Лидеры




Популярный контент
Показан контент с высокой репутацией 21.02.2015 во всех областях
-
вот кое что из повседневки,как наш кузнец гнёт переходные накладки для рельс....видео не влезло плин я его на однокласниках прогрузил..
 8 баллов
8 баллов -
Доделал таки надрамник. Окончательно сваривал все прямо на шасси, что бы потом проблем с отверстиями крепежными не возникло. Косынками все как следует усилил. Потом приступил к кузову. Фото пока не делал, но там в основном вырезал ништяки, оставленные сварщиками до меня. :-) фото ремонта позже будут. А тут привезли ребятам новую резину, а это лишний повод разжиться новой кувалдочкой. Вот какой-то вал приперли. А вот уже непосредственно "шиномонтаж")))
6 баллов
-
Раз в неделю проезжаю мимо этого дома и только сегодня обратил внимание- респект хозяину!
6 баллов
-
Неделю назад подогнали прицеп для апгрейда доведения до хотелок владельца. ТЗ: борта поднять, обшить сеткой, похожей на ту, чем дно выстлано. В прицепе окромя квадрика планируется перевозить шмурдяк - от надувной лодки до спальника, надо, чтоб это не вывалилось в процессе поездки. Сделать дуги под тент сверху. Сделать замки правого откидного борта и заднего откидного борта, чтоб не открывались на пересечёнке. Сильно не утяжелять при этом. В итоге: каркас 20х20х1,2, сетка 2500х1000х2 (чешуя). Каркас для откидного борта. "Токарка для бедных": муфты М10 просверлены сверлом Ф11 Центральный шарнир чисто для устранения гуляния по длинной стороне (муфта М10 пополам и гайка М10)
5 баллов
-
Будем монтировать вот этот кузов На вот это шасси Начал с надрамника, который стоит между шасси и кузовом. Он с машины "перевертыша", еще и самопал в грубой форме. Порезал на части, что еще пригодится - в сторонку Почти все разделял по швам кислородом. Кое что почистил и усилил там где погнило и полопалось. Примерка на кузов. На самом кузове тоже кроилова хватает, без работы не останусь. По мере продвижения буду выкладывать еще фото, а пока на закуску- три обломанных болта м22 на бульдозере. Один вообще под корень. Делаем вот такую штуковину из гайки Вставляем, привариваем и выкручиваем
5 баллов
-
Эта история произошла во времена ярой дружбы СССР и Кубы. Тогда наши дальние стратегические бомбардировщики Ту-95 регулярно кружили вокруг Кубы и делали аэрофотосъемку всего что можно. Кстати, американцы в этом районе держали свои боевые корабли, в том числе и несколько авианосцев. Так вот, летит над океаном один Ту-95 (К слову, кто не знает что такое Ту-95: это огромадная махина, с размахом крыльев около 85 метров – пошире, чем палуба авианосца, с 4-мя здоровыми двигателями и 8-ю 3-х метровыми винтами), летит никого не трогает, и подлетает к нему сбоку американский перехватчик (просто по курсу Ту-95-того находился авианосец штатов). Пилот знаками показал «открой бомболюк» (мало ли, вдруг у тушки там бомба и он летит потопить его аэродром). Наши летчики открыли ему бомболюк. Пилот подлетел снизу, увидев что ничего кроме фотоаппаратуры там нет, успокоился. Опять поравнявшись с тушкой, он улыбался, подмигивал, а потом показал брюхо своего самолета вместе с ракетами воздух-воздух, на что тушка грозно повертев своими 8-ю пушками (обмен любезностями, так сказать). Но пилот не успокоился и решил пошутить – он показал команду «садись!». Наши переспросили: - «садиться?!». - «Yes!» - «на авианосец?!» - «Yes!» - «Ок» - сказали русские и на подлете к авианосцу пошли на посадку… Но как они пошли на посадку…..Снизили высоту и скорость… Выдвинули все свои закрылки и прикрылки…. Задрали нос….Даже выпустили шасси!!! Так американские матросы, увидев, что сейчас на них сядет эта махина и от палубы, самолетов, людей и построек оставит одну палубу, начали прыгать в воду!! А высота малоприятная – примерно с 9-ти этажный дом. Наши конечно не сели, а в последний момент свернули в сторону и летели на минимальной высоте, чтобы скрыться от вражеских локаторов. Как говорят очевидцы на аэродроме, после приземления, наши летчики от смеха буквально вываливались из самолета...4 балла
-
Вот и прибамбасы китайские приехали, надо срочно идти в гараж http://cs624423.vk.me/v624423196/248a9/aOMBPBqldXc.jpg3 балла
-
Сверкаешь себе, сверкаешь, а вокруг папарацци бегают http://cs623323.vk.me/v623323957/1b307/HHMa5gTPw-A.jpg3 балла
-
http://cs425222.vk.me/v425222300/8df4/SVtpj2NKwbw.jpg3 балла
-
То, что Вы поставили регулирующую арматуру на входе/выходе потребителей тепла, это ещё не смесительный узел. Даже не "так называемый"... Это-регуляторы расхода. Не вдаваясь в теоретические дебри по расчёту ТП, сообщу, что смесительный узел должен иметь в своей конструкции как регулятор расхода теплоносителя, так и циркуляционный насос в контуре ТП, обеспечивающий оптимальную циркуляцию во всех участках ТП и равномерную температуру по всей длине теплообмнных трубок ТП. У Вас же получается что? Вы вентилем поджали расход теплоносителя, уменьшили объём, проходящий через систему в единицу времени. В итоге получаете такую картину:на входе в контур ТП температура будет гораздо выше, чем на выходе. Тут даже раскладка труб типа "улитка" не поможет. А на "змейке"-вообще разница температур будет фиксироваться и без применения пирометра.. А должно быть так: циркуляционник гоняет теплоноситель по трубкам в таком объёме, чтобы разница температур на входе/выходе была не более 5 град. Для поддержания температуры из внешнего контура теплоснабжения (от котла) осуществляется подмес теплоносителя с более высокой температурой (но, в меньших количествах, нежели циркуляция в контуре ТП). Регулировка подмеса может осуществляться по-разному. Вручную, вентилем, как Вам угодно, либо автоматически, вентилем с термостатической головкой, или регулятором расхода с электроприводом, управляемым электронным блоком.3 балла
-
http://risovach.ru/upload/2013/12/mem/poker-fejs_38905219_orig_.jpg2 балла
-
Не могу с этим не согласиться. На фото, впрочем, он не такой большой кажется. Второй кот для сравнения
2 балла
-
Пополнение.Вторая неделя пошла.
2 балла
-
Ничего не понял, но http://img0.joyreactor.cc/pics/comment/%D0%B0%D0%BD%D1%82%D0%B8%D1%80%D0%B5%D0%BB%D0%B8%D0%B3%D0%B8%D1%8F-%D1%83%D0%B4%D0%B0%D0%BB%D1%91%D0%BD%D0%BD%D0%BE%D0%B5-503468.jpeg2 балла
-
РАДС 270А
2 балла
-
Как всегда меняли трубы и как всегда дорогу не разрешили копать , пришлось так и пропихивать трубы.
2 балла
-
продолжение-ну,почти высохло..)) секретные технологии. и на закуску http://youtu.be/12afpxKdl10
2 балла
-
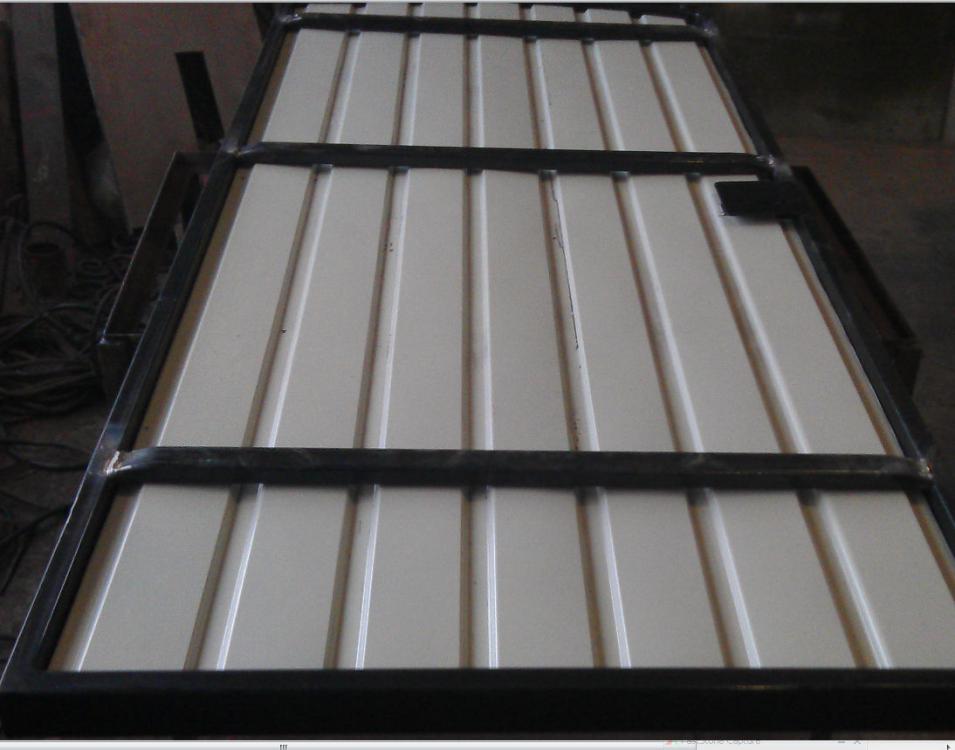
слепили/покрасил . завтра профлистом шить будем,если успеет высохнуть. (если не успеет-тоже будем. потому что молодой директор--дурак..э.э.э. малокомпетентен в сроках и физических законах по части температура воздуха/скорость высыхания краски. )
2 балла
-
Чтобы научиться "варить" достаточно недели, а чтобы научиться "варить хорошо" некоторым не хватает всей жизни. Примеров тому - Тьма.2 балла
-
Сущность процесса сварки ТИГ Полное наименование этого процесса сварки таково: Ручная дуговая сварка в инертном газе вольфрамовым электродом (ДСТУ 3761.3-98 "Сварка и родственные процессы. Часть 3 Сварка металлов: соединения и швы, технология, материалы и оборудование. Термины и определения"). Схема и сущность процесса сварки ТИГ показана на рисунке ниже. http://weldering.com/sites/default/files/styles/large/public/scheme_tig.jpg?itok=tzyuysMz Кромки свариваемого изделия и присадочный металл расплавляются дугой, горящей между неплавящимся вольфрамовым электродом и изделием. При этом используется электрод либо из чистого, либо из активированного вольфрама. При необходимости в сварочную ванну добавляется присадочный металл. По мере перемещения дуги расплавленный (жидкий) металл сварочной ванны затвердевает (то есть кристаллизируется), образуя сварной шов, соединяющий кромки деталей. Сварное соединение образуется либо только за счет расплавленного основного металла, либо за счет, как основного металла, так и металла присадочной проволоки. Дуга, сварочная ванна, торцы вольфрамового электрода и присадочной проволоки, а также остывающий шов защищены от воздействия окружающей среды инертным газом (аргоном или гелием), подаваемым в зону сварки горелкой. Сварка выполняется либо постоянным током прямой полярности, когда плюсовая клемма источника питания подключается к изделию, а минусовая – к горелке, либо переменным током (при сварке алюминия). Область применения сварки ТИГ Этот способ сварки широко применяется в химической, теплоэнергетической, нефтеперерабатывающей, авиационно-космической, пищевой, автомобилестроительной и других отраслях промышленности для сварки практически всех металлов и сплавов: углеродистых, конструкционных и нержавеющих сталей, алюминия и его сплавов, титана, никеля, меди, латуней, кремнистых бронз, а так же разнородных металлов и сплавов; наплавка одних металлов на другие. Сварочный источник питания Сварочный источник питания обеспечивает сварочную дугу электрической энергией. В качестве источника питания при сварке ТИГ используются: - сварочные трансформаторы – при сварке на переменном токе; - сварочные выпрямители и генераторы – при сварке на постоянном токе; - универсальные источники питания, обеспечивающие, как сварку переменным, так и постоянным током. Источники питания для сварки ТИГ должны иметь крутопадающую внешнюю вольт-амперную характеристику.Такая характеристика обеспечивает постоянство заданного значения тока сварки при нарушениях длины дуги, например, из-за колебаний руки сварщика. Пример универсального инвертерного аппарата AC/DC Итальянской фирмы INE: Аппарат Miller Maxistar постоянного тока DC: Аппарат ESAB постоянного тока DC: Аппарат ESAB универсальный AC/DC: Аппарат универсальный тип - "Китаец обыкновенный": Сварочная горелка Основным назначением горелки для дуговой сварки ТИГ является жесткое фиксирование вольфрамового электрода (W-электрода) в требуемом положении, подвода к нему электрического тока и равномерного распределения потока защитного газа вокруг сварочной ванны. Она состоит из корпуса (ручки) и головки покрытой изолирующим материалом. Обычно, в рукоятку горелки встроена кнопка управления для включения и выключения тока сварки и защитного газа. Некоторые современные горелки имеют кнопку управления током в процессе сварки. Цанга позволяет жестко закрепить W-электрод в горелке; для этого необходимо закрутить тыльный колпачок до отказа. Обычно, тыльный колпачок достаточно длинный, чтобы вместить в себя всю длину электрода, как это показано на рисунке. Но для работы в стесненных условиях горелки могут снабжаться и короткими колпачками. Горелки для сварки ТИГ разработаны самых разных конструкций и размеров в зависимости от максимального требуемого тока, а также от условий ее применения. Размер горелки также влияет на то, как горелка будет нагреваться и охлаждаться при сварке. Конструкция некоторых горелок предполагает их охлаждение потоком защитного газа (это так называемые, горелки воздушного охлаждения). Горелки также отводят тепло в окружающее пространство. Имеются также горелки с водяным охлаждением. Они, обычно, предназначаются для использования на повышенных токах сварки. Горелки ТИГ с водяным охлаждением, как правило, имеют меньшие размеры, чем горелки воздушного охлаждения для тех же токов сварки. Типы сварочных горелок и их внешний вид: Газовое сопло. Функцией газового сопла является направлять защитный газ в зону сварки с тем, чтобы он замещал окружающий воздух. Газовое сопло крепится к горелке ТИГ на резьбе, что, в случае необходимости, облегчает его замену. Они обычно изготавливаются из керамического материала для того, чтобы противостоять интенсивному нагреву. Вид "стандартных" газовых сопел: Все комплектующие к газовым горелкам показанные на фото выше, различаются размерами. Например для электрода ф1,6мм. необходимо применять цангу и цангодержатель именно для 1,6мм. Соответственно для 2,4мм применяются цанги и цангодержатели ф2,4мм, для ф3,2мм - 3,2мм соответственно. Возможно применение цангодержателя большего размерного ряда. Например для цанги+электрода ф1,6мм можно поставить цангодержатель ф3,2мм, но это ухудшит тепловой контакт цанга-цангодержатель, что теоретически должно усилить нагрев цанги и ускорение её выхода из строя. не забыть выложить фотки жженных цанг.... Газовые линзы. Другим типом сопел являются сопла со встроенными газовыми линзами, в которых поток газа проходит через металлическую решетку, что придает ему большую ламинарность, обеспечивающую более надежную защиту, так как такой поток более устойчив к воздействиям поперечных воздушных потоков и действует на большее расстояние. Преимуществом сопла, обеспечивающего ламинарный поток газа, заключается в том, что можно устанавливать больший вылет электрода, что дает сварщику лучший обзор сварочной ванны. Газовые линзы также снижают расход газа. Фотографии прочих цанг и керамики: Разница в потоке при исп. простой керамики и газовой линзы Обычное сопло Сопло с газовой линзой http://weldering.com/sites/default/files/styles/large/public/tig_nogaslinza.jpg?itok=3-8cf7qlhttp://weldering.com/sites/default/files/styles/large/public/tig_gaslinza.jpg?itok=0uC7VVRc http://weldering.com/sites/default/files/styles/large/public/tig_graf.jpg?itok=K18nA3f5 При импульсном режиме сварки устанавливаются два уровня тока: ток импульса и ток базы. Значение тока базы выбирается из условия поддержания горения дуги. Плавление основного металла осуществляется током импульса, в то время как во время паузы сварочная ванна остывает (вплоть до полной кристаллизации в зависимости от параметров импульсного режима). Длительности импульса и паузы могут регулироваться. http://weldering.com/sites/default/files/styles/large/public/tig_impuls.jpg?itok=gcneMIMU При импульсной сварке шов выглядит, как ряд наложенных друг на друга сварных точек, причем степень их перекрытия зависит от скорости сварки. http://weldering.com/sites/default/files/styles/large/public/weld_joint.jpg?itok=rEhcF1yf Основные параметры режима ручной сварки ТИГ К основным параметрам режима сварки ТИГ относятся: - тип вольфрамового электрода; - диаметр электрода; - тип защитного газа; - сила тока сварки (Iсв); - напряжение на дуге (Uд); - скорость сварки (Vсв). Защитные газы Защитный газ выполняет несколько функций. Одна из них заключается в том, чтобы вытеснять собой из зоны сварки окружающий воздух и, тем самым, исключить его контакт со сварочной ванной и раскаленным вольфрамовым электродом. Он также выполняет важную роль в обеспечении прохождения тока и передаче тепла через дугу. При сварке ТИГ используются два инертных газа: аргон (Ar) и гелий (He), из которых первый газ используется чаще. Они оба могут быть смешаны друг с другом, или каждый из них с другим газом, который обладает восстановительной способностью, т.е. вступает в связь с кислородом. При сварке ТИГ в качестве газов с восстановительной способностью используются два газа, водород (H2) и азот (N2). Выбор типа защитного газа зависит от типа материала, подлежащего сварке. Электроды Внешний вид вольфрамовых электродов: Неплавящиеся вольфрамовые электроды для дуговой сварки в защитных газах изготавливаются 4-х типов (согласно ГОСТ 23949-80): ЭВЧ – чистый вольфрам без специальных добавок; ЭВЛ – вольфрам с добавкой окиси лантана (1,1 – 1,4%); ЭВИ – вольфрам с добавкой окиси иттрия (1,5 – 3,5%); ЭВТ – вольфрам с добавкой двуокиси тория (1,5 – 2%). Род тока и полярность влияют, прежде всего, на форму провара. Эта зависимость условно представлена на рисунке. http://weldering.com/sites/default/files/styles/large/public/tig_polyar.jpg?itok=HDQSSRz3 А - постоянный ток прямая полярность; Б - постоянный ток обратная полярность; В - переменный ток; В процессе сварки происходит затупление электрода и, как следствие, уменьшение глубины провара. Затачивать конец электрода для сварки переменном током рекомендуется в виде сферы, а для сварки постоянным током – в виде конуса. Угол конуса должен быть 28 - 30°, длина конической части должна составлять 2 – 3 диаметров электрода. Конус после заточки должен быть притуплен, диаметр притупления должен быть от 0,2 до 0,5 мм. http://weldering.com/sites/default/files/styles/large/public/image60.jpg?itok=Ut_y7qmR Процесс заточки электрода показан на рисунке ниже. При заточке электрода могут использоваться переносные аппараты, или стационарные со специальными направляющими для электрода или без них. Пример машинки для заточки электрода: Заточка W-электрода http://weldering.com/sites/default/files/styles/medium/public/tig_zatochka.jpg?itok=BcxFZJSa http://weldering.com/sites/default/files/styles/medium/public/tig_riski.jpg?itok=nToQobPV
1 балл
-
Решил запостить тему, а то всё как-то не решался. Сегодня никаких фото не будет, а будет видево, но позже, так как фотом не передашь, то что я вложил в свою любимицу. Сваркой занимаюсь давно, года эдак с 86-ого, ещё слесарем работал на заводе. А сварка была допзаработком. Работали с отцом в обычном капгараже - желгаражи, желворота на капгаражи, потом пошли двери и решётки, изготовляли всякие метконструкции, ну и ремонтировали всякое садоводческое железо. В 2001 отца не стало, мачеха прибрала гараж, (благо хоть инструмент отдала), и ушёл я на выездные работы. Сначала катался на семёрке, подобрал бригаду - племянник и зять. Поменял инструмент, ну и задумался о машинке. В итоге понравилась Корейская Бонго 3 - полный привод, дублькаб, дизель, грузоподъёмность 800-1000 кг (по разным источникам). И была она куплена в 2008 году, и с тех пор всё унифицируется. На сегодняшний день, вроде укомплектована по полной, для моих задач. Так как сварщик я со строительным уклоном, то и инструмент соответствующий. Некоторые сварщики будут в ступоре, типа "Зачем это нужно?", а оно надо.... На сегодня всё, палец устал...1 балл
-
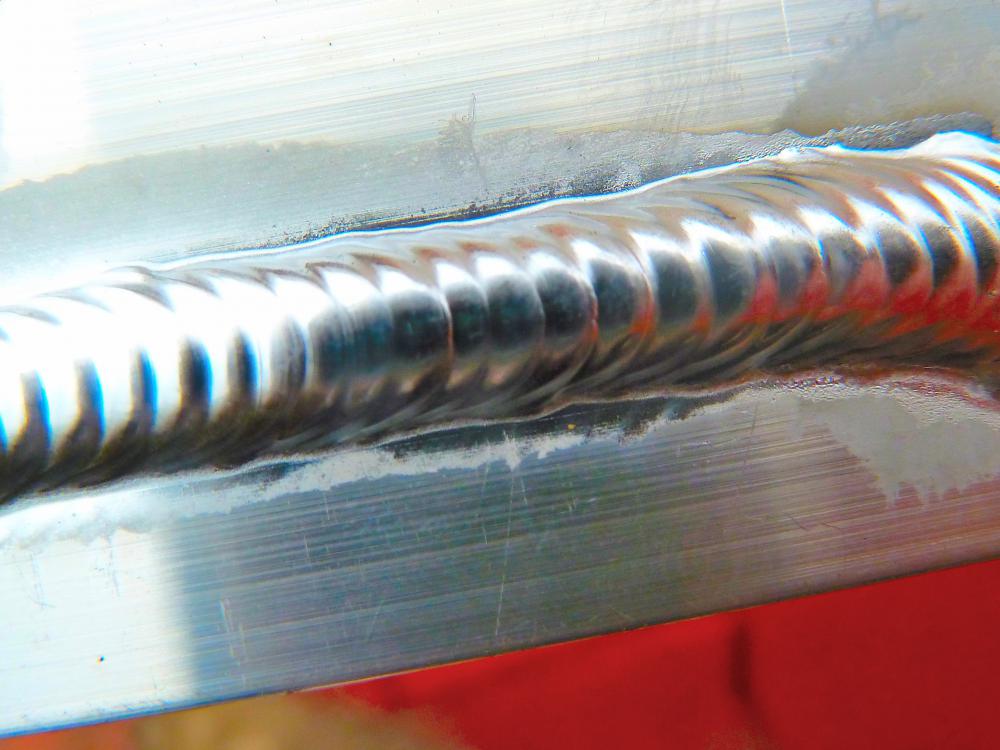
Подачей "втыканием" присадка можно получить швы с разным внешним видом.
1 балл
-
Это характерно для сундуков с 8 крутелками. 9ая крутилка на гашение.1 балл
-
Я же говорю не работает.
1 балл
-
У меня на данный момент 2 компрессора в гараже. 1 покупной, второй самоделка. Самоделка сделана из 2 ресиверов по 20 литров, ЗИЛовского компрессора и двигателя на 2,2 кВт. На заводском компрессоре качает около 8-9 атм (но это все настраивается), на самопале - 13 атм. Заводской обычно использую там где надо более чистый воздух (покраска, грунтовка и т.п.), самоделку для промывки и продувки. Чтобы использовать самоделку для ответственных работ надо компрессор с хорошей поршневой. У меня например уже немного поршня пускают масло.1 балл
-
Скорее всего, пластины ржаветь начали. Разбирайте и чистите. Только сильно не усердствуйте, когда будете чистить, пластины не должны иметь между собой контакт. Они на заводе покрашены лаком и этот лак не нужно удалять. Удалите только ржавчину, которая увеличивает толщину пластины. Можете потом покрасить, не толстым слоем. Потом соберёте без проблем, не стОит бояться, что не попадёте в прежний размер. Попадёте. Только время, конечно, не 15 минут понадобится...1 балл
-
Индукционный нагреватель.1 балл
-
да есть такой косяк у LB-шки поры в начале и конце шва.поэтому перешли на NIPPON W-16 и все стало норм.1 балл
-
а мы в трубы,на операции, накладывали все что было под рукой:от тряпок до глины.наложешь на полтрубы и пока вода набирается внутрянку успеваешь заварить.1 балл
-
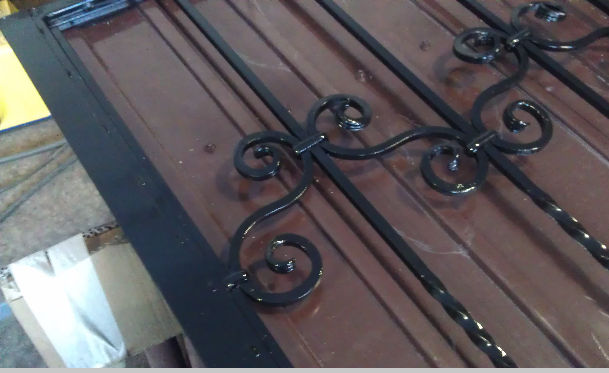
Сегодня доделал газовый горн,испытания прошли успешно согнул на горячую в улитки трубу 20х20 и 15х15. Домой не пойду поехал за газом.
1 балл
-
Классная идея.
1 балл
-
Обновочки Себе на ДР руселкомовский cut-30 и друзья подарили Aurora pro overman 180 http://cs624423.vk.me/v624423196/2301f/4HlCPUz1rH8.jpg1 балл
-
Будет чуть лучше охлаждать горелку и прибавит неудобство, Костя выше описал.1 балл
-
Бензобур фирмы АДА 7 л.с. диаметр шнека 300мм. Из всех вложений это самый быстро окупившийся инструмент. Незаменим для тех, кто изготавливает заборы и навесы. В первый день я просто был в восторге, когда за один день вдвоем с подсобником установили 30 столбов.
1 балл
-
Совсем не в обиду будь сказано - нет ничего более постоянного, чем временное)))1 балл
-
@grisom, не торопите события, а то аппарат купили, а варить не купили...1 балл
-
Добавилось два новых человека в коллектив нашей мини-мастерской, вот с такими конями, которые ожидают переделок http://cs621924.vk.me/v621924196/c442/GKjlmdGYw_c.jpg http://cs621924.vk.me/v621924196/c466/qSEYr4KAS8I.jpg1 балл
-
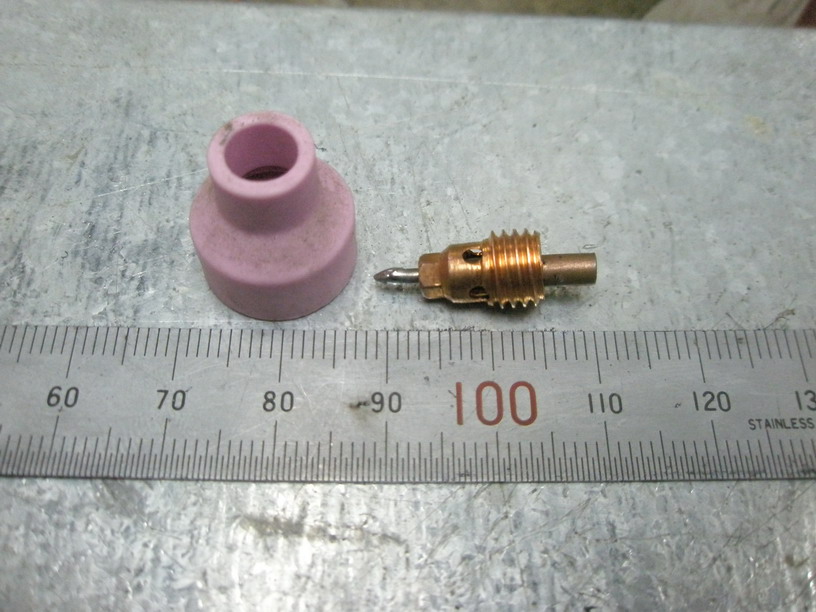
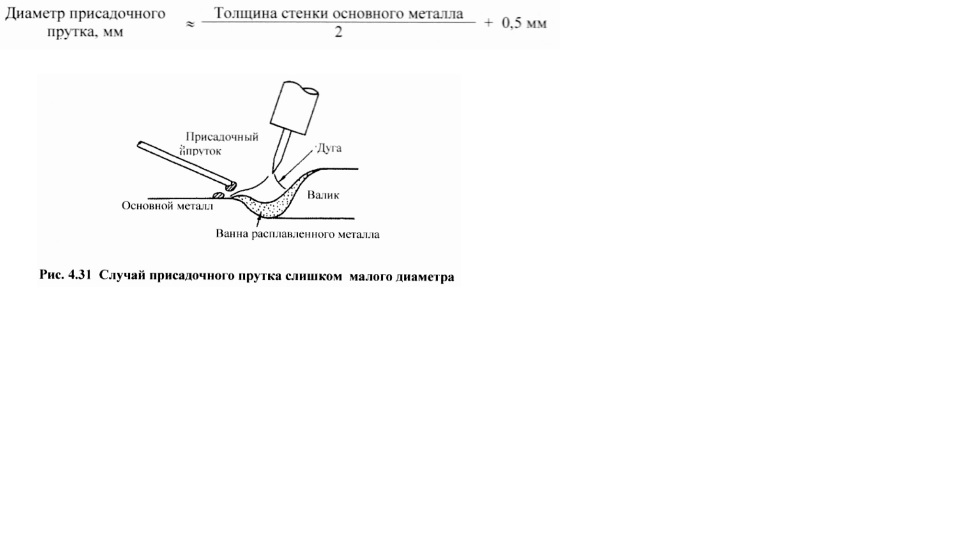
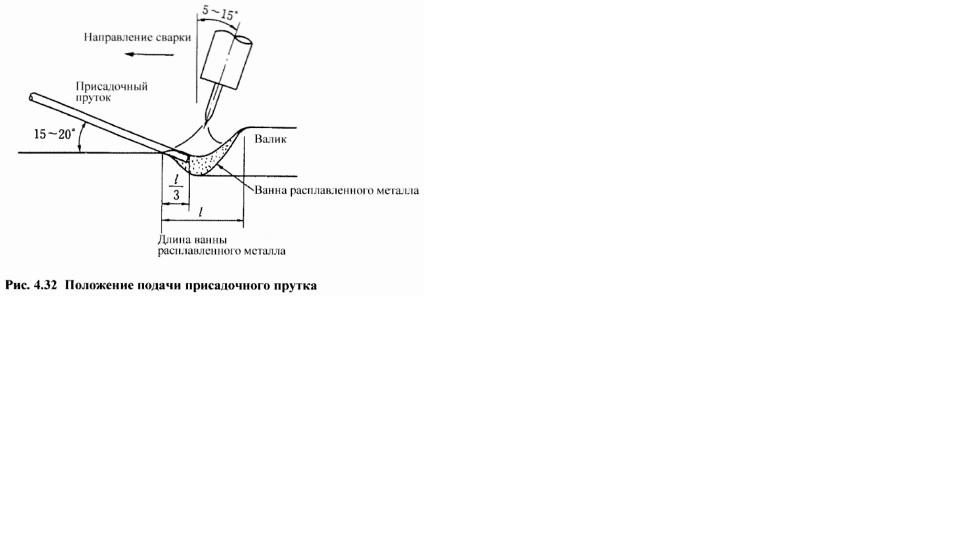
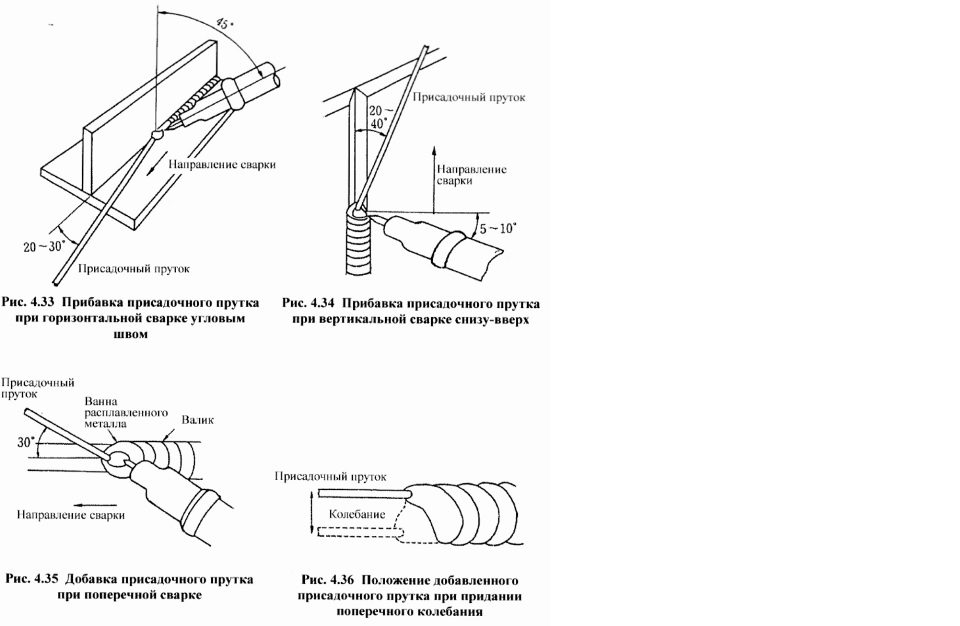
4-5 ПРИБАВКА ПРИСАДОЧНОГО МЕТАЛЛА 4-5-1 Выбор присадочного прутка Присадочный материал, используемый при ручной сварке, называется присадочным прутком и представляет собой пруток наружным диаметром 0,8 - 5 мм и длиной 1 м. Диаметр определяется силой сварочного тока, полярности и т.п.. материал определяется маркой основного металла. Обычно используют присадочный пруток из того же материала, что и основной металл. Если диаметр присадочного прутка слишком мал, как представлено на рис. 4,31, до достижения ванны расплавленного металла присадочный пруток будет подвергаться расплавлению в силу тепла дуги и кататься круглой каплей по поверхности основного металла. Наоборот, если диаметр присадочного прутка слишком велик, расплавление будет неустойчивым, так как температура ванны расплавленного металла может резко упасть, что может повлечь за собой дефекты. Диаметр присадочного прутка определяют в зависимости от сварочного тока и других факторов режима сварки, так что нельзя сказать однозначно, но в случае диаметра присадочного прутка для сварки угловым швом можно ориентироваться на следующую формулу. В случае стыковой сварки подходит более тонкий присадочный пруток, чем в случае сварки угловым швом, так что следует использовать пруток диаметром меньше, чем вычисленный по вышеприведенной формуле. 4-5-2 Метод подачи присадочного прутка Лучшие сварные швы получаются, когда расплавляют присадочный пруток косвенно за счет тепла ванны расплавленного металла, а не посредственно за счет тепла дуги. Следовательно, как представлено на рис. 4.32, следует добавлять присадочный пруток, наклоняя его под углом примерно 15 - 20° и ориентируясь на то. чтобы конец прутка находился в ванне расплавленного металла от ее края на расстоянии 1/3 длины ванны. Держат присадочный пруток соприкасающимся с ванной расплавленного металла, так чтобы конец прутка не подвергался расплавлению отдельно от ванны расплавленного металла, В случае ручной сварки, как правило подают конец присадочного прутка на короткое время к ванне расплавленного металла, когда конец прутка расплавляется и одна капля расплавленного металла растворяется в ванне расплавленного металла, немедленно отводят присадочный пруток, и, когда добавленная капля растворилась в ванне расплавленного металла полностью, снова добавляют присадочный пруток. И затем снова повторяют. Однако, при отводе присадочного прутка, если отводят его до атмосферного воздуха, то конец прутка, который еще в расплавленном состоянии, подвергается окислению. Следовательно, следует отводить пруток не больше, чем необходимо, и обращать внимание, на то чтобы конец присадочного прутка не выходил за среду защитного газа . Кроме того, можно подавать присадочный пруток непрерывно, не отводя его, однако при этом нужно обращать внимание на то, чтобы не чрезмерно охлаждать ванну расплавленного металла. В случае горизонтальной сварки угловым швом присадочный пруток подают, как представлено па рис. 4.33. Когда сопло касается основного металла, обрабатываемость будет падать и ванна расплавленного металла будет видна плохо, так что, удлинив вылет электрода немного больше, чем в случае стыковой сварки, держа дугу короткой, проводят сварку, так чтобы тепло дуги распространялось в пропорции 40% на верхний лист и 60% на нижний лист. На рис. 4.34, и 4.35 представлены методы подачи присадочного прутка при вертикальной сварке снизу-вверх и поперечной сварке. Присадочный пруток подают сверху и в зависимости от ширины валика и т.п. придают ему поперечное колебание. Добавку присадочного прутка с колебательным движением производят, как представлено на рис. 4.36. временно приостанавливая перемещение горелки на краях лицевой поверхности шва, а затем, повторно перемещая ее в обратную сторону так, чтобы добавленная капля расплавленного металла рассеялась полностью. Если начинают сварку с края основного металла, подают присадочный пруток в момент, когда край основного металла расплавился теплом дуги, и в момент, когда поверхность ванны расплавленного металла немного поднялась, обрывают дугу, переместив горелку с края вперед на 1 - 2 мм. и снова зажигают дугу и продолжают сварку. В случае, если сварку производят до края основного металла, в положении за 1 - 2 мм до края, включая и отключая дугу, добавляют присадочный пруток немного больше чем обычно, и, отведя горелку к себе, обрывают дугу.
1 балл
-
Новое место дислокации Сняли с друзьями большой бокс под мастерскую. Есть подвал и 2 этаж. Влезает 2 машины. http://cs540106.vk.me/c624416/v624416196/11cee/OwDw1fcMRTc.jpg http://cs540106.vk.me/c624416/v624416196/11cd3/NjZANiveVVQ.jpg1 балл
-
@bader, не.. так крепче и слоган-*простота,качество,надежность.мы работаем в сфере заварки лопат с 1987гг* .
1 балл
-
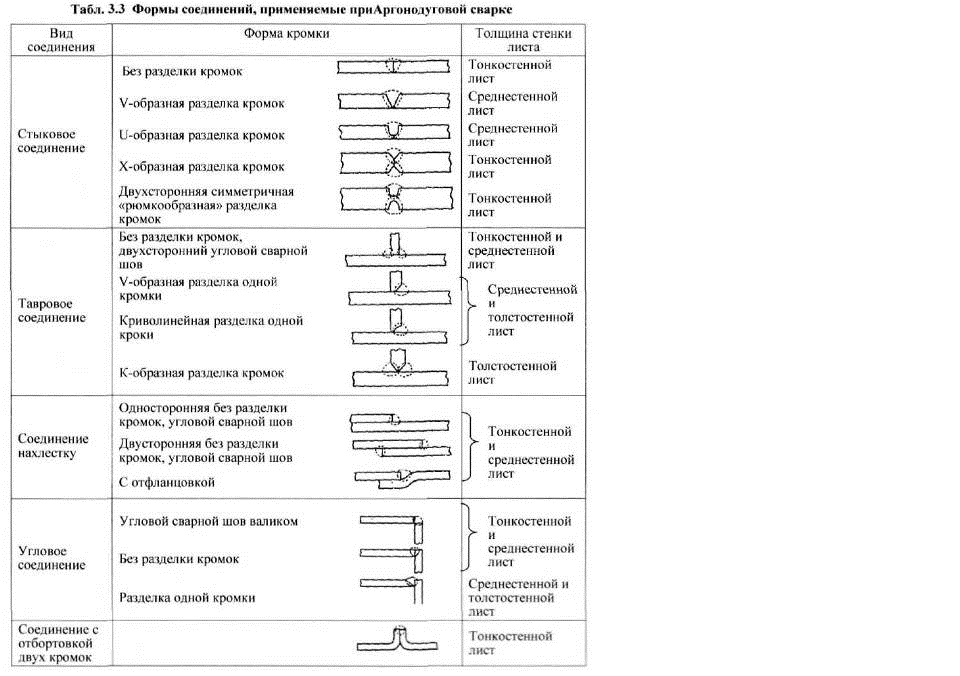
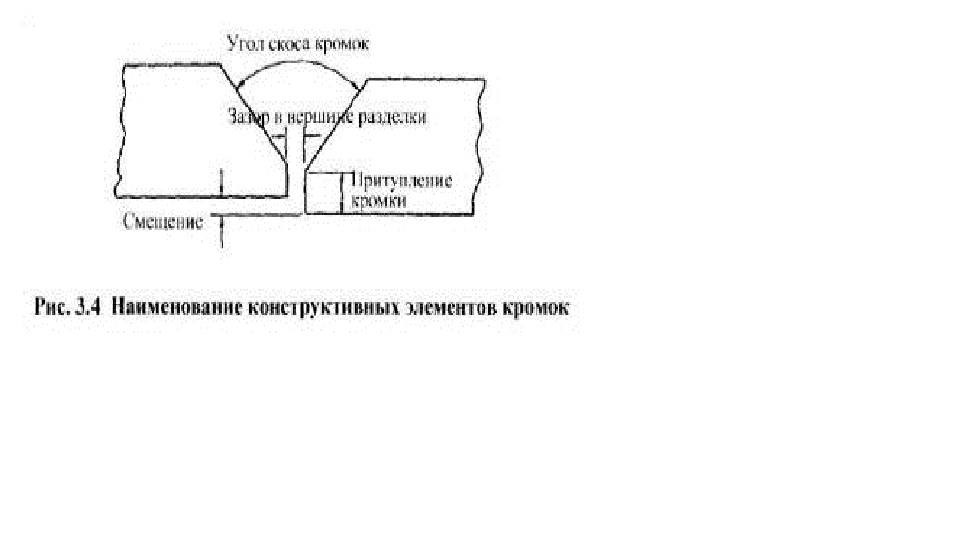
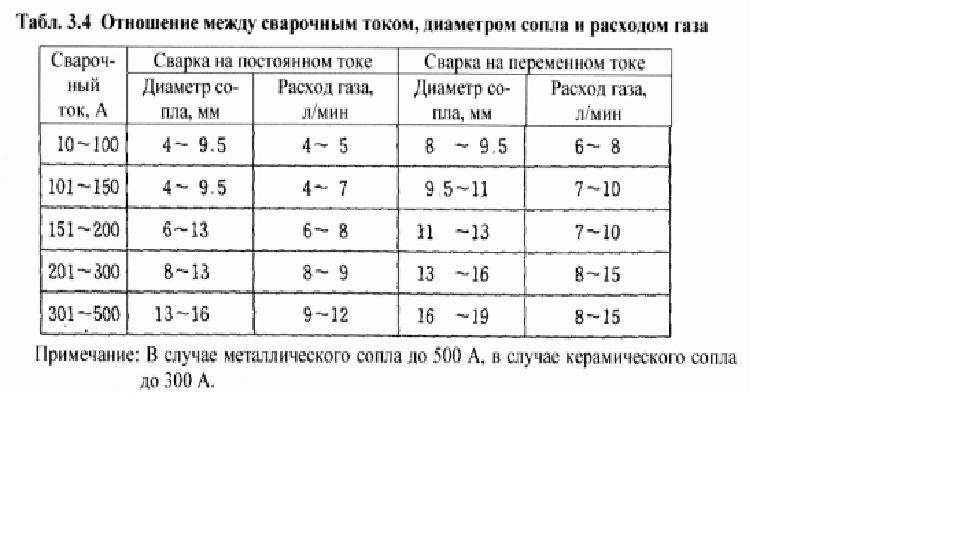
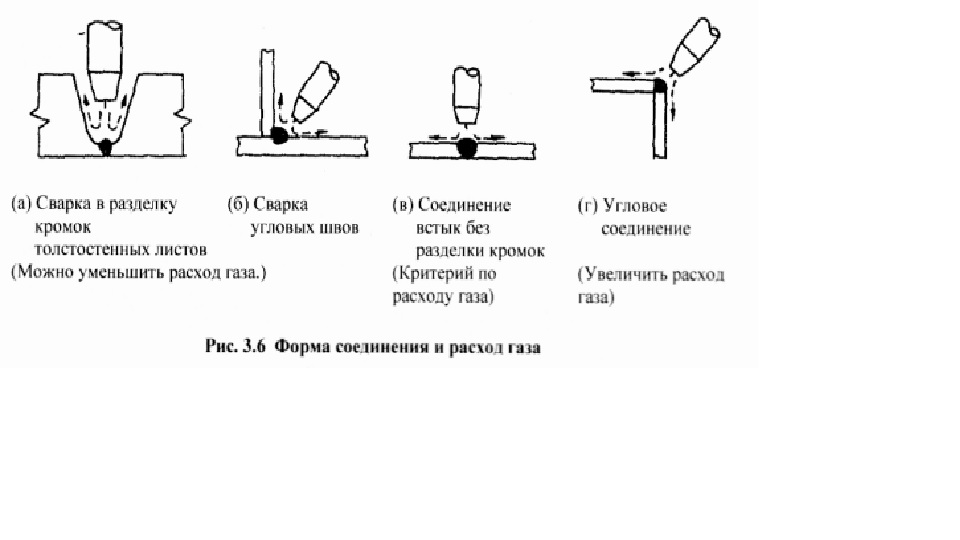
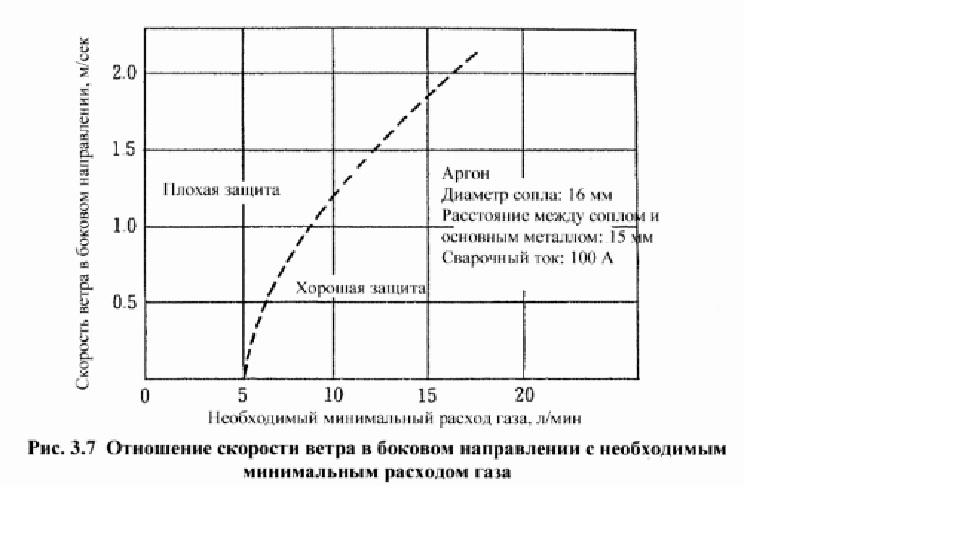
3-2-1 Формы кромок Формы сварочных соединений определяются на основе назначения изделия, материала основного металла или толщины стенки листов. Соединения. подлежащие Аргонодуговой сварке, подразделяются на стыковое соединение, тавровое соединение, соединение внахлестку, угловое соединение, соединение с отбортовкой двух кромок и пр. Типичные примеры представлены в табл. 3.3. В случае среднестенных и толстостенных листов для обеспечения эффективности и качества сварки применяются разные формы кромок в зависимости от назначения и толщины стенок. Сварка TIG применяется для среднестенных и толстостенных листов. когда требуется высокое качество сварных швов, листы поддаются сварке с трудом, необходим обратный валик первого слоя и т.д. Обработка кромок, как правило, подлежит машинной обработке. U-образная разделка кромок. двусторонняя симметричная «рюмкообразная» разделка кромок и т.д. получаются только машинной обработкой. Каждый конструктивный элемент именуется, как представлено на рис. 3.4. и. прежде чем приступать к сварке, необходимо проверить точность значений этих элементов. Если значения угла скоса кромок, притупления кромки или зазора в вершине разделки становятся или больше, чем следует, или меньше, то может произойти не только сварочный дефект, но и брак всего сварного шва. Так что неточные размеры подлежат по необходимости поправке. В случае тонкостенных листов стыковое соединение осуществляется без разделки кромок, тавровое соединение - без разделки кромок с двусторонним угловым сварным швом. Форма самой кромки проста, но припуски на зазор в вершине разделки и смещения значительно меньше, чем в случае среднестишых и толстостенных листов. 3-2-2 Очистка кромки Если выполняют сварку, оставляя на поверхностях кромок и на близких к кромкам поверхностях основного металла прилипшее на них масло, ржавчину, окалину и краску, то может произойти возникновение сварочных дефектов, таких как раковины и трещины. Следовательно, перед сваркой необходимо удалить масло, ржавчину, окалину и краску полностью. Масло и т.п. не удаляется полностью путем вытирания ветошью, так что рекомендуется промывать ацетоном или т.п. Ржавчина, окалина и т.п. удаляется с помощью ручной шлифовальной машины или проволочной щетки. Когда в качестве основного металла используется нержавеющая сталь, использование стальной проволочной щетки будет вызывать рассеивание стальной пыли с проволоки . что может привести к коррозии, так что нужно использовать проволочную щетку из нержавеющей стали. При сварке с обратным валиком, обращать внимание на очистку стороны, подлежащей сварке и на очистку обратной стороны. Грязь на поверхности присадочного металла так же. как грязь на поверхностях кромок, может быть причиной сварочного дефекта, поэтому нельзя забывать очищать их. Следует избегать прикосновений к присадочному металлу голыми руками или грязными перчатками. В частности, в случае сварки алюминия или алюминиевого сплава влага, на поверхности присадочного металла, может привести к образованию раковин, так что следует присадочный металл не только держать сухим в процессе сварки, но и после использования укладывать в сосуд и хранить в сухом месте. 3-2-3 Сварка прихватками В случае простого соединения тонкостенных листов могут пропускать сварку прихватками, непосредственно выполняя основную сварку с помощью приспособления и т.п.. однако, как правило, выполняют сварку прихватками внутри кромок, па обратной стороне или в зоне углового сварочного шва. Ток, применяемый для сварки прихватками, составляет порядка 80% тока основной сварки, к тому же сварка прихватками относится к прерывистой сварке, в которой длина одного валика равна примерно несколько десятков миллиметра. Так что. если сварка прихватками недостаточна, в процессе основной сварке могут произойти трещины, смещение, изменение зазора в вершине разделки, и прочие сварочные дефекты, что окажет большое влияние на размеры, форму, точность и работоспособность изделий. Следовательно, производить сварку прихватками внимательно так же, что и основную сварку. В случае кромки, имеющей зазор в вершине разделки, желательно при сварке прихватками добавлять присадочный металл. При сварке прихватками стыковых соединений тонкостенных листов и т.н., если, наклоняя горелку в значительной степени, как представлено на рис. 3.5. приводят сопло в прикосновение к основному металлу и после зажигания дуги поднимают горелку, то сдвиг от прицеленного местоположения не так часто происходит и работа может быть произведена эффективно. После окончания сварки прихватками немаловажное значение имеет контроль качества для того чтобы убедиться в отсутствии трещин, несплавления или прочих сварочных дефектов, чрезмерного смещения, и в правильности зазора в вершине разделки. Если имеется трещины или другие сварочные дефекты, то эти дефекты так и будут оставаться и после основной сварки. Следовательно, необходимо удалить дефекты с помощью ручной шлифовальной машины и т.п. полностью, и повторно выполнить сварку прихватками Если смещение или зазор в вершине разделки выходит из допустимых пределов, также нужно поправить их до получения правильных значений и выполнить повторную сварку. 3-3 ЗАЩИТНЫЙ ГАЗ И ВЛИЯНИЕ ВЕТРА 3-3-1 Защитный эффект В случае Аргонодуговой сварки, если дуга и ванна расплавленного металла не защищены защитным газом, не получится качественного результата сварки. Если удлинить вылет электрода из сопла, расстояние между соплом и основным металлом будет увеличено, и защитный газ будет склонен захватывать воздух. Так что следует уменьшить вылет электрода и установить сопло как можно ближе к основному металлу. Однако, наоборот, если сопло установлено слишком близко к основному металлу, то сопло будет подвергаться перегреву и повреждению, и зона сварки будет видна плохо. Судя по обоим факторам, то есть по защитному эффекту и обрабатываемости, рекомендуется устанавливать вылет электрода из сопла на 1,5-2 раза больше диаметра электрода. Диаметр сопла также является фактором, оказывающим большое влияние на защитный эффект. Сопло с слишком малым диаметром не справляется с достаточной защитой целой зоны сварки, а, наоборот сопло с слишком большим диаметром влечет за собой увеличение расхода газа для получения надлежащего защитного эффекта, что не экономично. Обычно рекомендуегся установить диаметр сопла на 2 - 3 раза больше ширины валика. Однако в случае алюминиевого справа, титанового сплава и т.п., которые при высокой температуре подвергаются окислению или азотированию, рекомендуегся использовать сопло с большим диаметром. При правильном расстоянии между соплом и основным металлом и правильном значении диаметра сопла, недостач очная затяжка сопла допускает всасывание воздуха через место с ослабленной затяжкой, так что необходимо убедиться в том, что сопло затянуто достаточно. 3-3-2 Расход защитного газа Слишком малый расход защитного газа, естественно, понижает способность к защите. Однако слишком большой расход будет приводить к беспорядочному потоку защитного газа. В результате этого защитный газ будет склонным захватывать воздух, что также будет понижать способность к защите. Это означает, что существует подходящий расход газа, который зависит от диаметра каждого сопла. Кроме того, диаметр сопла должен быть увеличен по мере увеличения сварочного тока. Все это диктует определенное отношение между сварочным током, диаметром сопла и расходом газа, пример которого приведен в табл. 3.4. В случае сварки на переменном токе используется сопло, диаметр которого больше, чем в случае сварки на постоянном токе, следовательно, и расход газа также нужно увеличивать. Кроме того, при одинаковом диаметре сопла и расходе газа, если формы сварочного соединения отличаются друг от друга, также отличается и способность к защите. Как представлено на рис. 3.6, если за критерий примем расход газа при стыковом соединении без разделки кромок, при сварке в разделку кромок и сварке угловых швов толстостенных листов защитный газ склонен накапливается в зоне сварки, так что можно уменьшить расход газа. Однако в случае угловых соединений, наоборот, защитный газ улетучивается легко, так что нужно увеличивать расход защитною газа. 3-3-3 Влияние ветра Если в зону сварки дует ветер, защитный газ. подающийся из сопла, будет выбрасываться и захватывать воздух. что может привести к образованию раковин и прочих сварочных дефектов. Даже слабый ветер оказывает вредное влияние на способность к защите. На рис 3.7 представлено отношение скорости ветра с расходом газа, необходимым для получения хорошей способности к защите в случае, когда в зону сварки дуст боковой ветер. Видно, что по мере увеличения скорости ветра нужно увеличивать расход газа. Однако увеличивать расход газа - это не экономично, к тому же, если ветер еще сильнее, настает момент когда увеличивать расход газа бесполезно, так что обычно пределом скорости ветра считается 2 м/сек. Следовательно, даже когда летом жарко, не желательно выполнять сварку в непосредственной близости от вентилятора. Опыт диктует, что тихий ветер, который может гнуть только табачный дым. не оказывает вредного влияния на сварку. При сварочных работах на открытом воздухе, когда дует сильный ветер, необходимо ставить ограждение, окружать место палаткой или применять другие меры для защиты от ветра. 3-4 СВЕТОМАСКИРОВКА И ПРОВЕТРИВАНИЕ 3-4-1 Выбор фильтровальных щитков Дуга в Аргонодуговой сварке представляет собой открытую дугу, в которой плотность тока высока, сила света больше, чем в сварке покрытым электродом, в частности, количество ультрафиолетовых лучей велико. Когда глаза воспринимают большое количество ультрафиолетовых лучей, даже если непосредственно после этого не появляется субъективный симптом, через несколько часов может появиться симптом и боль в глазах. Кроме того, луга излучает инфракрасные лучи, которые, воздействуя длительное время на глаза, также могут причинить травму. Следовательно. необходимо смотреть в зону сварки через фильтровальный щиток, который не пропускает ультрафиолетовые и инфракрасные лучи, тем самым защищая глаза, и пропуская только подходящие видимые лучи. При производстве сварочных работ необходимо использовать средства светомаскировки для индивидуальной защиты. Эти средства светомаскировки для индивидуальной защиты регламентируют стандарты JIS 18141 (средства светомаскировки для индивидуальной защиты) и JIS T8142 (маски сварщика). Если степень светомаскировки фильтровального щитка слишком велика, то затруднительно наблюдать зону сварки, так что следует выбрать щиток с подходящей степенью светомаскировки в зависимости от сварочного тока, как приведено в табл. 3.5. Табл. 3.5 Выбор степени светомаскировки (JISTH141 - 1980) Сварочный ток, А Номер степени светомаскировки не более 100 9 или 10 от 100 до 300 11 или 12 от 300 до 500 13 или 14 не менее 500 15 или 16 Вредные лучи от дуги оказывают влияние не только на самого сварщика, но и на окружающих работников, так что следует уделять внимание, тому чтобы лучи от дуги не проникали наружу, и по необходимости ставить вокруг ограждение, завесу светомаскировки или т.п. Кроме того, нужно обращать внимание на то, что если вокруг рабочего места имеется белая стена или блестящий предмет, например, из алюминиевого сплава, могут произойти нерегулярные отражения лучей от дуги, лучи могут попасть в глаза и привести к . 3-4-2 Защита кожи Сварка представляет собой процесс, сопровождающийся высокой теплотой, так что. необходимо защищаться от тепла дуги, одеваясь в огнестойкую спецодежду, кожаные перчатки, передник и прочие средства индивидуальной защиты. Открытые участки кожи также необходимо защищать от лучей дуги. Глаза и кожа могут пострадать от световых лучей дуги. Чем больше сварочный ток и чем дольше его непрерывное действие, тем серьезнее проявляется травматизм. Чтобы защитить кожу от световых лучей и тепла дуги работник должен застегнуть пуговицы спецодежды правильно, использовать маску сварщика-передник, перчатки, бахилы и прочие средства индивидуальной защиты. В частности чтобы защитить шею от лучей сварки нужно обмотать ее полотенцем .шарфом и т.д. Кожаные перчатки сварщика регламентирует стандарт JIS T8113 (кожаные защитные перчатки для сварщика) Кроме того, непосредственно после сварки электрод и основной металл обладают высокой температурой. Поэтому следует соблюдать правила техники безопасности во избежание ожога. 3-4-3 Проветривание Хотя сам аргон, используемый при Аргонодутовой сварке, безвреден и безопасен, если производят сварку определенное время в месте с плохим проветриванием, в баке или ограниченном пространстве, аргон, который тяжелее чем воздух, может накопиться и, вытеснить кислород и тем самым удушающе воздействовать на работника. Кроме того при сварке образуются окиси азота, озон, твердые металлические частицы, пыль. Может произойти испарение краски и растворителя, оставшихся на изделии. Все эти вещества относятся к вредным веществам которые по возможности не следует вдыхать. Следовательно, следует не только постоянно стараться проветривать с использованием вытяжного устройства или вентилятора, но и стараться использовать противопылевой респиратор и прочие средства для индивидуальной защиты. Противопылевые респираторы регламентируют стандарты JIS 18151 (противопылевые респираторы) и JIS 18I53 (респираторы с питанием воздуха). Однако слишком сильная вентиляция или проветривание может привести к нарушению защитных свойств защитного газа и тем самым помешать получить качественный результат сварки, так что следует обращать внимание и на защиту зоны сварки от ветра.
1 балл
-
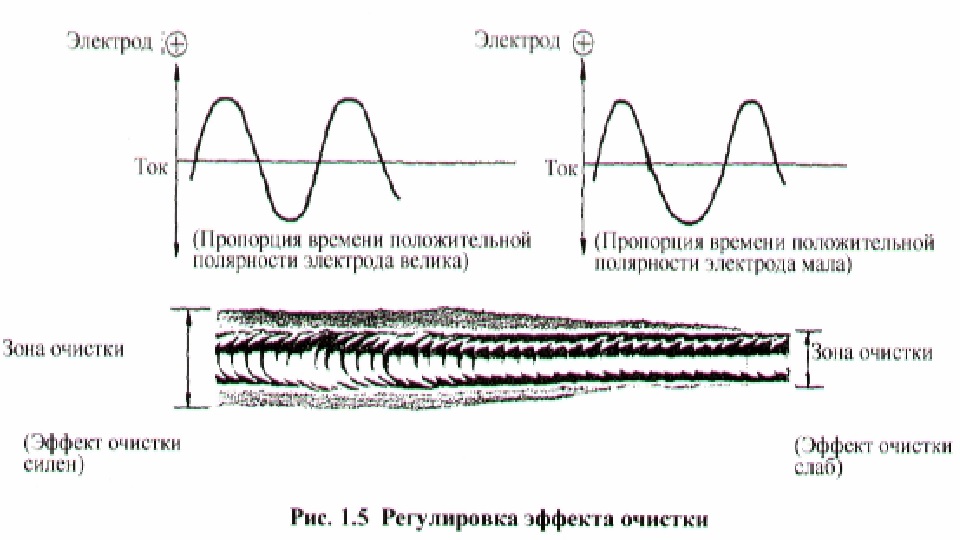
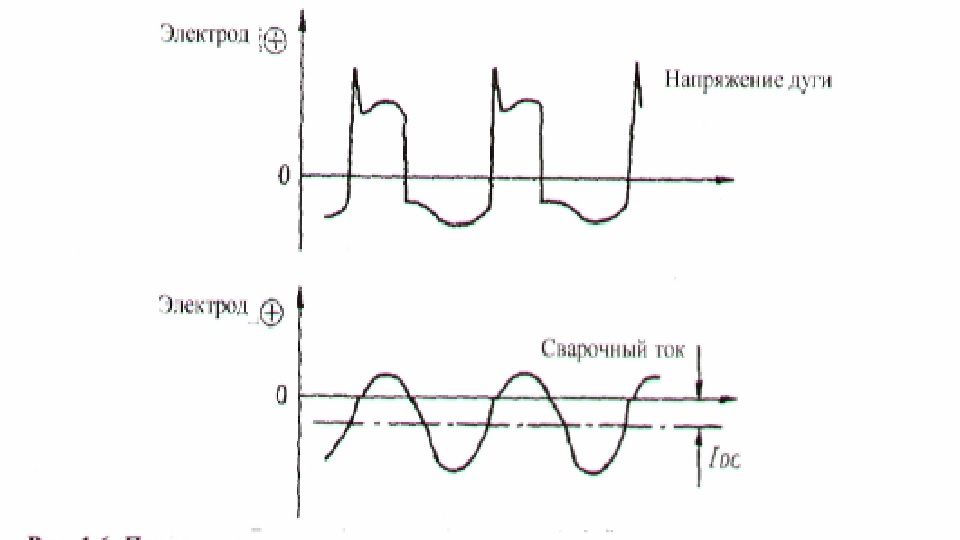
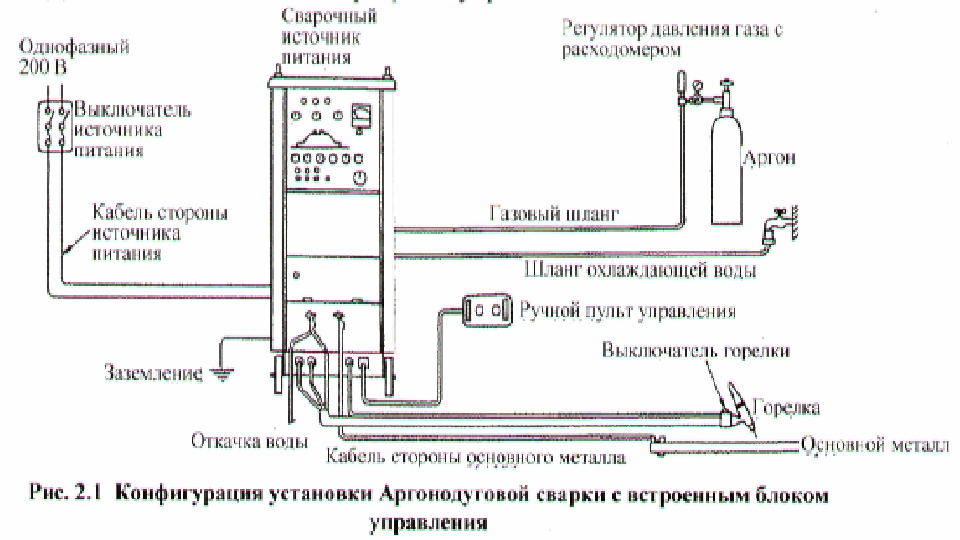
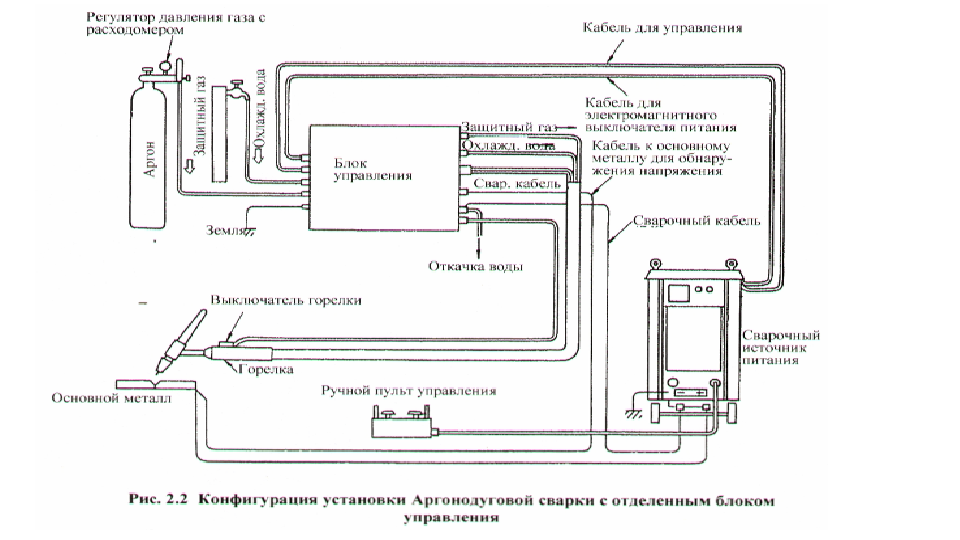
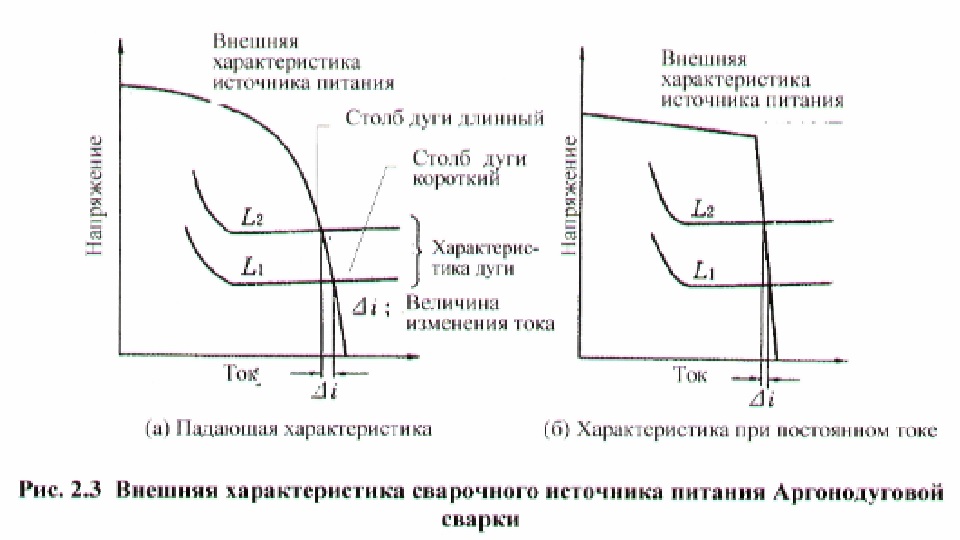
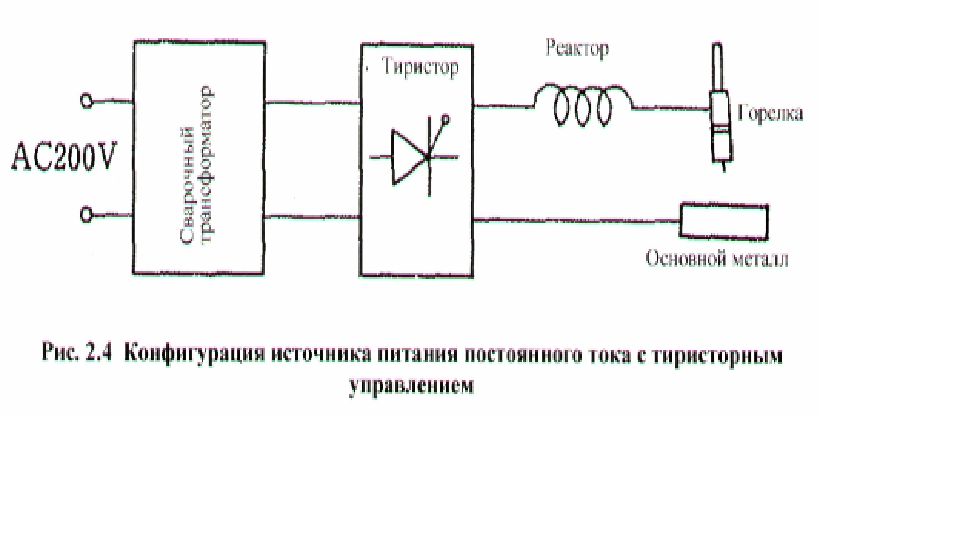
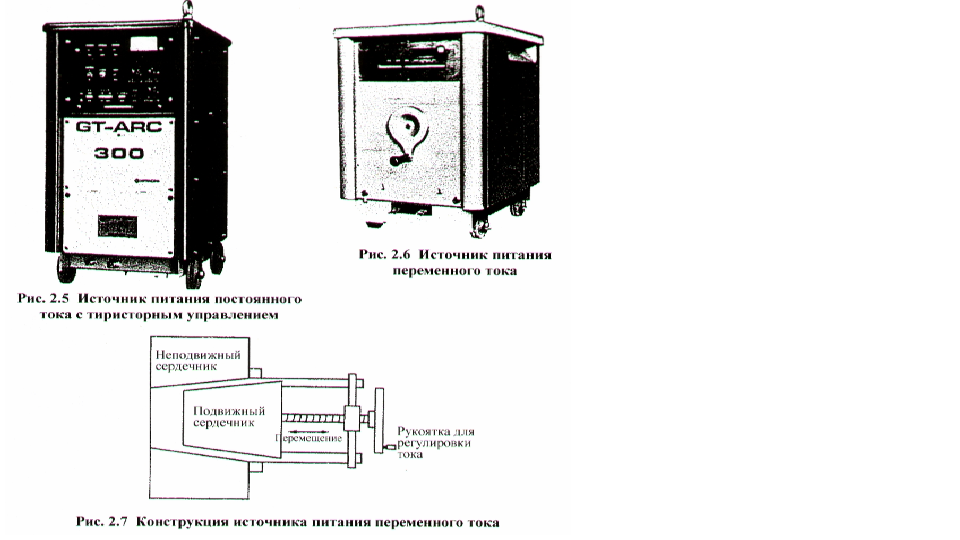
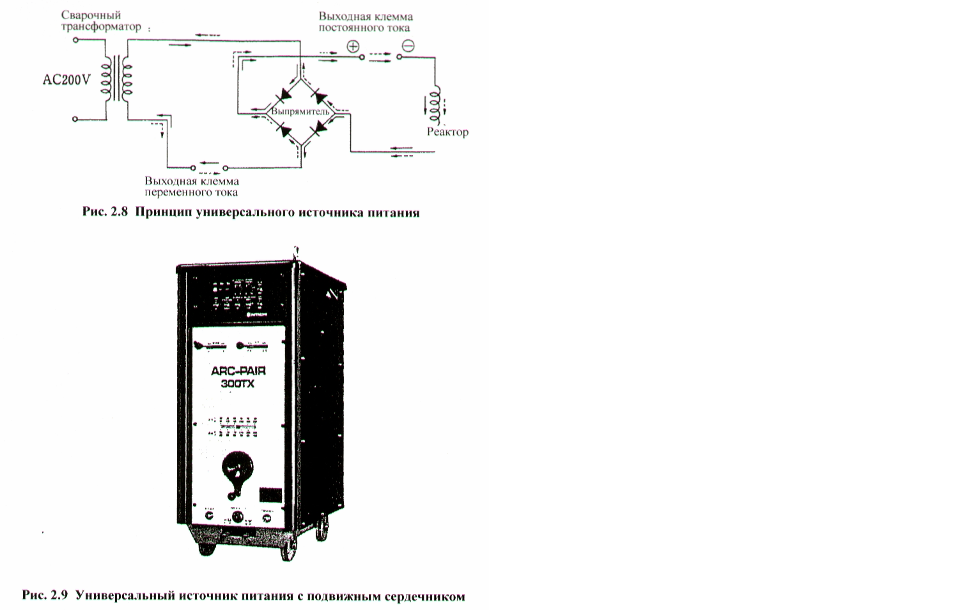
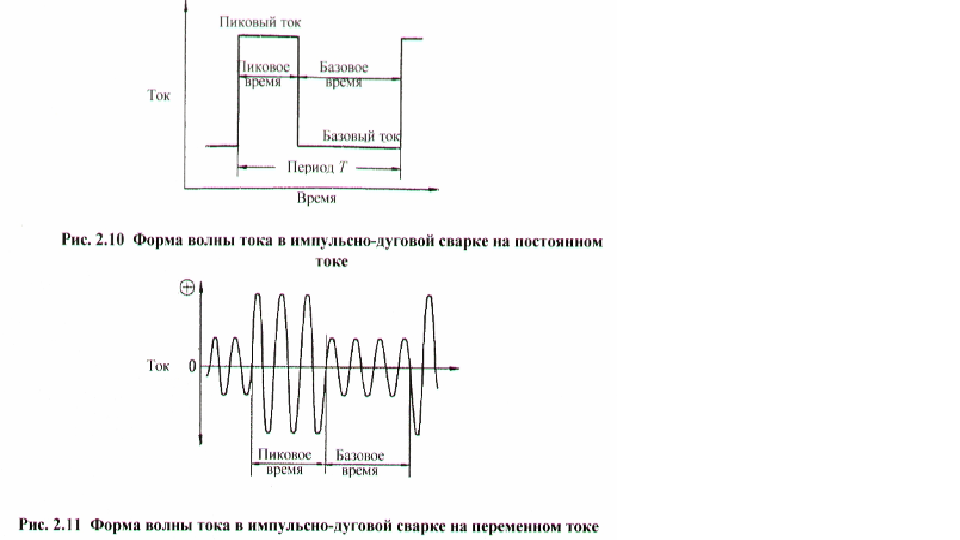
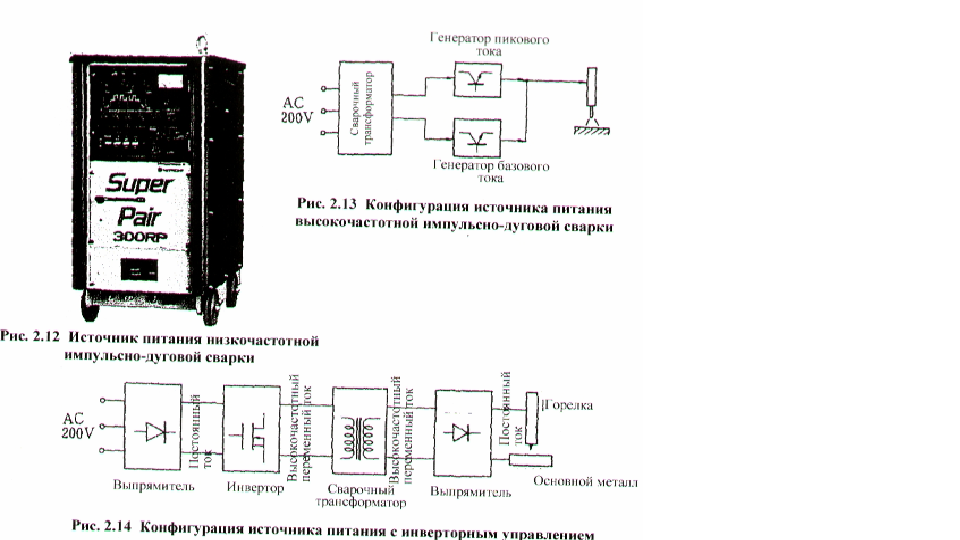
Как представлено на рис. 1.6, в периодах положительной полярности электрода дуга не склонна гореть, напряжение дуги высоко и сварочный ток слаб. Наоборот, в периодах отрицательной полярности электрода дуга склонна гореть, напряжение дуги низко и сварочный ток силен. В результате этого ток положительной полярности электрода и ток отрицательной полярности электрода становятся асимметричными относительно оси абсцисс нулевого уровня. Эта форма волн тока представляется как сложение формы волн переменного тока, симметричной относительно оси абсцисс нулевого уровня, и постоянной составляющей IDC. следовательно, называется неуравновешенным током с включением постоянной составляющей (IDC). Эта тенденция к несимметричности особенно значительна и случае основного металла из алюминиевого сплава. Если в сварочном токе содержится постоянная составляющая, в 1-ной цепи сварочной машины течет сильный ток. Если так и оставить. Этот сильный ток не только повлечет за собой перегрев сварочного трансформатора, но и окажет вредное влияние на допустимый ток сварочного кабеля и вольфрамового электрода, на качество эффекта очистки и на стабильность дуги. Так как на обычных сварочных машинах определяется номинальный ток, коэффициент использования на номинальном токе и т.д. с учетом наличия постоянной составляющей, не требуются специальные меры, поскольку сварочная машина используется в пределах ее технических условий. Однако при сварке алюминиевого сплава и т.д. с использованием обычной сварочной машины в сочетании с нижеприведенной установкой Аргонодуговой сварки, требуется обращать внимание на постоянную составляющую. Хотя простейшим и безопасным методом подавления постоянной составляющей является ограничение используемого тока сварочной машины на 50 - 70% или ниже номинального тока, в некоторых случаях постоянная составляющая устраняется методом, представленным на рис. 1.7. Кроме того, бывают батарейный метод, метод с использованием выпрямителя и т.д., которые в настоящее время почти не используются. УСТАНОВКИ АРГОНОДУГОВОЙ СВАРКИ 2-1 КОНФИГУРАЦИЯ УСТАНОВОК АРГОНОДУГОВОИ СВАРКИ В общем, установки Аргонодуговой сварки состоят из (1) сварочного источника питания, (2) блока управления, содержащего в себе схему генерации высокой частоты, схему управления последовательностью, схему управления защитным газом, реле давления и т.д., (3) сварочной горелки и (4) принадлежностей, содержащих в себе кабели, шланги, регулятор давления газа с расходомером и т.д. Существует два типа блока управления: моноблочного исполнения со сварочным источником питания и отдельного от него исполнения. Обычно в большинстве случаев сварочные машины аргонодуговой сварки моноблочного исполнения с встроенным блоком управления и снабжены разнообразными функциями, поддерживающими автоматизацию Аргонодуговой сварки. Конфигурация сварочного источника питания с встроенным блоком управления представлена па рис. 2,1, а конфигурация с отделенным блоком управления - на рис. 2.2. В случае типа с отделенным блоком управления число кабелей между сварочным источником питания и блоком управления будет больше. 2-2 СВАРОЧНЫЕ ИСТОЧНИКИ ПИТАНИЯ 2-2-1 Внешние характеристики сварочного источника питания аргонодуговой сварки Источники питания, используемые для Аргонодуговой сварки, бывают разными, а также их классификация варьируется в зависимости от ее критерия. Например, если классифицировать по форме волны, можно подразделять источники питания на: ü источник питания постоянного тока, ü источник питания переменного тока, ü универсальный источник питания. ü источник питания для импульсно-дуговой сварки Если классифицировать по методу управления током, можно подразделять на: ü источник питания с подвижным сердечником, ü источник питания с тиристорным управлением, ü источник питания с транзисторным управлением. ü источник питания с инверторным управлением. Однако в любом источнике питания внешняя характеристика, показывающая отношение между выходным током и напряжением, является падающей характеристикой или характеристикой при постоянном токе, как представлено на рис. 2.3. Эти характеристики располагают преимуществом, что при изменении напряжения дуги, то есть длины дуги, сварочный ток меняется лишь незначительно, так что колебание длины дуги вследствие дрожи руки и пр. не так часто будет оказывать вредное влияние на результат сварки. 2-2-2 Источники питания постоянного тока Источники питания постоянного тока подразделяются па источники питания с тиристорным управлением и источники питания с магнитным усилителем (с насыщенным реактором), однако в настоящее время в большинстве случаев применяются источники питания с тиристорным управлением. Источники питания с тиристорным управлением, конфигурация которых представлена на рис. 2.4, не только преобразовывают переменный ток от сети в постоянный ток с помощью тиристора, но и регулируют выходной ток, так что позволяют регулировать сварочный ток с помощью ручки легко и непрерывно. Кроме того, работник может регулировать ток рукояткой, установленной на ручном пульте у себя. На рис. 2.5 представлен пример источников питания постоянного тока с тиристорным управлением. Эти источники питания не только включают в себя блок управления, но и обладают функцией регулировки дугового кратера, функцией таймера активного пятна дуги и т.д. 2-2-3 Источники питания переменного тока Как источники питания переменного тока, кроме источников питания, специализированных на Аргонодуговую сварку, обычно используются источники питания переменного тока для дуговой сварки покрытым электродом, как представлено на рис. 2.6. Эти источники питания не включают в себя блок управления, так что используются в сочетании с блоком управления отделенного типа. Регулировка сварочного тока осуществляется поворотом регулировочной рукоятки, которая расположена па лицевой стороне источника питания и приводит подвижный сердечник в перемещение, как представлено на рис. 2.7. следовательно, не позволяет работнику выполнять регулировку у себя так, как на источнике питания с тиристорным управлением. 2-2-4 Универсальные источники питания Под универсальными источниками питания подразумеваются источники питания, 1 единица которых позволяет совместное применение переменного тока и постоянного тока. Имеются система сочетания источника питания переменного тока с подвижным сердечником с выпрямителем и система тиристорного управления. В большинстве случаев обе системы включают в себя схему управления и схему генерации высокой частоты, которые необходимы для Аргонодуговой сварки, и обладают не только функцией Аргонодуговой сварки, но и функцией дуговой сварки покрытым электродом. В универсальных источниках питания, принцип которых представлен на рис. 2.8, выходные клеммы, используемые при переменном токе и при постоянном токе, отличаются друг от друга, Однако, как представлено на рис. 2.9, имеются только две выходных клеммы источника питания и переключение между ними осуществляется внутри источника питания. 2-2-5 Источники питания импульсно-дуговой сварки Под импульсно-дуговой сваркой подразумевается сварка, при которой силе тока придают изменение по определенным периодам, как представлено на рис. 2.10, и используют источник питания импульсно-дуговой сварки. Импульсно-дуговая сварка может быть произведена на постоянном токе и на переменном токе, и в случае переменного тока амплитуда меняется, как представлено на рис. 2.11. Кроме 4-ого, по частоте импульсно-дуговая сварка подразделяется на следующие 3 вида; (1) Импульс низкой частоты (несколько Гц или менее), (2) Импульс средней частоты (несколько десятков Гц - несколько сотен Гц), (3) Импульс высокой частоты (несколько сотен Гц или более). На рис. 2.12 представлен пример источника питания низкочастотной импульсно-дуговой сварки. При этом источником питания является универсальный источник питания с тиристорным управлением, который позволяет низкочастотную имнульсно-дуговую сварку на постоянном токе и на переменном токе. В большинстве случаев управление током в источниках питания средне -высокочастотной импульсно-дуговой сварки относится к транзисторному управлению, пример их конфигурации представлен на рис 2.13. 2-2-6 Источники питании с инверторным управлением За новейшие типы источника Аргонодуговой сварки принимают источники питания с инверторным управлением. Эти источники питания представляют собой разновидность источников питания с транзисторным управлением, и обладают такой особенностью, как высокой частотой управления и к тому же управление выходом осуществляется на 1-ой цепи сварочного трансформатора. Данные источники питания, конфигурация которых представлена на рис. 2,14, выпрямят переменный ток от сети, преобразуют его в постоянный ток, а затем сформирует инвертором высокочастотный переменный ток и, снова выпрямив его, произведут сварку на переменном токе. В отличие от традиционных источников питания управление током осуществляется на 1-ой цепи сварочного трансформатора. Кроме того, за счет использования высокочастотного трансформатора источники питания обеспечены компактностью и легковесностью, в связи с тем, что частота управления высока, их работоспособность управления током намного улучшается по сравнению с традиционными машинами. Далее, бывают источники питания переменного тока, в которых на выходную клемму, представленную на рис. 2.14, еще установлен инвертор вторичной цепи, чтобы выходной постоянный ток еще раз был преобразован на переменный. Такие источники питания могут дать дуге гореть на переменном токе с прямоугольной формой волны с любой пропорцией полярностей без приложения напряжения высокой частоты. На рис. 2.15 представлен пример источников питания с инвсрторным управлением. По сравнению с традиционными источниками питания с тиристорным управлением эти источники питания легче в 1/5 раза и по объему меньше в 1/4 раза. Однако он включает в себя не только блок управления Аргонодуговой сварки, но и функцию средне-и низкочастотной импульсно-дуговой сварки и Т.Д. 2-3 БЛОКИ УПРАВЛЕНИЯ TIG СВАРКОЙ Пример панели управления универсального инвертерного аппарата AC/DC Итальянской фирмы INE: http://websvarka.ru/talk/uploads/sakhalin_cat/panel/ine.jpg Пример панелей от других источников, скачанные с инета: http://websvarka.ru/talk/uploads/sakhalin_cat/panel/1.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/panel/2.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/panel/3.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/panel/4.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/panel/5.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/panel/6.jpg Блоки (панели) управления установками для сварки ТИГ могут быть, как очень простыми, так и очень сложными с различными функциями. Самый простой блок управления позволяет регулировать только ток сварки. В то время как расход защитного газа настраивается регулятором, вмонтированном в горелку ТИГ. Современные блоки управления позволяют включать защитный газ до зажигания дуги и продолжать его подачу некоторое время после выключение тока сварки. Последнее обеспечивает защиту вольфрамового электрода и остывающей сварочной ванны от воздействия окружающего воздуха. Блоки управления установками для сварки ТИГ могут также обеспечивать контроль нарастания и снижения тока сварки, а также импульсный режим сварки (пульсацию тока). Регулирование времени плавного нарастания тока до номинального уровня при зажигании дуги предохраняет вольфрамовый электрод от разрушения и попадания частичек вольфрама в сварной шов. Регулирование времени плавного снижения тока при окончании сварки предотвращает образование кратера и пористости. 2-3-1 Схема генерации высоких частот При Аргонодуговой сварке вольфрамовые электроды используются как неплавящиеся электроды, так что обычно зажигание дуги осуществляется, не приводя электрод в контакт с основным металлом для защиты электрода oт износа. В связи с этим применяется система, в которой к промежутку между электродом и основным металлом прилагается высокое напряжение высокой частоты, иод наведением которого зажигается дуга. При сварке на постоянном токе, если зажечь дугу, сварочный ток принимает постоянное значение а также дуга приобретает стабильность, так что приложение напряжения высокой частоты осуществляется только при зажигании. Однако при сварке на переменном токе, поскольку повторное зажигание затрудняется при переходе синусоидального переменного тока к положительной полярности электрода, в процессе сварки требуется постоянное приложение напряжения высокой частоты. Однако в случае переменного тока с прямоугольной формой волны в инверторном управлении полярность чередуется мгновенно, что позволяет легкое повторное зажигание, поэтому не требуется приложение напряжения высокой частоты. Генерация напряжения высокой частоты осуществляется методом искрового промежутка, обычный пример которого представлен на рис 2.16. (а) показывает метод, в котором питание к схеме высокой частоты осуществляется с первичной цепи сварочного источника питания, а (б) показывает метод, в котором питание осуществляется с вторичной цепи. Метод (б) больше применяется к сварке на переменном токе, которая постоянно нуждается в приложении напряжения высокой частоты, и позволяет понизить радиопомехи из-за высокой частоты по сравнению с методом (а). 2-3-2 Схема управления защитным газом При зажигании дуги, в случае недостаточной защиты зоны сварки, дуга горит нестабильно и происходит интенсивный износ электрода, поэтому начинают подавать защитный газ за 0,1 - 0,5 сек до запуска дуги. Это действие называется подачей защитного газа до зажигания дуги. Кроме того, если выключают защитный газ одновременно с прекращением дуги, вольфрамовый электрод и ванна расплавленного металла, находящиеся в раскаленном состоянии, подвергаются значительному окислению, что приводит к износу электрода, сварочному дефекту и прочим неисправностям, Чтобы предотвратить это, необходимо продолжать подавать защитный газ в течение 5-30 сек, пока электрод и ванна расплавленного металла не остывают достаточно. Эти два действия контролирует схема, состоящая из электромагнитных клапанов и таймеров. 2-3-3 Реле давления охлаждающей воды В случае использования горелок водяного охлаждения вследствие нехватки подачи охлаждающей воды, ее прекращения и т.д. горелка может перегореть. Чтобы предотвратить это, сконструирована схема управления, которая при снижении давления охлаждающей воды ниже заданного значения прекращает горение дуги с помощью реле давления. При этом следует обращать внимание на то, что эта схема бессильна перед нехваткой подачи, вызванной засорением корпуса горелки или шланга охлаждающей воды. 2-3-4 Схема управления последовательностью Как изложено выше, в качестве схемы управления для Аргонодуговой сварки существуют схема генерации высокой частоты, схема управления защитным газом и т.д., которые осуществляют ряд действий; (1) Нажатием выключателя горелки начнется подаваться защитный газ. будет приложено напряжение высокой частоты, под наведением которого зажжет дуга. (2) В случае сварки на постоянном токе после зажигания дуги напряжение высокой частоты автоматически прекращается, но в случае сварки на переменном токе приложение высокой частоты продолжается и в процессе сварки. (3) Повторным нажатием выключателя горелки дуга прекратится, но защитный газ будет подаваться в течение несколько секунд. Управление этими действиями осуществляет схема управления последовательностью. На рис. 2.17 представлена последовательность основных действий Аргонодуговой сварки. Кроме этого, в зависимости от производимых работ имеются разновидные последовательности, но в любом случае управление действиями осуществляется путем операции выключателя горелки.
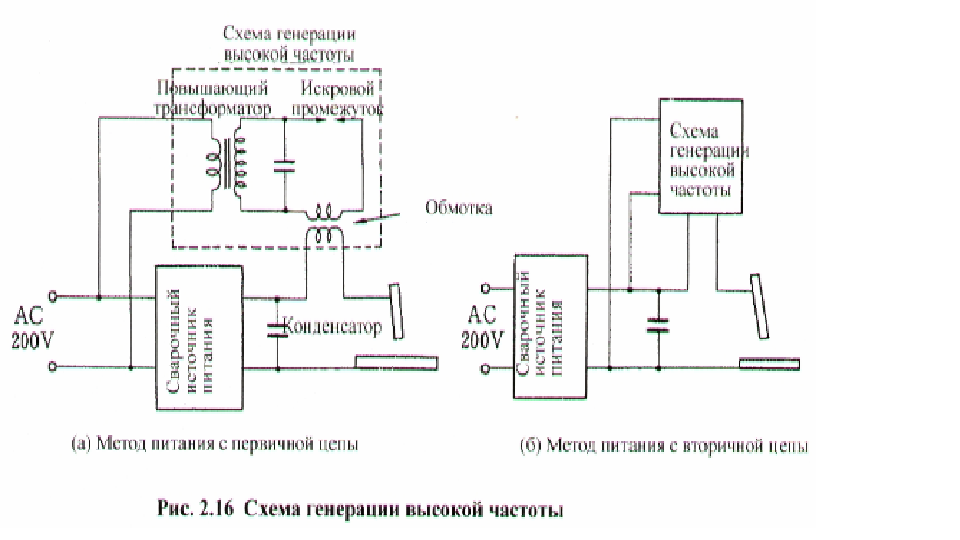
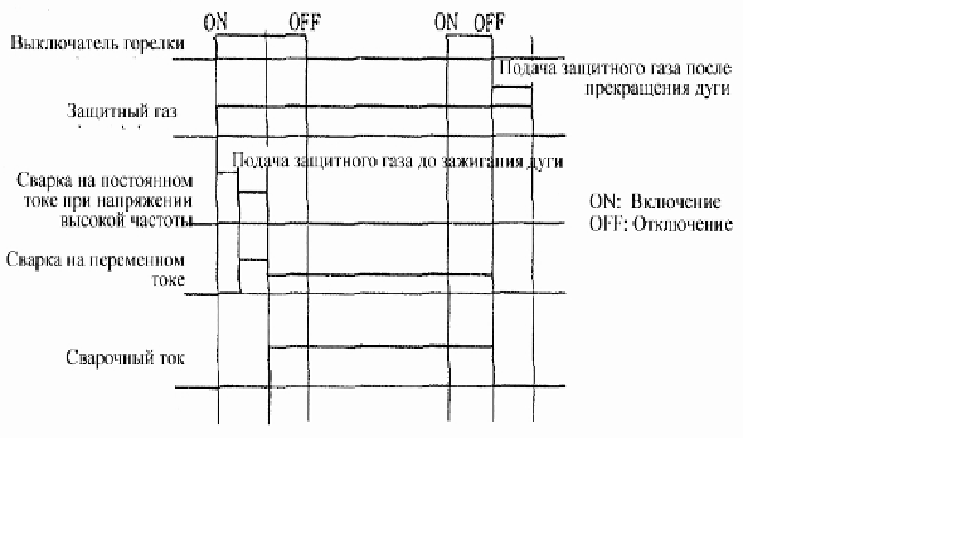
1 балл
-
@Samodur, Есть)) Курсы при заводе были.1 балл
-
Вот мой вариант. http://www.youtube.com/watch?v=pTv7frueuL41 балл
-
@Ника, пусть купит полуавтомат в среде CO2. это значительно облегчит весь процес. и каким *принципам сварки?* там принцип один ржавое вырезал-новое поставил.1 балл
-
@Шурпет, примерно вот такими уровнями http://www.centroinstrument.ru/data/default/img/catalog/item/1/340-postrite-02.jpg По этапам делается примерно так. В кондуктор закладывается и варится по очереди два прямоугольных основания из швеллера. К тому, что оказывается сверху привариваются углы бытовки - приставили, уровнем откорректировали, прихватили, обварили. Далее эта часть переворачивается, стыкуются углы, прихватываем и обвариваем. Типа схему сделал вид сбоку http://cs622622.vk.me/v622622196/3984/NQqJ4Efsfsk.jpg1 балл
-
Коптильня. Коптильня. = =
1 балл
-
@AMBIVERT42,Корень был зачищен.Это от лампы так отсвечивает.Благодарю за ответ @BelaZZ,Возможно .Ток не прибавлял.Варил от балластника,поэтому побоялся прибавить1 балл
-
@BelaZZ, а для стыка на вертикальной трубе есть такие же пошаговые фото процесса?1 балл
-
Застрахуйте свою жизнь (здоровье) перед употреблением самоделок,хоть какие-то деньги.1 балл