Лидеры




Популярный контент
Показан контент с высокой репутацией 19.02.2015 во всех областях
-
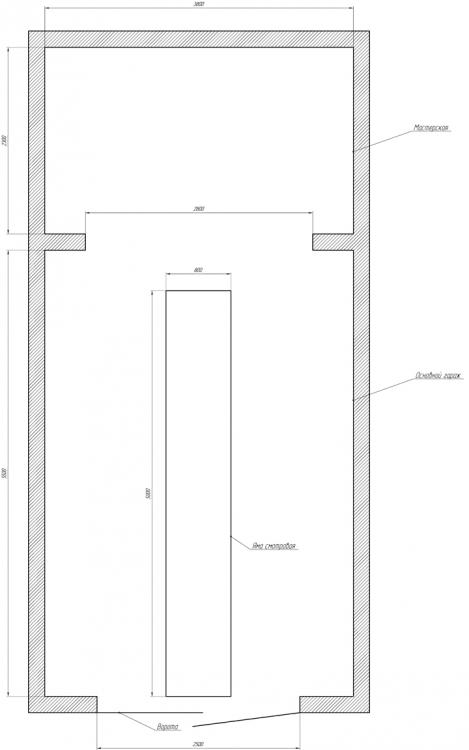
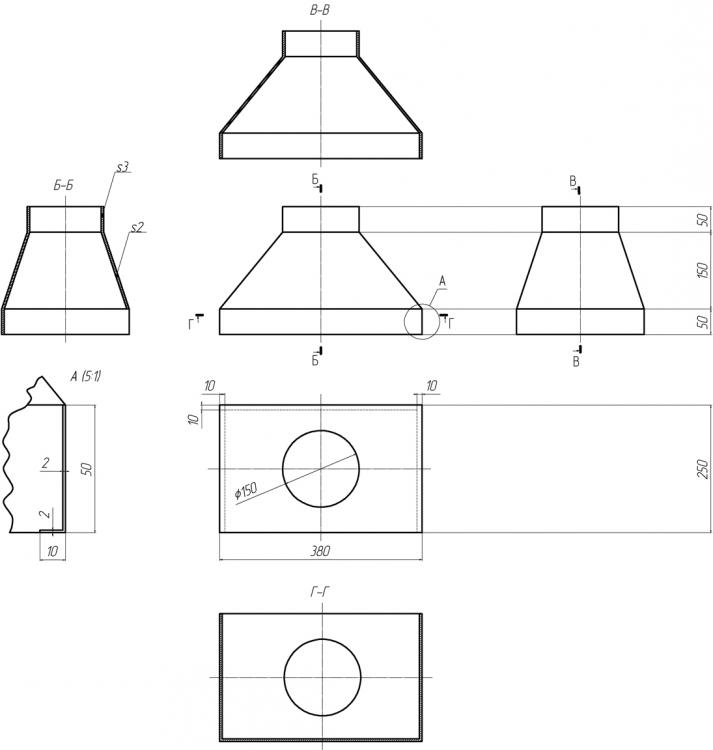
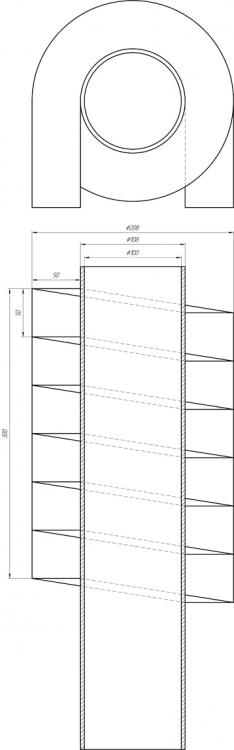
Всем доброго времени суток! Сегодня у нас будет не столько обзор моей мастерской, сколько её история и планы... а много писать я люблю. Так что, если кому "многабукав" не нравится, листайте картинки и фотки и комментируйте их (: Предыстория. (Можно пропустить) Учился я некогда в колледже (читай техникум) на автомеханика, после чего где и кем я только не работал - от продавца-консультанта компьютерной электроники до менеджера на электронных торговых площадках. Но везде не долго, связано это было, скорее всего, с неинтересностью мне этим всем заниматься, а соответсвенно отсутствия роста в данных сферах и непрофессианализм. Так же пробовал работать по специальности, но так официального трудоустройсва не было, зарплата так же отсутсвовала И вот около года скитания окончились моим решением пройти курсы обучения на сварщика. Электрогазо сварщика, если быть точнее, по окончанию которых мне присвоили 3й разряд (Жадины!) Далее 1,5 года работы в одной ЗАО, довольно известной и авторитетной конторе, которая совершенно не заботится о своих рабочих - низкий уровень ЗП, огромная переработка, расценки по тоннажу, при том с 90х годов ещё остались.. как-то так. В общем бегут оттуда все, кому есть куда бежать. Получилась из конторы этой некоторая школа - люди приходят после обучения, набираются опыта на РДС и ПА, и бегут куда глаза глядят. Так же получилось и у меня, но это несколько позже. Попутно, работая на вышеупомянутого рабовладельца, думалось мне, как бы зарабатывать начать, да так, чтоб уйти восвояси из этой конторы (Аналогов в городе практически нет и те все забиты). Появилось у меня несколько идей для "своего дела", начал развивать мысль, узнавать что по чём и куда. А идея у меня возникла отнюдь не по сварке, и для этой идеи мне нужен был кусок земли в лесу в аренду, для чего, как оказалось, нужно зарегистрировать юр.лицо или ИП. Так я стал Генеральным директором ООО "Стоящий у солнца" Но идея несколько осложнилась вливанием денег в фирму - а их надо было (и до сих пор надо) не малое количество. Так ООО ушло на второй план, а деньги я решил заработать на вахтах. Устроился в ООО "шараш-монтаж"... ну или почти так. В общем в одну конторку, которая тупо нанимает людей у нас в городе, отправляет на объект и там эти люди работают под суб-суб-суб подрядчиком. В этой же конторе показали что такое аргон. И вот я аргонщик и еду на атомку в Нововоронеж, аттестовываюсь на объекте на трубы, получаю 2ю категорию допуска, в конторе присваивают мне 4й разряд, варю там систему экстренного охлаждения реактора и за вахту в 32 дня получаю 30.000 рублей В межвахтовый отпуск так получилось, что взял заказ на алюминий, попробовал - получилось. Ах да, отец у меня некогда был аргонщиком на заводе и потому, был у него куплен инвертор AC/DC под аргон, на котором я и заколымил свои первые копейки. Знакомые, узнав что варю алюминий, подкинули нормальный заказ и за 2 дня я 10к заработал. Почуяв вкус денег уволился с шараш-монтаж. Основание. (Тут картинки будут, если что...) Поняв, что могу зарабатывать на много больше, работая на себя, собственно стал работать на себя. Перевёз оборудование в гараж (опять-таки отцовский), прибрался там, докупил кое-чего и вот у меня есть сварочный пост. Из оборудования имею: Сварочный инвертор MASTER TIG AC/DC 200P;одну из самых дешёвых маленьких болгарок на 115мм;один из самых дешёвых дрель-шуруповёрт;Резак пропановыйИ всё... Теперь подробнее о процессе поиска клиентов: Сварганил я значит группу во ВКонтакте, сайтик фирмы (со временем на другой домен переедем, т.к. настоящий домен был ориентирован под первую идею и никак не вяжется логично с тем, чем я занимаюсь сейчас), расклеил объявления где было можно (таким образом, чтоб не портить внешний вид города). Начал распространять информацию, что вот он я и вот что я могу и умею, айда ко мне ремонтироваться или изобретаться... В общем давал понять людям, что я существую. По тихому от клиентов пошли звонки и заказы, в основном на ремонт, бывало и так, что на выезд. Пошли они, но мало - для выживания хватает, а вот ещё же и жить хочется! Настоящее время. Поскольку свободного времени много, а денег мало, стал я в городе искать работу сварщика, чтоб хоть как-то жить можно было. Рассматривалось всего 2 варианта - где платили и был удобный график, но маста все были заняты. Тем не менее через какое-то время попал я туда, куда и хотел, где сейчас и тружусь 3 через 3 по 12 часов, всё остальное время я директор И в принципе этих 3х выходных хватает, чтоб сварить то, что люди тащат, а тащат они обычно КПП, Блоки цилиндров и пр, что из алюминиевых сплавов и волшебным образом ломается. Большим плюсом является наличие юр.лица, так как есть возможность брать заказы от других юр.лиц, при том зарабатывать действительно хорошо - в штате никого кроме меня нет, делиться не надо. (: Так мне привезла алюминий одна фирма и пропросила сделать что-то типа то ли воронки, то ли вытяжки. С понедельника начну. Мой помощник при работе на выезд - тащит баллон аргона в 40л. инвертор и остальное мелкое оборудование. Планы. В ближайшем будущем хотелось бы прикупить: Полуавтомат Циклон- ВУДИ-201;Нождак;Огнетушитель;Так же хотелось бы купить гараж на более выгодном месте, более просторный, да и вообще во всём лучше, чем нынешний. Уже в новом гараже хотелось бы: Печь, кушающая уголь;Котёл с системой радиаторов и циркуляционным насосом;Так же есть идеи по вентиляции. Во-первых надо повесить вытяжку: А во-вторых, придумалось мне следующее - помимо вытяжного канала, сделать вводный, который будет оснащён аналогичным по производительности вентилятором, что и вытяжка, а так же спиралью проходить по трубе дымохода, тем самым нагреваясь. Таким образом мы компенсируем вход-выход воздуха, предотвратив подсасывание воздуха из щелей хотя бы частично, попутно подогревая входящий объем воздуха. Остальные фантазии пока не имеют смысла - покупка гаража дело не дешёвое и по тому не быстрое... Продолжу позже некий отчёт о купленном или сделанном. Теперь всем пока и я пошёл готовиться к трудовой неделе... или правильнее вахте. В целых 3 дня
 11 баллов
11 баллов -
Когда фотографируешь на холоде. http://cs624224.vk.me/v624224235/1bc8b/SkFLpxY9K2A.jpg10 баллов
-
РАДС 270А
9 баллов
-
Будем монтировать вот этот кузов На вот это шасси Начал с надрамника, который стоит между шасси и кузовом. Он с машины "перевертыша", еще и самопал в грубой форме. Порезал на части, что еще пригодится - в сторонку Почти все разделял по швам кислородом. Кое что почистил и усилил там где погнило и полопалось. Примерка на кузов. На самом кузове тоже кроилова хватает, без работы не останусь. По мере продвижения буду выкладывать еще фото, а пока на закуску- три обломанных болта м22 на бульдозере. Один вообще под корень. Делаем вот такую штуковину из гайки Вставляем, привариваем и выкручиваем
4 балла
-
Это о чём говорит? О том, что систему отопления тёплыми полами надо сразу оборудовать смесительным узлом, а не регулировать температуру ТП температурой теплоносителя на входе/выходе котла. Тем более, если у Вас в системе есть калорифер, нуждающийся в совсем ином тепловом режиме.3 балла
-
@rumb, если баллон под сжатый газ прошёл аттестацию, то он взорвётся сам по себе вряд ли. При нарушении правил эксплуатации возможно всё. Углекислотные баллоны заливают сжиженной углекислотой. Жидкости, как известно, не сжимаемые. В случае, если углекислоту налили, что называется, по горлышко, не оставив места под газовую фазу, бабах очень даже вероятен. Потому, что жидкости, хоть и не сжимаются, но, с нагревом-расширяются. Таким же макаром рвёт и не по правилам заправленные пропановые баллоны.3 балла
-
Посмотреть бы? Не будет, на плазме рабочее напряжение больше 100 вольт, а холостое 380.3 балла
-
Проба пера по алюминию . Аппарат уже пару лет , но кроме как по пластине несколько раз "поварить" , ничего не пробовал . А тут на глаза попался обломанный штуцер от "Газели" , который мирно покоился в куче всякого хлама , да ещё и время свободное выдалось . Попробовал нарастить недостающий участок .
3 балла
-
Установка новых шарниров.Старые крепления срезаны,наварен квадратный прокат 20х20,электроды УОНИИ 13-55(Эсаб).Приваривание скоб новых шарниров,выставление ворот и сверловка.Лестница не моя
3 балла
-
сперто c вебсварка
3 балла
-
"Революция о которой так долго говорили большевики- свершилась товарищи!" А конкретно нам в мастерскую поставили второй тельфер. Вцелом такой же как и старый, только новый. Ну есть некоторые навороты как то: эргономичный радиопульт с джойстиком, зависимость скорости передвижения от груза, ну и вцелом более прогрессивная конструкция. А ещё он умеет отсылать сообщения о своём режиме работы фирме установщику (имейл или смс там, я не знаю)2 балла
-
Много тепла на вольфрам идет , пробуйте 30% - больше тепла на материал пойдет (правда шов чуть грязнее станет ))2 балла
-
Клюёт? http://www.youtube.com/watch?v=ORfKupHAT2Y2 балла
-
2 балла
-
Да,рыбалка она такая.На жор торопился
2 балла
-
Обновочки Себе на ДР руселкомовский cut-30 и друзья подарили Aurora pro overman 180 http://cs624423.vk.me/v624423196/2301f/4HlCPUz1rH8.jpg2 балла
-
Добавилось два новых человека в коллектив нашей мини-мастерской, вот с такими конями, которые ожидают переделок http://cs621924.vk.me/v621924196/c442/GKjlmdGYw_c.jpg http://cs621924.vk.me/v621924196/c466/qSEYr4KAS8I.jpg2 балла
-
Замена опорной плиты п/прицепа Schmitz без снятия будки, фото демонтажа не делал:
2 балла
-
@schkaliki, собственно, у меня по той же концепции и сделан, только 6 цилиндров. Да, бутылки можно хранить в цилиндрах http://cs624721.vk.me/v624721704/9dc6/L0sPV1TCp2g.jpg http://cs624721.vk.me/v624721837/a4d9/y7bT1i16eqQ.jpg1 балл
-
Мы его кувалдой стукнули, а он сиравно нихочит.1 балл
-
Вижу тут один существенный минус- отсутствие охлаждения горелки. Для производства охлаждение есть вещь первой необходимости.1 балл
-
Симфер, варите не бойтесь, не треснет. После того как пару раз без воды протопят он весь будет как ваш шов. Всего поменьше: присадки, току и швы покороче (давайте остыть).1 балл
-
Евгений С Днем Рождения!1 балл
-
@Universal welder, с днем рождения!1 балл
-
А у нас ( нет не газ ), практикантка. Поручили нашим опытнейшим сварщикам научить её всему. А всё в представлении начальства- это не только сварка ( MMA,MIG,TIG), но и слесарные работы. Кстати в плане сварки очень быстро хватает, я и раньше знал, что сварка даётся женщинам хорошо, только то что дело здоровью не шибко полезное. Кстати мать двоих детей. У неё батя сварной, вот и она решила приобщиться так сказать...1 балл
-
А вот теперь можно и выкинуть)))1 балл
-
Universal welder с днюхой!!!1 балл
-
Титан проще продать и купить нержу, нефиг выделываться.1 балл
-
Universal welder с Днем рождения! Здоровья, успехов и хорошего настроения!1 балл
-
Биография Джугашвили - Кобы - Сталина, политического долгожителя XX века, содержит в себе несчетное число противоречащих друг другу характеристик: де, жестокий, но и отец родной; лидер коммунистической партии, однако под конец правления практически отстранил партбюрократию от власти; "ленинскую гвардию" разогнал, пересажал, перестрелял, - монстр. И в то же время - правильно сделал, что эту саму "ленинскую гвардию", состоявшую преимущественно из людей глубоко нерусских (и настроенных против всего русского) казнил, по сути дела расправился с виновниками гибели двух или трех десятков миллионов (!) лучших русских людей. В январе 1905 года молодой революционер Сосо Джугашвили в газете "Пролетариатис Брдзола" публикует статью "Класс пролетариев и партия пролетариев", в которой пишет: "Прошло то время, когда смело провозглашали: "единая и неделимая Россия". Теперь и ребенок знает, что "единой и неделимой" России не существует, что она давно разделилась..." И это в то время, когда русские солдаты проливают кровь на полях боев на Дальнем Востоке. Значит, он был предателем, подрывным элементом? Но вот Иосиф Сталин в 30-е годы, уже правитель огромной "единой и неделимой" державы - Советского Союза - слушает пластинки с песнями времен русско-японской войны. Он ставит в патефон пластинку с песней "На сопках Маньчжурии" со старыми еще словами: Белеют кресты далеких героев прекрасных И прошлого тени кружатся вокруг, Твердят нам о жертвах напрасных. И в глубокой задумчивости по несколько раз он переставлял иголку патефона на словах: Но верьте, еще мы за вас отомстим И справим кровавую тризну. И вот в 1945 году Сталин, Красная армия пришли туда и отомстили за павших в 1905-м... Не поймешь сходу, кем же он был гением или злодеем. Значит, сходу и не нужно судить. Почитайте его речи, и выступления, прочитайте воспоминания о нем. В ХРОНОСе все это есть: вот Никита Сергеевич славословит вождя, а потом с такой же фанатичной убежденностью порочит его. Да что я вам буду пересказывать?! Уверен, вы и сами разберетесь, почему враги России всех времен оказываются среди непримиримых критиков Сталина.http://www.hrono.ru/biograf/bio_s/stalin_iv.php http://www.hrono.ru/img/kartiny/gtg_stalin.jpgВячеслав Румянцев1 балл
-
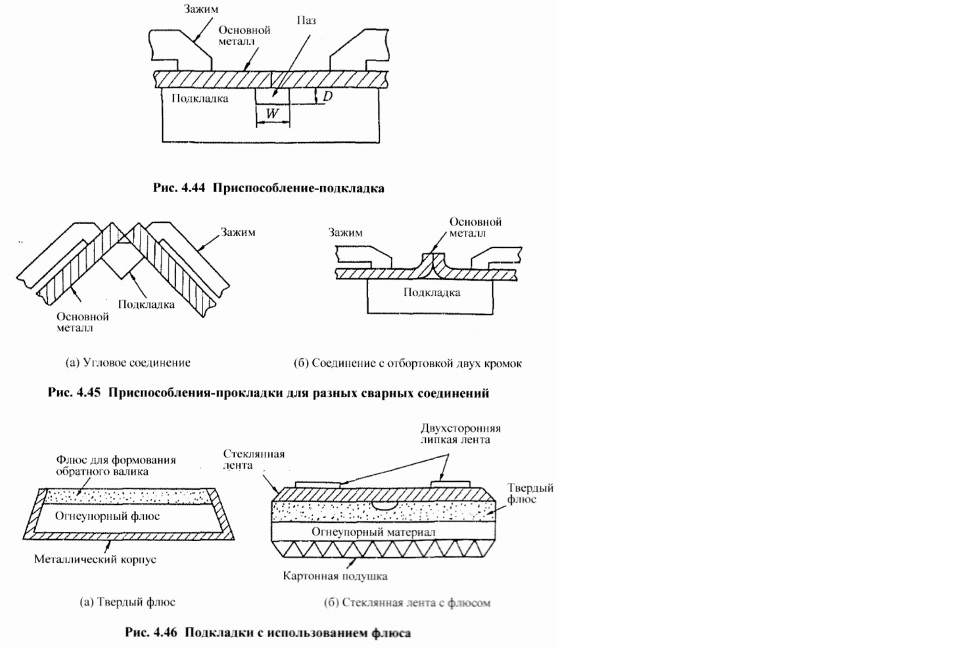
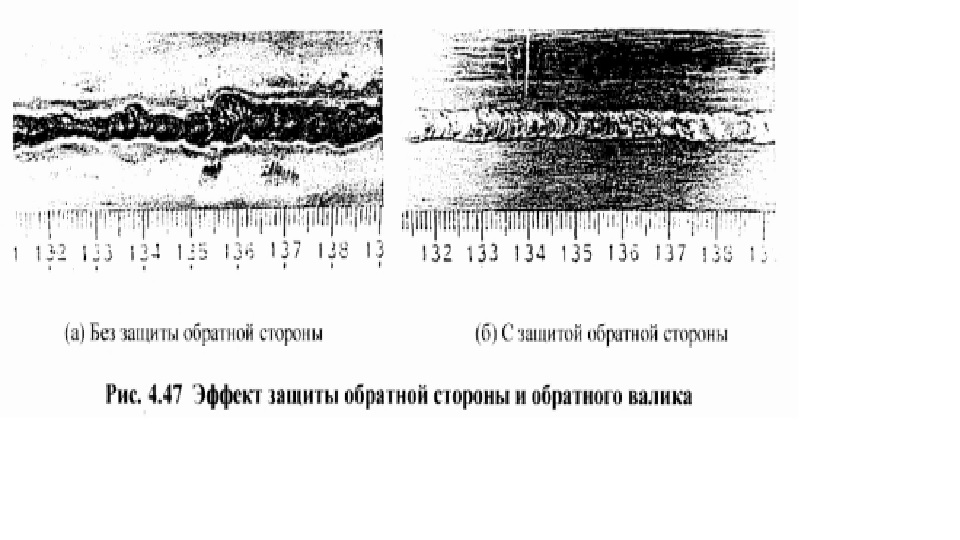
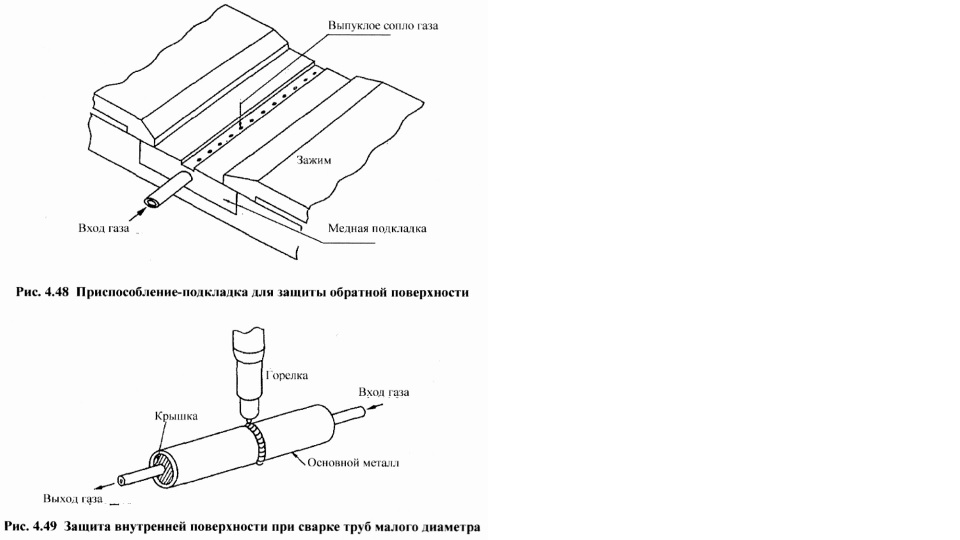
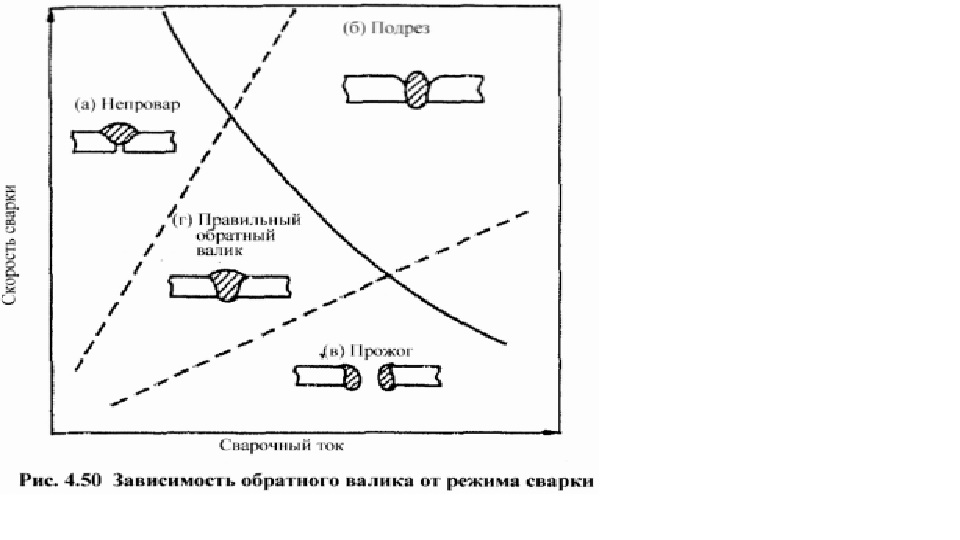
4-6 ОБРАТНЫЙ ВАЛИК 4-6-1 Приспособление-подкладка При сварке тонкостенных листов применяется метод исполнения работ, по которому одним проходом сваркой с лицевой поверхности основного металла и на обратной поверхности формируется валик. Валик, который формируется на обратной поверхности основного металла, называется обратным валиком. В процессе сварки невозможно наблюдать ход формирования этого обратного валика, так что для получения хорошего результата сварки требуется достаточно высокий уровень навыков. Однако Аргонодуговая сварка позволяет формировать обратный валик легче, чем другой метод сварки, так что часто применяется не только при сварке тонкостенных листов, но и для первого слоя многослойной сварки. Чтобы сформировать обратный валик, нужно расплавить основной металл достаточно до обратной поверхности. Однако расплавленный металл держится за счет поверхностного притяжения, так что, если ванна расплавленного металла становится слишком большой, поверхностное притяжение не может держать ванну расплавленного металла, происходит вытекание части расплавленного металла и в ванне будут пробиты поры. Чтобы предотвратить это вытекание части расплавленного металла, используется приспособление-подкладка, представленная на рис. 4.44. Обычно подкладка изготавливается из меди, у которой удельная теплопроводность высока. Пользуясь охлаждающим действием подкладки, сдерживают возрастание ширины обратного валика, вызываемое чрезмерным тепловложением, одновременно предотвращают приплавление подкладки к обратному валику и уменьшают деформацию, вызываемую сварочным теплом. В случае сварки тонкостенных листов приспособления-подкладки часто служат и приспособлениями-ограничителями сварного соединения. Форма паза подкладки также является одним из важных факторов обратного валика, и варьируется в зависимости от толщины стенки и т.д. При установке формы следует ориентироваться на глубину (D) 0.5 - 2 мм и ширину (W) 2-6 мм. Если формируют обратный валик на сварочном соединении с плотно прилегающими кромками в вершине разделки шва. не устанавливая зазора, будет потерян выход газа, выделяемого из расплавленного металла, и этот газ устремится к поверхности валика, что может привести к образованию раковин или поверхностных раковин. В угловом соединении и соединении с отбортовкой двух кромок также часто применяется приспособление-подкладка, пример которых представлен на рис. 4.45. Кроме того, в случае обратного валика для толстостенных листов или крупных конструкций и т.д. в качестве материала подкладки могут быть применены твердый флюс, стеклянная лента с флюсом и т.д.. как представлено на рис. 4.46. 4-6-2 Защита обратной поверхности Поскольку обратный валик относится к затвердевшему состоянию расплавленного металла, в случае нержавеющей стали, титана и прочих металлов, склонных к окислению при высокой температуре, необходимо обеспечить обратный валик защитой. В некоторых случаях газовая защита обратного валика называется обратной защитой Например, в случае нержавеющей стали, если формируют обратный валик без защиты обратной стороны, окисление происходит на значительную глубину обратного валика, как показано на рис. 4.47 (а) и с первого взгляда виден некачественный внешний вид обратного валика. На рис. 4.47 (б) показан пример с защитой обратной стороны. Обратный валик защищен за счет газовой защиты и показывает свой качественный внешний вид. Для защиты обратной поверхности обычно с использованием подкладки, пример которой представлен на рис. 4.48. подают аргон на обратную поверхность зоны сварки через выхлопные сопла этой подкладки. Если расход аргона слишком велик, то аргон может захватить воздух и тем самым понизить эффект защиты, так что нельзя подавать аргон больше, чем необходимо. При сварке труб с малым внутренним диаметром использовать подкладку невозможно, так что защиту с внутренней стороны осуществляют, как показано на рис. 4.49. В этом случае необходимо предусмотреть не только вход защитного газа, но и его выход, чтобы был получен сквозной поток защитного газа. Таким образом, чтобы обеспечить обратную поверхность полной защитой, нужно сложное оборудование и увеличение расхода газа. С другой стороны, в некоторых случаях невозможно обеспечивать обратную поверхность защитой из-за ограничения формой сварного соединения или т.д., так что на предприятиях продаются покрытые присадочные прутки для Аргонодуговой сварки, поверхность которых покрыта флюсом, и присадочные прутки с флюсом, которые включают в себя флюс. С использованием этих присадочных прутков обратные валики защищаются шлаком и получается хороший результат. 4-6-3 Формирование обратного валика При стыковой сварке тонкостенных листов без подкладки формы валика подразделяются, как представлено на рис. 4.50. В зоне (а) из-за нехватки тепловложения расплавление не распространяется до обратной стороны основного металла и обратный валик не формируется. В зоне (б) не полностью, но все-таки формируется обратный валик, однако велико обжатие ванны расплавленного металла давлением дуги в силу высокой скорости и сильного тока сварки, и в результате чего образуется подрез. В зоне (в) из-за чрезмерного тепловложения расплавленный металл вытекает и в ванне расплавленного металла пробивается пора. Следовательно, чтобы получить качественный обратный валик, (смотри) зону (г), сварку производят на слабом токе и низкой скорости. Кроме того, по мере возрастания зазора в вершине разделки или смещения подходящая к сварке зона уменьшается и, если превышен допустимый предел, сварка сама становится невозможной. Допустимый предел зазора в вершине разделки и смешения не больше, чем 1/2 толщины стенки. В случае использовании приспособления-подкладки, если устанавливают зазор в вершине разделки, можно формировать обратный валик легче, чем при стыковке участков притупления кромок друг к другу. Выполняя сварку, работник сам почти не может непосредственно наблюдать ход формирования обратного валика, однако, если приобрел опыт в определенной степени, может сам предположительно судить о ходе формирования обратного валика, наблюдая за состоянием ванны расплавленного металла. Например, можно наблюдать следующие явления; Ø Пока расплавление не распространяется до обратной поверхности основного металла, ванна расплавленного металла выглядит немного выпуклой в силу теплового расширения. Ø Когда расплавление достигло обратной поверхности основного металла и формируется обратный валик, расплавленный металл протекает к обратной стороне, так что поверхность ванны расплавленного металла выглядит немного вогнутой. Ø Когда обратный валик формируется устойчиво, ванна расплавленного металла выглядит относительно прозрачной и ее размер почти не изменяется. Ø Когда обратный валик не формируется нормально, ванна расплавленного металла резко теряет свое прозрачное ощущение и выглядит немного черноватой. Размер ванны расплавленного металла уменьшается. Ø Непосредственно перед возникновением прожога. Ванна расплавленного металла выглядит так, как будто резко увеличила свое прозрачное ощущение, и размер ванны расплавленного металла также увеличивается. Следовательно, следует сначала расплавить поверхности притупления кромки до обратной стороны, приостанавливая горелку на начальной точке сварки, и. суля по поведению и состоянию ванны расплавленного металла, убедиться в формировании обратного валика, а затем переместить горелку, обращая внимание, на постоянность размера ванны расплавленного металла. Даже когда на начальной точке сварки успели сформировать правильный обратный валик, если затем скорость сварки становиться слишком большой или малой, то дальше или не формируется обратный валик или происходит прожог. Так что следует по возможности приобрести навыки в перемещении горелки на равномерной скорости. Кроме того, изменение длины дуги также оказывает влияние па формирование обратного валика, так что следует обучаться, чтобы по возможности уменьшить дрожь руки. Форма конца вольфрамового электрода также оказывает влияние, так что следует полировать электрод, форма которого изменилась вследствие износа, заблаговременно.
1 балл
-
У них рабочее 100-150 и соответственно поверочное 150-225 кгсм. Очень у вас самоуверенные заявления. То-же касается остальных циферок которые вы приводите, они написаны "от фонаря". На любом баллоне выбито рабочее и поверочное давление, нет такого понятия баллон для дайвинга или баллон для скорой помощи, есть понятие баллон\сосуд высокого давления, у которого есть паспорт и определенные характеристики которые набиты на самом баллоне. Циферки же которые привели вы, высосаны из пальца, что не правильно в корне. То есть по вашему мы можем взять баллон из под хлора, хладона или метана и тупо через переходник качнуть туда кислороду или водороду? Не пишите ересь, если не шарите в ТБ и правилах обращения с сосудами высокого давления. Ведь кто-то такой же нешарящий как вы может повторить написанное вами на практике.1 балл
-
Прежде чем задавать вопросы, надо самостоятельно поискать на них ответы, а здесь они есть. Судя по вашим вопросам, вы не прочитали ни одной сварочной книжки...1 балл
-
Классная идея.
1 балл
-
на гусак TIG 18 HC возможно крепление специального водохлаждаемого сопла, однако, такие сопла не поставляются и гусаков таких тоже больше не будет...1 балл
-
Понадобились болты с "барашком", все старые запасы обнулены, да и хотелось нержавейки.... вспомнил - где-то на форуме (или на чипе?) проскакивало - нарезал колец из трубы D25 мм и шпильку М8, быстренько наварил!
1 балл
-
Возьмите меня кто-нибудь в ученицы. : )1 балл
-
Встреча в Минске. http://cs14112.vk.me/c540102/v540102928/27b65/4lKjBJsc5_c.jpg1 балл
-
Не у меня, а моего сына сундучок, ему мой отец сварил: Может, и не совсем в тему, просто ассоциации. Сорри за качество фото.
1 балл
-
Упрочняющая термическая обработка титановых сварных соединений Упрочняющая термическая обработка сварных соединений титановых сплавов, состоящая из закалки и старения (отпуска), служит дополнительным резервом повышения прочности сварных конструкций. Однако следует отметить, что применение упрочняющей термической обработки на сварном соединении более ограничено по сравнению с основным металлом. Это вызвано тем обстоятельством, что крупнозернистая игольчатая структура плохо воспринимает упрочняющую термическую обработку, т.е. не обеспечивает достаточно хорошего сочетания прочности и пластичности после закалки и старения. Поэтому для сварных соединений применяется «мягкая» упрочняющая термическая обработка, повышающая прочность на 10-20% по сравнению с прочностью отожженного состояния. В этом случае при умеренной прочности удается получить удовлетворительные характеристики пластичности сварного соединения. В последнее время разработано несколько новых способов упрочняющей термической обработки сварных соединений титановых сплавов, которые позволяют несколько расширить возможности применения упрочняющей термической обработки в сварных конструкциях, которые будут нами также рассмотрены в настоящем разделе. Все более широкое распространение получает упрочняющая термическая обработка сварных конструкций, когда основной металл упрочняется закалкой и старением до необходимого уровня, а сварное соединение делается утолщенным и приводится в отожженное состояние методом локальной термической обработки. Такой прием позволяет получать равнопрочную конструкцию как по основному металлу, так и по сварному соединению с высокой работоспособностью. Рассмотрим некоторые вопросы упрочняющей термической обработки сварных соединений титановых сплавов. Упрочняющая термическая обработка, состоящая из закалки и старения, применима к сварным соединениям двухфазных с+р-титановых сплавов, начиная со сплавов мартенситного типа и кончая псевдор-сплавами. Принцип упрочняющей термической обработки сварного соединения, как и основного металла, заключается в том, что при ускоренном охлаждении сохраняются ме-тастабильные р-, а’- ("Л-фазы, а при последующем искусственном старении происходит выделение дисперсных частиц а- и р-фаз. При этом эффект упрочняющей термической обработки зависит от типа, количества и состава метастабильных фаз, а также от дисперсности образовавшихся после старения частиц a- и р-фаз. Особенностью упрочняющей термической обработки сварных соединений титановых сплавов является использование в некоторых случаях термического цикла сварки в качестве закалки при упрочняющей термической обработке. Сварное соединение при однопроходной сварке металла небольших толщин можно рассматривать как закаленное с температур р-области.Метастабильные составляющие р- и а’-фазы у титановых сплавов склонны к распаду в процессе изотермического нагрева при невысоких температурах с образованием равновесной а+р-структуры.На начальной стадии старения образуются дисперсные выделения а- и р-фаз, что сопровождается значительным упрочнением сплавов.Распад метастабильной р-фазы идет по схеме:рнестаб-Триеста б+а-кх+р. При изотермическом нагреве а’(а")-фаза распадается по схеме а’(а")-+а’(а")0ботгтц-{-а-+а-{’Рнестаб-*а+р. Распад а’(а")-фазы сопровождается на первой стадии образованием ct-фазы и а’(а")-фазы, обогащенной р-стабилизирующими элементами. Приведенные схемы превращения метастабильных фаз при изотермическом нагреве справедливы для процессов, проходящих при температурах выше 450-500° С. При более низких температурах изотермического нагрет ва процессы распада могут проходить с образованием промежуточной со-фазы. В практике упрочняющей термической обработки как сварных соединений, так и основного металла режимы термической обработки исключают образование ©-фазы. В зависимости от режимов упрочняющей термической обработки — температуры закалки, температуры и продолжительности старения (отпуска) — механические свойства сварных соединений будут изменяться в широком диапазоне. С повышением температуры закалки в сварном соединении сохраняется все большее количество (по объему) метастабильных фаз. У сплавов докритического состава увеличивается сначала количество метастабильной р-фазы, а затем а’(а")-фазы. У сплавов закритического состава происходит непрерывное увеличение количества метастабильной р-фазы по мере повышения температуры закалки до точки полного полиморфного превращения в сплаве. Объем метастабильных фаз в сплаве определяет эффект упрочнения, который может быть получен при последующем старении закаленного сплава. Как правило, с повышением температуры закалки термически упрочненного сплава с а+р-структурой возрастает его прочность и снижается пластичность. При постоянном времени старения с повышением температуры старения увеличиваются объем и степень распада метастабильных фаз и выделяются дисперсные частицы. Это сопровождается повышением прочности и, как правило, снижением пластичности. При определенной температуре старения прочность достигает максимума, при дальнейшем повышении температуры прочность постепенно снижается до уровня прочности отожженного металла. Этот участок кривой характеризуется коагуляцией дисперсных а- и р-частиц до равновесного состояния по мере повышения температуры старения. Фактор продолжительности старения выражается в том, что максимум на кривой прочности смещается в область более высоких температур, и величина максимума уменьшается по мере уменьшения продолжительности старения. Такой характер изменения прочности в зависимости от режимов старения обусловлен тем, что с увеличением продолжительности старения удается в большей степени обеспечить полноту распада метастабильных фаз при сохранении высокой дисперсности упрочняющих частиц. Практические режимы старения используют, как правило, нисходящую ветвь кривой прочности, т. е. представляют собой режимы перестаривания. Это позволяет обеспечить лучшее сочетание прочности и пластичности у термически упрочненного металла при удовлетворительной стабильности механических свойств. Это еще в большей мере относится к сварным соединениям титановых сплавов с а+р-структурой, для упрочнения которых используют режимы еще более глубокого перестаривания. При таких режимах упрочняющей термической обработки при некоторой потере прочности удается получить некоторый выигрыш в пластичности, что является весьма необходимым для сварных соединений, имеющих литую структуру, которая хуже структуры деформированного металла.1 балл
-
Отжиг титановых сварных соединений Отжиг сварных соединений титановых сплавов состоит из нагрева до температуры рекристаллизации или до температуры фазового превращения, выдержки при за данной температуре и последующего охлаждения (мед ленного с печью, на воздухе или ступенчатого). Отжиг а-титановых сплавов, как правило, отжиг первого роде) поскольку он не связан с фазовыми превращениями. От-жиг а+р-титановых сплавов во всех случаях сопровождается изменением соотношения содержания а- и |3-фаз и его следует относить к отжигу второго рода. Отжиг с полной фазовой перекристаллизацией как для основного металла, так и сварного соединения титановых а-, псевдо а- и а+р-сплавов мартенситного типа пока не нашел промышленного применения, поскольку не дает дополнительного улучшения физико-механических свойств. Тем не менее в настоящее время опубликовав ряд работ по применению отжига в р-области с целью повышения вязкости разрушения (K1c) полуфабрикате из титановых сплавов. Для титановых сплавов с а+Я структурой переходного типа и псевдо р-сплавов отжиг с фазовой перекристаллизацией находит промышленное применение. Для сварных соединений титановых сплавов применяют полный и неполный отжиг. Отличие неполного отжига от полного заключается в том, что первый производится при более низких температурах и предназначен главным образом для частичного снятия внутренних напряжений в сварных конструкциях, а также для частичной стабилизации структуры. Неполный отжиг может быть применен как промежуточная операция в процессе сварки сложной конструкции или как окончательный отжиг. Достоинство неполного отжига состоит в том что его можно осуществлять в печах с воздушной атмосферой без обязательного последующего удаления окалины и загрязненного газами поверхностного слоя ме- Полный отжиг сварных соединений позволяет в значительной степени стабилизировать структуру сварного соединения и полностью снять остаточные напряжения. Поскольку он проводится, как правило, при температурах выше 700° С, его следует осуществлять в печах с защитной атмосферой (аргон, гелий) или в вакуумных печах. Титановые сплавы с a-структурой и псевдо а-сплавы практически не чувствительны к скорости охлаждения после отжига. Двухфазные a+p-сплавы мартенситного типа (ВТ16, ВТЗ-1, ВТ23 и др.) и особенно сплавы переходного типа (ВТ22, ВТ30 и др.), наоборот, весьма чувствительны к скорости охлаждения, и поэтому скорость их охлаждения с температуры отжига регламентируется. Для этого применяют отжиг с последующим охлаждением с печью при регламентированной скорости до определенной температуры, а затем на воздухе или ступенчатый отжиг, который может быть двойным или изотермическим. Двойной отжиг состоит из нагрева до температуры выше температуры рекристаллизации и превращения метастабильных фаз, образовавшихся в результате термического цикла сварки, выдержки, охлаждения на воздухе и последующего нагрева при бо-лее низкой температуре, но достаточной для стабилизации структуры, образовавшейся после первой ступени термообработки, выдержки при этой температуре и охлаждения на воздухе. Изотермический отжиг включает нагрев до температуры выше температур рекристаллизации и превращения метастабильных фаз, образовавшихся при изотермическом цикле сварки, выдержку, перенос сплавов в печь с температурой, достаточной для превращения метастабильных фаз в стабильную а+р-структуру, выдержку и охлаждение на воздухе. В случаях, когда применяют отжиг с последующим охлаждением сплава в печи (двойной или изотермический), температура, с которой начинают охлаждение на воздухе, должна быть столь низкой, чтобы обеспечить достаточную стабильность а-и р-составляющих в сварном соединении не только при эксплуатации сплава при нормальных температурах, но и при его эксплуатации при повышенных температурах. Поэтому режимы отжига для сварных соединений титановых сплавов выбирают, как правило, не только для получения оптимального соотношении характеристик прочности и пластичности, но и для получения их термической стабильности. Поэтому для титановых сплавов в зависимости от их состава, а иногда и от условий работы сварной конструкции выбирают тот или иной вид отжига. Так, например, для получения заданных физико-механических свойств после сварки и отжига псевдо-р-сплавов (ВТ15, ВТ32 и др,) скорость охлаждения с температуры отжига не играет роли. Однако для стабильности сварного соединения в процессе эксплуатации его при повышенных температурах следует проводить отжиг с последующим медленным охлаждением со скоростью не более 2-4 °С/мин. Несмотря на некоторые особенности сварного соединения, во всех случаях для него применимы общие принципы термической обработки, что и для основного металла. Время выдержки при отжиге исчисляется с момента нагрева садки. Очевидно, а-сплавы и псевдоа-сплавы во всех случаях отжигаются с последующим охлаждением на воздухе. Указанные режимы термической обработки обеспечивают сварным Соединениям полное снятие внутренних напряжений и оптимальное соотношение прочности и пластичности. Сварные соединения указанной группы сплавов термически стабильны, т. е. могут эксплуатироваться при рабочих температурах в течение длительного времени без существенного изменения физико-механических свойств. Сварные соединения титановых сплавов с а+р-структурой мартенситного типа можно в некоторых случаях отжечь с последующим охлаждением на воздухе, что часто обеспечивает получение оптимальных значений прочности и пластичности, поскольку температуры отжига большинства мартенситных сплавов лежат ниже! критической температуры для данного сплава. В этом случае последующее охлаждение на воздухе не сопровождается, образованием мартенсита или по крайней мере больших его количеств, что и обеспечивает сварному соединению достаточно хорошую пластичность по сравнению с пластичностью основного металла. В то же время сварные соединения титановых сплавов мартенситного типа, работающие длительно при повышенных температурах, следует отжигать по режимам, обеспечивающим достаточно высокую стабильность структуры, иначе в процессе работы сварные соединения будут терять свою пластичность. Стабилизирующие режимы отжига сварных соединений сплавов мартенситного типа приведены в табл. 7. Здесь следует также отметить, что сварные соединения титановых сплавов ВТ6С и ВТ6, примыкающих по содержанию р-стабилйзирующих элементов к псевдо-а-сплавам, не требуют обязательного стабилизирующего отжига, поскольку распад метастабильных фаз при длительном нагреве не сопровождается значительным дисперсионным упрочнением сварного соединения. Что касается сплава ВТ16, то стабилизирующий отжиг сварного соединения этого сплава требуется как для сохранения термической стабильности сварного соединения в процессе эксплуатации при повышенных температурах, так и для получения оптимального соотноше-ния прочности и пластичности сварного соединения в состоянии после сварки и отжига. Титановые сплавы с ct+p-структурой переходного типа, представителем которых является сплав ВТ22, имеют сварные соединения, которые требуют стабилизирующего отжига как для получений оптимальных механических свойств, так и для повышения термической стабильности в процессе длительной эксплуатации при повышенных температурах. Ступенчатый отжиг сплава ВТ22 позволяет в большой степени стабилизировать структуру и свойства его сварного соединения. Сварные соединения псевдор-сплавов ВТ15 и ТС6 непосредственно после сварки имеют хорошее сочетание прочности и пластичности. Последующий отжиг с охлаждением на воздухе позволяет несколько стабилизировать структуру сварных соединений этих сплавов, но не позволяет обеспечить их термическую стабильность при повышенных температурах в процессе длительной работы. В принципе у титановых псевдор-сплавов путем специального отжига можно было бы стабилизировать структуру сварного соединения, однако сплавы ВТ15 и ТС6 содержат большое количество эвтектоидообразующего элемента (хрома), и поэтому при стабилизирующем отжиге происходит эвтектоидное охрупчивание металла. Например, у опытного титанового сплава, имеющего марку BT32 (Ti-8,5% Mo- 8,5% V- 1%Сг — 2,5% А1-1 % Fe) и являющегося также псёвдор-сплавом, сварное соединение можно стабилизировать отжигом по режиму: нагрев до 780о С, выдержка 1 ч, охлаждение с печью со скоростью 2-4 °С/мин до 300° С, затем на воздухе. У этого сплава сварное соединение после сварки имеет хорошую пластичность, которая сохраняется и после отжига по указанному режиму. Однако если сварное соединение этого сплава непосредственно после сварки склонно при длительном нагреве к охрупчиванию, то после сварки и отжига оно становится термически стабильным и не изменяет своих свойств после длительного нагрева. Для иллюстрации поведения сварных соединений титановых сплавов различного типа при термической обработке приведем некоторые фактические данные. Механические свойства сварного соединения сплава ОТ4 мало изменяются в зависимости от режима термической обработки. Это объясняется тем" что а’-фаза сплавов этого типа по своим механическим свойствам мало отличается от а-фазы Дисперсионное твердение при распаде а’-фазы у этих сплавов незначительно, а количество р-фазы столь мало, что не оказывает заметного влияния на механические свойства сварного соединения. Эвтектоидное превращение сплавов этого типа не обнаруживается при определении механических свойств или при рентгеноструктурном или металлографическом анализе. Аналогичным образом ведут себя сварные соединения и других псевдо- а-титановых сплавов при подобной термической обработке. Рассмотрим теперь изменение структуры и свойств сварного соединения представителя а+р-титановых сплавов мартенситного типа — сплава ВТ14. У титанового сплава мартенситного типа марки ВТ14 с Кр=0,35 уже наблюдается тенденция к существенному влиянию режима термической обработки на механические свойства сварного соединения. У более легированных р-стабилизирующими элементами мартенситных титановых сплавов с К$=0,6-0,8 имеет место еще более значительное изменение механических свойств в зависимости от режимов термической обработки.1 балл
-
Вывод: "ЧуЙвство Меры" нужно тренировать... и не только пивом.1 балл
-
Давно это было, в 90-х прошлого века (начало, как в сказке ) Начинал я свою трудовую деятельность, после окончания авиационно-технического училища, авиатехником, на Южном Урале. О сварке тогда особо ни чего и не знал. Так вот, довелось выполнять работу по замене воздуховода (труба из нержавейки, диаметр примерно 100мм) на самолёте Ту-134 (мой любимый тип ) Причина: разрыв по сварочному шву трубы и фланца, вот так... А место расположения этой трубы под полом, в салоне. Труба - подвод горячего воздуха, хорошо обнаружилось на земле, перед самым взлётом: пассажирка почуствовала очень сольный поток горячего воздуха из вентиляционной решётки, сообщили экипажу и самолёт зарулили назад, на стоянку. @Evangelie, хорошо было бы ставить знаки препинания, что бы не ломать голову, про что речь. Про сертификаты. Не только по авиации обоснованы такие требования, моя работа связана с сжатым газом (метан), рабочее давление до 300 bar, не шутки. Так вот пришлось сдавать на самые различные виды стыков и положений: встык, вварривание трубы в трубу, угловой шов и т.д. Плюс требования по диаметрам, толщинам материала... Иногда, на мой взгяд, это выкачивание денег с аттестуемых, но с инспекцией не поспоришь Но: без контроля нельзя!1 балл
-
Новое место дислокации Сняли с друзьями большой бокс под мастерскую. Есть подвал и 2 этаж. Влезает 2 машины. http://cs540106.vk.me/c624416/v624416196/11cee/OwDw1fcMRTc.jpg http://cs540106.vk.me/c624416/v624416196/11cd3/NjZANiveVVQ.jpg1 балл
-
Каждой иголочкой радовает нас http://www.yaplakal.com/html/emoticons/cheer.gif http://cs624331.vk.me/v624331196/11cf6/cmR6ShHm1CU.jpg1 балл
-
Понимаю, что вопрос старый, да и @Maler, давно здесь не был и поменял работу, но думаю, что моё видео кому-то пригодится. http://www.youtube.com/watch?v=jYG616dpxdU&list=UUmQZSA8xzZGkLZQKV7hUiDg1 балл
-
Котзилла.
1 балл
-
Всем привет. Меня зовут Алексей. Прочитал о конкурсе и решил поучаствовать. По профессии я сварщик, работал много где, в основном по северам. Недавно увлекся художественной сваркой и ковкой. Вот еще некоторые из моих работ Я начинающий, сильно не пинайте. Пока зима сижу на форумах, учусь, читаю, пробую. Конкурсная работа № 66, предоставлена в рамках Конкурса «Сделано своими руками» Спонсоры Конкурса Ресанта — ведущий поставщик электрооборудования для сварки, тепла и комфорта. http://websvarka.ru/images/forum/konkurs_resanta_300.jpg Тиберис — первый интернет-гипермаркет сварочного оборудования. http://websvarka.ru/images/forum/konkurs_tiberis_200.jpg Евротек — интернет-магазин строительного оборудования. http://websvarka.ru/images/forum/konkurs_evrotek_130.jpg
1 балл
-
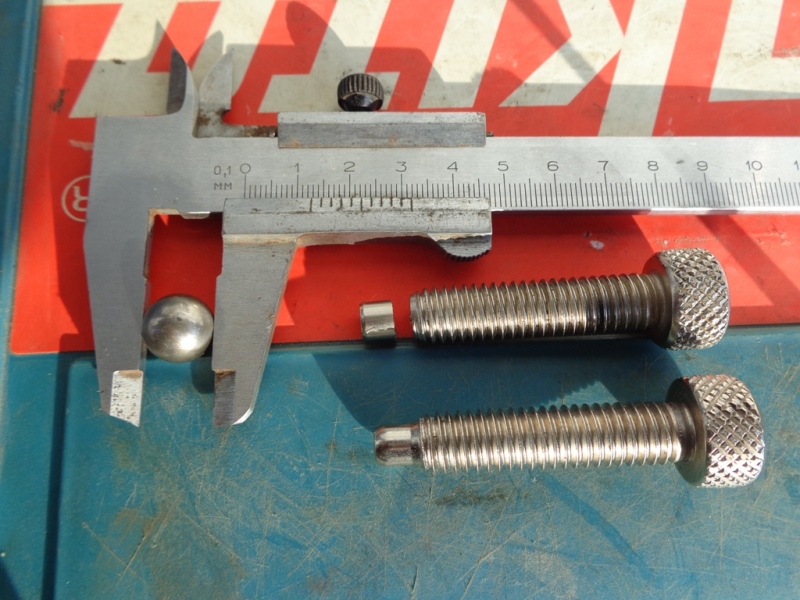
Всколыхну. Не большой тюнинг самозажимных клещей. Посчитал, что винт крутится туговато, ну и по аналогии с шарниром, решил в конструкцию вживить шарик. Отрезал носик у винта, вставил шарик (от какого то ступичного подшипника), и остался ну оооочень довольным. Шарик реально рулит .
1 балл
-
Неплохая подборка прибамбасов. В конце так вообще для меня экзотические. Посмотрите может почерпнете чего. http://tool-land.ru/svarochnye-prisposobleniya.php1 балл