Лидеры




Популярный контент
Показан контент с высокой репутацией 18.07.2017 в Сообщения
-
То ли погода такая, или звёзды сошлись, алюминия наломали... Прицеп приволокли(алюминиевый)
 12 баллов
12 баллов -
Неделя выдалась какая-то чугунная. Лишь к её концу довелось потаскать люминий. Но чем работать с чугуном хорошо, так это ценник - ибо за бесплатно дышать графитом мне не по нраву.
12 баллов
-
Как вчера и обещали приехали мужики http://websvarka.ru/talk/topic/4498-18-chesalka-dlia-iazyka-ili-prosto-otdushina/?p=288792 Попытались поменять прошитую плату то есть дисплей на аппарате что у меня , но дисплей под новый корпус и немного не подходит. Решение у ребят быстро созрело (я то говорю оставляйте старое) , который у меня был в их замечательный фургон , а из фургона аппарат в новом корпусе и естественно с новыми прошивками. Ну и суды воткну втулочку так как делана Ево но естественно не новым . Труба бесшовная и наплавка МНЖКТ
11 баллов
-
Вчера перебрал немного с "русским напитком", сегодня утром жена перед уходом на работу давай пилить, -"Со своей работой даже дома ничего сделать не можешь! Держатель для бумаги в туалете уже как месяц назад сломался!!!". Ну надо так надо, поехал в цех из хлама сделал дизайнерскую вещь, которая только у меня и у Майкла Джексона.
10 баллов
-
из наружки теплотрассы прям в подвал
8 баллов
-
еще один сегодня выехал: фух ... подумотался, блин, ) поднадоело .однообразие.
7 баллов
-
Буксировочная петля на Джипа Гранд Чероки в питч-маму переднего фаркопа (уголок 50х5, квадрат 10-ка, ПА, болгарка и мои кривые руки) Занялся сегодня защитой бензобака, при зачистке обнаружилась трещина на кронштейне Расшил Заварил своими корявыми швами Шлифанул лепестком Р80. Обратный валик. Шлифанул обратный валик Готовая и покрашенная защита
7 баллов
-
SenseI99Думаю так , разделывайте в следующий раз чугун не так усердно )) У Вас большой зазор , слишком большие будут "потяжки" у чугун этого не любит. И если две трещины так близки , то "потяжки " увеличиваются в двойне . Мало того , как первую трещину проварили , то в околошовной зоне , около второй трещины (еще не заваренной) чугун уже отбелился , стал еще более хрупким . Целесообразнее наверно сделать заплату " более эластичную) за место двух швов.5 баллов
-
Генеральную репетицию сегодня проводил для сварки рубашек полуавтоматом. Осталось на емкость перевести. Емкость вращаться будет с нужной мне скоростью, а полуавтомат сделает свое дело. Дурачился тут на трубе, можно ли бабочку закрутить полуавтоматом?! Оказалось, что можно. Если будет фаска с углублением, то коэффициент наплавки будет не такой крупный, катать будет проще. Особой нужды нет, но если потребуется, то почему бы не закатать. Поднимал вертикал с 3 на 12 .
4 балла
-
Жена: "Выбирай -- или я, или пиво!", муж: "А сколько пива?"4 балла
-
А на самом деле... Карлсон собрался на рыбалку Хреновые нынче обои делают... даже телевизор не выдерживают... где уж такими дом удержать... http://i6.imageban.ru/out/2017/06/23/0e7af2e3cf8f13a5d08df3db9bc77d09.jpg4 балла
-
Сейчас нет применения, потом может появиться, а Вы уже умеете! Больше года работаем вместе с сыном, снова вместе, в одной фирме . Он до этого сваркой труб особо и не занимался, но сваркой аргоном владел совсем неплохо. Подсказал, подучил, дал хорошую возможность практиковать. Так как у нас Рентген - дело обычное, то всё оч .серьёзно, оба "не однократно сертифицированы" . Я не практиковал такие швы, а он молодой, 24 года, стал пробовать, "набивать руку". В итоге, за год он "поднатаскался" с этими швами конкретно, диаметры труб от 20 мм до 254 мм. Даже выкладывал его швы на форуме - народ дал высокую оценку, наш инспектор ставит его (нашу) работу другим в пример. И ведь расслабляться не приходится - нельзя... Главное - задаться целью и всё получится !4 балла
-
домучил сегодня дуги на джип:
4 балла
-
Работаю сейчас в организации которая занимается изготовлением бытовок для золотодобывающих организаций. Варим вот такие каркасы из профильной трубы 50х50. На фото часть банного комплекса из 11 модулей, Размер каркаса модуля 3.5 х 8 х 2.65, На каркас у 2х человек уходит в среднем 1.5 смены в 12 часов, если есть человек который нарезает на станке профиль в размер. После всего домик утепляется пенопластом 100мм, обшивается проф листом, грузится на КамАЗ уезжает на трассу Фото обшитого модуля банного комплекса нет. Примерно так выглядит готовый домик. На фото жилой домик,
4 балла
-
Тележка и прикручен, ростом пониже стал и тележка чуток по другому устроена , фотки старого есть в теме и сравнивайте. Разъемы впереди чуток изменили положение и стали другими то есть с крышками подпружинными. Ну а главное в прошивке , кою я сегодня не успел попытать , но включать включал и чуток АС дугу попробовал. По ходу будем сравнивать и докладывать о прелестях новой прошивки.3 балла
-
@konstantinXX,шурпет уже почву зондирует про банкомат,тоже наверное эву хочет)))3 балла
-
@Vovka123, ну, его теперь заанкерить покрепче и можно вешать запас бумаги на весь срок эксплуатации строения :)3 балла
-
1,5 часа.....ню-ню. Парни, это моя тема, и минимум часа три надо. И время уйдёт больше на подготовку, чем на резку и сварку. Перед тем как срезать створку, надо её либо снять, либо закрепить, чтоб на ноги не упала, и не придавила. А потом ещё выставить. В принципе, одному справится можно, но только сварочником и болгаркой не обойтись, надо ещё кой какие причиндалы.3 балла
-
... у Белаза шовчики козырней .3 балла
-
варил неделю назад. труба 89 без шовная. зазор 3 мм. без разделки кромок. все 26 стыков прошли вик узк. теплотрасса. электроды ок-46 есаб тройка. варил с отрывом в один проход вот ещё вот ещё
3 балла
-
Мы живем в самой прекрасной стране на свете...ну дальше вы знаете. Отстреляли при прорабе отметки пандуса и под какой уровень положить брусчатку, джамшуты гости из близлежащих государств решили что на 6 сантиметров выше не критично. В итоге пандусы пришлось резать, т.к брусчатку не разрешили разбирать. Матов было сложенно не мало, пока эти два куска были отпилены. После успокоил себе душу, заехал в СВАРКОМ купил электродов и держак для своего нового аппарата.
3 балла
-
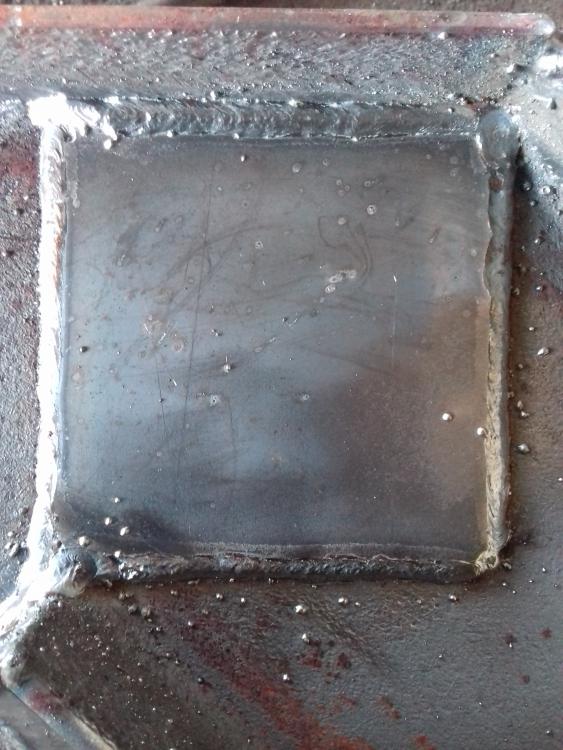
ща, насоветуем... а у нас сегодня дождь, а у вас? льёт как буд-то из ведра, да! кот Никитка греет лапки, притаился у окна. я ему колбаски бросил, но не жрёт он ни... чего)) Пока льёт дождь грелся у раскалённого куска чугуна. Правда, он сейчас в мин.вате остывает, поэтому только фото до:
3 балла
-
А у нас потеплело, уже второй день около 30 жара(в выходной конечно же дождь будет). Ну и самая подходящая для жары работенка, нарезать резаком кучу двутавров, распустить лист 10ки им же. С резкой заканчиваем, достаем нанотехнологичную телегу, настраиваем аппарат и в бой. Изготавливаю в данный момент опоры для антишумового забора. Собственно само изделие и немного швов(сильно не ругайте) Под конец дня привезли со стройки шнек от мотобура. Ребята как-то умудрились скрутить его в бараний рог. Поправил.
3 балла
-
И так, продолжение... Отломанный кронштейн маслофильтра. сложность в том, что две "трубы" в одну сплавлены, пришел на ум опыт сварки "операционных швов". вырезал клин с одной стороны до смежной стенки соседнего масло-канала. проварил изнутри... ну а далее разделка смежного канала по кругу и заварка... вырезанный клин вернул на место. Продолжение следует...
3 балла
-
И я сегодня до дождика успел , когда кончатся дожди сейчас льет как с ведра.
3 балла
-
Алюминия наломали.Трубы выхлопные латаюПотом начал собирать стол, и дождик пошёл.
3 балла
-
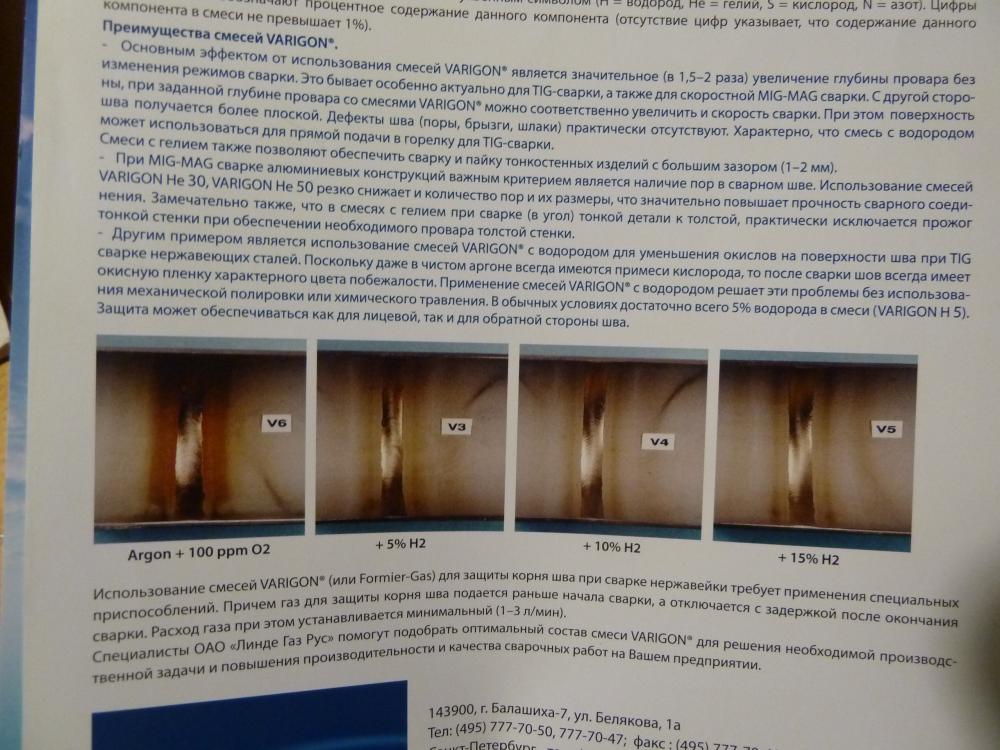
@vnuk, Хорошо аппарат отрабатывает да и вы все четко и аккуратно. Смесь та же 98\2 . Вот бы такую попытать , у меня рядом есть но баллоны у них другие и предлагают баллон в аренду но это дорого . В аренду можно было бы если знать что за неделю выпустишь его полностью но у меня нет такого объема работы . Видел на выставке варили такой смесью и ТИГ и ПА , шов почти без окисления.
2 балла
-
Просто бомба, но золотого запасу на него пока нема. Как банк ограблю, так и возьму.2 балла
-
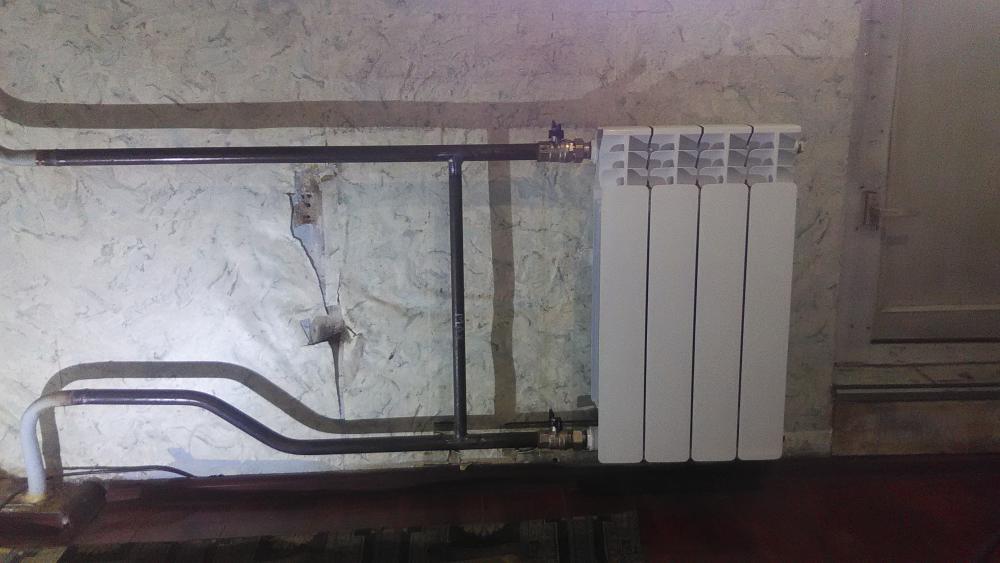
газо сварка дает намного больше возможностей при ремонтных работах "отжечь,подогнуть,снять напряжение с резьб чтобы после снятия радиатора можно было поставить его обратно без натагивания."по сравнению рдс и тиг .при правильной подготовке разрушения минимальны для хозяев да и дыма намного меньше чем от электро сварки.
2 балла
-
"свежак" в тему https://www.youtube.com/watch?v=HgqIWKn5gr02 балла
-
- можно ничего не закрывать.-стоимость аргона примерно 60 р.- никаких запахов( краска не горит ваще). - зачистка трубы лепестковым кругом занимает 5 сек
2 балла
-
2 балла
-
Жестко столик вчера поэксплуатировали.Так то постоянно мелочь всякую фиксируем, а тут настоящая работа ему была. Он оправдал надежды, хоть я и очень сомневался. Сваривали противный АМГ5, его коробит сильно, рвёт струбцины. В этот раз на столе, все получилось ок. Толщина нижней плиты 14 мм, вертикальное ребро 10мм. Сварка вразбежку.
2 балла
-
2 балла
-
Я не поклонник ММА(РДС) сварки, да и кандидатов уже достаточно, не хорошо получится, если займу чьё то место)). Предлагаю пять кандидатур, но окончательно решение примет Евротек. @gyrza, @AMBIVERT42, @Ильдарка, @welderman, @Nail02,2 балла
-
В телефоне за будни трудовые снимков разных накопилось Нерж. , ф10мм. , соединение шайба-гайка . А-ля , мебельные болты , ф.8мм , рядом огрызок вольфрама / присадки 1,6мм . Просто нерж. стык (слабоват в этом деле , навыки зыбкие и те растерял ) А это , уже моя вотчина . 159-я , корень ЧП на работе , щит полыхнул и последствия Дембельский дубль за 6 часов . 7 108-х и 8 159-х в горизонте , сначала РАДС , потом РД . Руки не подымаются Отпуск уже в дверь стучит
2 балла
-
Отметиться немного
2 балла
-
приборахлился.посмотрю по сравнению с эсабом какая живучесть.внешний осмотр показал внутренние швы намого корявие чем у эсаба но размер заказанной спецовке по таблице идеален...и сидит отлично как куртка так и брюки.
1 балл
-
Андрей , все хорошо кроме одного "ремонт интеркулера" и боле не чего . А должно быть примерно так , ремонт интеркулера пайка (сварка) припой таков , если пайка флюс таков и т.д. и т.п. , и мне бы даже очень интересно было так как пайкой практически не пользуюсь но на "ус" намотать хочется инфы и при необходимости уже не быть "слепым котенком" а как говорится уже можно и коготки выпустить. Больше подробностей и параметров и поверьте будет намного интереснее и на "ус" мотать будут ваш опыт с удовольствием в том числе и я.1 балл
-
Не подскажешь, где такое место где все хорошо и шоколадно?1 балл
-
У нас в магазинах попадаются экземпляры ещё интересней.В такие габариты " впихивают" 350Амп., и "вилка" на 16а.я был в отпаде.1 балл
-
Немного доработал свой верстак. Первым делом укоротил его на 55 см в длину, вырезав одну секцию. Для габаритных вещей у меня есть второй стол на раскладных козлах. А для мелких работ и 175 см хватит. Тиски периодически мешаются, поэтому сделал их складными. Из отрезанной секции собрал рамку, к ней петли, стопорок и сверху пластина 8-мм от предыдущей версии вытяжки. Сразу скажу, что по этим тискам молотками\кувалдами не бью, исключительно для фиксации заготовок и т.д. Для "постучать" у меня под навесом здоровенные тиски есть. И то "стучать" по тискам не люблю Ну и попутно сделал держатели для горелки п\а. Совсем недавно делал настольный вариант, как показала практика, для этого стола не везде удобен получился - в дальнем углу стола держатель поднимало под весом горелки. В итоге сделал так - из текстолита накладки с двух сторон большой гайки, а настольный пошел на второй стол, там и п\а практически над ним висит, переворачивать не будет.
1 балл
-
Вот такая странная у меня сегодня операция получилась, так как варю такие стыки редко вопрос, не большие ли я вырезал окна?
1 балл
-
Принес с работы сита на восстановление. РДС, кою имеем на работе, с поставленной задачей справиться только в крайнем случае. Сита с сепаратора для очистки рапса. Отверстия 1х20мм, толщина сита 0.8мм, п/а 08г2с 0,8мм и немного фауны1 балл
-
Шов узкий , выпуклый , сплавление сомнительное , переход шва к основному металлу тоже критичен . Тонкой проволокой прогреть металл и сформировать нормальный шов на такой толщине , мягко говоря , сложно , какой бы ни был крутой аппарат . Это равно как электродом 2,6 варить металл 10мм. Корень , ещё куда ни шло , а дальше - только сомнения . Но это моё мнение .1 балл
-
хочу поблагодарить причастных-как было сказано в сообщении.."активный коллектив форума".. и @Георгий 11 за подарок. впрочем,словами не выразить. спасибо!1 балл
-
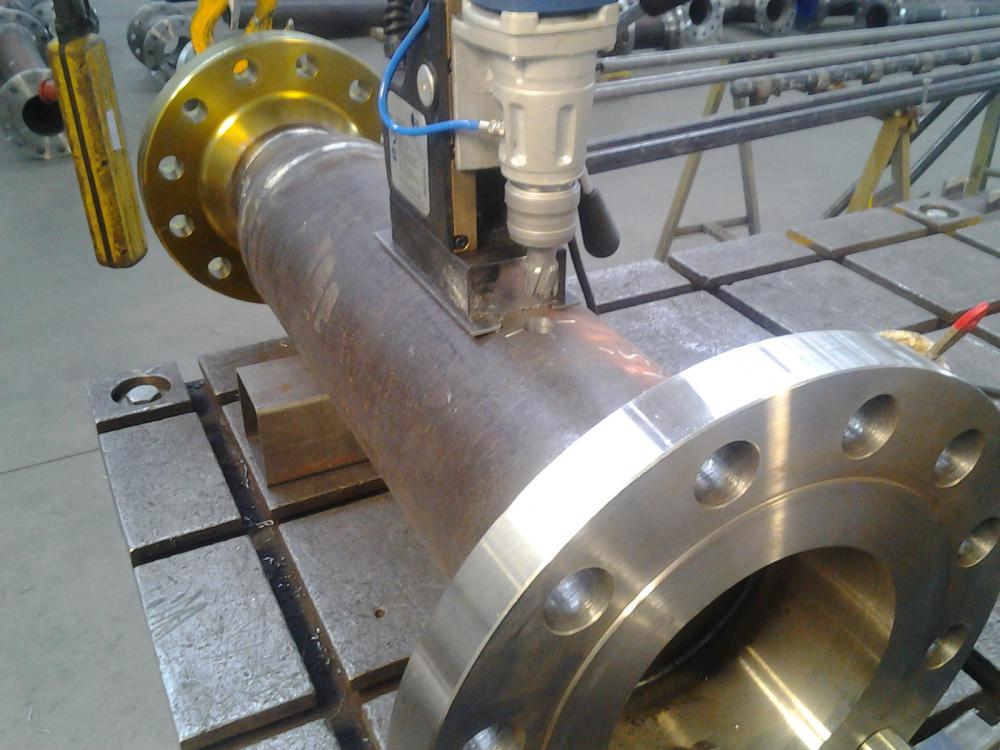
В тему о внутреннем смещении. В таких случаях когда можно подлезть изнутри, снимаю фаску до внутреннего размера пристыковываемой детали, прихватываю и флексом всё снимаем. Зазор остаётся как есть 2мм. Если же не учесть этого снять фаску полностью, прихватить и потом растачивать зазор увеличится до 4-х , 5-и мм. в зависимости от смещения. Очередные детальки. Так я при помощи магнитки сверлю врезки. Магнитка прекрасно держится на круглой трубе в данном случае дн200, с подсунутыми пластинками чуть скошенными под клин. Уже выкладывал фотографий сборки, сварки ,опрессовки. Вот уже собрано, покрашено. Это пн16. Это пн63. Узел учёта пн 63.
1 балл
-
koldun_1616, gonta, автоклимат , с Днём Рождения !1 балл
-
Честно говоря и не знаю . Давно как то игрался с напряжением , из результатов проб пришёл к тому , что за 21В сварка на нём ужасная . Пытался под Лорховские параметры подстроить , но увы , да и горелка у меня на такие режимы не расчитана . Проволока у меня в последнее время 1,2мм , свыше 20в я не варю , для моих задач хватает (почти, можно было бы чуть больше , но причину выше описал) . Допускаю , что у меня опыта не хватает для настройки более высоких режимов или , может , всё-таки ПА на них работает некорректно . Относительно механизма подачи . Хоть и бытует стойкое мнение , что 4-х роликовый механизм актуален лишь для алюминия , на мой взгляд он предпочтителен на любом ПА .1 балл