Лидеры




Популярный контент
Показан контент с высокой репутацией 09.12.2016 во всех областях
-
Всегда было проблемой , при сварке внутренней стороны фланца , избежать наплыва - толщина стенки трубы - 3,5мм , + варю с "перемещением тела ( своего ) в пространстве " - это тоже накладывает свои минусы ( положение горелки на всегда в требуемой плоскости ) . С ПШМ эти проблемы - семечки . Можно и загрубить немного - потом всё поправится , правда , в стружке с ног до головы , но грызёт зачётно . "Весчь !" Сегодня сдавал катушки ( 1" ) на аттестацию "под мелкую трубу" . Спросил , какие требования к стыку ? Чем варить ? Какой стык ? Вари как всегда и чем всегда , хотя по документам у меня только РДС . Сделал с "нулевым усилением" обратного валика , пару кутушек РДС И ПА . Второй образец порезал ( для себя ) и сделал ещё одну . Резанную потом тоже сварил и присовокупил к готовым образцам - срез убирать не стал - выбирайте
 16 баллов
16 баллов -
Ево и чугун. Начал варить на переменке и потом ВЧ добавил , почему переменка так по сугубо моим рассуждениям меньше перегрев чугуняки , так как дуга не такая концентрированная как на постоянке и плюс очистка идет но электроду плохо и брызгами загаживает его быстро и переточка. В общем на переменке плакировал разделку ПАНЧ и потом включил постоянку с ВЧ , чугуняка практически молчала и звуков не издавала как "партизан" . Плоскость повело где то 07ММ и чугуняка уехала на станок , ровнять "перышки". https://youtu.be/xCgw4ppIRNs
13 баллов
-
Вставка с донора.
10 баллов
-
Сегодня , насколько смог , свёл воедино мех.часть своего монстра . "Адаптировал" шестерни , прихватил их к втулкам и примерил полученное , моторчик , правда , на магните выставил ( не удержался и цепь накинул ) . На моторчике , в виду малого диаметра вала и проблемного решения момента фиксации , реализую это дело анаэробным герметиком . Если не прокатит , будем думать другое . Вечером заехал , купил диодный мост . Теперь надо собрать всё это воедино и проверить работоспособность эл. составляющей . Потом уже менять , по факту , трансформатор , моторчик и далее по списку .
10 баллов
-
Решил отверстия не заплавлять по совету @Vanguard, деталь не ответственная. Прогрел не знаю до сколько (пирометр забыл дома) естественно прижимать не стал и немного увело (деталь не ответственная) чугун подкипал но не везде, поры видны, разделка осталась за кадром, но выдрал ближе к ступени много, ПАНЧ пожалел заполнять полностью, только плакировал а середину нержавейкой. Рядом проба сверлом - отбеливания не произошло.
9 баллов
-
@selco, Валера,в твоем случае коллектор практически разорван по сечению и напряжения будут незначительные,но все равно, для облегчения совести, можно было бы и проковать).А так все будет зависеть о месторасположения трещины.Вот посмотри на пару молотков-это самые востребованные,особенно,который со смещенным центром.Так же плита для коллекторов-удобно греть и работать. По фрезам.Для раздели использую только 6 мм.Каплевидная и цилиндрическая с торцевыми режущими кромками,а также 3 мм.Весь объем работ по разделке можно выполнить ими ...другие не использую.
9 баллов
-
Давно диски не выкладывал т.к. однотипное все, но вот тут решил показать, что клиенту нравиться, диск варен переварен и часть зачищено и покрашено и зашпаклевано а вот это место бугром и клиент говорит пускай так, се равно не видно да и не лопается тут (хотя трещина появилась совершенно на новом месте а не там где зачищена). Я клиента не понял т.к. он просил повторить это недоразумение (не зачищая) и отказался так делать, сказал что не умею а сделаю как должно быть. Место понравившееся клиенту Трещина Процесс
8 баллов
-
@m4shaman1980, Злые мы,контрольный выстрел.
7 баллов
-
Я сказал,тихо.Теперь лови запах... вкус в придачу.
7 баллов
-
@Точмаш 23, А я завтра буду коллектор от JEEP латать. Замучился разделывать его сегодня , под рыжим налетом черно-серая "окалина" в некоторых местах до 2 мм толщина и крепкая Фрезу посадил . Как до живого чугуна доберешься , сразу мягенькое и грызет хорошо , но налет еле берет. Хозяин говорит в речке утопил машину по капот и машина распалена была и холодная вода и лопнул . Трещина на мой взгляд давняя и он так долго с ней ездил.
7 баллов
-
Решил или кабелем . Фиксированный съём массы делать не стал - оставил концы кабеля , потом или в косичку их объединю , или разъём какой-либо сделаю . Ну и добрые люди подогнали велосипедную пару , вернее , трио . Отверстие в большой звездочке в аккурат под диаметр фиксирующего болта на валу . Завтра продолжу скрещивать .
7 баллов
-
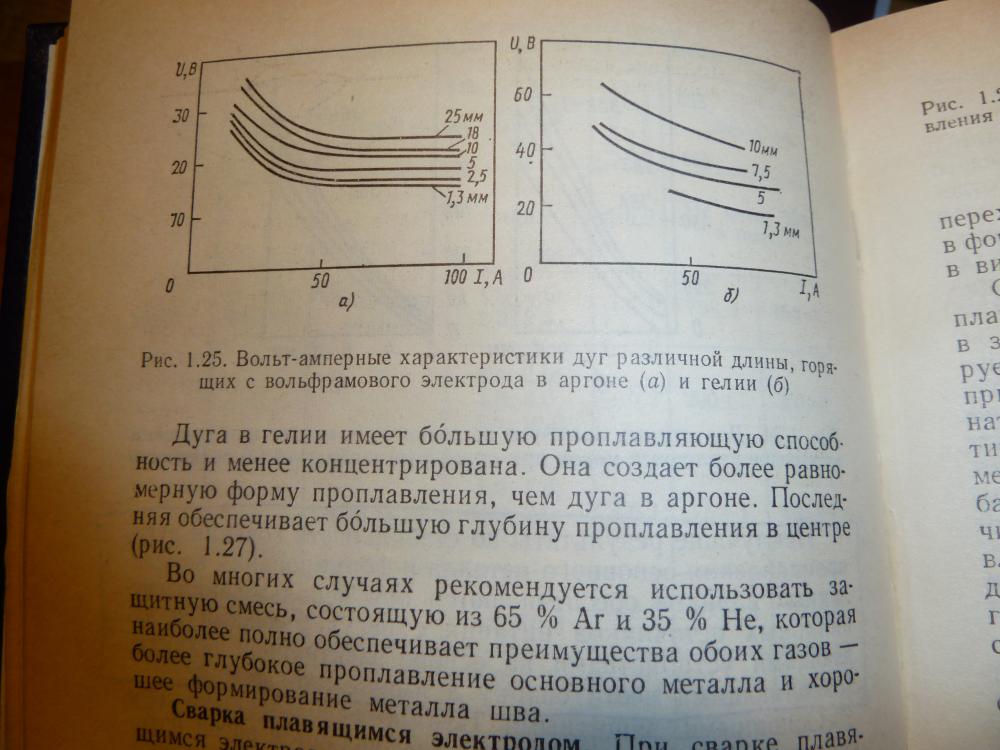
Александр , это на чугуняке так , потому что электрод почти сразу в следствии очистки покрывается копотью и мельчайшими частицами чугуна и похоже копоть которая садиться с графитом из чугуна вот она и мешает. Да и поджиг на минусе стоял (плюс поджиг не люблю) а на плюсе бы лучше было но электрод заточка портиться, так что палка о двух концах. На АЛ сплавах поджиг отменный в аргоне, а вот в гелии надо пробовать (для этого и тест) , мой Селко в гелии хуже в два раза разжигает . Но думаю ребята если что подкорректируют для гелия. Вообще пора в ТИГ аппаратах как в ПА делать в меню выбор газа или смеси , и в зависимости от выбранного аппарат сделает коррекцию поджига. P.S. Конечно в ТИГ меньше газов и смесей , но думаю вот так примерно будет Ar-100% He-100% Ar50%xHe50% Ar70%xHe30% Ar30%xHe70% Это самые ходовые , но уже есть под Ал и тройная смесь Выложу для инженеров ЕВО , чтобы не искали . Остальные думаю уже имеют брошюрку не один раз выкладывал. ELME MESSER GAAS.pdf
6 баллов
-
Лучше нету колбасЫ,чем хорошее казЫ.
6 баллов
-
Был грех, игрался самоделкой, хрень полнейшая.6 баллов
-
Потихонечку добью ударом сзади))
5 баллов
-
А давайте@Алексей Маскалев,попросим дружно выложить видео, где он подробно расскажет и покажет как пользоваться и заодно и все преимущества?...5 баллов
-
Джипёры заводятся с пол- оборота.К постуwebsvarka.ru Пришлось и панельку, с подключением ,сделать.
5 баллов
-
@selco, как говаривал мэтр @Точмаш 23, быть "на ты" с чугуном-это что с водкой "на ты". То есть-чревато по последствиям. Из личного опыта по части экспериментов с проковкой шва. Лотерея, одним словом. Иногда прокатывает, иногда нет. Проковка снимает часть напряжений в наплавленном металле и снижает послесварочные деформации. Не все, конечно, но порядком. Тут уже надо смотреть каждый конкретный случай. Если контур шва жёсткий, либо деталь имеет значительную длину, то я делаю проковку даже при горячей сварке. При холодной-по умолчанию. Если не проковывать, то может порвать как по слабому участку основного металла, так и по наплавленному. Это-когда основной металл-более мощным оказывается.5 баллов
-
Подрастает. Оцинкованные ребрышки появились.
5 баллов
-
Нам хотят продать кусок блестящей трубки с колесиком за 3,5 тыс ?5 баллов
-
Наш котик в своей корзине, да возле эл.камина... Фотосессия "А ля лев", хотя это кошка 13 лет от роду, 6-7 кг весу, в общем - солидная дама
5 баллов
-
Ныне ситуация выглядит примерно так: 1. Kurt - 1 2. morgmail - 1 3. psi - 1 4. ugaida - 1 (может, и Ваську?) 5. welderman - 1 6. Ежик - 1 7. МассаТом - 1 8. Круазик - 1 9. MaksS - 1 10. SahalinCat - 3 (?) 11. AntonVL - 1 12. ATSIVI - 1 13. nik633 - 1 14. Ильдарка - 1 Кого забыл - вписывайтесь!5 баллов
-
На таком диаметре 40Х без подогрева и последующей термообработки хрустнет в процессе работы по ЗТВ (Зоне термического воздействия). Получите "стекло" в околошовной зоне. . Замена может быть Ст45 в зависимости от требований к детали. Ну а стали такие берут, потому, что "ТАК НАДО" (такие стали там необходимы). Вы предлагаете вам все связанные курсы машиностроения которые вы прогуляли здесь кратко и потезисно выложить? Ваш вопрос развернуто обьясняется в следующих букварях: 1) Сопромат 2) Стали и сплавы в машиностроении 3) Сварка легированных и специальных сталей 4) Конструирование машин и механизмов. И изучается студентами ВУЗов обычно в течении нескольких лет. Вы если захотите можете осилить эти книги в течении месяца и "странные" вопросы у вас отпадут сами по себе. PS: Я не злой, я действительно не знаю как вообще возможно ответить на этот ВАШ вопрос не перепечатав 100500 страниц текста из учебников разных направлений. PPS: Ну а слышать подобный вопрос от студента 4го курса института, по крайней мере вызывает недоумение... Бросайте учебу, идите в армию, там всё гораздо проще.5 баллов
-
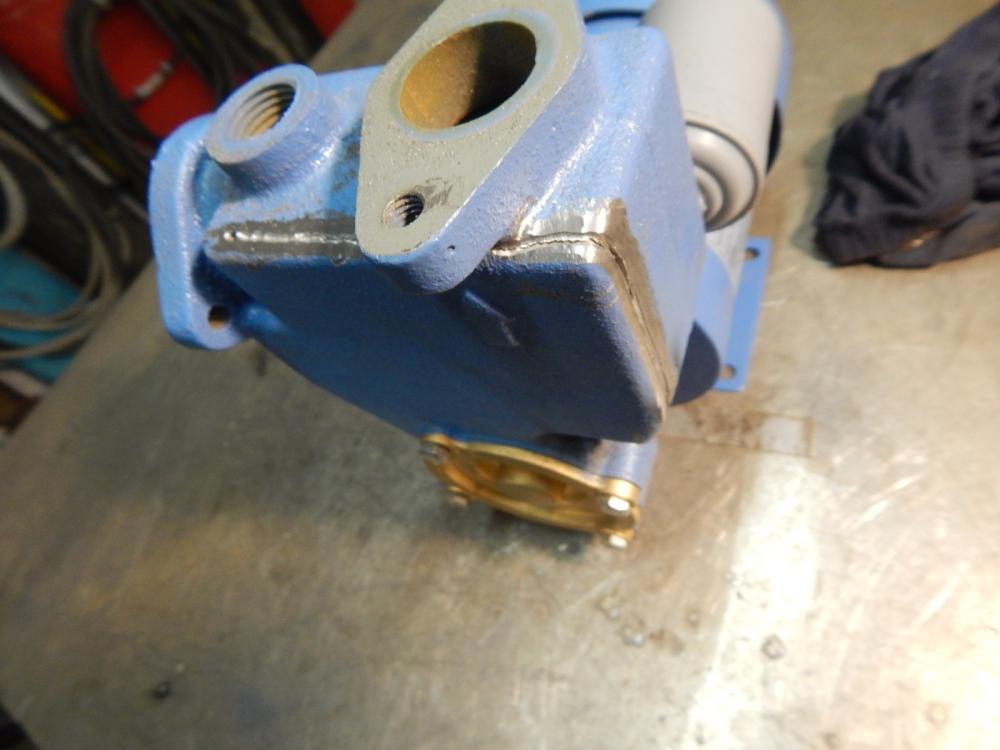
Наступила зима...размороженный насос.На одной стороне пришлось поставить латку.
5 баллов
-
( кишкаблудство ) хуже наркомании.
4 балла
-
http://cdn.fishki.net/upload/post/2016/12/08/2158897/015.jpghttp://s.fishki.net/upload/users/2016/12/09/280889/cde950e4b87e99067b33c1a3feda2665.jpg4 балла
-
Поддержу...
4 балла
-
,хватит издеваться (гы-гы), Алексей в апреле 15-го TIG от MMA отличить не мог и титан от нержавейки. (Видео захотели)4 балла
-
переборол жабу, купил хорошую болгарку BOSCH GWS 17-125 CIE хоть и Про серия, делают точно так же в России. "на ощупь" - вещь клёвая. как покажет себя в работе - посмотрим.
4 балла
-
Прислали каталог имеющихся в наличии книг. Прилагаю! Книги_прайс 2016 (декабрь).zip4 балла
-
@sergei2912, По тому как у человека есть возможность предложить товар по такой цене, тут подвоха нет, человек проверенный!4 балла
-
Опрокид!
4 балла
-
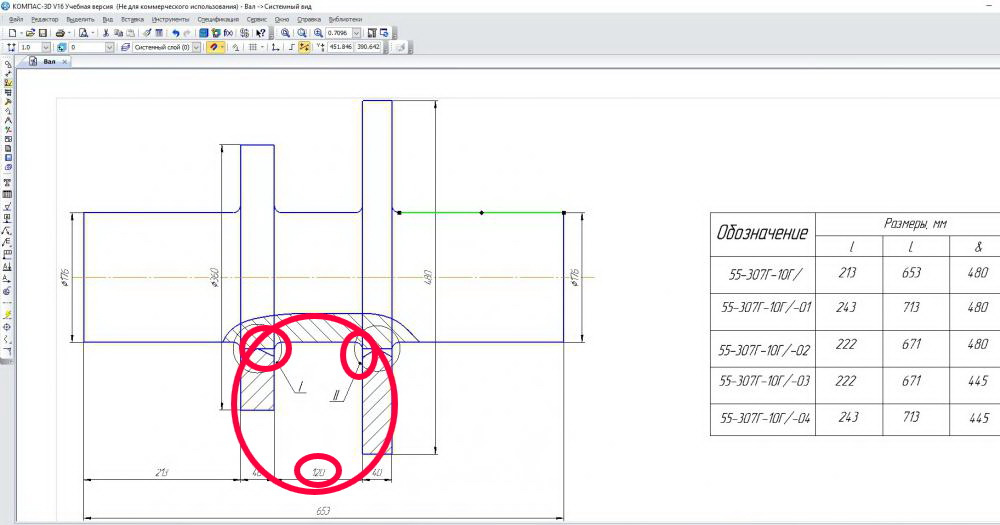
А еще мне очень любопытно как вы отмеченное кружками варить будете? Что за чудо горелка у вас такая которой можно в таком месте сварку провести??? На глубину 20мм в щели 120мм? Каким методом будет производится зачистка между проходами в этой щели??? И кто вообще вам засунул туда К-разделку при таких габаритах операционного пространства в районе сварочного шва? Сварщики то конечно это заварят, но проектанту на площадке у сварщиков лучше не появляться особенно если изделие серийное... Ну а если на этом изделии 100%УЗК будет, то проектанту домой только ночью по подвортням бегать иначе поймают и прибьют.
4 балла
-
Чаво,Чаво.Заезжай счас.3 балла
-
Во гнешь нахолодную! Лопнуть может)))Если бы в ментовке не пил, то не то что до полковника, то до конца первого года бы не доработал)))3 балла
-
Если бы я в свое время не пил , то закончил бы институт с красным дипломом ,если бы я закончил с красным дипломом да еще бы и дальше не пил, то дослужился бы до полковника и зам начальника минимум, если бы я дослужился до полковника, то не стал бы заниматься техническими специальностями и не получил второе высшее и не открыл свое дело и остался бы паразитом бездельником на шее трудового народа. Так что может все что ни делается все к лучшему?)))3 балла
-
Сала лупану чуток .
3 балла
-
вот жеж блин....пошел по ссылке, потом перешел на фильм целиком.... 1.5 часа рабочего времени выбросил!))3 балла
-
Почему раздразднил?Тихо Жру Казы,3 балла
-
В разных условиях3 балла
-
Это ладно, дело в том, что еще моторику пальца надо переучивать - колесико надо крутить в обратную сторону что бы пруток подавался.3 балла
-
жЭсть просто-цена $60
3 балла
-
Чуть ниже уже про сварог отписывал! Каждый сварочник ведет себя по своему,к каждому привыкать нужно. Ампераж у всех не соответствует градуировки, горячии старт успевает включаться при сварке с отрывом, но привыкнуть можно. Это начинаешь понимать когда переходишь на более менее профессиональное оборудование. Недавно купил на пробу кратон 130 ,привлекла цена . и понял что сварог ( он же джасик) по функционалу хуже, да и цена непомерно завышена.. Я отварил сварогами 10 лет , да не ломались, да привык к ним, но есть аппараты лучше и дешевле. А сварог это типо бренд , а за бренд платить надо..3 балла
-
Сегодня - 30 на улице, сижу прижав ..... место Раскажу как изготавливаю секции сварные из профильной трубы как правило из 15*15, 20*20,40*20мм, если речь идёт от 2-5 сварных секции, то смысла утруждать себя хорошим шаблоном нет, (применяется метод наложения с использованием струбцин зажимов, изготавливается одна и на неё сверху идёт накладка остальных секций) если от 5- 15 и более секций , то надо изготовить хороший шаблон, секции либо все одной длинны, либо разной, изготавливается самая длинная секция, проваривается, шлифуется, выставляется на козлы(с соблюдением плоскости), эта секция и будет шаблоном, берутся различные обрезки металла( того же профили 15*15мм длинной от 5-10 см и привариваются на прихватки по 3 шт на каждую прямую вашей секций(две шт. с одной стороны , а третья с другой стороны получается своего рода вилка) потом готовим рабочее место, установка резака с хорошей направляйкой ( из уголка 63*63 ) которая позволит распиливать 6 метровую профильную трубу но не одну ,а шт 4 сразу, на этой направляйке можно сразу задавать размер заготовок (струбцина + упор, и прикручиваем к уголку, размер от диска резака до упора) Количество секций известно, размеры все знаем, встаём на резку и пластаем до упора, по 4 шт за один рез одного размера, ура, шаблон готов, материал нарезан и разложен чтоб удобно было брать, (шаблон позволяет за счёт "вилки" на каждой прямой, исправить дефекты профильной трубы ИЗОГНУТОСТЬ от транспортировки, прокат с изгибом ну ...) накидываем на шаблон нарезанный материал , берём и сразу провариваем с одной стороны, потом не снимая с шаблона шлифуем (если есть необходимость), потом снимаем с шаблона, складируем одна на одну, забывая на время про вторую сторону, сварили кучку, вторая сторона( секций лежат стопкой) сдвигаете до 5 верхних секций относительно друг друга на 3-5 см( как игральные карты) , оголяя сварочные места 5 секций(допустим низ) и за один проход на пяти секциях накладываете швы,( тут же шлифовка ), другой сдвиг и верх 5 секции таже операция убираете 5 секций и так далее. на чём выигрываем время: - резка один раз отложили размер вместо рулетки на каждой палке ( 4-5 часов тренируемся только с рулеткой сматывать и разматывать, или прикладывать заранее вымеренный кусок трубы) - шаблон с вилками , если сравнивать с методом наложения, позволяет ускориться часов на 8-10, каждую приложенную палку вы рассматриваете секунд 5 и 2-3 секунды поправляете то что приложили, (количество палок * на секунды)в итоге вы занимаетесь рассматриванием заготовок часов 8-10, - правильное складирование, позволят избежать время на переворачивание заготовок, и ваши силы. ( до 7 часов фитнеса) - про подключённый весь инструмент, про работу стоя я уже не упоминаю, Каждая работа индивидуальна, и мастерские у нас разные, и резак не у всех есть, ( при резке болгаркой делается разметочный стол, принцип стола - стол - на нём упор - от упора либо рулетка зафиксированая на столе, либо на столе нанесены размеры, и возможность работы болгаркой чтоб она не упиралась во что нибудь) конструкция на ваш вкус можно придумать любую под правую руку под левую и тоже режем до упора, что б не заниматься зарядкой до 6 часов (наклонились взяли болгарку, отпилили, наклонились положили, а если ещё удлинители переключать часов до 5 воткнули , выткнули...) забыл сказать что работы по секциям это сварочный цех, и инструмент надо заточить под это дело, разметочный стол, направляйка для резака , ну мелочь ещё. эти заточенные приспособы будут работать на вас не один раз , а время с экономите+ быстрота, снижение цены для конкуренции( маленько то можно скинуть) ладно кидайте помидоры, завтра по плану ворота, эта тема очень серьёзная, будет много мнений.3 балла
-
@selco, Чугун проходит термообработку-закалку и отпуск.Если коллектор был сильно разогрет,то возможно произошла подкалка. Хотел бы заметить:не делай разделку такой широкой-и сварка будет легче, и коробление меньше.3 балла
-
Для первого раза в жизни пойдет. Неделю тренировки и все пойдет как по маслу. И электрод у тебя шариком, а должен быть как игла. Наверно в ванну часто попадал.3 балла
-
Тоже чутка добавлю. Институт газовый, чего то придумывает.
3 балла
-
Моё кота! Моё! http://s020.radikal.ru/i706/1612/2d/23d6e3312b90.jpg Оно там, за стеклом. Там где тепло. Провожает меня на работу.3 балла
-
@psi, Мне бы на ремонт такое колесико то которое с 10.00. А так приходится такое востанавливать. С одного диска фрагмент вообще утерян. Оба диска с одной машины и самый прикол что он до меня на накачанных приехал . Т.е при таких дефектах безкамерка не спустила. Машина форд фокус.
3 балла
-
Обварил короб,получилось как то так...
3 балла