Лидеры




Популярный контент
Показан контент с высокой репутацией 24.04.2015 во всех областях
-
Отрывок будней . Сборка "коряги" , иначе не назовёшь Аргоновыё "пейзажи" Тут уже и РДС подоспела Без фланцев тоже никуда Узел на этапе сборки-сварки И "вращатель" в работе.
 13 баллов
13 баллов -
Скинул "срочную" схему , взялся за очередную "срочную" , ранее начатую . После основных диаметров 108-159 , 273 мм - как тяжёлая артиллерия . Мало того , что толщина стенки на тройниках не соответствует заявленной , так они ещё и какой то хренью покрыты , которая и чистится отвратно , липкая (кузбасслак бодяжный - не иначе ) и дыму от неё , ужас . Толщина стенки , вместе с щедрым слоем лака - 5 с копейкой миллиметров , вместо 7 заявленных , а вкупе с неправильной геометрией стык преподнёс нехилое смещение по всему диаметру . Пришлось ставить дикий зазор и аргонить . Очень помощник Жил-был венчик , но длинноват , зараза . По просьбе супруги отпилил излишки , но проблема вылезла с другой стороны . Не держится в гнезде своём проволочки - мало того , что упругие , так ещё конструкция ущербная , и ручки , и в целом . Купить другой - благо штука копеечная , но мы не ищем лёгких путей , а , при случае , не прочь блеснуть своим мастерством перед слабым полом . Самцы , одним словом. Короче , захимичил в перекур
12 баллов
-
Запарили меня пачки с присадкой, буры, пики, гвоздодёр валятся в углу. Долго думал и наконец изобрёл ,как говорицца, колесо. http://s020.radikal.ru/i701/1504/c4/6b45fd8fea29.jpg C помощью магнитного угольник выставил штыри. Прихватил. Второй экземпляр выставил с помощью струбцин. Обварил и покрасил. http://s020.radikal.ru/i705/1504/95/5f4e3c02746f.jpg9 баллов
-
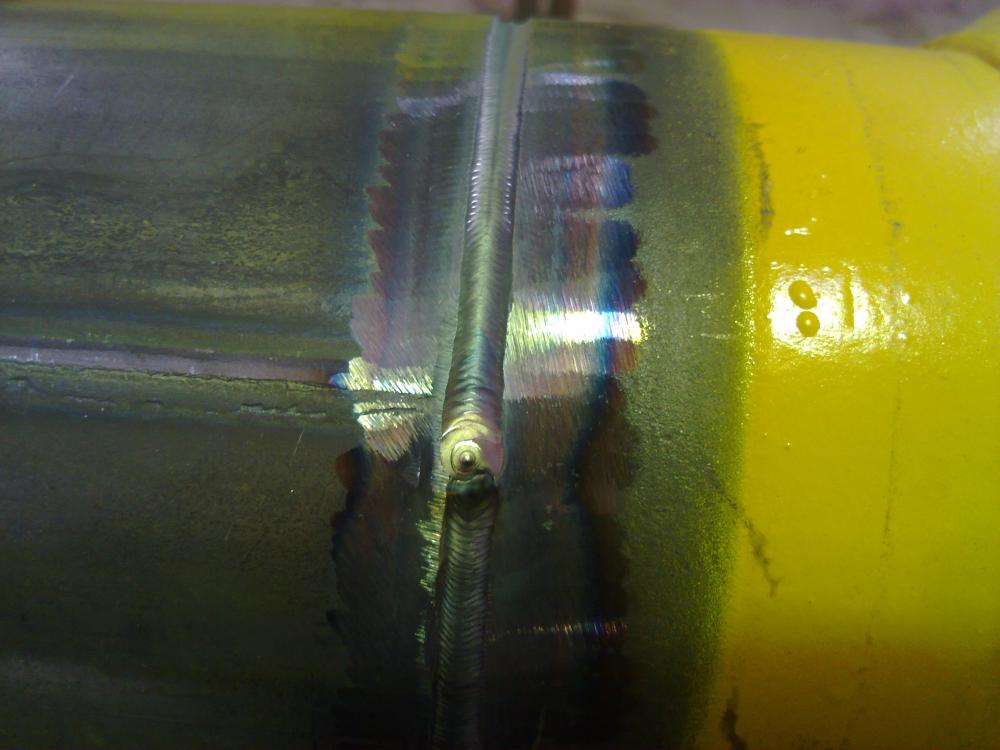
катался сегодня на перегон на окно,фото выкладывал где зазорчик был при стыковке рельс, а тут вот вам нате ,ну не лезет и всё,ну и чутка наплавки,ну и собственно чем наплавляли и при помощи чего,на наплавку ушло 10 минут глубина примерно 5 мм,протяжённость 100мм
9 баллов
-
Целый год пинали по цеху изготовленный ящик на грузовой прицеп, как вдруг внезапно появился человек который искал именно такой. Быстренько покрасил, завтра ставим а вот и пациент
9 баллов
-
Можно сделать зазор 3мм без разделки кромок и на малом токе сформировать и валик обратный , и усиление и всё за один проход . Для толщины 3,3-4мм (наиболее часто это трубы до 108мм) считаю корень РДС извращением. Ток в пределах ~35 - 40 А ( не факт , что амперы правильные , пляшу от своего балластника ) . Такие вещи хорошо прокатывают на поворотном шве . С неповоротным сложнее - засада потолок . Можно его пройти на чуть повышенном токе - металл ещё холодный и сварочную ванну удержит, а затем скинуть и варить дальше . Если уменьшить зазор до 2-х мм и повысить ток до ~45-50А , то , учитывая проплавление , варить будет и быстрее и удобнее , главное уловить для себя границы дозволенного , чтобы и проплавилось всё , и не потекло-прогорело, и сформировалось . Здесь важна и скорость движения , и рисунок , и наклон .В последнем случае внутреннее усиление в самых минимальных пределах , или вровень со стенкой. Из возможных косяков - непровар или несплавление кромок . И самое главное , те приёмы и параметры , на которых варю , к примеру я , Вам ничего не дадут , пока не найдёте свою золотую середину методом проб и ошибок . Все основы уже писаны-переписаны и я также тыкался , копировал , подражал и т. д. , пока не пошёл своим путём (эксперименты ,тренировки и подобие анализа ). Если есть проф.преподаватель , то это одно , а заочное обучение - совершенно другое - здесь всё в твоих руках . Кстати , немаловажным фактом является держак , электроды само собой ( с УОНИИ я почему то не дружу,текучие они больно и не стабильные). Давнишнее видео и не столь информативно . Зазор 3мм и фаска слегка разделана , что сегодня делать бы не стал.К тому же ток великоват . Всё делалось на скорую руку и спустя рукава , даже не помню для чего и зачем . Все эти нюансы создали ряд трудностей при сварке , хотя результат , в принципе , положительный .В конце ролика и тех.окно заметно , но оно здесь , как рыбе зонтик.Спасло то , что фаска снята на 1/3. Кстати ,то что варю в перчатках - это моё недоразумение , обычно так не делаю.Труба 108 х 3,5 http://www.youtube.com/watch?v=OrtqN-mfieo&feature=youtu.be8 баллов
-
Переделывать после кого-то-мое любимое занятие.А тут даже шов на обратной стороне сточить не удосужились,вааще крутяк.70-140А,присадка 4047.
6 баллов
-
<<Что ещё придумать, лишь бы не копать>> http://i10.fotocdn.net/s3/35/gallery_m/191/2377039394.jpg (стырено в соц. сетях)6 баллов
-
Продолжение про "лишь бы не копать", шишки в лесу: За следующую картинку сильно не пинать, если низзя - просто удалить.
5 баллов
-
Была хорошая публикация на эту тему: нужны ли перчатки? Суть такова: нужны обязательно! При чём они могут быть не супер - пупер краги и им подобные, нет. Их функция - защита кожного покрова рук от выжигания жировых тканей, которые обеспечивают эластичность кожи. При отсутствии этих жировых тканей происходит растресскивание кожи. Процесс очень болезненный, возникают кровотечения и ни один крем от этого не помогает, то есть не лечится... Делайте выводы.5 баллов
-
Наконец подвернулась возможность опробовать TIG друг собирает урал, крепления под новый не стандартный генератор. Вот она проба пера до этого только РДС и полуавтомат. Получилось на мой взгляд ужасно, но держится крепко.
5 баллов
-
Бешеная газонокосилка.
5 баллов
-
Коллеги! Тоже не раз сталкивался с такой проблемой. Это, очень часто-детали, изготовленные методом порошковой металлургии. То есть, они и пористые и загазованные. В поры, в процессе эксплуатации, набирается масло, а при попытке прогреть зону сварки дугой и расплавить кромки-не только выгорает масло, но и основной металл начинает кипеть от выделяющихся газов. Заварить такое "чудо"-та ещё лотерея... А недавно приносили ГБЦ от движка УМЗ-4216. Несколько прогаров по газовому стыку. Металл-настолько загазован при литье, что нормальный шов-не положить. Сварочная ванна-буквально кипит. Интереса ради фрезернули наплавленное и основной металл-а там имеется куча микропор. Понятно, почему пошли прогары. ГБЦ обречена прогорать и дальше, а потому-в утиль. Заводской брак, однозначно.4 балла
-
Есаул, Есаул! http://cs14112.vk.me/c540107/v540107934/1ca67/ZO1tdvKsmJk.jpg4 балла
-
@Elektro_D, я тут видео немного запилил про сварку труб (катушки) Ф-76мм. без отрыва. ЛБ-52У. 2,5мм. ток реальный-40А. http://www.youtube.com/watch?v=78c7zFvU_UA4 балла
-
продолжаем
3 балла
-
сегодняшний день.. рабочий день прошел под лозунгом копать-колотить.вырыли 2 ямки,забетонировали 2 палки.. с вечера-задание-ехать к директору,ставить навес.. 8-10 -ну,давайте,едьте,чО к чему-сам знаеш. -ага!!бу сделано!! 8-15 -не,давай в понедельник,сегодня сушилки(две т-образные палки для сушки белья) у N.N.(крЫша фЫрмы как бы ) поставьте.. -ага!бу сделано!! приехали.. хозяйка(очень приятная мужскому взгляду особа, около 20ти лет,с 3м номером и прочими приятными окружностями ) -дахренегознает,кудаихтулить..@@@@@@@@@ ..какаятофигняещетутрастет(кусты смородины)) ...@@@ неее..тут нельзя.. за розы меня @@@....как на ваш взгляд,-тут нормально будет? -да нам как бы пофиг.. -не,ну вы же опытные мужчины? -ну,наверно,нормально.. --------фсе-----3 балла
-
@BelaZZ,мой УАЗка, от бампера до бампера-одна проблема для ГТО.... Но, во всяком случае, проходя ТО в соответствующей СТО, пока проблем не имел. Главное-чтобы колёса были круглые и не лысые, работали основные механизмы и светотехника. К обвесу и лифту кузова-относятся с пониманием. Думаю, что демпфер проблем не добавит. Всё, что сделано мной-это не забавы ради, а устранения конструктивных просчётов и технологических ляпов для. Поэтому техник-инспектор, как адекватный дядька, особо не придирался. Изменится что-то (в техрегламенте, методиках оценки и т.д.)-то, как говорится, нет нерешаемых вопросов, есть неподъёмные суммы для их решения. Вопчем, будем посмотреть.3 балла
-
Извиняюсь за встревание... Всегда именно так и делал. Легко и удобно. Один раз правда попались "чудо-варежки"... Красивые, но большой палец у них - зараза был с кожей у которой очень маленькое трение. Присадка под пальцем скользила - не толкнуть им, и не прижать присадку, если подаёшь указательным и средним, а большим только прижимаешь (фиксируешь) когда указательный и средний возвращаются. То есть оба способа не помогали. Дело пошло только когда резинку на большой палец одел. И толкать и стопорить сразу легче стало...
3 балла
-
@xasad,С первых шагов учитесь подавать проволоку пальцами - это значительно облегчит жизнь . Для руки с горелкой "найдите" опору - самое оптимальное - это мизинец . Диаметр проволоки , если для трубы с зазором , то чуть меньше зазора . Т.е. , зазор ориентируем на проволоку .Если , к примеру , ф присадки 2,4 мм , то зазор 3мм. Это в общих чертах . Но можно и меньший диаметр проволоки использовать . В этом случае подавать её придётся чаще . Можно и больший диаметр проволоки использовать , но в этом случае стык надо готовить с острой кромкой , ток больше и варить с опиранием присадки ( или частичной подачей ) . Следует учесть , что если присадка плохо перемещается в разделке , то возникает проблема с бесперебойной подачей её в сварочную ванну , а нередко и "примерзание" её к стенке.3 балла
-
Апгрейд американской легенды-кронштейн для дуг соорудил.
3 балла
-
начал монтаж лестницы с площадкой,площадка крепиться к стене и на трёх подвесах
3 балла
-
@mf_,Технологическое окно актуально на толстостенных трубах , хотя бы от 6мм , край 5мм . А на 4- х и ниже - это 100% дыра , которую придётся замазывать . Разделка на тонкостенных ( имею ввиду 4мм) тоже паразитна . Достаточно сделать намёк на неё и сыграть зазором . В противовес тех.окну примите во внимание проплавление а , вкупе с небольшим зазором , вполне решит проблему сварки без боязни упустить св.ванну. Если всё же делать разделку , то на 1/2 - толщины стенки ( лучше вообще 1/3 только снять ) и угол max 30*. Равномерный зазор , стабильные притупление и фаска . Проблема тонкостенных труб - это теплоотвод , поэтому следует учесть , что широкая сварочная ванна для неё зло . Некоторые варят слепым зазором - кромки под нож , зазора нет и всё выходит ОК . Я так не могу и не рискую , поэтому этот способ не рассматриваю .3 балла
-
Весь сегодняшний день посвящен изготовлению съемников ступиц с осей грузовых прицепов. С утра сгоняли, нарубили у соседей заготовку. С обеда сделали две штуки.
3 балла
-
Отмечаюсь, тоже лестницу смастерил3 балла
-
Рабочий верфи «Варновверфт Варнемюнде» бригадир Адольф Геллерт, 2 сентября 1960 года. Коллектив верфи принял решение повысить производительность труда на 13000 нормо-часов к 31 декабря 1960 года. В производство включено 3 аппарата полуавтоматичеcкой сварки в среде CO2, и к 1.1.1961 ожидается ещё один (если правильно перевёл Google . Фото: Erwin Schneider
2 балла
-
22-летний Дитрих Порат из Западной Пруссии, 24 октября 1958. Фото:: Mihatsch Рабочие верфи «Варновверфт Варнемюнде», 20 июля 1959 года. Фото: Ulrich Kohis. Сварщик слева — сварщик-курильщик?
2 балла
-
— Вы готовы, дети? — Да, Казахстан! — Я не слышу! — Дал солай, Казахстан! — Ким, ким мухиттын тубинде турады?! — Спанч Боб Шаршы шалбар!2 балла
-
@mf_, LB-52U , ф 2,6мм . Полярность обратная , ток не помню . Такие зазоры на прямой варить , на мой взгляд ( если не ошибаюсь , то не только моё ) , надо . А вот с минимальным зазором - обратная намного лучше . Это для LB-шки , с УОНИИ такой вариант , не знаю , прокатит ли , потому как там полярность рекомендуется обратная и где то уже возникала тема об их отвратном горении на другой полярности . Я не пробовал , утверждать не буду .2 балла
-
Он однокамерный и стоит в паре с другим редуктором. Я одиночный редуктора только на пропане, кислороде и ацетилене использую, на аргоне и СО2 только двойные и с ротаметрами..2 балла
-
@Ksander,Дело не в стекляшке, а в качестве защиты. Модернизация линзы. Разница в защите есть?
2 балла
-
Гораздо проще положить валик электродом или полуавтоматом внутри кольца подшипника и после остывания вытащить его пальцами.2 балла
-
Это обычный сундук. Только с цифровым управлением. http://www.chipmaker.ru/topic/10759/page__view__findpost__p__27121832 балла
-
Есть некий мандраж в связи с необычностью лестницы. Красота и зрелищность вот конёк этой лестницы. По практичности в пользовании и уходе есть некоторые сомнения, но смотря кто и как будет ей пользоваться. Вроде все ступени крепятся к стене и даже если умудриться размолотить три стекла в ступени, то вся лестница не должна превратиться в “карточный домик”. История к ассоциациям: Дело произошло в ночном клубе. После евроремонта, диджеям пришлось "принимать в эксплуатацию" новое помещение для диджейской. Все в этой будке было замечательно, вот только находилась она на высоте 1.8 метра от уровня пола. И вела в нее железная, сваренная из уголков, лестница. Без перил. Под углом, примерно 80-85 градусов. На вопрос: "Зачем такой крутой подъем сделали? Неудобно ведь!", тогдашний замдиректора клуба ответил: "Чтобы вы не напивались на работе. Напьетесь - ни слезть, ни залезть не сможете!". Через 4 часа после данного разговора, DJ (уже "никакой") поднимается по этой лестнице в диджейскую, неся в каждой руке по чашке горячего кофе и по бутылке пива. Не пролив ни одной капли, ставит оные на стол и пренебрежительно фыркает: "Не залезете... Не слезете... Да я два года на флоте служил!" ©пжно2 балла
-
Восстановление крепления ремня безопасности.Крепление подушки удалено,фрагмент порога наварен.
2 балла
-
Это сварщик с Достроечного Производства, но у "Вы... не угадали. Эй, молодцы, снимите-ка с него шкуру".® А вот это на память одному из наших постоянных участников форума: Немножко саморекламы:2 балла
-
Очередной день сварочных мелочей. Готовимся к реконструкции КНС. Монтируем въёздные ворота. Свалили заборную плиту. На ней же сварили каркас ворот из профильной трубы. Поставили и обшили Б/У-шным профлистом. Пока не до красоты. Закончим реконструкцию, будет и новый профлист и новый забор. А пока-так. Думал что всё, на сегодня работы больше не будет. Распустил бригаду по домам. Ан нет, отделочники не дадут сварщику помереть от скуки и голода. Традиционное "Вай, беда!"... Пробили водопроводную трубу в полу. Всё бы ничего, но закон подлости никто не отменял... Пока спускался с осмотра за инструментом, сдох лифт. 16-й этаж. однако... Высокооо... Ну да ладно, глаза боятся, руки ноги делают. Отдышался. Расположился. Пара минут и пробитая труба снова держит воду. Следующий вызов-на строящийся бассейн при коттедже. Хорошо, что первый этаж. Надо смонтировать водорозетку под душевой смеситель, а выводы под ставшую не актуальной душкабину, соответственно, ампутировать. Водорозетка и её обвязка. Паял пропаном. Ампутация. Действующие лица-почти те же. Добавился только пропановый баллончик (выглядывает из-за мешка плиточного клея). Ну, вот,день окончен. В кошельке-потяжелело, а в душе, соответственно, полегчало.
2 балла
-
вчера был вроде как бы выходной ,провёл его с пользой для дела ,да и багажник так сказать проверил на вместимость не зря же его делал,на фото напарник,метал 40х25х1,5, лист 1,5, рисунок класика прут на 10 болты м6, патрон китайка 2, начали в 9 утра в 16 30 инструмент собрали
2 балла
-
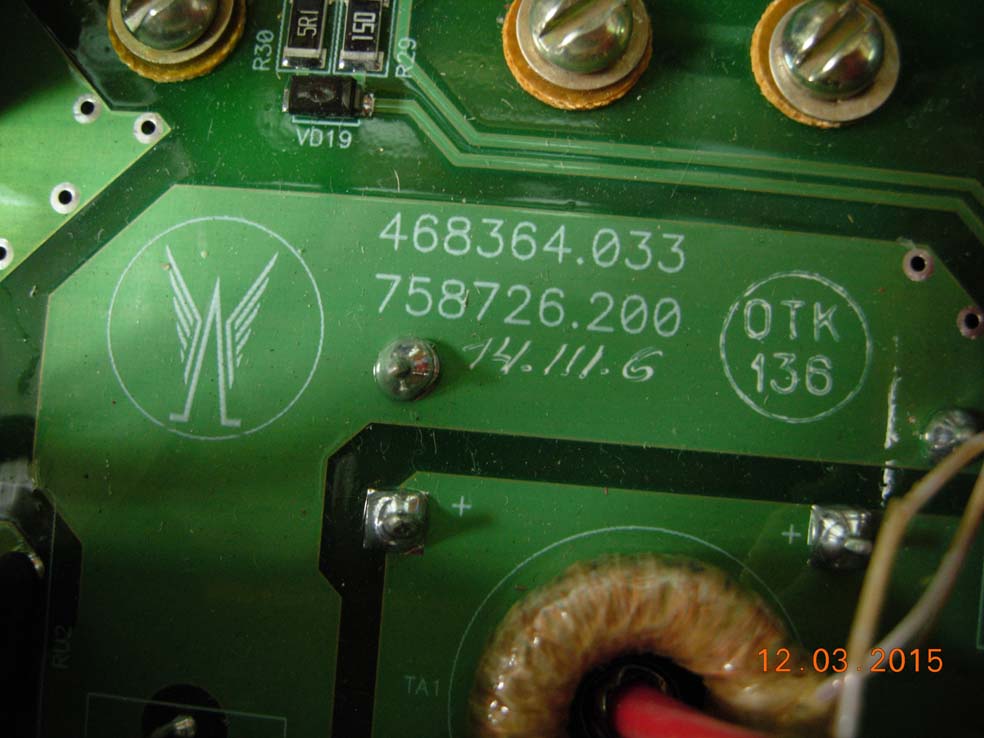
На целую тему я не потяну, а вот отвечу здесь на вопрос и больше про аппарат мне и сказать нечего, а так как он еще на безотказность не прошел испытания то и хвалить/ругать мне его нет смысла. Это внешний вид аппарата. Такая панель. Фото внутри аппарата.
2 балла
-
Деформации корпуса.
2 балла
-
Проблемы со сваркой чугуна не было не когда , да порой трудоемко , долго , подумать нужно , но сваривал блоки и из 5 и из 7 кусков , вот рарылся нашел , два таких блока приходили .
1 балл
-
@svarnoi69, а продолжение? ))1 балл
-
@АВН, У меня пистолета не было за то была канализация в подвале под столовой рудника. Под 60 температура и запах, запах, буквами не передать. Еще до ревизки дойти надо по пояс. А потом еще вытащить все что накидали и забило 159 трубу. В молодости сам проходил там крещение . Всех косипорщиков туда. А кто с будуна в узел перегруза руды. За 5 минут весь хмель вылетает из головы и не только.( Да кстати там одни женщины работали на конвеере, вытаскивали из руды палки, арматуру, бункера сжатым воздухом чистили. А в 50 метрах светилка % содержание руды проверяет светит и разделяет все колитка из сетки на соплях.) От взрывчатки амиак однако. А говорят руда не пахнет . Че то от воспоминаний не смешно стало. За этим бардаком здоровье и жизни к тому же женщин стоит.1 балл
-
Сварочной работой это назвать можно с натяжкой, и до художественной не дотягивает. Фото с мобильника, фотоаппарата толкового пока нет. Решил сделать светильник/люстру на кухню. Вот что вышло: Вид сверху: Вид на потолке (тест с одной лампочкой): Сварки там практически нет, только в горизонтальном треугольнике звенья цепи прихвачены полуавтоматом между собой. Не скажу, что прихватились хорошо, но для этих нагрузок достаточно. Цепь оцинкованная, и не умея варить всё прошло с переменным успехом. Ушло 2 метра цепи, 2 метра провода, 3 патрона, 3 пустых винных бутылки. Если считать бесплатность тары, и не учитывать "затраты" на сварку, то люстра обошлась в 5$.
1 балл
-
Как это обычно "у них" и происходит,- на плитку забили. На ковёр вне очереди вызывается Менгон. Лопата-друг сварщика: http://f5.s.qip.ru/2yrTZeUD.jpg продвигаемся: http://f6.s.qip.ru/2yrTZeUC.jpg "Оуу! Красиво получается"(с.) http://f6.s.qip.ru/2yrTZeUE.jpg 50% работы. http://f6.s.qip.ru/2yrTZeUF.jpg Для сварки очень успешно пошли ОК 61.30 2мм(две с лишним за пачку). Шлак отскакивает сам а под ним шов почти зеркальный, снял стык, но из-за особенностей игры света, вся красота на фото смотриться каким-то дефектом. Все стыки в последствии под шлифовк-полировку, а их с загибами и переходами ещё с десяток будет. http://f5.s.qip.ru/IA4wMzN1.png To be continued...1 балл
-
Ясно, понятно.1 балл
-
Сварка труб тепловых сетей а — общий вид сборочного стенда; 1 — стеллаж; 2 — трубы; 3-защитная палатка; б -последовательность сварки основного слоя швав — последовательность сварки первого корневого слоя шва с поворотом изделия на 90°; г — последовательность сварки первого корневого слоя шва с поворотом изделия на 180гр д — последовательность сварки стыков изнутри труб Сборка и сварка труб в плети различной длины вплоть до 36 м производится на металлических стеллажах с применением наружных цепных центраторов (рис. а). При этом требования к зазорам и смещениям кромок в зависимости от применяемых способов сварки могут быть разными. Так, например, если технологическим процессом предусматривается подварка стыков изнутри труб, то зазоры могут колебаться в пределах от 0 до 1,5 мм. И, наоборот, если технологическим процессом предусматривается односторонняя сварка с последующим контролем путем рентгенопросвечивании то зазоры должны быть строго регламентированы и в случае монтажа сварки стыков в неповоротном положении должны составлять 3 5-4,0 мм. Время сварки стыков с повышенными зазорами превышает время сварки стыков со стандартными зазорами примерно на 25-35%. Так, например, продолжительность сборки и сварки стыков трубопроводов d820×9 мм. При зазоре в стыке, равном 1,5 мм, составляет соответственно 46 и 50 мин. При зазоре в стыке 3,5-4 мм время сборки и сварки равно соответственно 30 и 80 мин. Таким образом, за счет более качественного проведения сварочных работ, обеспечивается требуемые сплошность наплавленного металла и формирование обратной стороны корневого слоя шва. Технология сварки труб в плети на стеллажахПервый вариант. Согласно данному варианту (рис. б) вся окружность кольцевого стыка разделяется на пять равных участков, два из которых (№ 1 и 3) заваривают в потолочном и полупотолочном положениях. Остальные участки стыка заваривают в вертикальном положении, что способствует лучшему формированию наплавленного металла шва и повышению производительности труда сварщиков. Для сварки участка № 5 изделие поворачивают на 90°. Последовательность сварки основного слоя шва показана на рис. 34,в. Видно, что сварка производится двумя сварщиками методом «Снизу вверх» и с поворотом изделия. Для сварки используются электроды d4 мм марки УОНИ-1355 или ТМУ-21У. Второй вариант. Согласно второму варианту (рис. в) стык разбивают на четыре участка, которые заваривают попарно в вертикальном положении, для чего изделие поворачивают на 180гр Такая последовательность сварки позволяет отказаться от сварки в потолочном и нижнем положениях, для которых характерны более неблагоприятные условия для формирования наплавленного металла и образование таких дефектов, как провисы и мениски. Сварка основного слоя шва производится в последовательности, показанной на рис. 34,г. Видно, что швы накладывают в удобных для формирования металла положениях и допускается приме- повышенных режимов сварки. Это способствует лучшему протеканию химических и металлургических процессов и дегазации расплавленного металла сварочной ванны. Последовательность подварки труб изнутри приведена рис. д. Наложение подварочных слоев шва производят, как правило, без поперечных колебаний электрода. Это, с одной стороны, позволяет локализовать тепловую мощность дуги на линии сплавления кромок и, таким образом, обеспечить гарантированное сплавление соединяемых кромок труб и, с другой стороны, способствует повышению производительности труда.
1 балл
-
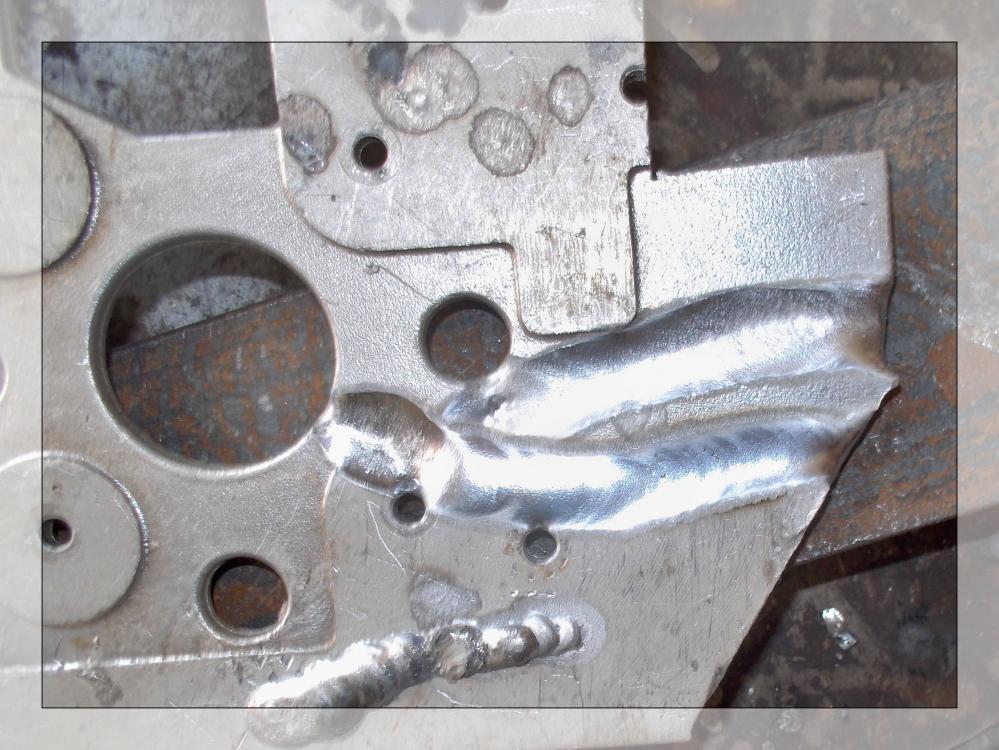
Расставим точки над i. Итак, взял рабочую пластину 5мм: Выставил 140А:, 135гц: Прошёл по плоскости от края в середину, сразу "на холодную": Проплавление: Обратная сторона: Покурил, подумал: Нужно для наглядности 60гц пройти, прошёл рядом: Обратная сторона, видим насколько меньше валик: . Люди мы взрослые, в фейки играться - опорочить свою репутацию. Такой вот наглядный расклад.
1 балл
-
http://s00.yaplakal.com/pics/pics_original/4/3/4/4558434.jpg1 балл
-
Закончил перила сегодня.Делал все сам,помощник сбежал не выдержав моего тяжелого характера.Осталось вставить стеклянные панели,но это уже не мой профиль.
1 балл