Лидеры




Популярный контент
Показан контент с высокой репутацией 23.11.2015 в Сообщения
-
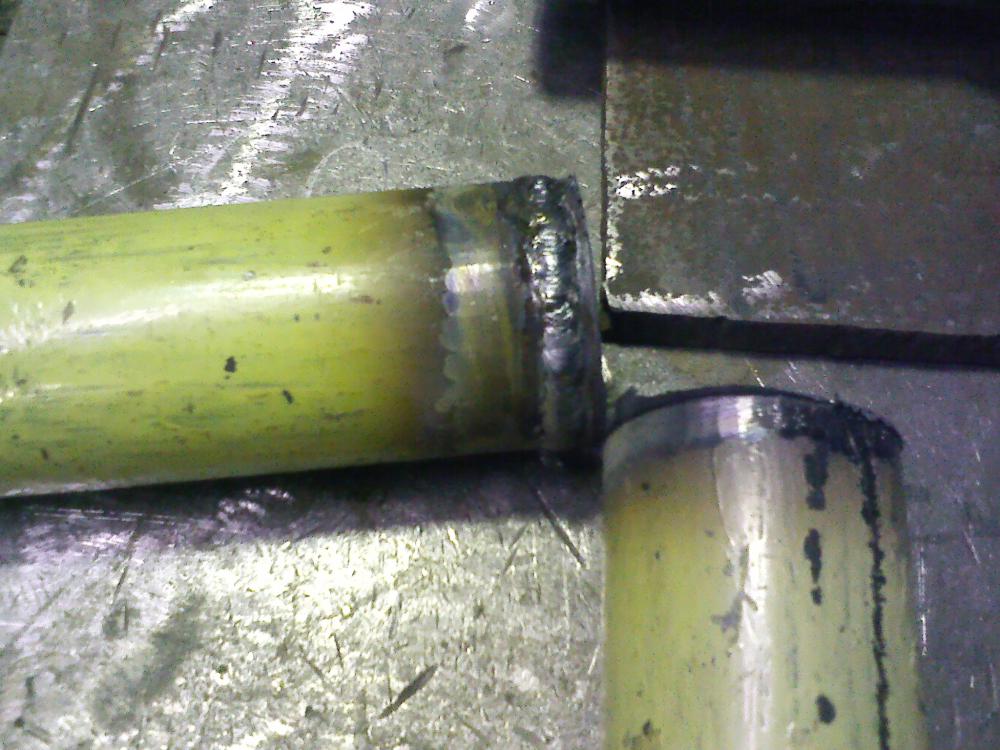
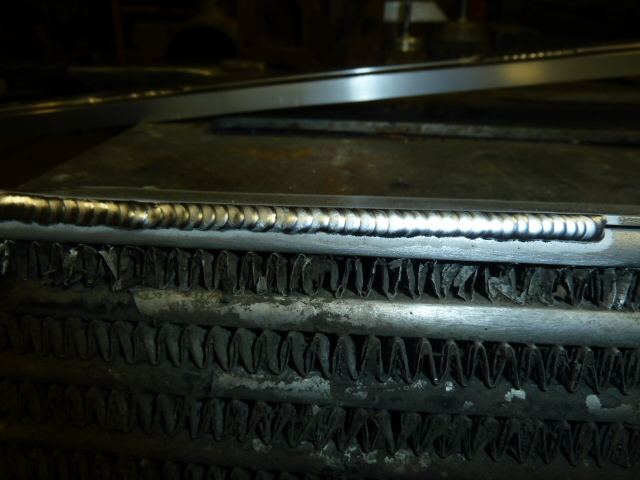
Нашёл сегодня ту "катушку" и разрезал , как было предложено , ближе ко шву . Предсавляю этот стык без купюр . Ответная сторона была тоже в тот же день сварена - это чтобы не было лишних вопросов . По трубе , думаю , без труда можно определить , что это тот же самый образец. Так как ни о каком контроле и качестве стыка не было и речи - суть была в совершенно в другом , то ни стачивания "в нож" прихваток и замков естественно не было , что , само собой , отразилось в виде локальных непроваров . В обычной жизни такого не допускаю , но в обычной жизни я варю корень аргоном и ПА , а последний раз варил в таком положении "катушку" РД , наверное , года 4 назад . Это к слову . Черта снаружи - это нижняя часть . Стрелками - места непровара и та сторона , которая показана на видео . Без "опознавательных" знаков - ответная сторона .
 11 баллов
11 баллов -
Что же они курили?!
9 баллов
-
Когда на встречу с друзьями принес электрошокер... https://www.youtube.com/watch?v=N3NPqhOQyM88 баллов
-
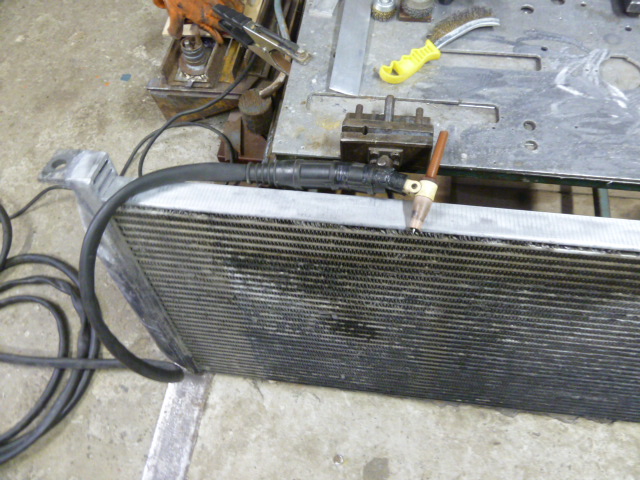
Интеркулер с американца . ОТК ждет своего часа Проверено , ОТК дает добро за рыбу вечером Мой кормилец не подвел и выполнял все что от него требовали
7 баллов
-
Со мной случилось как в анекдоте. Поймали как то инопланетяне троих: русского, американца, немца, и говорят: "Мы, дадим вам два титановых шарика, посадим в комнату без окон, без дверей (четыре стены, потолок, пол и дверь) и кто из вас сделает за 25 секунд, что нибудь оригенальное с этими шариками того мы отпустим" Заходят к американцу-тот жанглирует- "Наверное мы тебя отпустим, молодец".Заходят к немцу-он тоже жанглирует, подбрасывает шарики из под себя через себя. - Ну ты вооще молодец наверное мы скорей всего тебя отпустим. Заходят к русскому, а он это.. . один шарик сломал, а другой потерял. Поехал на учёбу и взял с собой свой любимый тренажер шарнирный БИЗОН–1. И при первой попытке отломал то что казалось никогда не сломается. Отломал от шара(шар стального подшипника 4см) ручку. Шар был просверлен и в него на клею был вкручен штырь с ручкой. Сколько эта конструкция выдержала не передать. И вот результат: http://s49.radikal.ru/i125/1511/a2/6cd33feae4e8.jpg http://s018.radikal.ru/i517/1511/28/d6d48ec51e18.jpg Ну залом да залом. Их тысячами в день вытаскивают. Но во первых нельзя повредить шар и сохранить его поверхность. Во вторых залом был посажен на клей. К сожалению промежуточные фотки были утеряны. Процесс наварки шишки и гайки. Процесс зажима в тисках между большими шайбами в тисках. Ну о новомодный видос на ютюбе . https://www.youtube.com/watch?v=b36qQXNr0C46 баллов
-
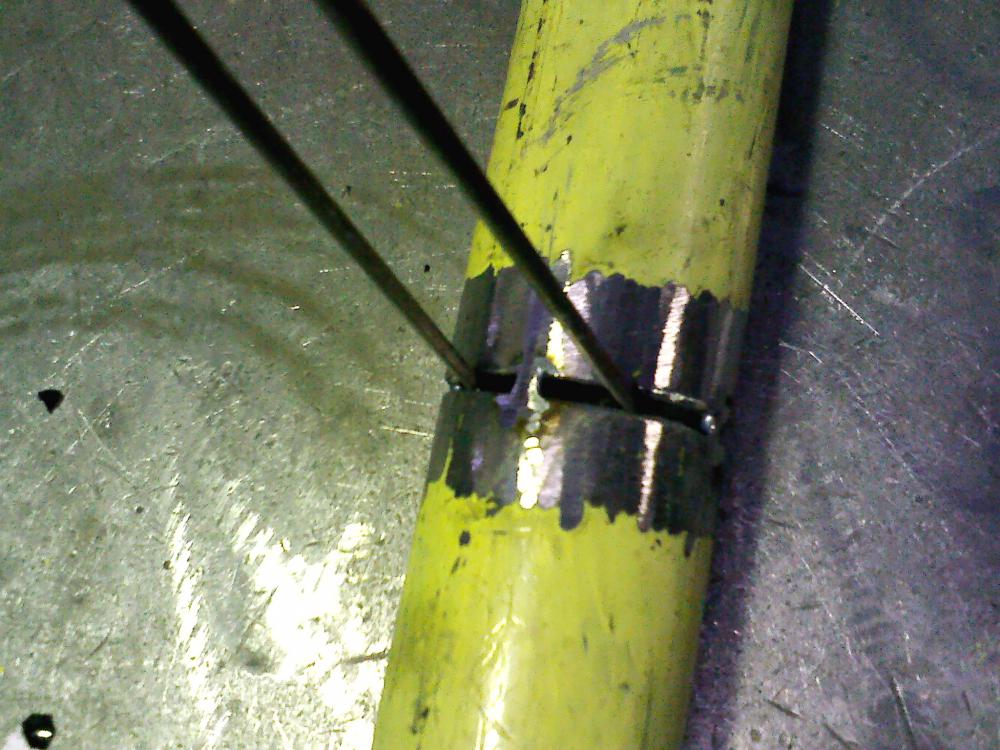
Не нашёл куда примостить , решил в эту " болгарскую " тему . То что специфика работ болгаркой у всех разная -это само собой разумеющийся факт . И я уже не спорю относительно направления вращения диска по той же самой причине - главное удобно и безопасно . Выражу сугубо своё , личное мнение по своему опыту работы . Ни в коем случае не хочу поднимать диспут , но с удовольствием посмотрю на ту же операцию с противоположным вращением . Перерезал труб - мама не горюй , в том числе и с противоположным теперешнему вращению и , на мой взгляд , метод " искрой на себя " даёт больший эффект в скорости , удобности и точности . Вот в этом направлении и хотелось бы пообщаться с практиками . Прошу обратить внимание - безопасности не касаюсь . Это сегодняшний эпизод - отвод ф57 мм требуется довести до нужного размера и конфигурации для дальнейшего использования в узле . Он ( эпизод ) , кстати , и натолкнул на эту мысль . Да , кожух в этой ситуации крайне необходим ! На спецовке имеется приклеенный лоскут от старой робы - со своей задачей справляется вполне успешно , хотя сама спецодежда "Зевс" поганенького качества - тупо протирается , с неимоверной быстротой . https://www.youtube.com/watch?v=oPMcPmnmOYg
5 баллов
-
5 баллов
-
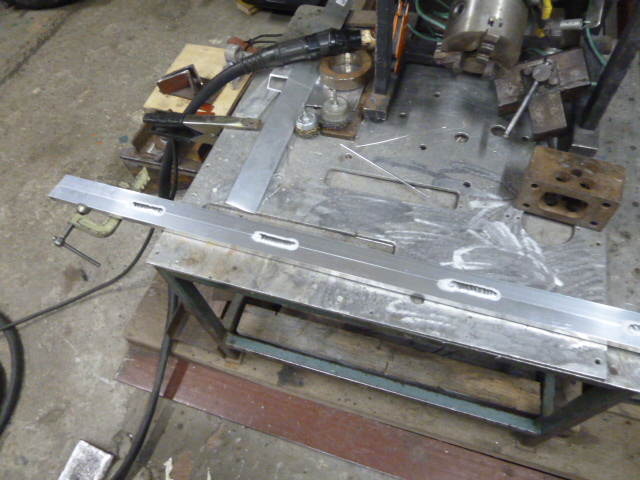
Сегодня урывками начал воплощать задуманное в жизнь . Взял "присадку" у электрика , ошкурил и скрутил . У токаря позаимствовал огрызок кругляка и понеслась . Опыт с медью был разовый и короткометражный и конечный результат этого проекта был под вопросом , но , вроде бы , получилось . Накопытил пару серьёзных щёток - осталось с ними замудрить и устроить пробный забег .
4 балла
-
Отремонтировал.Первоначальное состояние.Электроды МНЧ2.Проковка каждого слоя.
4 балла
-
Сразу оговорюсь , что "эталонной" подготовки и сборки катушки не было и не подразумевалось . Видео было сделано по просьбе одного нашего коллеги . Именно со стороны , в плане положения и перемещения электрода , а заодно зазора , тока и т.п. Пробовал с маленьким зазором - как поворотные стыки варю , но качество меня не удовлетворило . Следствие того , что практики , в силу использования других приёмов сварки , в этом направлении мало , равно как неповоротных стыков РДС в частности . Уже несколько лет корень или ТИГ , или ПА . Пришлось вспомнить былое . Зазор 2,6мм , эл. LB-52U ф 2,6мм , ток 35А ,ф трубы 57 х 4 . Более детально снять процесс нет возможности , но при случае обязательно попробую , а пока только так . https://www.youtube.com/watch?v=CEnHddEOPqM
4 балла
-
У меня тоже мелочь , своеобразная . И , чувствую , надолго . Дабы облегчить и ускорить процесс пришлось сделать пару вещей - " выставлялку " и вращатель ( http://websvarka.ru/talk/topic/5496-ersatz-vraschatel/?p=169604 ) . На первой приблуде удобно и быстро собирать отводы - зазор "автоматом" выставляется и в плоскости не уводит . Со вторым изделием особо ковыряться было некогда да и не с чем ( в плане материала и реализации) , так что всё из того , что под ногами и руками . Небольшой видео обзор работы прибамбаса https://www.youtube.com/watch?v=cAEjrt3XzkU&feature=youtu.be Раньше трубу катал по направляющим , но на ПА это сопряжено с некоторым неудобством ( при РДС такой проблемы нет ) - во время вращения иной раз труба "примерзает" к направляющей . Если варить не точками , а постоянно , то такой проблемы нет . В общем устроился поудобнее и наварил немного . Не напрягаясь .
4 балла
-
@Георгий 11,Доброго дня есть хорошая книга "Сварка меди и сплавов на медной основе" ред.В.Р.Абрамович В.П.Демянцевич.Там хорошо описана вся технология3 балла
-
Не знаю может и не правильно но сделал так и работает. Залом прошелся болгаркой потом наплавил подложку никелем (тиг) потом выплавил то что не доставало полуавтоматом 08г2с 0.8мм и обработал болгаркой. Эта фиговина от станка которая бублики и баранки делает в хлебопекарне. Самое поганое что там перепад температур. 2 смены отработал пока полет нормальный Посмотрим что дальше будет но чуйка говорит: все будет хорошо. Вариантов все равно нет. Такую деталь не найдешь. Они этот станок б\у брали и залом увидели когда разбирали чтобы вычистить станок, а то сэс нахлобучит. Вот такие работы самые любимые. Особенно когда отдаешь заказчику и у него глаза квадратные и рука в карман за доп. денюжкой тянется
3 балла
-
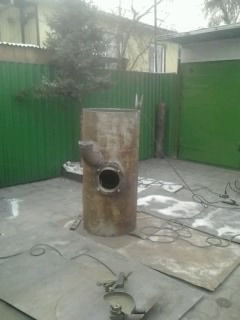
Банная печь, доделал сегодня. Если бы Вова не помогал, еще бы долго делал, а так я ему только заготовки подавал а он обваривал. Холодно на улице варить. Да и я не люблю работать зимой, осенью, весной и летом.
3 балла
-
Как то слышал от друзей такую историю...., один из них попал к цыганскому барону на день рождения попили погуляли и устали. Отдых в комнате барона с камином и коньяком и что удивило моего друга в камин было вставлено здоровенное бревно (метра 3 ) и по мере выгорания его просто подпихивали в топку , так сказать камин долгого горения , просто и сердито. Ну а если всерьез , то эти все печи с долгим горением одна реклама (не тепла не горения, это равносильно что человека заставить бежать и прикрыть ему доступ воздуха на половину, пример в противогазе в армии самое любимое наказания солдат, офицерами) да и требуют присмотра не погасло или еще чего. Вспоминается деревня и бабкина русская печь , охапку дров сожжет в течении часа, трубу закроет и на сутки печь обеспечивает комфорт в доме, то есть лучше мысль бросить на накопления и аккумулирования тепла и постепенной отдачи его, меньше дров и всяких заморочек и т.п.2 балла
-
, вы себе даже представить не можете, до какой степени мне знакомо то, что вы говорите. Вы даже себе не представляете, какой абсурд мне приходится видеть на работе. По этой причине я ещё больше уважаю это предприятие, что оно продукцию производит.2 балла
-
Еще чуть напишу...ни эти ребята, ни их зарплаты не грамма ни интересуют.Симпатии также не вызывают, и антипатии кстати тоже...Из того, что хочется узнать: общая численность персонала, количество рабочих, занятых на производстве и количество менеджеров (бухгалтеры, экономисты в их числе).Будете удивлены...Придет иностранец, первым делом начнет с ...с кого думаете?..Так, что у них сильный стимул "держаться на плаву"...Парень с моего города ездил в Италию около месяца назад (покупали поворотный круг для спецтехники), был в гостях у руководителя одного из подразделений Фиата, кабинет у него от силы 4х4 метра, его жена приносила им чай, ездит тоже на Фиате. ..2 балла
-
@novichok_tig,отопление и водоснабжение нынче аргоном варят?2 балла
-
@Алексей1991, ваш препод вас не обманывает. Если три месяца только варить, то вполне можно научиться. Всем это говорю, и вам расскажу. Не надейтесь что устроившись официально в какую-то контору вы там будете повышать мастерство. Идите в шабашники. Стройки, особенно большие -- вот что вас интересует. Например в Сочи я работал на строительстве 4-ой гор. больницы. Там только труб мама-дарагая как много. И причём диаметры до трёхсот примерно. Вот там можно чему-то научиться. А на тарно-полиграфическом комбинате в РМЦ -- глухо.2 балла
-
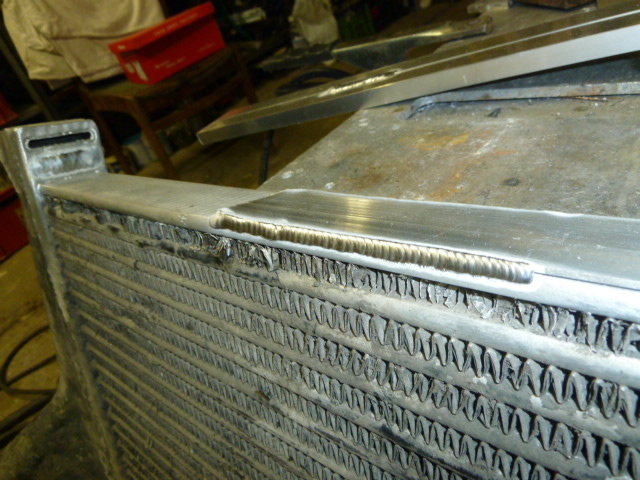
"Протез" находится на самом краю трубной доски. Это раз. Воздуху до него ещё надо дойти. Как видно по фото, "протез" приварен на место старой трубки с сохранением её проходного сечения. Это-два. Так что, по совокупности, мегабайпаса из этой новой трубки не выйдет. А жёсткость конструкции-нисколько не пострадает.2 балла
-
Благодарю за оценку , но , смею заверить , что маститые профи сидят на магистралях , в траншеях и подвалах . В цеховых же , тепличных , условиях всё банальнее и проще . Имея желание и голову на плечах всё до того упрощается , что слово " профессионализм " подходит с натяжкой . А имея мало-мальски возможностей , в плане доступа к сварке и наличию времени , всё это осваивается достаточно быстро . Немаловажным фактором является желание и , тут уж как не крути , способность к обучаемости .2 балла
-
2 балла
-
Нерж 304,толщ. 4
2 балла
-
@Svarshik_odinohka, Если они ещё "живые" , то сделаю . Если уже на пункте металлоприёма ( дело было неделю назад ) , то , по возможности , сделаю ещё один стык , но как по времени быстро - не обещаю . Постараюсь это дело запротоколировать на видео , дабы не возникло вопросов относительно подлога , подмены и других "неправомерных" действий - у нас есть персонажи для которых белое - чёрное . Качеством фото и съёмки придётся довольствоваться таким - качественная камера иссякла , а заводить другую не вижу смысла , так что телефон с таким разрешением - это всё , чем располагаю . Ещё хотелось бы заметить , что я не " практикующий неповоротник " ( в плане сварки корня РДС ) и видео не является обучающим . Эта тема имеет ноги из переписки , где я признал , что заварить неповоротный стык с минимальным зазором для меня куда проблемнее , чем с зазором . А вот поворотный стык наоборот , с минимальным удобнее . Кстати , вопрос касался именно труб относительно малого диаметра и толщиной стенки 3,5 - 4мм . Так же я забыл указать за прямую полярность на видео . На мой взгляд , немаловажный факт - сварка протекает совершенно по другому.2 балла
-
А ведь это идея? ;-) https://www.youtube.com/watch?v=yeIS7XuUE3M2 балла
-
Продолжая тему животных https://www.youtube.com/watch?v=Nq0_t7U2-jc причём над дверью уже наколочены доски, а профлист придавлен кирпичём, матёрый)2 балла
-
Ну вот между основным делом дошла очередь до "золотого чайника" это он сверху покрыт наверное гальваника , а внутри он просто "обыкновенная медь". Припаян носик был обычным оловом и не хватка воды и олово потекло. Отпаял его совсем зачистил до меди и с присадкой CuSi3 , без флюса сварку-пайку сделано ТИГ. Ток поставил АС (переменка) так лучше очищается от окалины при сварке (но можно и на постоянке) и дуга не такая концентрированная под пайку лучше подходит. Импульс реж. пик 127А пауза 15% (медь тонкая 1мм но требует больших токов ) Скважность 60% 40% Частота 0,5гц газ Ar
2 балла
-
Вот такое бы "чудовище" купить https://www.youtube.com/watch?v=V4ynbEbA1gc2 балла
-
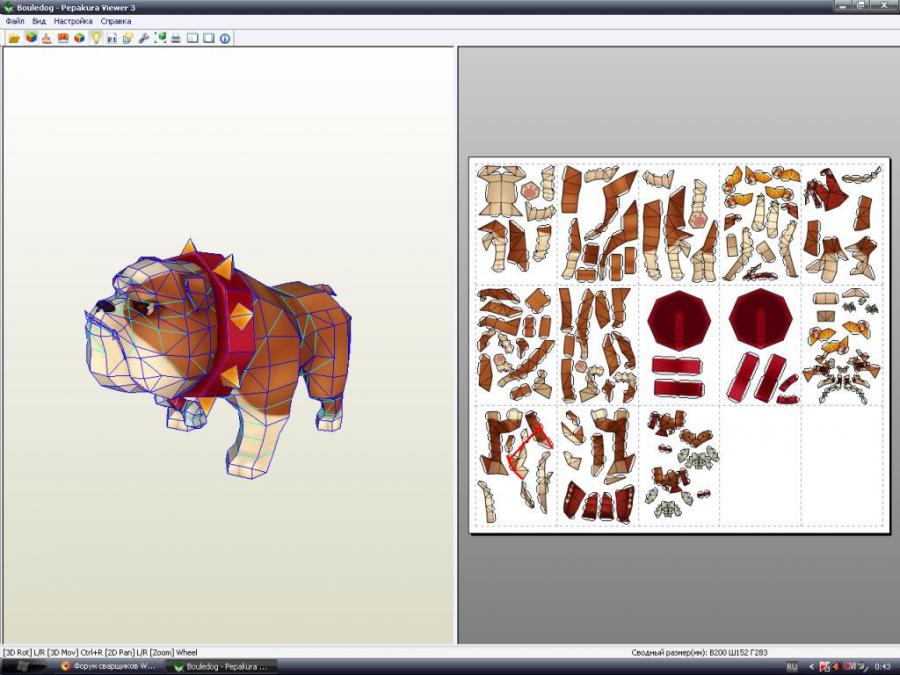
Есть одна интересная программка - Pepakura Viewer 3 . Она делает выкройки из трехмерных моделей. Модели можно рыть в интернете.Выкройки делает под склейку. Разумеется с ярлычками под стык. Но их можно обрезать. По ним можно навырезать из металла деталей и сварить объемную модель. Ну и закруглить если охота или оставить как есть брутальной. пример открытой программы с моделью бульдога. С лева модель, с права раскрой. При нажатии на любой сегмент в любом поле, подсвечивается сегмент в противоположном поле.
1 балл
-
Печи длительного горения это больше маркетинговый ход, при длительном горении низкое кпд самого процесса горения, проще говоря печь длительного горения что бы отдать ту же мощность что и обычная печь, сжигает больше дров, правильно сказал selco, надо не топить дольше, а аккумулировать тепло, например с помощью бойлера косвенного нагрева, объёмом от 2м3, либо используя инерционные материалы при строительстве дома, например кирпич или бетон, дома из материалов с высокой тепловой инерционностью, являются самыми комфортными по микроклимату, стены сначала накапливают тепло, а потом отдают его в виде ИК излучения, так же очень эффективно использовать водяные тёплые полы в которых теплоаккумулятором является цементная стяжка, а в случае УШП, теплоаккумулятором является весь фундамент(но этот тип фундамента подходит не всем домам). Проблема большинства отопительных систем в том что они пытаются нагреть воздух, это самая большая ошибка, в помещениях где конвективное отопление, а именно нагревается воздух, всегда душно, даже бывает одновременно душно и зябко, а если открыть окно то сразу же весь тёплый воздух вылетает и в помещении дубак (болезнь домов из бруса и каркасных домов), и совершенно другая ситуация с инфракрасным обогревом, нагревается тёплый пол, плиты перекрытий, сами стены, главное условие что бы материалы обладали высокой удельной теплоёмкостью и были тяжёлыми(так как считается она кДж/(кг*К)) в этом случае основной нагрев идёт в пол, стены, потолок, часть тепла уходит в воздух но тёплый воздух поднимается в верх, скапливается там и греет плиту перекрытия и от неё тепло возвращается назад в виде ИК излучения, в таких домах температура воздуха намного ниже, при этом в них тепло и не душно, а в случае открывания окон ничего не происходит, так как основное тепло в стенах и перекрытиях и воздух там не является теплоаккумулятором. Если рассмотреть деревянный дом например из бревна, то в классическом домостроении в таких домах всегда присутствует инерционный элемент в виде кирпичной печи в которой несколько кубометров полнотелого кирпича, если в современном деревянном доме не предусмотрен аналог такого объёма кирпича, то такой дом будит холодильником. п.с. Газосиликат не является инерционным материалом так как его плотность ниже плотности дерева, а просто силикатный кирпич, обладает очень хорошей тепловой инерционностью 0.84кДж/(кг*К), но бетон вне конкуренции 1.13кДж/(кг*К) плюс к этому добавим его высокую плотность 2500кг/м3, а у воды 4.187кДж/(кг*К) но вода лёгкая и её надо где то хранить.1 балл
-
Господа, какое отношение последние 20! постов имеют к выбору инвертора? Перенесено Трубопроводы в сантехнике: материалы, технологии, мнения, обмен опытом Продолжайте дискуссию там. @novichok_tig, в будущем корректнее выбирайте тему, пользуйтесь Поиском форума.1 балл
-
Валера , котёнок тоже порадовал . У меня тоже рыжий . У протеза не великовата ли пропускная способность ? Сдаётся весь воздух будет идти через этот протез .1 балл
-
И так, легонько так отчитаюсь: "чудо прибор" получен... распакован... и обсмотрен, проверен на предмет работоспособности и косяков производителя. фото прилагаются в распаковке, плюс накладная: В общем как бывает с подобного рода "хорошими" поставщиками наеб..и но не критично! На скрине с ихнего сайта видно что: 1 газовый редуктор заявлен как БПО 5-5 AL на самом деле РДГС 1-1.2 (тип "лягушка"). 2 рукав газовый заявлен Ф9 5м красный, на самом деле Ф9 3м чёрный. Хотя до покупки (перечислением VISA) менеджеры "зуб давали" что, "...редуктор именно такой как заявлено и Вам (то есть мне) нет смысла делать заказ на подбор элементов "паяльного поста" ! (есть у них такая услуга как "подбор поста по желанию клиента) В принципе меня комплектация устраивает, но к ним я больше "не ногой", не нравится мне такое отношение. Ещё и вывоз-забор товара от них пришлось оплатить "Транспортной компании ДЛ". Пока "Прибор " в действии не пробовал, как срастётся отпишусь отчётикам "коротенько так... минут так на сорок"1 балл
-
все слышали эту музыку...но в мульте коварно вырезали "рабочую часть" ващето это похоронный марш http://www.youtube.com/watch?v=yv8KR_Y01zc1 балл
-
Зашёл к товарищу-кузнецу чайка попить. Слово за слово и вот я уже у наковальни с кувалдометром в тонких ручках. Короче, выковал, точнее - перековал, молоток для проковки шва при сварке чугуна холодным способом. Один боёк молотка сделал сферой, а другой боёк жалом. Сфера для доступных мест проковки, жало для мест, которые имеют ограниченный доступ. Сегодня молоток прошёл боевое крещение - отличная вышла штука! Если сферой бить, то она сама "находит" шов. Жалом надо прицеливаться, но зато можно подлезть между всяких завитушек которых хватает на чугуне.
1 балл
-
@saper24,Так я просто пальцами перебираю по трубе и регулирую скорость , а с грузом - лишняя заморочка . Начнёшь варить да намотать забудешь , или соскользнёт . В понедельник уберу вал болгарочный и вместо него смонтирую хвостовик металлический наплавленный медью.1 балл
-
@BelaZZ, А ежли вам на трубу вращателя намотать тросик. Одним концом его прикрепить к трубе, а на другой повесить грузик. Тогда рукой крутить не надо, только придерживать. А груз опускаясь будет вращать трубу через тросик. Можно сделать на один оборот, а можно на несколько. Когда крутите второй рукой по любому это на устойчивости тела сказывается. А так на внешнюю трубу обопретесь и лишь пальцем можете придерживать и задавать скорость.1 балл
-
Dmitry1962, Так делать не стал пошел по пути сварщика . Зубилом выковыривать, не вариант. Забивали заглушку, подобрав головку из набора по внутреннему диаметру заглушки.1 балл
-
Недавно варил чугун 308 нержавейкой. Хороший знакомый попросил вварить металлический пятак в чугунную крышку от раздатки от патролоподобного. Типа наплыв срезали. Мешал вкорячить на уазик. На его место плоский чернушный пятак. Ну не будешь человеку обьяснять, что так это не делается. Просто тупо заварил. Тут главное чтобы масло не текло. http://i017.radikal.ru/1511/de/35e3489c94cb.jpg http://s017.radikal.ru/i435/1511/2a/7082b6b28041.jpg http://s019.radikal.ru/i605/1511/fa/f4bad3adfa02.jpg1 балл
-
@LonelyWanderer, выберите тогда вначале метод сварки. МИГ или ТИГ. Тут вопрос аккуратности стоял.1 балл
-
Токарь нечаянно отломил кусок шкива от наружного ребра и попросил сделать так, чтобы клиент не заметил его косяка. Наплавка п/а панчем, Сваривать сломанный кусок не имело смысла. Пришёл вечером забирать, глаза выпучил, но так и не нашёл, где заварено
1 балл
-
@Менгон, Аргументы как всегда привели "железные", не требующие доказательств.. .Так сказать не в бровь, а самый что ни на есть глаз....Кожух НУЖЕН!!!1 балл
-
Вернитесь к той стали, что использовали. Мусолить можно долго как и почему трещит, а время-деньги.1 балл
-
От обжимки(справо) трубка-снаружи как резина, внутри пластик) при любом нагреве внутренней трубке "кирдык", ни паять , ни варить. За такую работу не берусь-по итогу себе дороже будет. Имя зарабатывается годами, теряется за мгновение. Проще и ПОРЯДОЧНЕЕ обьяснить клиету в чем проблема.1 балл
-
1 балл
-
Чугун и П\А
1 балл
-
продолжаем, приготовил части рамы и винт с гайкой, поехал на работу, посверлить, попилить,дома нет ничего ( в отпуске я), ну и поработал на работе до вечера, поэтому вчерашнее утреннее сегодня
1 балл
-
Ян,попробуйте не делать пржог лб- 2,6 , при зазоре 2мм.( даже способ который не прожог-" метод оплавления кромок, он же и технологическое окно,он же метод дырочки итд" ) Подберите ток так ,чтобы электрод плавился а дуги Вы не видели на поверхности .Дуга получается не то, что кароткая, я бы назвал ее " утопленная" (как игла швейной машины уходящая в глубь под ткань) Слов нет подобрать это описание Как только дуга появляется вы ее вновь топите но не с усердием, прожог возможен. Источник питания с холостым ходом возьмите не менее 90вольт,чтобы электрод горел и не захлебнулся. Про исправление болгаркой я не описываю в случае если ,что не так пойдет, Да и заходы и выходы обязательно запиливайте. Внешне у Вас дуга как бы не будет видна,(она утоплена гдето примерно на 1мм, я не измерял - это невозможно ) электрод слегка гнется какбы карамыслом,впоймайте это начало как только он попытается гнуться. Проварив корень перед зачисткой Вы увидите что внешне ширина шва корня 4 мм стала. После прочистки первого слоя ,уменьшите ток подбирая ,наберитесь терпения положите ширину 6мм . Разные техники дают разные результаты, лб и ок одного диаметра дают разные характеристики плпвления. Лб меньше ампер надо и он горит а Ок на минимуме ампеража лб уже "каки" устраевает. Зато и в этом можно этим играть в нужную ту или иную сторону. Диаметры электродов в меньшую сторону открывают свои просторы. Сварочный сак и инверторы тоже дают разные возможности. Была бы возможность иметь разные источники питания,разные электроды итд- и вариантов было бы больше . Блоху же подковали, так в будущем железной блохе лапки приварят кольцевым швом ,нано электродом от солнечной батарейки.(Я про электроды и их возможности будущих эксперементов) Р.s- Все "изотерические швы -всегда кажутся не выполнимыми"1 балл
-
Так её же ( физику, химию) учить надо... А в чудеса верить гораздо проще. Придёт миссия с Мультиплазом и заменит всё оборудование, да и сварщики не нужны будут. Любой ребёнок что угодно заварит!1 балл
-
Не могу ответить на Ваш вопрос однозначно.Наши наладчики заканчивали ленинградский институт авиаприборостроения (теперь гос.университет аэрокосмического приборостроения) и ему подобные ВУЗаведения. Хотя раньше этим занимались обычные ПТУ.Просто мой друг долгое время работал отв.сдатчиком РН-комплексов для ВМФ и перейдя к нам долго удивлялся,сверяя схемы оборудования и его "модернизацию".Но это всё моя пустая брехня вокруг темы.1 балл