Лидеры




Популярный контент
Показан контент с высокой репутацией 07.01.2018 во всех областях
-
Антон , да пишут много и больше попусту ,,, и ,,,и думаю мне то поверите ну не стал бы я им соты варить да еще с плохим поджигом и одна две ошибки при поджиге могут решить радиатор соты . Но не подвел и усе сделал как надо, радиатор я уже варил Селко это соту года два назад , сейчас выше поползла и сегодня подварил 500кой .
 12 баллов
12 баллов -
P.S. Победила ДРУЖБА , в нашем деле все сгодится пайка и сварка и учимся этому всю жизнь .
9 баллов
-
Хватит вам 160А и может на чипе человек что не так намерял и аппарат то 200А заявлен , но может и верно намерил и за Кедры да и другие Китай не скажу. Вот главное чтобы не подвел аппарат в смысле надежности и не поломался. Что касается поводок , не поведет да и не грейте и так начинайте сварку , плавник сам прогреется до нужного . Ну и подложите из нерж. 2мм - 3мм иначе потечет ваш плавник. Вообще такие вещи опыту надо на "кошках" набраться и потом уже за это браться.
8 баллов
-
Сегодня была рождественская утка с айвой и картошкой. Вернее это курица. Но по легенде утка. Айва не понравилась. Осталась немного дубовой, но запах есть. Две фотки с разных смартафонов. Верхняя lenovo P780. Нижняя huawei p10.6 баллов
-
Да ну с емкостью не надо, ограничит ваши движения и эффект к нулю приблизится. Нерж , не даст включений в швы , можно наверно и чернуху но я не когда не пробовал , цветной типа бронза ,латунь и медь не пойдет будет мешать дуге так как дуга будет и на них частично оксид "снимать" и т.д . и по сему нерж и еще раз нерж. Газовая защита с подложкой будет растекаться равномерно по подложке и защита на высоте , если без нее то завихрения обеспечены и нужно будет газ линзу четкий настрой расхода и т.д.
6 баллов
-
Электрик коммунхоза обязал СИП в оболочку спрятать снаружи дома, а брони я взял с запасом так, что хватило и внутри до счётчика довести.
6 баллов
-
Попробовал поиграться лезвиями. До Валеры Selco мне далеко, но вижу, что мой Форсажик это умеет. Осталось руки "наточить" Электрод правда забыл поменять, варил 2.4.
5 баллов
-
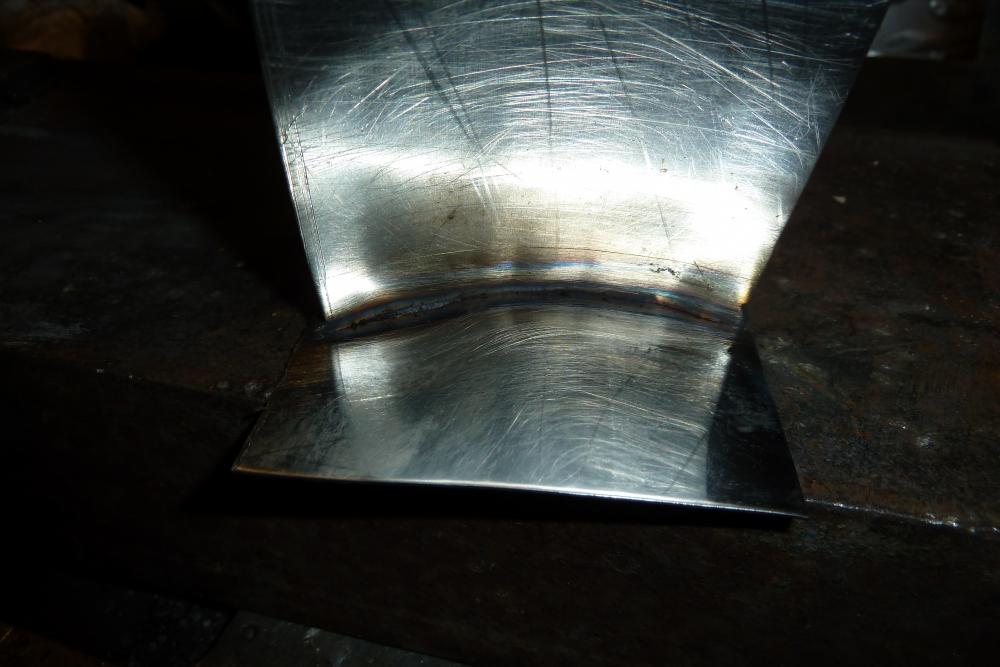
Дмитрий , не ругайся , все правильно ты сделал и спор пошел о том что если с большими зазорами то при пайке газосваркой с большими зазорами почти 100% может произойти "закупорка или частичный тромбоз" как у меня на ноге и тогда потребуется "хирург" в нашем случаи в виде шурика или дрели и сверла. Тигом + CuSi3 можно сварить с любым зазором без боязни "тромбоза" (но и я всегда о этом говорю лучше подготовить как положено и зазоры минимизировать). Рассмотрим сварку латуни ТИГ+ CuSi3 и в чем проблема ???, проблема в цинке который начинает "плеваться" и кипеть и тем самым портит нервы сварщику . И по сему "слушаем" дугу и как только появился не большой шум (за ним последует плевок) вводим CuSi3 и он (цинк) успокаивается и пошли дальше , вот я вам это сегодня и показал. Цинк практически весь остался в латуни, не каких "тромбозов" и на душе спокойно.5 баллов
-
Ерунда, 3.2 мм использую от баков до рам автоцистерн, опыта набирайтесь. Электрод 4 ка на 20 мм люмине прекрасно себя чувствует, 400А держит. Швы ваши холодные, мало тока, лопнут быстро. Сопло 8 достаточно для таких работ, и выдвигать на 5-6 мм из сопла электрод нужно. В общем учитесь, а такие категоричные выводы делать не стоит. Славно вы меня развеселили!!!!!5 баллов
-
стейк с кровушкой.
5 баллов
-
https://youtu.be/fjeYN9OC2_Y5 баллов
-
@Yuriy82,Слушайте, мне надоело Вас в чем-то убеждать. Если там было насрано, значит надо было срезать к чертовой бабушке, до живого металла, а не срать поверху. Смотрите внимательно, вся его наплавка дырявая, с соответствующей прочностью. Про обработку винта на дроч наждаке, вообще без комментариев. Нравится - учитесь у него. Теплоотвод с корня плавника, возле редуктора будет в разы, если не на порядок больше. Про ГБЦ и плиты. Не путайте зеленое с резиновым, рукожопые уроды и технология - не одно и тоже. Искривление в четыре десятки я пионерской линейкой увижу, без лекальной и щупов. Это на глазок реально заметить на такой длине, почти полмиллиметра...5 баллов
-
@Yuriy82,прогресс в области маркетинга гораздо быстрее не стоит на месте. Сундуки, в отличии от этого чуда новых технологий, проверены, работоспособны, достаточно надежны и ремонтопригодны. А если за современным аппаратом, с продвинутыми технологиями, то это не к кедру. И не за эти деньги. с 2006 сваривал АМГ и не только. Как я только жил без ИГБТ... страдал от 50Гц на трансформаторе, а с мосфетами по сей день маюсь Новенький айронмэн от авроры спекся, не осилив и сотни таких изделий (понятия не имею мосфет в нем или игбт), пришлось тащить свой старенький сундук с мосфетами (наверно), и побеждать эти фиговины. Так вот и амперы у старичка амперистее, и ПВ пэвэшнее оказались Вон он жужжит, под полиэтиленом А тут во всей красе без накидки Да, руководство фирмы прослезилось, осознало свои заблуждения и заказало аппарат с игбт, амперистыми амперами, наипэвэшнейшим пэвэ, и регулировкой частоты и прочими прогрессивными фенечками. Я надеюсь, в ближайшем будущем, убедится в его полном превосходстве над моим сундучком с отсталыми мосфетами, правда бюджет фирмы похудел на поллимона Да фолшебный игбт и у мну тоже водится, Второй год уже, и частота на нем регулируется, и амперы у него честные, и даже стОит дешевле и весит меньше, чем Валерин селко. Вот только не кедр это И цена у него не как у кедра И с надежностью сундука он пока не в состоянии конкурировать... Мне вот только непонятно, Вы сами все прекрасно знаете, зачем интересуетесь?5 баллов
-
А вот в этом случае принято тренироваться на кошках. В идеале - изыскиваете старую и уже не пригодную, совсем, к эксплуатации аналогичную деталь, Договариваетесь (набиваетесь в гости) к коллеге по форуму, владеющему аппаратом и имеющему место для работы и производите эксперимент, оценивая всё - нужные токи, изменение геометрии и прочие характеристики. А потом принимаете соответствующее решение. Потому как готового решения Вашей проблемы с ходу тут никто не даст. А что тут такого? Берётся специально обученная лекальная линейка и прикладывается к плоскости в разных направлениях. Зазор оценивается с помощью комплекта щупов - общепринятая технология. Успело. А вот тут есть возможность - вместо подшипников ставятся стальные массивные детали, геометрически полностью повторяющие подшипник, и стоят они до полного остывания. При этом геометрия посадочных мест практически не уходит.5 баллов
-
Ну а я, ну а я. Варил термопары от газовых ещё наверное советских колонок. Проблема как говорят в наших краях актуальна. Якобы новых подобных термопар в продаже нет. А без них и колонке конец и надо ставить новую. Газовики очень внимательно смотрят, чтобы защита работала. Пару лет назад варил такую термопару и там развалился стык разнородных металлов(гальванопара). Аккуратно нахлабучил на стык каплю меднофосфорного припоя и всё благополучно работает по сей день. С новой работой другая проблема. Оторвана одна ножка из гальванопары от медной трубки. Припаяно каким-то припоем. В процессе сварки обнаружилось, что в составе цинк. Начинал на медной трубке и через присадку перебирался на ножку гальванопары. Иногда вспыхивало фиолетовым и белый налёт. Но заварил наверное навечно. Можно было вырезать припой, но скорее всего развалил бы всё. Лучшее враг хорошего. Ну и очередной стул из отходов делаю. Крестовину подарили. Наварил гаек и накрутил болтов для ножек. На пиле выравнял куски профиля и сварил в стык(типа всё остатки в дело). Дальше механизм поворотный, кусок фанеры, поролон, кусок дермантина и немного скобок .5 баллов
-
Можно но не медью а лучше той же CuSi3 или МНЖКТ5-1 вот ПА но можно и ТИГ разницы не будет.
5 баллов
-
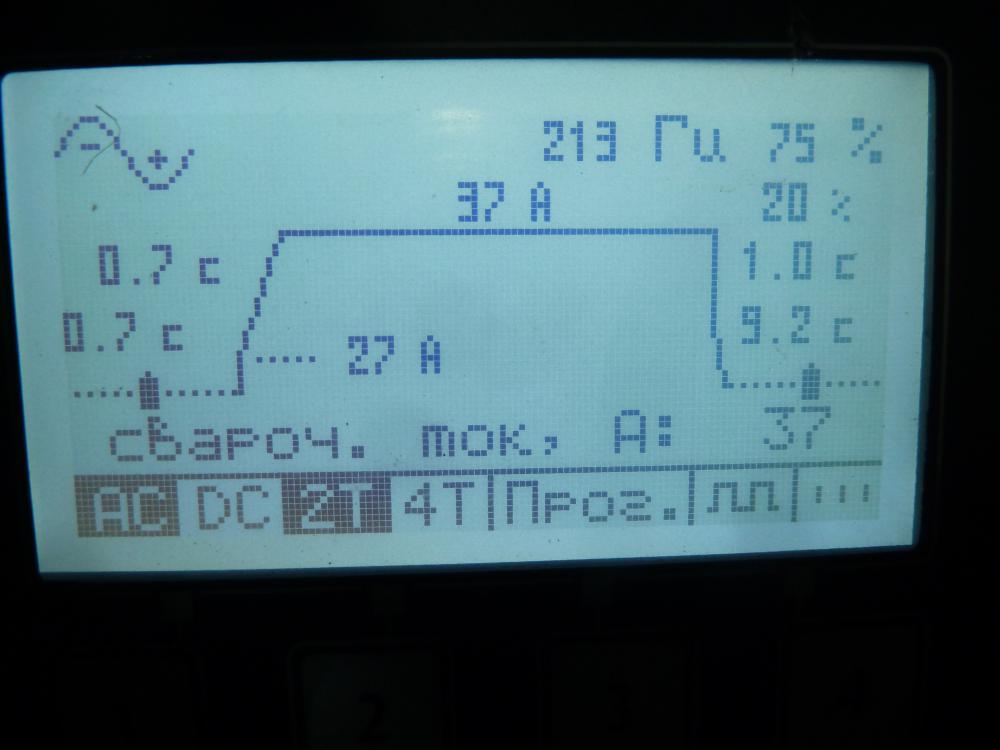
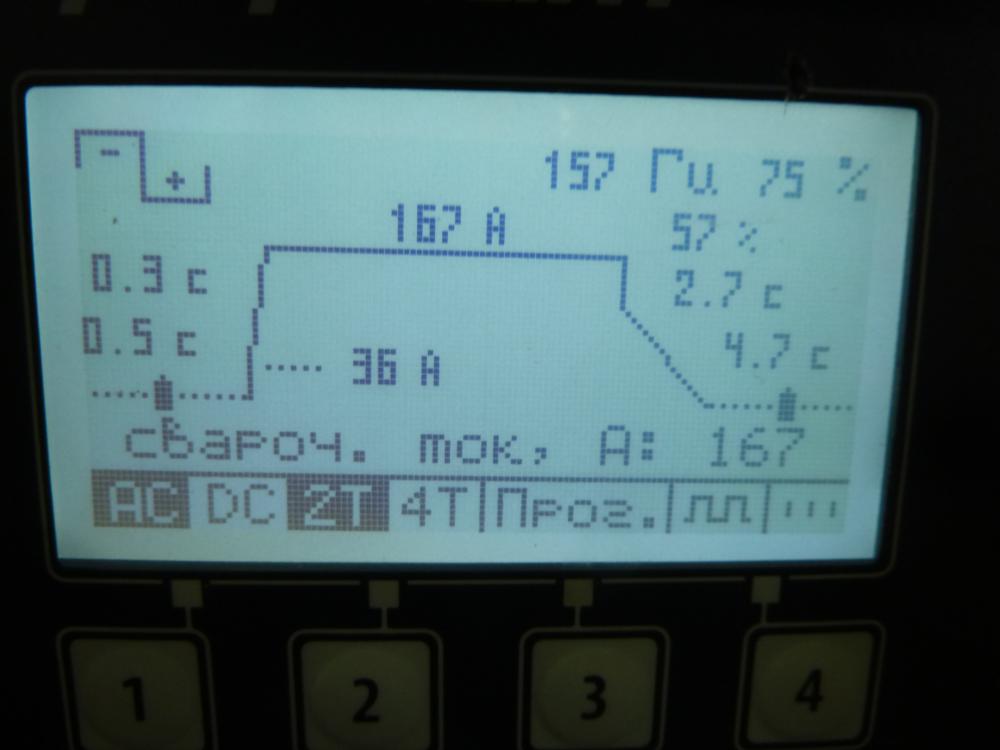
Вадим , дисплей живой и кривая двигается и по сему попробовал сперва и меня устроило. Вообще интересно и я раньше так же считал как и ты то есть если например 20% то это означает скидка 20% ампер от рабочего , но вот по дисплею да и я сегодня попробовал выходит с точностью наоборот то есть если 20% (крайнее значение ) то это означает что скинет 80% ампер от рабочего а 20% распределит на спад по времени кое выставлено. скинет 80% тока и 20% на спад скинет 43% тока и 57% оставит на спад. Виктор как же так и я от себя не чего не выдумал. И так же с Андреем разговаривал по телеф. точно не помню но по моему до выставки еще или после , и речь шла о поджиге ну и я как всегда (больной мозоль) про выбор поджига и про минус и он сказал что пока это технически не возможно и далее озвучил про осциллятор Миллера и сказал что будет мощнее и на плюсе но время "супер короткое" для сохранности ляктрода и сказал что уже есть на заводе аппарат или несколько с таким и их сварной очень хвалит. Мда я в недоумении и позвоню после выходных .
4 балла
-
Ну Ево хоть решает проблемы, за что им спасибо. после подключения 20 метрового удлинителя, что-то хандрить начала дуга, в ближайшее время аппарат поедет на устранение болячек. А вчера я звонил в ГРПЗ, никаких доработок с осциллятором не проводилось и не предвидится пока.4 балла
-
@Сергейб3,Сергей, я не говорил что поджиг совсем хреновый, аппарат наработал больше 500ч, зная все его заскоки, я тоже могу снять видео, где будет поджигать с первой попытки. Или я может дал повод сомневаться в умении работать с алюминием? Самый дико раздражающий момент, попытка зажечь электрод который еще ярко светится, даже через маску, ладно бы просто не поджег и пес с ним, так еще и постгаз вырубает, как кнопку отпустил. Т.е. при попытке поджига, аппарат перестает отсчитывать время от гашения дуги и если попытка неудачная, перекрывает газ.4 балла
-
Но здесь спорный момент, вот мой Selco Genesis 2200 ac/dc тоже на IGBT но весит 18,8кг и в среднем все бренды так же примерно и скорее всего у них медь и расчеты электроники с большим запасом . Но это так предположения и рассуждения и хрен знает за счет чего вес малый делают. Валик за валиком хорошо, но это когда рука набита и даже если и набита то подложка все равно в помощь , первое газовая защита аргоном в разы лучше будет и от сюда швы качественней не будет пор и несплавлений , второе она будет часть тепла забирать на себя и тем самым окисление меньше и плавник не рухнет неожиданно ну и последнее наплавленное будет намного ровнее и не такое корявое и толстое и обработка сего будет легче, приятней и ускориться в разы.4 балла
-
Обычно, что под рукой, тем и справляться приходится. Хотя для данной задачи, я бы предпочел ацетилен и ПСР, хотя и ТИГом приходилось. А когда-то давно, когда про ТИГ я еще ничего не знал, как и про ПСР впрочем, делал с помощью ацетилена, латуни и буры. Не слишком симпатично, но работоспособно получалось.4 балла
-
@Yuriy82,Поводки, не от температуры как таковой. При сварке, поводки от усадки металла при кристаллизации в основном. Я думаю, в данном случае, без проблем заварите. Поводки ГБЦ в работе, это совсем из другой оперы. Плавники реставрировал даже не разбирая, но мощным аппаратом. ПыСы Зачем Вам кедр? Купите что-нибудь проверенное, на 200А варианты есть.4 балла
-
Удастся и ни куда этот корпус редуктора не поведёт,ему его форма не позволит. Хватит,разделку сделаете,провар,и с обратной стороны до свеже наплавленного металла и опять проварить и всё обработать под ноль. Не начав и не попробовав не узнаете.4 балла
-
@Yuriy82, Равномерно подогрейте эти детали до 100 - 150, можно и до 200 градусов по цельсию и ток 160 ампер может показаться Вам избыточным. Греть можно в печи, можно резаком, можно и строительным феном.4 балла
-
Вот что получилось с краном ивановец. Торец разъехался, пришлось гидростяжку городить.
4 балла
-
Да, вернёмся к еде К приезду любимого мужа от мамы - оливье, плов и слоёный салат с лососем.
3 балла
-
@selco,@Vanguard, ... каждый по своему прав, мастерство и опыт-сильный аргумент .П.С. в упомянутом периоде работы , было так наловчился , что и шва ни сразу можно было найти\определить , ни то что сей час -зазор не всегда вижу .3 балла
-
Вряд ли. У Авроры свои СЦ есть. Я к ним никаким боком. Пластиковый подающий механизм - я не знаю, что Вам ещё тут сказать и как объяснить ? Есть металлический, есть пластиковый. Пластик через 3-5 лет либо ломается, либо при других неисправностях меняется. Но найти их проблемно, потому меняю на металлические. Они практически постоянно имеются в наличии. Но это дороговато. Вот и говорю Вам, что бы чуть переплатили и купили с металлическим подавалой.3 балла
-
@Дмитрий54,если пихать в дугу, то и 5мм не донести присадка должна попадать под прямое действие дуги, в контакте с основным металлом. Техника может быть разной, "наезд" дугой ни прижатую к основному металлу присадкой, оттяжка дуги немножко назад - подача присадки - возврат дуги и т.д. Дело понимания процесса и практики. Я на 300А ф2 присадкой заливал разделку в 18мм плите, все матерные слова вспомнил, потому как даже вдвойне, он туда как в пасть морре проваливается, освоил хватание прутка не обрывая дуги Шарики тоже делал, больно скоротечный процесс, но изредка тока.3 балла
-
3,2 не мало Просто у вас вылет маленький, а значит горелку под большим углом ведете и ванну не видите из-за сопла и поэтому при подносе присадки она уже попадает в зону высокой температуры. Вылет больше, угол меньше и присадку подавать быстрыми резкими движениями. У меня есть присадка 4мм я её покупал специально под проект - нужно было заполнять швы в 15мм шириной))) 4-ка оооочень сильно охлаждает ванну. Цистерну я б даже варил присадкой 2,4. Да с ней шевелиться надо, но ванна не охлаждается и шов будет почти без чешуи. ПиСи на 5-ом фото, по чешуе в середине шва, видно, что было сильное переохлаждение при заполнении ванны ИМХО ток какой? надеюсь горелка водоохлаждаемая?3 балла
-
Точный ответ на этот вопрос даст хим. (либо иной) анализ . Вообще, насколько помню, льют в основном силумины. Иного состава Ал сплавы - деформируемые. Вот при рассмотрении ГОСТ 1583-93 - http://aluminium-guide.ru/litejnye-alyuminievye-splavy-vybor/, никаких иных сплавов, кроме как содержащих кремний, я не увидел.3 балла
-
Как бы спорно. И тут же приходят на ум эвтектические и заевтектические поршневые силумины. Всё зависит от правильности применения. Кроме того, проверка плоскости ГБЦ линейкой предусмотрена регламентами ремонта и технология эта неплохо прописана. И как на плите Вы померяете этот перекос, если деформация сферическая, к примеру - края, все 4 ложатся ровно, а центр прогнут? И на плиту не ложится?3 балла
-
@Yuriy82,А что там комментировать? Кромка лопасти тоненькая, теплоотвод небольшой. Из чего этот винт не понятно, судя по копоти, какая-то дрянь, а не амг. Видимо мгновенно закипает, есть такие сплавы, потому ток минимален. Варят сундуком, хоть и более современным, чем наш С ремонтом плавника на редукторе это мало соотносится. Досмотрел до конца, там одни пузыри. В целом человек не очень-то в сварке, бывают конечно сплавы где без пузырей вообще никак, но на винтах такого не встречал.3 балла
-
@Фунтик,наверно я в те годы ничего не паял но все равно спасибо я по секрету, только никому ладно, там где я это делал, до сих пор так работают.3 балла
-
От неравномерного нагрева и охлаждения ведёт головки. И прочие детали. Это если не принимать во внимание усадки шва. Совсем недавно заваривал 2 трещины между сёдлами в ГБЦ, которой предварительно прошлифовали привалочную плоскость. После сварки линейкой проверил привалочную плоскость - поводок не обнаружил. И таки да - при массе ГБЦ киллограмм 15 пользовался током не более 165 ампер. При общем нагреве алюминиевой детали происходит снятие напряжений. Температуру нагрева надо в талмудах смотреть. Как там у Пушкина - "Не гонялся бы ты поп за дешевизной" А так - можно под такую работу Б/У сундук присмотреть. Будет и дёшево и сердито.3 балла
-
А что тут думать? - Прыгать, то бишь, варить надо. Зажигаете дугу - там оно и видно будет, какой ток нужен. По ходу дела и выставите нужный.3 балла
-
Валерий,придётся обождать,Рождество, с чем и всех поздравляю! Сварка не пойдёт,уже доказано временем,праздник однако!3 балла
-
— Здравствуйте, это квартира Петровых? — Да. — Я Алексей Краснов, и я буду жить у вас. — С чего это? — Вы вчера мою программу на компьютер устанавливали? — Да. — Лицензионное соглашение до конца читали? — Нет, никто же не его читает. — Да я знаю... но там, между прочим, в конце, есть про то, что после установки программы я буду у вас жить!3 балла
-
А вот я... хоть и день был суматошный, решил не рисковать, за базар таки ответить, а то народ душевный, но за пустобрехство глядишь, и прибьют за язык к забору
3 балла
-
до весны-только железные мухи... автор Константин Вялов (ВК Вебсварка)
2 балла
-
Дмитрий , ну тов. "Штирлиц" захотел поговорить про пайку и не чего грешного, и даже скажу больше и я пользу извлек так как признаю в пайке не очень , да и когды бы я нашел тему и залез читать про пайку и скорее всего не когда или пока "петух не клюнул" . Так чо считаю польза всем и как выше отписал победила Дружба.2 балла
-
Главное Форсажик могет , а руки научаться да и не так далеки вы от меня и еще обгоните .2 балла
-
Смотрел я пару дней на этот батл, в котором мои трубки склоняли и не понял в чём проблемы . Я в газосварке полный ноль. Могу только аргоном. Варил второй раз в жизни латунь. Считаю что заварил навсегда. Просвет в трубках как в детских сосудах.2 балла
-
У Евоспарка таже самая логика, привыкать придется держать кнопку после неудачного поджига. Китайские сундуки Брима не имеют этих косяков, да и вообще каждый раз работая китайцем, понимаю, что в нем некоторые вещи намного продуманнее сделаны. Тот же режим 4Т например, идет по кольцу, если на спаде, перед полным угасанием дуги снова нажать кнопку, а В Ево нет, цикл отработал и дуга потухла.2 балла
-
@Weldermax, если бы наш Форсаж 200АС/ДС так поджигал, я бы ни слова про поджиг не сказал.2 балла
-
Нашел в интернете документы, на английском языке, касающиеся данного вопроса. К сожалению у на в России такого пока нет. Одна надежда на белорусов, они в плане переводов стандартов ISO ушли далеко от нас. А так может быть кому нибудь пригодится. ISO_TR_20172_2009_Сварка - Системы группировки материалов - Европейские материалы (англ.).pdf ISO_TR_20173_2009_Сварка - Системы группировки материалов - Американские материалы (англ.).pdf ISO_TR_20174_2005_Сварка - Системы группировки материалов - Японские материалы (англ.).pdf2 балла
-
Всё по месту как говориться,начните примерно со 120 А,там увидите,добавить иль как.Не форсируйте время,дайте немного металлу под остыть и опять вперёд. Вы сами себя накрутили с такими вопросами,за это время,что стучали пальцами по клаве,можно было сделать и отдать заказчику.2 балла
-
Виктор Леонтьев доходчиво рассказывает об способе определения температуры по цветам побежалости и каления. https://youtu.be/aXjwJ7QmAa02 балла
-
Отвечу непременно Сегодня у меня уважительная причина и можно озвучивать не буду . Плюс поставил да и другого не ожидал и подготовленное отверстие и ответная трубка все как положено зазоров нет , на той чо делали и о которой спор возник было вырезано дремелью или болгаркой уголком и вот в те зазоры еще не известно и может припой и закупорить или снизить на половину проходное отверстие. Да ладно бог с ним и завтра "ответный удар ТИГом"2 балла
-
Форсаж очень достойный аппарат, я вот все жду пока поджиг настроят, и буду выкупать свой образец, что на тестировании у меня был. Потому как альтернативы по цене, функционалу и габаритам действительно нет. Но выкупить таким как он был на момент окончания срока опытной эксплуатации я не решился, потому как поджиг, используя длинные горелки и кабели массы, просто приводил меня иной раз в ярость. На очень тонком люмине поджиг портит заточку электрода и слегка плюет сгоревшим вольфрамом в ванну, загрязняя ее. Это тоже не порядок и всему виной DC+ поджиг. В остальном-то проблем никаких не было, даже на порядок дорогой Евоспарк со времен, когда попал ко мне в руки, претерпел уже с десяток модернизаций, а все равно есть недочеты, по плавному спаду к примеру (иногда при частом клацании кнопкой пропускает плавное падение), которых в Форсаже отродясь не было. И в настройках Форик удобный и вообще, если исключить поджиг, то он поприятней в эксплуатации, чем Евоспарк. Так что, желаю ГРПЗ скорей довести аппарат до ума, все будут довольны!2 балла