Лидеры




Популярный контент
Показан контент с высокой репутацией 08.06.2015 во всех областях
-
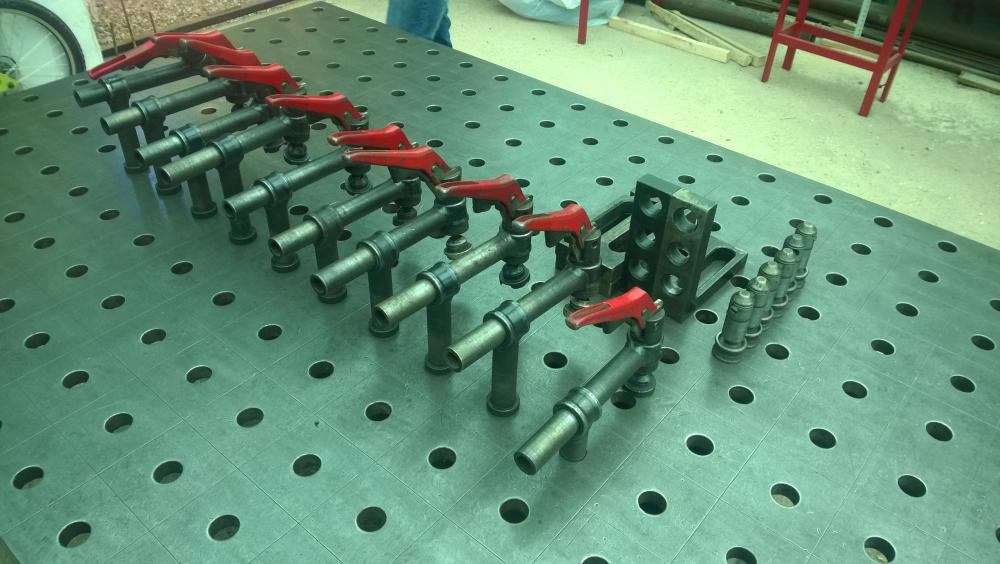
Разжились сварочным столом! Я радостный, сил нет! Теперь буду притираться к сервисникам и обживать уголок под мастерскую.
 15 баллов
15 баллов -
С утра приехал форумчанин,поболтали, чай попили,поехал забирать аппарат,я начал собирать диффузор.Приехал друг с проблемой,решили.Подъехал другой форумчанин поговорили.Выгнал всех .Начал варить.
11 баллов
-
Я, конечно, даже и не выпускник ПТУ, так, самоучка, но по форуму тоже "шарюсь". И смею признаться, что посты Ваши, в которых вы что то пытаетесь доказать и объяснить, лично мне читать неприятно немного. Сорри за прямоту. "Я бы в сварщики пошел, пусть меня научат".
6 баллов
-
Валери 2001 везде успел)))
4 балла
-
Типа такого, только -250, ими весь отдел в "Сastorame" до потолка заставлен. Но раз уж Валери2001 не отличает инвертор от трансформатора, то пусть будет сравнение между Max dp 201c, Max 223C PL и "Торусом-250". Может заодно объяснит почему итальянцы такие дебилы, что не могут сделать однофазный источник не то что на 250 А, а даже на 220 А.4 балла
-
Канал у такой горелки скорее всего 1,2, а может стоять и на 1,6мм. Это значит внутреннее отверстие 2,0-2,5мм. Проволока малого диаметра будет как пружина. Пригорая кратковременно к наконечнику собирается в канале и отрываясь от наконечника выстреливает в ванну, пригорая заново и отрываясь. Горелка при этом будет дергаться. Это ощущается рукой. Если трудно настроить режим, то для начала желательно подключить горелку с каналом 0,8-1,0мм.4 балла
-
@Юнат, если Вы считаете, что "Торус-250" исключение из общих правил, а @Валери2001 исключительно правдивый начальник отдела продаж, то Ваше право ставить ему плюсы. У меня (и вижу что у многих других) - другое мнение. Опровергните? Про адекватность - имя которой "агрессивный маркетинг"...3 балла
-
@АВН,ТОРУС вообще (темная лошадка), наплевать им на наши сети. Жулики однако.
3 балла
-
Питерских не знаю. Но вот из опыта: - завод это хорошо, т.е. стабильнее ситуация. Но не везде вкусно кормят. - частник, даже сервис это то же не плохо. Обычно не мало поднять можно. Ведь машины постоянно ломаются и варить и варить и варить. Но этот сервис должен быть сервисом, а не шарашкой. Посмотри сколько машин в месяц, сколько с машины. Тут все ясно и станет. А если их доход от замены колодок, то ловить не чего. На разовую работу возьмут и баста. В общем мест мало где действительно платят, но еще меньше где платят и работать не много Оценкой на первый взгляд это какое оборудование у них стоит и как чисто. Если ВДУ, да и по полу масло течет рекой, то обычно ловить тут не чего. Все руководство денежки пилит на верху. А если нормальное оборудование, перчатки чаще чем раз в год выдают , чисто, сухо, то можно и попытать счастье. Да, мастерство надо показывать, тогда почти везде поднять денюжку можно. А то сварил как могу, а потом крику, вот почему ему платят, а мне нет! Вот подумал и еще добавлю... Я с многими разговаривал, где серьезнее отношение по деньгам, там не только на бумажки смотрят, но в цех отводят и просят что либо сварить. Тогда и дают столько на что умеешь. А где берут лишь бы взять, там и подход такой же в деньгах. P.S. Сам сидел в кабинете, когда пришел сварщик, мол работать хочу но только электрод в руках держал и то плохо получилось. Да же такому вопрос: а МИГ будешь осваивать? Ответ: "ну не знаю.... А зарплата большая?" Я чуть со стула не упал... Сам ни кто, зовут ни как, а вот денег дайте много!!!3 балла
-
И художница явно делала своё произведение с натуры :-)
3 балла
-
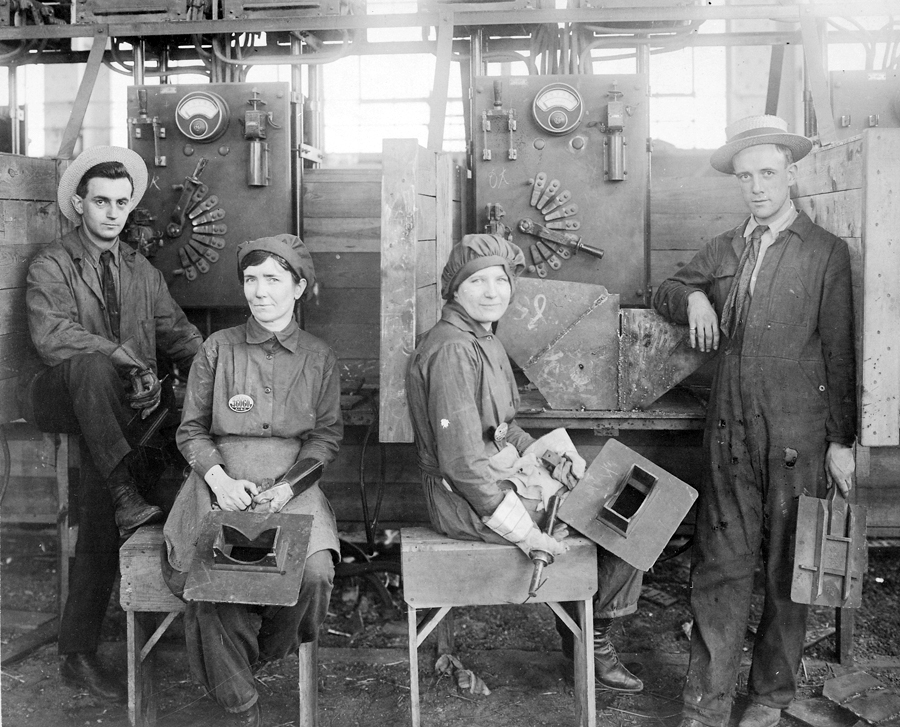
Согласно подписи к фото, на ней запечатлены электросварщицы верфи Хог-Айленд в Филадельфии. которые стали первыми женщинами, принявшими непосредственное участие в строительстве кораблей в США. Немного истории. Верфь была заложена в 1917 году и уже в 1918 году с её стапелей было спущено на воду первое судно. В своё время являлась крупнейшей в мире — там было около 50 стапелей. Суда строились, в основном, торговые и считались неказистыми, но хорошо построенными. На верфи предпринимались ранние эксперименты по стандартизации строительства судов. Строительство судов продолжалось до 1921 года, поле чего верфь была ликвидирована. Сегодня на этой территории расположен международный аэропорт. Большой оригинал фото позволил рассмотреть швы на планках!
3 балла
-
Знакомое изделие... Принесли мне такой же. Тоже с негерметичностью. Этот бачок уже кто-то пробовал варить. И шов-дрянь и бачок был уже обречён. Коррозия изнутри по швам. Объяснил заказчику бесполезность сварки. Тот запасливый дядечка был готов к такому исходу и привёз с собой заготовки для бака. Из пищевого алюминия. Сварил. Следующий на очереди-нагревательный бак. Он-"из того же материала"... Да и обвязка у него-неразборная. Немного позабавлялся пайкой меди.Переделал на разборную и повесил на место свежесваренный бак.
3 балла
-
@Юнат,А какой должен быть (тон), если "СВОИ" пытаются впарить супер аппарат? Не все разбираются, что сеть нельзя грузить бесконечно, а если (перегруз, перекос фаз, пожар) пофиг да?2 балла
-
@Валери2001,Зачем стираете маркировку с микросхем? Секрет, космические технологии? А может, чтобы при ремонте драть 2/3 стоимости аппарата за 3-х рублевую деталь?2 балла
-
@Smallwood,Сперва сделать кондуктор,потом вырезать трещины.Вам надо полностью проварить змеевик.Кондуктор нужен для,правильного позиционирования,увод детали при сварке-будет соприкосновение с чаном,для замеса.2 балла
-
4-Т режим не зависит на сундуках от горелки. Проводов 5. В некоторых достаточно 4, если один общий соединён.2 балла
-
Аппарат привез мне один хороший знакомый, которому иногда оказываю токарные услуги. Привез он мне аппарат, балон углекислоты с редуктором и шлангом, горелка 36(жуть какая тяжелая), катушку проволки 1мм - за все это поросил 35 килорублей. Говорит аппарат стоял в канторе торгующей сварочным оборудованием(по паспорту конец 2014 года) на нем иногда потенциальные покупатели пробовали поварить. Первые пробные швы и О УЖАС, подумал я разучился варить, швы корявые, что то трещит и брызгается- ну его на фиг. А товарищ мне подсказал сначала прочитать инструкцию и профильные форумы, благо и то и другое имеется. Вобщем выдул балон углекислоты, спалил две кутушки проволоки, и много часов в интернете за просмотром видео и чтением тем по сварке полуавтоматом и Форсаж стал мне нравится. Тонкий металл (0,8-1мм) вообще классно, тавровый шов тоже нормально, а вот с внешним углом пока проблемы- не получается равномерно и аккуратно. В память уже занес несколько режимов для наплавки(для этих целей наверное и придумали полуавтомат). Вобщем после непродолжительных испытаний Форсажа заметил несколько косяков-нестабильная работа подающего механизма( как будьто что то гдето подклинивает временами на длинных швах), и несколько раз самопроизвольно, в процессе сварки изменялась подача в сторону увеличения, напряжение при этом оставалось ранее заданным, но тут возможно виновата работающая рядом плазморезка. Вот такой скромный обзор, в дальнейшем бутут фото и много вопросов.2 балла
-
Очередные "выходные" в роли будней. Это я так отпуск отмечаю, если в чё )) В чистом времени делал дня 3 (с покраской). Подогнал клиент жып для подготовки к буеракам. Надо делать подножки. На рифлёном алюминии решил таки сэкономить, поэтому просто подножки рок-слайдеры (скалолазки, по-русски) Общий вид П-образное крепление (болт М16 насквозь через раму) Г-образное крепление к уже имеющимся закладным гайкам в раме. На одной подножке 2 П-образных и 1 Г-образное крепление, на другой 1П+2Г - специфика кузова, рамы, расположение бензобака, топливных и тормозных магистралей Единственное в своём роде крепление. Г-образное под крепление защиты Ну и внешний вид, само собой, фирмово получился, как обычно. 2-3 слоя текстурной антикоррозийной эмали. Дальше будут багажник и лестница. Сделаю - выложу.
2 балла
-
изобразили с дружбаном работу из м/лома и б.у. конструкций, во дворе у директора(пока его нет дома ). чувствую,в понедельник вернется-будИТЬ нам капец.. . пару калиток (вторую вообще стыдно показывать.. ) и заборчик под обкладку камнем.
2 балла
-
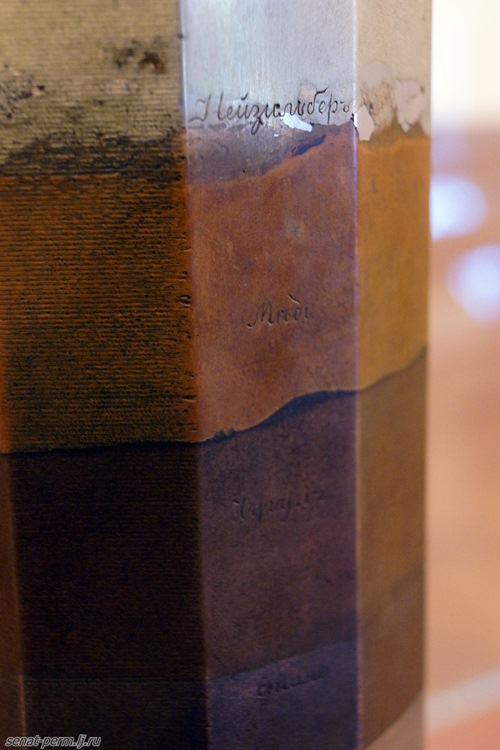
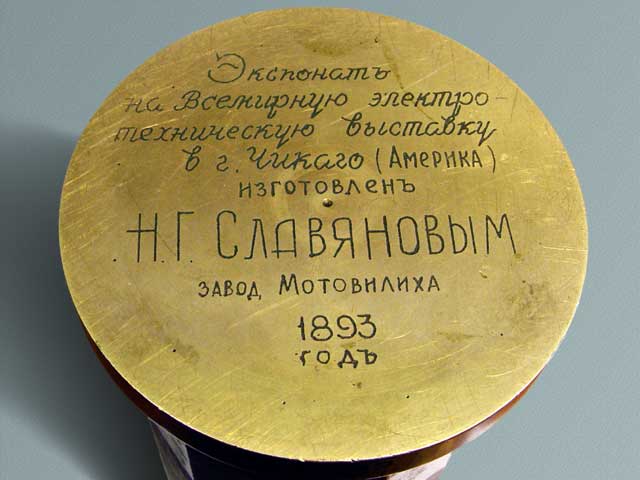
Многие слышали о стакане Николая Гавриловича Славянова, но хороших фоток почему-то не встречал. Но, кто ищет, тот всегда найдёт (с) Немного истории. Некоторые американские газеты и журналы, в целом положительно отзываясь об изобретении Славянова, в то же время указывали, что оно непригодно для сварки цветных металлов: шов якобы получится очень непрочный, а спаивать цветные металлы с черными вообще нельзя. Чтобы опровергнуть это, Славянов и наварил своим способом разные металлы один на другой. Были сварены: колокольная бронза, томпак (сплав меди и цинка), никель, сталь, чугун, медь, нейзильбер (группа медно-цинково-никелевых сплавов серебристого цвета), бронза. Получился металлический стакан весом 5 килограммов 330 граммов, высотою 210 миллиметров. Таких стаканов было изготовлено два. Один в 1892 году экспонировался на Четвертой электрической выставке в Петербурге, а другой был послан в Чикаго на Всемирную выставку. Стакан, который демонстрировался на электрической выставке в Петербурге, хранится в электротехническом музее Ленинградского политехнического института, а второй — в Пермском музее им. Славянова.
2 балла
-
мангал или как правильно, короче под казан=) мужики попросили, подарок коллеги=) вечером будет гореть и светиться =) жду когда фото скинут в действии
2 балла
-
Потому что дольше металл остается в зоне защиты газа и таким образом лучше варится и шов не черный, что естественно легче чиститься кислотой. В тот момент, когда метал разогрелся и принял нужные размеры в жидкой фазе, перехлестнув по ширине корректной стык 2 х листов. Потому что достаточный по точке апогея, сделаешь 50, долго ждать будешь, когда разогреется металл, а если больше, продавишь металл наизнанку, превратив его в кашу, провалив лицо. Присадку подавать под углом, дабы стык было видно, а самое главное, не обгорает так присадка, когда с угла подается. Многие ошибку делают, подавая проволоку прямолинейно дуге, таким образом ребята она обгорает, и не имея достаточной защиты, окисляется, что естественно в дальнейшем затрудняет сварочный процесс, тем более тонкостенный материалов. Ниже то, о чем просили по вопросам https://www.youtube.com/watch?v=MhjIblkmzUk2 балла
-
Только после мойки
2 балла
-
Трасса изготовленная Краснодарской фирмой "доктор выхлоп".Хозяин бумера ,на котором это стояло очень ругался и жаловался-вот швы поржавели,а ведь это нержавейка!!!Как так?!А я ещё магнитик приложил ко шву,прилип!А к трубе прикладываю-не липнет!Вот как так?Не могут за такие деньги так делать!Или могут?
1 балл
-
https://market.yandex.ru/product/11616059?hid=284394&clid=502Оно?1 балл
-
Такое бывает из за горелки (кстати, сколько метров?) и из за плохой массы. Сам аппарат подавать должен стабильно. Нет, плазморез не причем, это аппарат. Такое бывает и с напряжением. Замечено что чаще такое бывает при неправильном режиме и сварке грязного металла (когда проволока втыкается) и при некоторых положениях энкодеров.Но я Вам советую с ним подружиться. Когда научитесь хорошо настраивать увидите как он прекрасно варит. И электродами тоже. :-)1 балл
-
Жара,кошачьи разомлели.
1 балл
-
Он работает. Нажал, отпустил - варишь. Нажал, не отпускаешь - идёт спад. Отпустил - закончил сваривать.1 балл
-
@fantom_677, будете первым. Представляете сколько внимания... Конкурс запущен, но т.к. работы для него надо еще изготовить, то да, пока никто не выставился. Я владею некоторой информацией по готовящемся работам. На изготовление одних задумок уйдет месяц минимум и авторы уже работают. На изготовление других — совсем немного времени, но авторы пока не спешат. У всех разные идеи и индивидуальный подход к делу.1 балл
-
Боже ж ты мой, такая прелесть встретилась! Фарфоровая статуэтка ЛФЗ 1950-х годов. Автор Г. Столбова.
1 балл
-
"Императорские сады России". Немного природы и "арт-объектов"...1 балл
-
Тэкс, братья мои во Христе и племянничек @saper24, тема плавно потекла в русле "отрыв-безотрыв". В том-то и вся фишка: а) основные тоже бывают разные, б) безотрыв всегда предполагает меньшие токи, чем сварка с отрывом. Конечно кроме тех случаев, когда зазоры-фаски-кромки-руки (сборщиков) кривые. Надеюсь, что отличия аустенитной пятёрки для ПК и рутиловой двойки для ГК обсуждать здесь не будем (это утверждение, а не вопрос).1 балл
-
Это же от качества сплава зависит, некоторые отлично свариваются, а некоторые как губка, сколько не жги, всё бесполезно. Из последнего, головка и КПП:
1 балл
-
Снимали шкив с отбойного битера, не пошел. Решили кой чего подрезать. Фонтан имени Анатолия, сварщика с 30 летним "стажем" Таких заварил 15, остальные 50 льют не сильно Сожгли клемму на аккумуляторе Приварил
1 балл
-
Ничего говорить никому не надо, жизнь сама по местам все расставит. Сегодня ты Лорхом в чистом цеху под вентиляцией шпаришь, завтра в ИТК под присмотром варишь печки древним трансом , белыми от налета сырыми эМэРами. В какой момент ты больше с варщик?1 балл
-
skrem du , с Днём Варенья , Дмитрий ! Успехов во всём и благополучия !1 балл
-
Дмитрий, с Днюхой тебя!!! http://s17.rimg.info/a63fba26f2b4a2264e5e9b50e1178aaf.gif1 балл
-
skrem du Дима, Пусть у тебя всё будет хорошо!
1 балл
-
1 балл
-
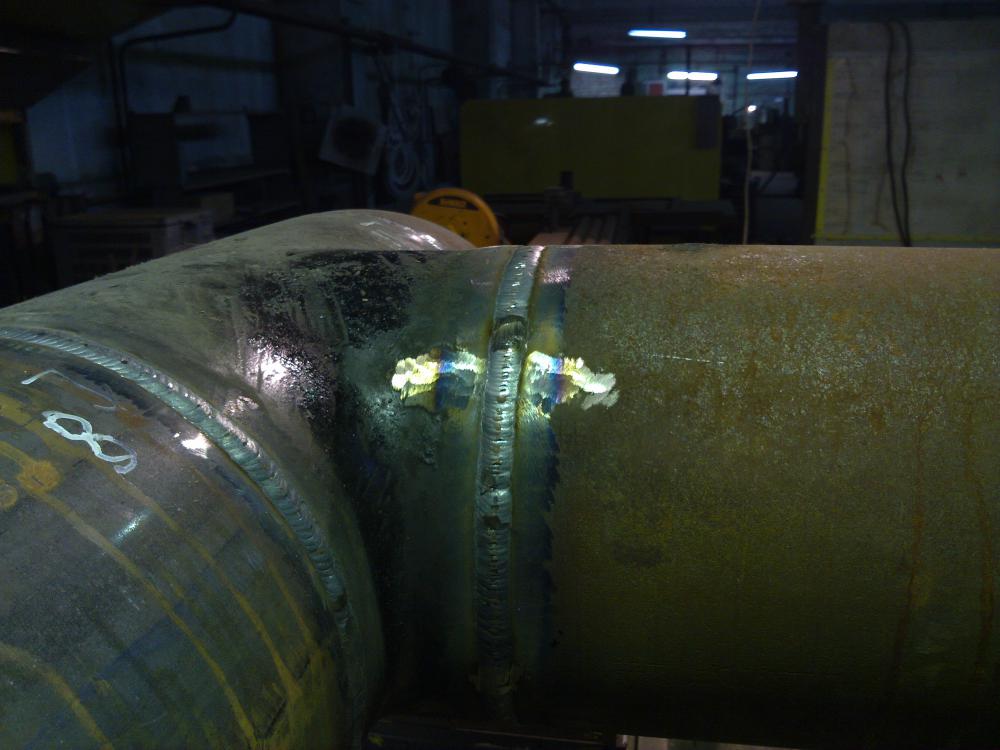
Сегодня первый раз в жизни варил неповоротный стык ПА . Очень было неохота ворочать эту каркалыгу . Который раз убеждаюсь , что лень - двигатель прогресса . Виды снизу - сверху , с боков и общий вид .
1 балл
-
А ларчик просто открывался... Сразу оговорюсь что все что написано ниже нужно рассматривать с позиции конкретных условий в которых проходит сварка. Это не характеристика Торуса. Хотя и его касается равно как и второго аппарата Фоксвелд 252. Пытался я и массу перецеплять, и провод держака на двутавр наматывал под волной профиля. Все тщетно. Выключали олин аппарат, не помогало. Саня оставлял по пол электрода предварительно проваривая полку с низу, а потом половинкой под прямым углом варил. Толку мало. А сегодня взяли и поменяли полярность сварки. И оп ля. И у Сани и у меня жизнь на полках наладилась. Фонтанировать ванна перестала, дуга не рычит и не плюется. На остальных швах треску убавилось в двое. Варили на обратной, щас варим на прямой. ОК 46.00 напомню. Вот так вот. Когда почти все сварили в моих опилках затлела ценная мысля. Мож кому сгодится сей опыт. Что до торуса конкретно то на прямой полярности при отрыве конца электрода от стенки двутавра дуга горит ровным конусом, на обратной гудела и плясала. Вот вам и отличие баловства с заготовочками от реальных условий.1 балл
-
60 А, 1,5мм, уходим от нагрева благодаря протяжке, тем самым избегая проседания металла с обратной стороны в кашу, ведь там нет поддува. Лежат пластины от бетона и все. Особо они не помогают, так как лист не много поднимает все же от пола. Вот так и рождается крупная чешуя. Уход от перегрева, прямолинейность, скорость и красота. Жаль только и это особо не ценят. Над душой бывает стоят, хотят еще быстрее, больше и многое негативное другое. Это как свет во тьме светит, но они более возлюбили тьму и не приняли теплоты его. Ну да ладно, Бог им Судья. https://www.youtube.com/watch?v=dtz4SXczr5g1 балл
-
Это ваще как? Это ваще что? От того ракеты падают, нее?
1 балл
-
1 балл
-
по случаю уточняю, как это оказалось преимуществом (этой зимой позвали подварить котёл) в стеснённых условиях: рука на вытяжку, голова осталась снаружи, больше полэлектрода сжечь не получалось. Взял Аврору 160 (сравнима с Торусом по холостому ходу), Блувелд 228. Авроре ток на максимум, но по сырому она крайне плохо зажигала дугу и пришлось заменить её на 228 (х.х 112В). Смирясь с эластичностью, выбрал из двух зол посимпатичнее. Предполагалось, что течь там, где красная стрелка - заварил. Заполнили котёл и возник фонтан из трубы - адрес показан жёлтой стрелкой, типа ситуация усугубилась. Выцарапал из этой трубы каку и заварил трубу внутри, в отрыв, боялсь прожечь неизвестность. Электроды гуд. Эластичность определяется напряжением холостого хода, и от его же величины зависит способность возбуждать дугу. Сделали бы уже что ли сварочник с регулируемым холостым ходом ...1 балл
-
http://forum.grpz.ru/viewtopic.php?f=6&t=953 ,http://grpz.ru/production/civil/welding/item/invertornie-svarochnie-apparati-forsag-161/ ,http://grpz.ru/production/civil/welding/all/ -ГРПЗ.Унипрофит-http://www.uniprofit.ru/svarochnie_apparati/ruchnaya_dugovaya_svarka/ .ИНвертория.ру-http://www.invertora.ru/dainet-m-57.html .Можете еще "гусей" посмотреть...У моего друга 160й работает уже довольно долго,правда говорят,что не очень ремонтопригодные аппараты-http://www.invertora.ru/gys-m-13.html .http://www.invertora.ru/gys-m-13.html-материалы разные пользительные.1 балл
-
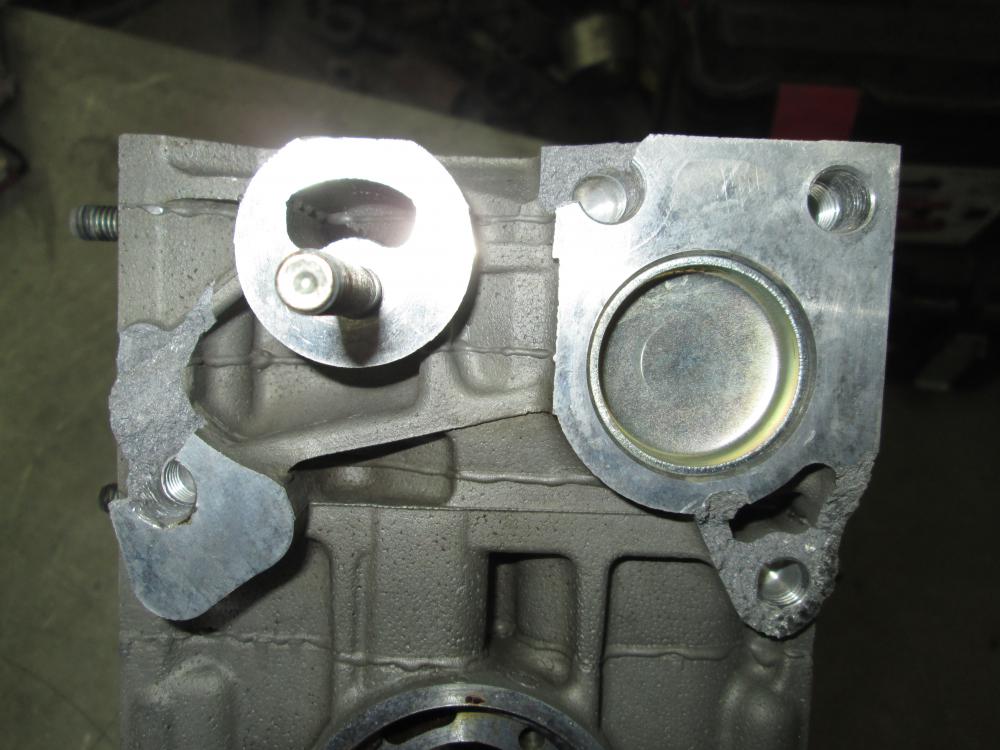
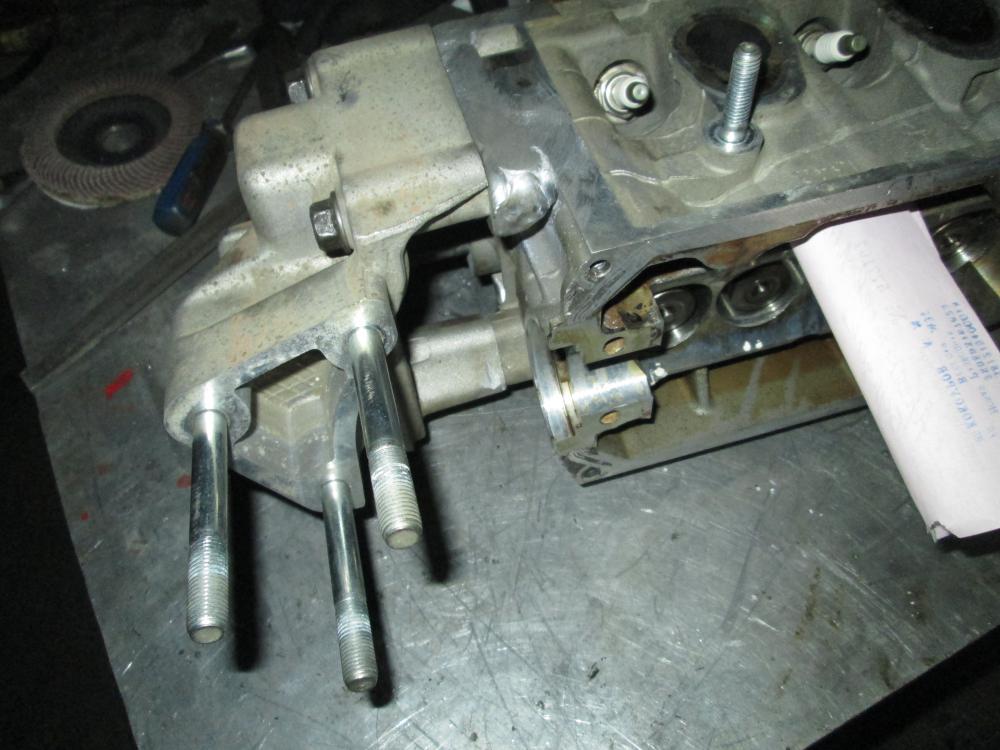
Сварка блока цилиндров SUZUKI GRAND VITARA 2.4, пришлось срезать рёбра жёсткости, иначе не подлезть и токи 300-350 А. Потом ещё вылез свищ, который ни как не мог заварить(идёт пар тосола, хотя всё открыто и слито)
1 балл
-
Деталь от какого-то насоса, гадкий ЦАМ. Пришлось извращаться. Присадка-4043, деталь плавится раньше присадки. Никак не доходят руки наплавить прутков из цама на пробу. Но, вроде клиент остался доволен, работает пока...
1 балл
-
Зеркало с мотоцикла,ножка короткая ,само зеркало неразборное.Варил замотав мокрой тряпкой постоянно проверяя температуру на сочленении пластика и металла.
1 балл
-
Интересно, думает ли этот человек про без отрывную сварку??
1 балл