Лидеры




Популярный контент
Показан контент с высокой репутацией 04.04.2015 во всех областях
-
Алмaзное сверло6 баллов
-
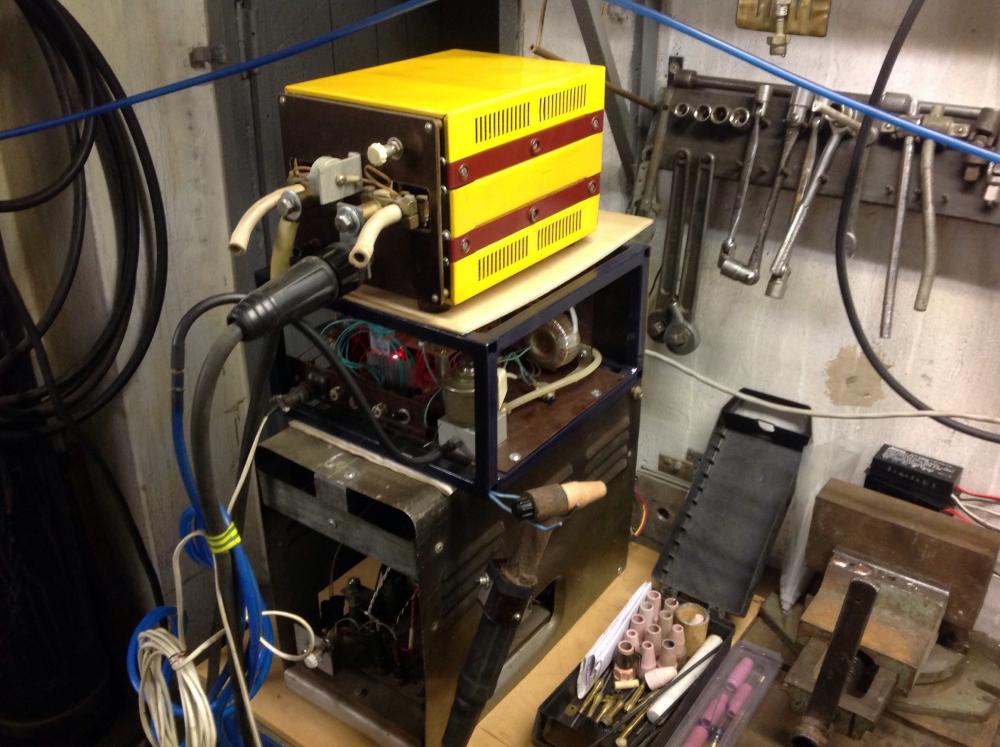
как то выкладывал фото своей машины с багажником ,вот сегодня реально ощутил его прелесть,2 камазовских баллона сверху и 2 внутри,не прелесть ли,напарник сегодня варил листы к воротам беглым 10 через 100,не признаёт он хамелеон хоть ты тресни ну не нравится он ему ,между делом заварили продольную тягу от нивы 5 дверки....называется покалымить решили...на работе хоть не появляйся....
 6 баллов
6 баллов -
Подборка. Ищут не женатых аргонщиков. http://f5.s.qip.ru/IA4wMz8N.png http://f6.s.qip.ru/IA4wMz8M.png http://f6.s.qip.ru/IA4wMz8Q.png http://f6.s.qip.ru/IA4wMz8P.png http://f6.s.qip.ru/IA4wMz8O.png6 баллов
-
http://www.youtube.com/watch?v=MJiHwA8PhVI http://s57.radikal.ru/i155/1504/86/30bb89e0c7dd.jpg http://s020.radikal.ru/i702/1504/2b/6353d72f1d07.jpg6 баллов
-
@bader, http://cs621130.vk.me/v621130401/1af49/nnb2OolRqzI.jpg6 баллов
-
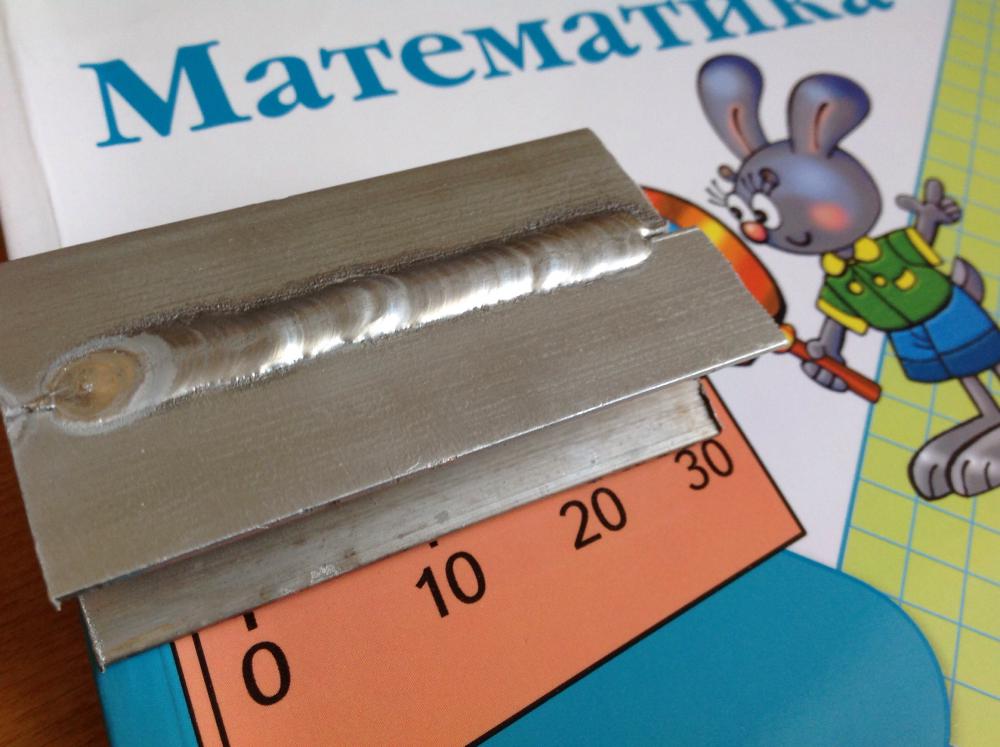
актуально.мои будни(я-типО с книгой)
5 баллов
-
Позвонили с СТО.-Надо трубу обварить,мы собрали на прихватки.-Привозите.То,что после просмотра изделия меня порывало на 99% использовать лексические обороты,промолчу.Прихватки П/а.,зазоры до 6мм. при S-1.25мм.Вставка сегментов,запиловка прихваток,результат.
5 баллов
-
Ну её хорошо использовать для съёмок в сварочном шоу. Хотя я бы тоже хотел бы иметь такую, только с более широким соплом и линзой. Всё таки я падок на такие штучки, как индеец на бусы.4 балла
-
Ну бывают же денежные клиенты Сначала-привариваю бачок, а к нему-все причандалы потом, оставляю один торец бачка не приваренным, чтобы после вырезки отверстий под патрубки, или втулки высыпать стружку изнутри, которая туда попадает и завариваю в последнюю очередь. Да и так легче попадать все эти крепления, приложил старый бачок, отметил - приварил, приложил вентиляторы, по месту крепления отметил - приварил, на легковой бачок 3-4 часа всего уходит. С грузовыми геморрой со стойками получается, её нужно на нужном расстоянии крепить и прикладываешь вымеряешь, возни много.4 балла
-
Хмм..
4 балла
-
Всем привет! Наконец то решил представиться. Зовут Влад, 25 лет. Высшее образование по специальности инженер-педагог (машиностроение). С техникой связался в 14 лет - на свой день рождения и по сегодняшний день бок о бок. Все начиналось с мотоциклов, затем пошло в дело все что имеет двигатель внутреннего сгорания или приводится в движение механически. После универа отправили на отработку (у нас в Беларуссии такое еще есть). Потом армейка в рембате. После армейки решил поездить на заработки в Москву. Около года работал на стройке. Затем решил конкретно уплетать корни в родном городе. Купил грузопасажирский бус, полуавтомат. На днях приобрел аргон. Варить начал только с покупкой п/а (около года назад). Теперь вот решил более конкретно сделать упор на сварку. Ну вроде и всё!3 балла
-
https://youtu.be/Hl7RL_4QEA0 маленько по колхозил3 балла
-
Замена пластиковых бачков, мицубиси и реношка грузовая.
3 балла
-
http://www.i-mash.ru/uploads/posts/2015-04/1427977061_atomnojj-podvodnojj-lodki-k-222-zolotaja-rybka.jpg Центр судоремонта «Звездочка» в Северодвинске провел утилизацию самой высокоскоростной в истории подводного флота атомной подводной лодки К-222, известную также как «Золотая рыбка», сообщила пресс-служба предприятия. «В последних числах марта наши специалисты завершили уникальную операцию по выгрузке отработавшего ядерного топлива (ОЯТ) и герметизацию реакторов АПЛ», - цитирует сообщение пресс-служба ТАСС. «В предстоящую навигацию оставшийся от разделки атомохода трехотсечный блок (из реакторного отсека и двух смежных с ним - прим.) будет отбуксирован в Сайда-губу на Кольском полуострове, где реакторный отсек поднимут на берег и переведут в пункт долговременного хранения», - говорится в сообщении. Ранее «Звездочка» выиграла тендер и заключила контракт с Росатомом на утилизацию К-222 - первой отечественной субмарины с корпусом, изготовленным из титановых сплавов. Работы по ее утилизации начались в 2010 году. Как пояснили на «Звездочке», наиболее сложной частью проекта стала выгрузка ОЯТ. «Конструктивные особенности реакторов К-222 не позволяли использовать для извлечения топливных сборок оборудование, применявшееся на АПЛ других проектов, пришлось, по сути, конструировать и делать новое», - отметили на верфи. В мае 2013 года «Звездочка» приступила к выгрузке ОЯТ из реакторов субмарины. «Свыше 700 радиоактивных стержней требовалось переместить из реакторов субмарины в специальные транспортные контейнеры, - уточнили на судоверфи. - В декабре прошлого года «Звездочку» покинул первый спецэшелон, увозящий отработавшее ядерное топливо на уральский комбинат «Маяк» для хранения и переработки». К-222 (до 1978 года - К-162) была заложена на судоверфи «Севмаш» в декабре 1963 года, в 1970 году включена в состав Северного флота. Из-за длительного и дорогостоящего строительства, уникальных характеристик получила прозвище «Золотая рыбка». В 1989 году АПЛ исключена из состава ВМФ. Установленные подлодкой в 1970 году рекорды скорости под водой - 44,7 узла (около 83 км/час) - до сих пор не побиты.и-Маш. Ресурс Машиностроения.2 балла
-
@temu4en,Ну на производстве такими (стеклами) не пользуются. А если (макнуть) при сварке алюминия, потом оттирать. Для эксперимента если, когда делать нефига.2 балла
-
Ничего не будет. можете шланг с кислородом в ведро масла или бензина опустить и бурбулировать до посинения. Многие системы плазменной резки расчитанны на смену газа, режут либо воздухом либо килородом или азотом в зависимости от материала. Кислород естественно для железа применяется, значительно ускоряет и улучшает процесс резки.2 балла
-
Ура! Ура! Ура! Приобрел сегодня установку порошкового напыления. И 300кг разных красок диких цветов. Ну и пару пистолей "лидер" для подкраски Теперь осталось дождаться пока придет. https://youtu.be/3WDUKw0LBwA
2 балла
-
Спустя три месяца смонтировал лестницу
2 балла
-
представляю вашему вниманию новый вид вирт искусства- реалтиватор нынче реальные убеждения горазду круче выдуманной подписи http://s019.radikal.ru/i609/1504/3e/d6ff1daa1a4d.jpg2 балла
-
Здравствуйте, Вам письмо из Челябинска http://s00.yaplakal.com/pics/pics_original/7/5/6/5164657.jpg2 балла
-
странное и спорное заявление.1 балл
-
Так точно. Нет никакого байпаса. В бачек не сливает бачек работает как расширитель, с него один шланг на верхний патрубок радиатора через тройник и далеена горелку. Обратка идет горелка- насос- нижний патрубок радиатора. Вся система объёмом 2,5 литра водки. Беру 5 литров за 500 рублей казахстанская сам не пью но пахнет спиртягой конкретно и не замерзает и даже горит. Покупал местную башкирскую через 4 дня почернела видно шланги стала разьедать и водкой не пахнет брал в магазе башспирт за 225 рублей 0,5 литра. Если варить диски и бошки то нагревается гдето до 40-50 градусов. Этот радиатор а горелка фоксвелд 18 чуть теплая . Если че не понятно спрашивай отвечу но не быстро работы много.1 балл
-
Вот ссыль на продавцов. Брал не у них. http://www.rpe.ru/ruchnie-ustanovki-optiflex2.html Издано в Швейцарии ITW Gema GmbH ул. Mövenstrasse 17 9015 Санкт-Галлен Швейцария Тел. : +41-71-313 83 00 Факс: +41-71-313 83 83 Эл. почта: info@itwgema.ch Интернет-страница: www.itwgema.ch По деньгам обошлось сурьезно.1 балл
-
В данный момент вы обычная балаболка пока не докажете обратного. Клятвенные обещания фотографий мы видели еще несколько страниц назад.1 балл
-
Он действительно у вас только половину выдаёт. Я 10 мм металл с разделкой на 120 А свариваю, чтобы не перегреть. 120 А достаточно чтобы проплавить металл 4 мм в стык насквозь.1 балл
-
Сварщик - маркетолог, умно. Все равно, что менеджер - экономист . Я с вами ЯП не дочитаю, вы вообще спите, или только на критику огрызаетесь ? По существу, мое мнение, капюшон, это ненужная вещь, во всяком случае для ваших целей. Квалифицированный специалист не допустит, чтоб ему на голову сыпались искры. И будет принимать удобное для сварки положение. Исключения есть всегда. Подобие такого капюшона использовал в других целях, защищал глаза от солнечных бликов, если варил на улице в ясную погоду, от сварщиков, варящих сзади и белых стен в маленьком помещении (если не было возможности установить ширму). Кстати, конструкторы, проверьте как в ней дышится в жару и холод, и как будут вести себя стекла без надлежащего проветривания. Как писали выше, у вас неудачная форма самой маски, которая предпологает залет искр вовнутрь. Да и мой нос в ней не поместится.1 балл
-
Наверняка уже было, но уж очень актуально и злободневно... Первоисточник: http://www.youtube.com/watch?v=RRObLasE-Uw
1 балл
-
Советская реклама
1 балл
-
https://youtu.be/12gTupjFzHw1 балл
-
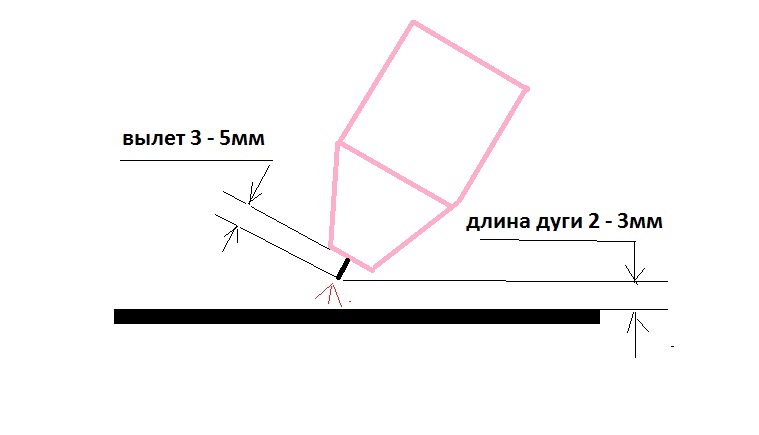
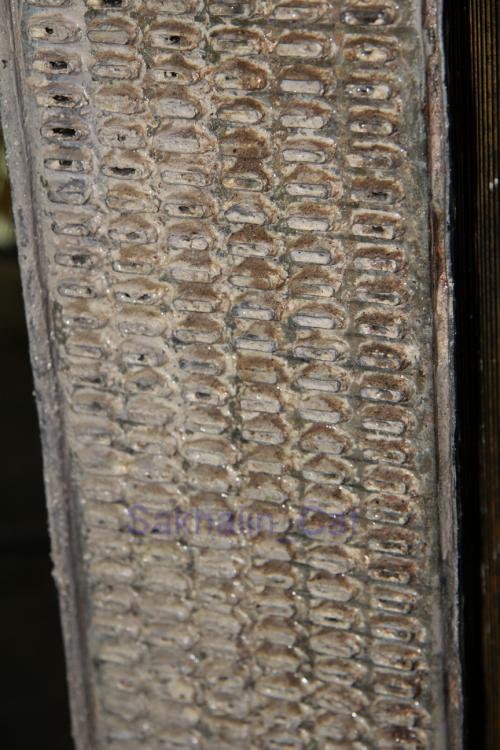
@K_SANEK_26, Добавлю собранно на прихватки и такое тонкое без зазоров. Аппарат настройте на прихватки, как настроить найдете здесь и чуть выше почитайте. Прихватки будете делать, поджимайте листы к друг другу отверткой или еще чем подходящим и убирайте зазоры можно с помощником http://websvarka.ru/talk/topic/432-svarka-video/?p=138241 Во время сварки горелку везти без рывков плавно и соблюдая длину дуги примерно как на рисунке 2 - 3мм, больше будет, будут прожоги, меньше держать сможете , это приветствуется и прожогов не будет и шов не широкий и аккуратный будет. На вашем первым фото вижу что нерж лежит вроде как на куске ламината (или ошибаюсь) . Вы что на этом ламинате свариваете? Подложите под нерж. кусок алюминия на крайний случай , он будет часть тепла забирать и вам в помощь.
1 балл
-
- Как я тебя узнаю? - Я буду в синем бентли http://cs543102.vk.me/v543102123/2748/1-go1IhZ3qk.jpg1 балл
-
На подводных лодках имеется система ЛОХ Вполне возможно этот баллон из какой-нибудь систмы ХАС. Что у нас по оборонке в Омске?1 балл
-
скукота на работе выездов нет... напарник от безделия телек гоняет= вместо антены оцинковку полимером дунутую приладил.....я от скуки доделал мойку ну машину помыл ....пескоструй что ли завтра придумать....
1 балл
-
А мы вчера наконец-то закончили маршевый двигатель. Правда пришлось модернизировать головную часть космического челнока, так как ионные двигатели пространственного положения были не расчитаны на увеличение тяги основной силовой установки. И наконец то заработала гравитационная установка. Теперь мы спокойно можем менять ускорение от ноля до 40км\сек практически мгновенно, что позволяет нам совершать маршрут замля - луна 2 раза в сутки вместо одного раза как было до этого. Так-же пришлось прикрутить лазерный маячок, так как прикрученный ранее автомобильный клаксон было не слышно в безвоздушном пространстве, а без него пилот не замечал, что параметры двигателя выходят за запрограммированные пределы. В общем эксплуатируем с вчерашнего дня челнок полным ходом вместе со спонсором. Фотографий к сожалению предоставить не могу, надеюсь вы понимаете, что этот проект является коммерческой и военной тайной. Но могу рассказать какого обьема мы установим топливные баки при следующей модернизации. Ну и понаставил вам марсианских плюсиков, так как полностью солидарен с вашими действиями. Правда у нас уроженцев красной планеты - "марсианский плюс" это ваш Земной минус. Но думаю, что это не страшно и отражает адекватную оценку тем фотографиям которые вы нам показали.1 балл
-
@Tverskoi69,А то ,что два рыбхоза четверть века по 200 тонн карпа в Калинин (Тверь) отгружают, это как? Рыбка то радиактивная наверное?1 балл
-
Переделка крепления и патрубков радиатора.
1 балл
-
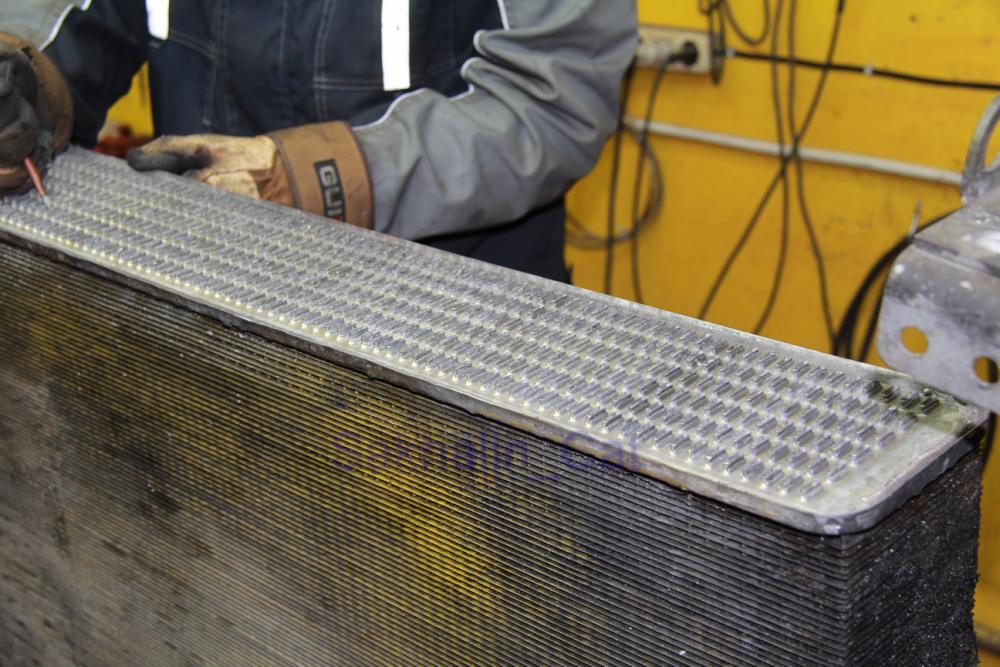
Очередная и опять небольшая партия фоток с работы. Типа апну тему.
1 балл
-
OTС Daihen - тоже неплохие аппараты. Уточнить бы опрос надо. Что такое за профессиональное сварочное оборудование меньше 30000 р стоящее? Или мы про инверторы говорим? Своим сварным в цех ничего 2 фазного бы не купил. А всё трёхфазное вообще в другом ценовом диапазоне находится.1 балл
-
http://cs425222.vk.me/v425222300/8df4/SVtpj2NKwbw.jpg1 балл
-
Механики команды «Ferrari» обсуждают предстоящую гонку. Гран-при Монца, Италия. http://s00.yaplakal.com/pics/pics_preview/2/2/5/4881522.jpg1 балл
-
Еще немного древних самоделок (тазики сваривать).
1 балл
-
Да нет, все верно он говорит, да и тех. характеристики подтверждают это. Начнем с пульса на Highpuls до 600а пик пульса, на Мирт до 800а , частота импульса на моем как знаю до 300гц, здесь до 10000гц (у меня на тиг до 2500гц быстрый импульс), а здесь как на LORCH speedpulsе, только на лорх раза в три меньше он , возможность менять форму импульса от этого много зависит, на наших брендах только через программу на ПК, которая довольно дорогая, или покупать готовые программы с импульсами у производителя, я просто уверен что нам продают с устаревшими и посредственными программами и импульсами. Посмотришь на выставке, такие швы кладут П\А , но это на выставке, там фирма забила для показа и привлечения покупателя всё самое крутое, которое иногда дороже самого аппарата получается. Так что МИРТ-1 покруче получается, умели делать.
1 балл
-
Это чудо колесит по дорогам РФ, на основании физических законов нашей вселенной, причем гравитация, ускорение и время играют в этом процессе немаловажную роль и позволяют ему делать это с легкостью и своеобразным изяществом. Хозяин заказавший этот пепелац им доволен и периодически благодарит нас за создание столь интересного агрегата. А большего нам и не нужно. К всеобщему сожалению мы еще не развились до того уровня, чтобы свободно нарушать основные законы физики, поэтому нам приходится создавать технику на их основе.1 балл
-
Где? Американские сварщики используют их так же широко и в соответствии с областью применения. http://www.millerwelds.com/resources/articles/stick-electrode-selection/ 6013 electrodes produce a soft arc with minimal spatter, offer moderate penetration and have an easily-removable slag. These electrodes should only be used to weld clean, new sheet metal. 6013 электроды производят мягкую дугу с минимальным разбрызгиванием, с умеренным проникновение и легко удаляемым шлаком. Эти электроды должны использоваться только для сварки чистого, новый листового металла.1 балл
-
Абсолютно согласен с Дмитрием. Пайка довольно выгодное и простое дело, поэтому не стоит отказываться от этого процесса если что-то не получилось в первый раз. Просто в этом процессе есть несколько своих тонкостей которые нужно обязательно соблюдать и тогда всё получится. 1) "Стерильность" Детали должны быть зачищенны до металла. При пайке латунного радиатора который у вас на фото, это до желтого цвета. Привезли вот такое: Тщательно чистим щеточкой С помощью ковырялок и щеточки. До вот такого состояния Паяем с помощью вот таких паяльников Вот таким способом: Предварительно намазав хлористым цинком с помощью кисточки. На последних фото напаивается скобка U-образной формы одетая на порванную вдоль трубку. Так как правильный мастер старается трубки не вырубать.
1 балл
-
Изготовление Бойлера: http://www.argon.pw/IMG_Forum/Boiler/Boiler_www.argon.pw_01s.jpg http://www.argon.pw/IMG_Forum/Boiler/Boiler_www.argon.pw_02s.jpg http://www.argon.pw/IMG_Forum/Boiler/Boiler_www.argon.pw_03s.jpg http://www.argon.pw/IMG_Forum/Boiler/Boiler_www.argon.pw_04s.jpg http://www.argon.pw/IMG_Forum/Boiler/Boiler_www.argon.pw_05s.jpg http://www.argon.pw/IMG_Forum/Boiler/Boiler_www.argon.pw_06s.jpg http://www.argon.pw/IMG_Forum/Boiler/Boiler_www.argon.pw_07s.jpg http://www.argon.pw/IMG_Forum/Boiler/Boiler_www.argon.pw_08s.jpg http://www.argon.pw/IMG_Forum/Boiler/Boiler_www.argon.pw_09s.jpg http://www.argon.pw/IMG_Forum/Boiler/Boiler_www.argon.pw_10s.jpg1 балл
-
http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_11s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_12s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_13s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_14s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_15s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_16s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_17s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_18s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_19s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_20s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_21s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_22s.jpg1 балл
-
ремонт вентилятора http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_01s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_02s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_03s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_04s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_05s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_06s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_07s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_09s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_10s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_08s.jpg1 балл
-
А без деревянных чёпиков ни как? Одеваешь кусок подходящей пластиковой бутылки и по кругу проходишь феном. 0,5кг/см2 держит без хомута. В место пробки на нижнем фото можно вставить или одеть воздушный шланг.
1 балл
-
Сегодня паял интересный радиатор 3 в одном, от Тойоты Альфард. Сифонило на двух сотах сверху и снизу, как раз в месте перехода сота - бачок. Две запаял, зисифонило на ближайших, видать от нагрева. Чёто японцы последнее время стали сильно экономить на хорошем металле, чем свежее машина, тем быстрее сыпится.
1 балл