sanec выручит.4 балла
-
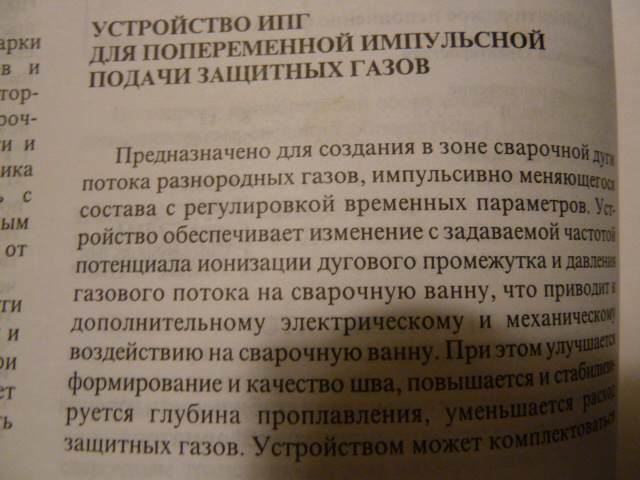
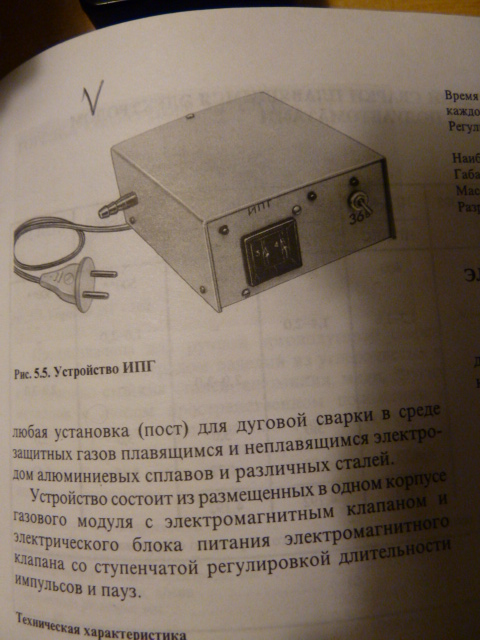
Да каждый сам решает как удобнее и лучше для него. Я вот здесь плохо подумал и у меня после замечательного устройства шланг длиной 10метров и по сему устройство работало как смеситель. Но назначение его другое , попеременная подача газа и на сопле должно так быть Аргон - Гелий- Аргон- Гелий и такая подача будет сравнима с двойным импульсом как в ПА так и в ТИГ , то есть Гелий- дуга мощнее , Аргон- дуга слабее но это устройство надо ставить как можно ближе к входному каналу газа горелки или еще лучше к самому соплу .
3 балла
-
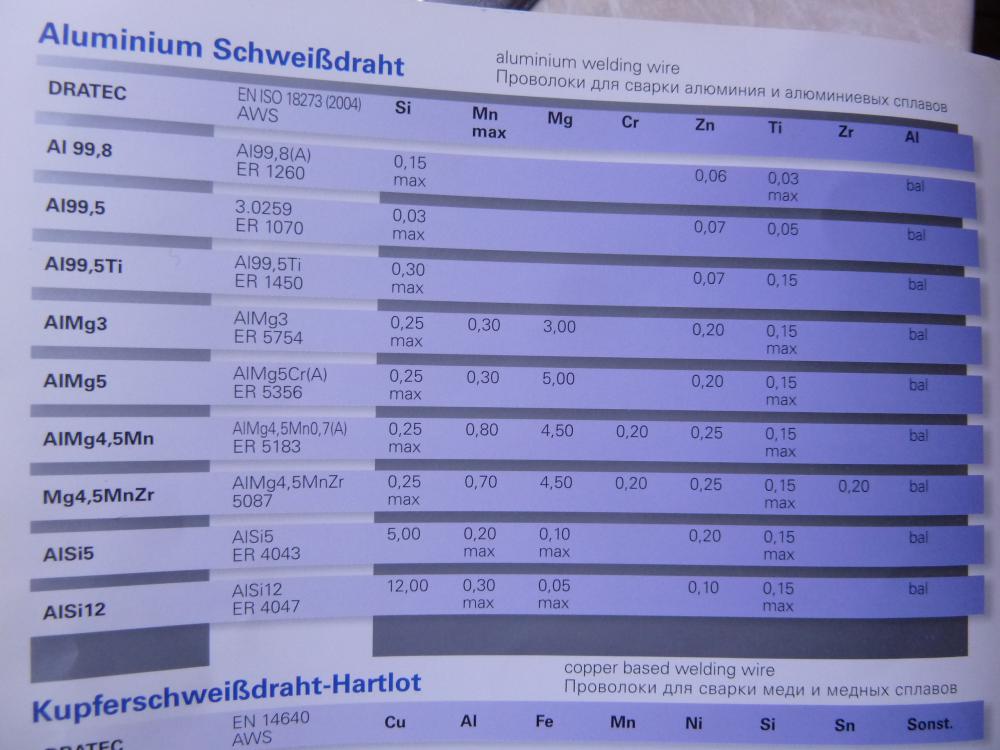
Антон , как то мужики из Evospark приехали и привезли другой аппарат на подмену и говорят добавлена функция разогрева электрода на DC+ токе и даже если сам поджиг на DC- будет, и так попросили аргонщики из ВПК и говорят чтобы шарик сразу образовывался Я расстроился и говорю электрод будет портится сразу , но мужики молодцы и сделали как надо то есть "разогрев электрода" можно было убрать почти в ноль и тем самым сохранность его гарантирована. Ну и по видео и что первое бросилось в глаза , его супер "точилка" заточка дрянь , полосы крупные и почти поперек и место ей на свалке хоть и денег стоит не мерянных у нас. Второе , шарики у него вроде блестят но они как будто из вольфрама изнутри выросли и по краям вольфрам окислен и расщеплен и вывод , вольфрам китайкий но он сейчас и не плох и тогда газ у него дрянь . Вот у меня шарик блестит да и сам вольфрам до цанги тоже блястит. http://websvarka.ru/talk/topic/5546-forsazh-200-asdc/?p=317280 P.S. По поводу поджига в чем то с видео соглашусь и да на некоторых проще разгорается АС дуга , но повторюсь все от чистоты газа и времени пост газа зависит и если электрод окислился то и поджиг будет соответствующим. На фото с верху 2я и 3я позиция ваша. https://svarka.parkof.ru/content/provoloki-dlya-svarki-alyuminiya-i-ego-splavov
3 балла
-
@Vanguard, эта радость на алиекспресс, но я пробовал ее, развалилась быстро. Туфта и на голове 54 размера не держится. А вот купил Еверматик, другое дело, на резинке плотно облегает череп, очень удобная, рекомендую. https://youtu.be/sloEAzKdWDA3 балла
-
наглядно почему на AC лучше баланс в минус уводить по возможности https://youtu.be/g4_iBmK8mhc?t=2m10s а то часто встречаются люди, которые считают, что без шарика жизни нет3 балла
-
Опять дисплеи и ардуинки.Ещё не все детальки пришли.
3 балла
-
денег не будет всё равно, а технология будет. даже в вашей профессии TiG может быть очень востребован -- это самая "тоненькая" сварка (гаечку м3 приварить к шасси например)3 балла
-
Да , и я сразу подумал о Воронеже и может кто помнит популярную присказку в СССР (вот полностью уже и забыл) "Воронеж -... догонишь" . И представляете на сколь мы были впереди Европы да и Америки и кстати Воронеж делал установки плазменной сварки и микросварки кои сейчас по возможностям потягаются и с современными и любого бренда. Дорого , и те же Американцы (Miller или еще кто у кого есть музеи ) выложат кругленькую сумму за такое чудо . Жаль что у нас нет музеев и сее чудо должно остаться в России. А это действительно чудо и мы были впереди планеты всей , а как сделано с наружи латунь как одно целое и она изолирована и на верняка водяное охлаждение и горелка карандаш и т.д.3 балла
-
@Sky999, это уж вам решать. Но регулировка горячего старта и форсажа это уже не панацея, а как должное. Хотя можно и по старинке без. Из преимуществ это вывод на экран + СКР больше.2 балла
-
@Skywalker, и 3М Speedglas тоже сдох? Хамелеоны разные, если вы окромя китайских не пробовали, это не значит, что все сдохнут. Фильтр и корпус серии 9100 прекрасно держат запредельные температуры, и передние покровные Стекла у них специальные для повышенных температур.2 балла
-
@morgmail, если не секрет, где такая радость продается?2 балла
-
@alekseyka77,С жидкостями гораздо проще, они маленечко не сжимаемы. Ротаметр газа, адекватен, только при определенном давлении. Заводское исполнение, редуктор с ротаметром, от тарирован обычно 2.5-3.5, что даже при условии, что он перед клапаном, а горелка 4м, даст заметные плевки. Наличие редуктора после такого агрегата, стоящего на баллоне, никак принципиально не сказывается на его работоспособности, изменение точности - в рамках погрешности шкалы. Я не просил конкретики, за теорией я могу обратиться в институт физики. По сути, всю эту байду развели маркетологи, им же надо продавать приставные ротаметры и прочую хрень. Если дельта исчезающе мала, то зачем на сварочном форуме обсуждать потерю точности? Как будто стакан в минуту в сторону и всё, работать не будет. Все эти значения расхода, важны для начинающих, что бы было от чего отталкиваться. Скажите мне, Вы штанген-циркулем только при +20С пользуетесь? При других температурах у него будет погрешность...2 балла
-
Если у меня на одно изделие уходит 500 грамм электродом типа МР-3 2 мм то сколько примерно уйдёт проволоки 0.8 мм от П/А?2 балла
-
Там всего два вывода задействовано для кнопки горелки , остальное для педали и скорее всего еще два провода . Можно если негде взять "близнеца" разъема то для горелки да и педали пойдет такое решение , отрезаете родной разъем от горелки и делаем хвостик и можно использовать и авторазъем за копейки . Я так и сделал , так как на Selco весьма специфичный разъем и почти не реально найти , но выход найден с разъемом от авто и главное одна горелка к трем аппаратам без лишних хлопот. http://websvarka.ru/talk/topic/1305-importnye-gorelki/?p=2714062 балла
-
Ну всякой всячины много чего делается. Достаточно посмотреть сайты предприятий связаных с двигателестроением, авиацией, космосом, телекоммуникациями. Но всё завёрнуто на крупные производства и военщину. До нас, ремесленников, фактически ничего не доходит.2 балла
-
@Ganimed, это кремний раскисляет ванну-шлак соответсвенно2 балла
-
Ремонт контура охлаждения сталеплавильной печи(медь).
2 балла
-
Прикупил себе пару нужных вещей.
2 балла
-
@Serj55441, Мне представляется,что многие из вас никогда не сталкивались с производством,т.е. чертежами,технологиями,отк,т.е с жесткими рамками в работе. Приведенные вами рекомендации рассчитаны на исправление брака литья при массовом производстве отливок.Еще раз повторю:в условиях производства,когда жестко регламентирована технология.И сам панч, и технология его применения рассчитана на поток,разрабатывалась и подгонялась под его условия.Там некогда будет "облизывать" каждый блок - предписано выполнить те -то и те технологические операции и никакой лирики,никакой отсебятины-все предельно жестко,все делается по возможности быстро,дешево и сердито. Эти рекомендации рассчитаны на только что выплавленный чугун,а не тот, с которым приходится сталкиваться в ремонтных работах . И вот здесь,то,что подходит для производства, не подходит для ремонтной сварки.У ремонтной сварки свои особенности.2 балла
-
Можно. Только дорого)1 балл
-
1 балл
-
Всем доброго здравия! Я тоже по началу "сучки сопетку" городил потом поумнел приобрел набор и с 2016 года работаю этим набором и голова не болит. http://websvarka.ru/talk/topic/7687-zhenam-vkhod-vospreschen/?p=2326061 балл
-
@selco, да народ к шарикам привык со времён трансформаторов похоже, когда по другому нельзя было. иногда конечно нужно баланс в плюс уводить, но не постоянно же. по точилке он сам говорит, что дрянь. просто нужно было одинаково заточить. это не та точилка, что за дорого продаётся и идеально точит. конкретно эта 200-300 долларов стоит.1 балл
-
что я неплохо подумал прежде чем огород городить @alekseyka77, не надо эмоций, у самого подобное состояние.1 балл
-
@slakcy, А за чем вам книга и вы уже здесь в "живой книге" с вопросами и ответами. Какая вас сварка интересует , полуатоматическая - MIG-MAG , аргонодуговая - TIG, покрытым электродом - ММА. Ищите темы и читайте и вот вам про ТИГ и в книгах такого обширного обзора не найдете . http://websvarka.ru/talk/topic/5013-faq-po-tig/1 балл
-
@Vanguard, Вот это то, о чём я и писал- что показания ротаметра зависят и от атмосферного давления, не говоря уже о противодавлении в шланге до второго редуктора... Основная идея была в том, что на форуме были посты про экономайзер, 2 редуктора- по сути- второй редуктор = тому-же экономайзеру, отсюда я и написал, что нет смысла в ротаметре на первом редукторе при втором редукторе, + ещё возможный гимор... И при всём при этом- по сути- пишем одно и тоже, только разными словами... Я-то сам за то, чтобы редуктор с ротаметром был второй ступенью редуцирования, а не первой! Да так и дешевле и удобнее... Конкретно в Вашем случае, Вас спасает то, что пропановый редуктор расчитан на меньшее входное давление( с иными ф клапана и сёдел, жесткостью пружины), т.е. смысла ставить 2 кислородных последовательно- нет!1 балл
-
И по этой теме есть вроде.1 балл
-
Маска-то походу для тех случаев, когда "только глаза" можно протиснуть к свариваемым деталям?1 балл
-
@Skywalker, странно. У нас работают на п\а с токами 200 - 250 ампер и ничего не плавится. Конечно про дешёвые хамелеоны вы абсолютно правы -- это ширпотреб, и для работы он не пригоден, но обычная маска вполне себе работает, и ничего не плавится. Я работаю вот в этом. Нормальный оголовник, о замене не задумывался: Ещё очень популярна маска которая всё время меняет название. Я её нагугливаю по картинкам и размеру светофильтра. Сейчас она называется "121 69 нн-у1 буревестник". У неё тоже всё прекрасно с оголовником, я в ней работал много лет (картика с тырнета):
1 балл
-
Ну если без долгов наберёте необходимую сумму, то можно и попробовать. Как вариант искать б/у.1 балл
-
После праздников нарисовалась командировка на соседний завод ,сварки море вот ребятам нашим надо помочь.Сегодня сходил посмотрел ,работы хватит до лета.Вот сам обьект вот что должно получиться Подробнее потом обязательно покажу!!!
1 балл
-
Нашёл оголовник, сильно смахивает на спидгассовский, - https://ru.aliexpress.com/store/product/RILAND-X9000-Auto-Darkening-Welding-Helmet-Headband-Replacement-Welder-Tool/3109023_32830623764.html?spm=a2g0v.12010612.0.0.397ece925mBI721 балл
-
@Weldermax, если бы наш Форсаж 200АС/ДС так поджигал, я бы ни слова про поджиг не сказал.1 балл
-
Антон , да я вот и не заметил что на моем нужна подстройка. В принципе что такое настройка HF поджига , выбор диаметра ляктрода на большей части аппаратов в том числе и на Селко , впрочем есть у него и авто режим но не люблю я его , на Ево и ЕВМ выбор полярности тока и это очень хорошо, у Кемппи вроде полный автомат и не чего выбирать не надо и хорошо и фины с их многолетнем опытом все сделали правильно и красиво . Вернемся к Форсажу и настройка поджига или переналадка займет 2мин , да и не нужна она так часто я настроил и зажигаю дугу 5ти амперную и с этой же настройкой 350 амперную , важный фактор для Форсажа , впрочем и для всех остальных чтобы электрод был с блеском и не имел окислений в связи с 3х секундным пост газом он очень мал для АС тока ,впрочем и для DC . Все вышесказанное для АС тока , на DC токе Форсаж подожжет и черта.1 балл
-
С коронками работаю не первый день, вы абсолютно правы чем ниже обороты тем лучше. Есть такая же дрель но с регулировкой оборотов ( частотник к коллекторному двигателю не поставишь), я предлагал её с самого начала. но там смущала марка ( заказчика, для меня и так было понятно что это всё китай)... так вот сгорит, поставят с регулировкой оборотов. Изначально планировал поставить обычный 3-х фазный двигатель с редуктором и частотником, но это немного испугало заказчика и он попросил делать всё как можно ремонтнопригодней и доступней по частям. К тому же это бы увеличило срок изготовления и усложнило конструкцию. Если трубы не длинные ( метра по 4, длиннее не удобно уже становится), то делал другую штуку уже давно, ручную... принцип перемещения трубы, что бы сохранялась одна ось, очень простой. https://www.youtube.com/watch?v=VSBFPXLU2yU1 балл
-
А стакан никто не воровал, это да.1 балл
-
@Kondor416, Вообщем то попался заказик, как раз толщина стенки тройка и соединение такое, о котором вы спрашивали. Не большой фотоотчёт с пояснениями: Сварка велась на таких настройках: 15.2/5.3, смесь, в углекислоте необходимо будет добавить 0,7В+- 1) Не большой зазор (около 1мм+-), двигаемся прямолинейно углом вперёд: 2) Зазор побольше (около 1,5мм+-), углом вперёд, совершаем колебательные движения, как на той картинке. P.S. Хорошая масса, а на срач внимание не обращайте, это творческий беспорядок
1 балл
-
Деталюха такая,масло видимо гоняет (масленный канал внутри).Сильно не пинайте,для меня достижение уже то,что я ее сделал,по времени часа 4 наверное убил,параллельно делал и другое,ажиотаж че то сегодня,очередь стояла).
1 балл
-
Интересно собирать пазлы, хоть и приходится иной раз пропановой горелкой греть и вправлять поведённое при ударах. Сам по себе материал грязнющий,литьё отвратительное, но кайф,когда после разделки крутанул ручку регулятора и наслаждаешься треском сварки на высоких токах.Музыка!
1 балл
-
Вот по порошку интересное видео. Посмотрите какой шлак в конце видео. https://youtu.be/_hvKx9_gQ9A1 балл
-
Скрытая реклама шпатлёвки кнауф И водяное охлаждение 17-й горелки. Гибридный режим 150/150а, 60/40% ас, 30гц ас. Толщина пластин 6-7мм.
1 балл
-
Мужики, давайте на чистоту. Приварка втулок на 3+. Для себя любимого - отлично, для производства хреновато. Кратеры не заваренные, шов не стабильный....... Я понимаю, что здесь собрались нормальные , добрые ребята, НО поправлять всегда надо, иначе брак станет нормой. Кстати, на чернухе - отлично, по крайней мере с виду. А втулки на любом серьезном ОТК завернут сразу. Сооруди вращатель и будет счастье!! Извините если что не так.... И про смешивание нержи и чернухи можно подробности? Хотя бы просто марки...1 балл
-
По моему не плохо? Есть конечно недочеты. Ещё надо замочек и стойку с светильником закрепить как нить. Аккуратности и "ровноты" не хватает. Выписать бы струбцины 3-D у Бархударова... Ещё носимый получился. Одним человеком. Но тяжеловато... Столешница 3 мм, коробка из 2-х мм листа и уголок 30 мм. Маленькие дверные навесы самоточки, вроде 12мм диаметр. Высота примерно 30 см. Вот как то так.
1 балл
-
Пришлось стоять в очереди,что-бы сфотографировать сына.
1 балл
-
Первая в этом сезоне пошла.
1 балл
-
Шурпет, а зачем ссылка на выбор аппарата? У меня ж есть как бы Круазик, и шурпет, спасибо за ответы,быстрые и понятные[emoji106]1 балл
-
Защитные газы и их влияние на технологические свойства дуги В качестве защитных газов при дуговой сварке плавлением ТИГ применяют инертные газы. Защитный газ выбирают с учетом способа сварки, свойств свариваемого металла, а также требований, предъявляемых к сварным швам. Инертные газы Инертными называют газы, не способные к химическим реакциям и практически не растворимые в металлах. Поэтому их целесообразно применять при сварке химически активных металлов и сплавов на их основе (алюминий, алюминиевые и магниевые сплавы, легированные стали различных марок). При сварке ТИГ используются такие инертные газы как аргон (Ar), гелий (He) и их смеси. Аргон - наиболее часто применяемый инертный газ. Он тяжелее воздуха и не образует с ним взрывчатых смесей. Благодаря низкому потенциалу ионизации этот газ обеспечивает высокую стабильность горения дуги. Однако, в тоже время, низкий потенциал ионизации является причиной и низкого напряжения на дуге, что снижает тепловую мощность дуги. Будучи тяжелее воздуха, аргон обеспечивает хорошую газовую защиту сварочной ванны (но только в нижнем положении сварки). Однако он может накапливаться в слабопроветриваемых помещениях у пола. При этом снижается содержание кислорода в воздухе, что может вызвать кислородную недостаточность и удушье у электросварщика. В местах возможного накопления аргона необходимо контролировать содержание кислорода в воздухе приборами автоматического или ручного действия с устройством для дистанционного отбора проб воздуха. Объемная доля кислорода в воздухе должна быть не менее 19%. Аргон выпускается согласно ГОСТ 10157-79 двух сортов: высшего и первого. Высший сорт рекомендуется использовать при сварке ответственных металлоконструкций из активных и редких металлов и сплавов, цветных металлов. Аргон первого сорта применяют для сварки сталей и чистого алюминия. Гелий - бесцветный, неядовитый, негорючий и невзрывоопасный газ. Значительно легче воздуха и аргона, что понижает эффективность защиту сварочной ванны при сварке в нижнем положении, но способствует лучшей защите при сварке в потолочном положении. Гелий используется реже, чем аргон, из-за дефицитности и высокой стоимости. Однако, из-за высокого потенциала ионизации, при одном и том же значении тока дуга в гелии выделяет в 1,5-2 раза больше энергии, чем в аргоне. Это способствует более глубокому проплавлению металла и значительно повышает скорость сварки. Для сварки используется гелий трех сортов: марок А, Б и В (по ТУ 51-689-75). Применяют его в основном при сварке химически чистых и активных материалов и сплавов, а также сплавов на основе алюминия и магния. Часто используются смеси аргона и гелия, причем оптимальным составом считается смесь, содержащая 35-40% аргона и 60-65% гелия. В смеси в полной мере реализуются преимущества обоих газов: аргон обеспечивает стабильность горения дуги, гелий – высокую степень проплавления. При сварке меди используется азот, так как он к ней химически нейтрален, т.е. не образует с ней никаких химических соединений и в ней не растворяется. Вспомогательные газы Азот - бесцветный газ, без запаха, не горит и не поддерживает горение. В сварочном производстве азот находит ограниченное применение. Азот не растворяется в расплавленной меди и не взаимодействует с ней, и поэтому может быть использован при сварке меди в качестве защитного газа. По отношению к большинству других металлов азот является активным газом, часто вредным, и его концентрацию в зоне плавления стремятся ограничить. Азот также применяется при плазменной резке и как компонент газовой смеси при сварке аустенитной нержавеющей стали. Водород - не имеет цвета, запаха и является горючим газом. Водород редко используют в в качестве защитного газа. Так как смеси водорода с воздухом или кислородом взрывоопасны, при работе с ним необходимо соблюдать правила пожарной безопасности и специальные правила техники безопасности. При работе с водородом необходимо следить за герметичностью всех соединений, т.к. он образовывает с воздухом взрывчатые смеси в широких пределах. Смеси защитных газов Иногда является целесообразным употребление газовых смесей. За счет добавок активных газов к инертным удается повысить устойчивость дуги, увеличить глубину проплавления, улучшить формирование шва, уменьшить разбрызгивание, повысить плотность металла шва, улучшить перенос металла в дуге, повысить производительность сварки. Существенное значение при выборе состава защитного газа имеют экономические соображения. Смесь аргона и гелия. Газовые смеси гелий-аргон применяются в основном для сварки цветных металлов: алюминий, медь, никелевых и магниевых сплавов, а также химически активных металлов. Оптимальным является соотношение 35 - 40% аргона и 60 - 65% гелия. Так в полной мере реализуются преимущества обоих газов: аргон обеспечивает стабильность дуги, гелий - высокую глубину проплавления.1 балл




















































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)
















