Лидеры




Популярный контент
Показан контент с высокой репутацией 21.01.2015 в Сообщения
-
Поупражнялся сегодня в стойкости духа поматюкался.
 11 баллов
11 баллов -
Комментарий с форума:7 баллов
-
Может выкладывал. Работаю таким иногда(когда нж вдруг принесут). Спёрт с завода, латунный,"центром" к редуктору на выход прикручивается.
6 баллов
-
ГБЦ еще три штуки притащили ребята, у них поток и занимаются только ГБЦ без работы не сидят Автолайн у них постоянные клиенты. Эта с трещиной в выпускном канале, подварил но седла нужно тоже вытаскивать и обваривать, ребята пока забрали её для изучения вопроса стоит делать ремонт или нет. Эта уже проглажена и кариес виден не вооруженным глазом. Вроде с виду точка не большая, но начинаешь её копать и она уходит довольно глубоко в тело да ещё расширяется, точь точь как зубной кариес. До конца так и не удалось вычистить как следует и поэтому грязь на швах с верху. Завтра заберут и прогладят её и если что подвезут на подварку.
6 баллов
-
http://i08.fotocdn.net/s3/75/public_pin_m/117/2338223178.jpg6 баллов
-
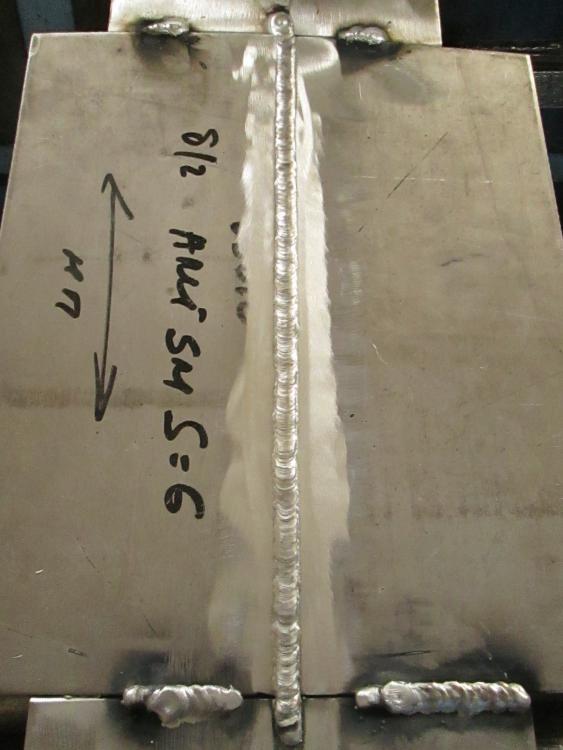
Гнезда: Вот такое смешное сочетание; сначала варим РДС, потом чистят до белого и снова один валик РАДС:
6 баллов
-
Жесткая сцепка. Тягач - самосвал MAN, буксировать будут ГАЗ 66
6 баллов
-
Челябинск-"крутой" город.
5 баллов
-
Хвастаться конечно не хорошо, но не удержался. Достану свои дремели.Выручают по жизни это не то слово. Первый дремель был куплен ещё лет 10 назад. Жизнь конечно его поизносила. Всем он хорош. И табло есть с оборотами и электроника которая держит обороты при усилии. Один большой минус для это минимальные обороты от 3000, что очень много для многих работ. http://s57.radikal.ru/i155/1501/ec/02f9bf643418.jpg К нему был куплен гибкий вал фирменный. Пользоваться им конечно можно. Но какой-то он детский. Хотя крутится нормально и не бьет. Разбирал я его. Так игрушка для взрослых дяденек. http://s017.radikal.ru/i430/1501/87/b4654ef74ace.jpg Долго не было замены моему dremeлю. Когда-то в гамме бормашин были подвесные моторы с гибким валом. Но потом почему то исчезли. Но в последние годы появился он красавец Fortiflex http://s56.radikal.ru/i151/1501/e5/e60d1430b858.jpg Мощный аппарат. Обороты от 0. Педалька есть. Наконечники можно ставить любые. Все подходят от foredom. Я и сам мотор хотел купить foredom, но в наших краях тогда был dremel fortiflex. http://s017.radikal.ru/i437/1501/17/406508a31ad4.jpg Ну и различная расходка. Здесь представлена малая часть. Это боры всяческие, круги(зачистные, режущие), различные сверла(ювелирные и обычные), цанги, зажимы, камни. Собиралось много лет по чуть-чуть. http://s018.radikal.ru/i500/1501/34/3b2825c6044d.jpg Ну это самый мощный "DREMEL". Для него свои борфрезы. Хотел к нему купить мощный гибкий вал от KRESS. Есть такая гамма хорошего электроинструмента. И помоему у него единственного есть вал для прямошлифовальной машинки. Но потом передумал. Это уже попахивает профанацией. Это довольно мощный и опасный инструмент. У моей машинки есть классная фича.Она сама останавливается при опасных усилиях. У меня заклинивало коническую фрезу в отверстии. Причем отверстие было значительно больше чем фреза. Просто так получалось. И помоему эта фича есть на свежих болгарках.5 баллов
-
Ремонт рамы 4-х моторного дрона. Краска внутри трубы очень мешала.Продавливал через присадку.
5 баллов
-
http://f5.s.qip.ru/IA4wMxfk.png http://f6.s.qip.ru/IA4wMxfG.png Эти глаза на против...(с.)4 балла
-
http://s00.yaplakal.com/pics/pics_original/1/9/1/4650191.jpg4 балла
-
http://forum4x4club.ru/uploads/monthly_01_2015/post-23522-0-56013200-1421697470.jpg4 балла
-
Да мы сама "доброта"!
3 балла
-
Можно стационарный, по-проще:
3 балла
-
Имя ему "стоппер")
3 балла
-
Тема закрыта, как неинформативная. Склочникам - по предупреждению.3 балла
-
Зато информативно и познавательно для колликтива)))) В Германии "крес" -народное называние "болгарки" (как у @Lohus в земле Витебской, УШМ называют "фортуной") -т.е инструмент народом одобрен, так сказать. А по валам фрезам и прочим хитрожолтым абразивам/прибамбасам обращайся (есть все или досягаемо) , форумчанам/землякам -либо лайт цена , либо в презент (по должности демона право дарить имею)@Lohus, тоже не стесняйся - чем могу помогу (чай мы тут все не чужиие) . Зафоткаю попозже стенд офисный посмотрите че надо. А огульно можете глянуть http://www.pferd.com/ru-ru/80_RUS_HTML.htm . Если прямой контакт нужен будет - пишите в личку -тел. дам. А перемещаюсь по стране часто могу и подвезти, да и демонаборе дам порыться с последующей экспрприацией в вашу пользу (в разумных пределах))).3 балла
-
@vgsm, Недавно своим сварным на предприятии установил разводку смеси из линдевских моноблоков (типа рамп баллонных на общей раме). И соответственно свернул всю самостоятельность (один - хочу кислоту, другой - хочу смесь). На кислоте оставались только пожилые сварные, которым переучиваться не хотелось. Но в радости от того, что теперь не нужно баллоны таскать и они варят себе спокойно смесью. В смеси варить проще, если это не так, значит надо проверять технологию (как ребята и писали).3 балла
-
берите зеленый, это точно. Хотя можно конечно и синий, но это чуть хуже чем красный, но лучше чем желтый. Можете взять серый но он чуть хуже чем синий но лучше чем желтый.3 балла
-
Всем доброго времени суток. Есть вопрос... Ответа пака не раздобыл... Хотя и есть некие догадки всё же хочу поинтересоваться у более опытных специалистов) Суть следующая. Появилась необходимость погонять себя на п/а в многослойных швах в различных пространственных положениях. П/а гаражного типа... Думаю название мало о чём скажет ибо подобные представители бюджетного украино-китая мало чем внутри отличаются=) Проволока 1мм СВ08-Г2С. СО2. Толщина полос 5мм - ставились под углом 90гр для имитации раздела кромок более толстого металла. Зазор 2-3 мм - на глаз. Притупление 1мм. Настроек используемых при сварке не напишу ибо цифрового индикатора нет. А тому, что на барашках пишут, я не особо верю)) Потратив какое-то время подобрал на слух и вид оптимальный режим в нижнем положении с расчётом в дальнейшем от него плясать дальше. И приступил. В нижнем положении получилось ещё на что-то похоже: Да... Согрешил)) Пару раз при первом проходе останавливался - подглядывал что с обратной стороны происходит... Далее пошёл такой же горизонтал, с которым подобрав нужный режим у меня тоже не возникло особых вопросов. Кстати, в это же время и телефон сдох - фото пока нет(( Но! Когда я добрался до вестикала с потолком!... Вот тут начались чудеса(( Первый проход как обычно всё норм. А дальше... Какой-то кочмар((( Проволока ни в какую не хотела нормально гореть(( То нормально, то ТЫК и упёрлась в предыдущий шов(( Представить, думаю, можно и без фото какие горбули получились(( Особенно при потолочке(((( По началу думал - ерунда! Ща напруги добавлю и всё победит... Да не тут то было(( Как я только не крутил доступные мне два регулятора... Ни в какую - стабильной дуги вернуть никак не получается(( Выявил маленький косяк в том, что подающий ролик не достаточно был затянуть и из-за этого не равномерно подавалась проволока. Дотянул -проблема осталась... Азжж пар из ушей и пена изо рта!)))) Так вот я что думаю) Может я на самом деле многого ожидаю от своей омеднёнки? И на самом деле мне просто нужно было взять болгарочку с щёткой по металлу и зачистить всё это дело перед тем как со следующим швом подходить?.. И почему тогда я не ощущал подобного "дискомфорта" при нижнем и горизонтальном положениях? Как вы думаете?.. Кто что скажет? Заранее спасибо) Очень важна данная тема)
3 балла
-
@круазик, Вкус спкцифический!
3 балла
-
21й век--не видишь корень, засунь руку с телефоном (если есть возможность) и глянь
3 балла
-
И поел,и почистил зубы.
3 балла
-
AiSi 304 D-63x1.5мм.Донышко 1мм.Пульс.Базовый 25а,пиковый 85а.скважность 15%.3 Гц.Сварка телом.поворотная.
3 балла
-
ТБ в ...
3 балла
-
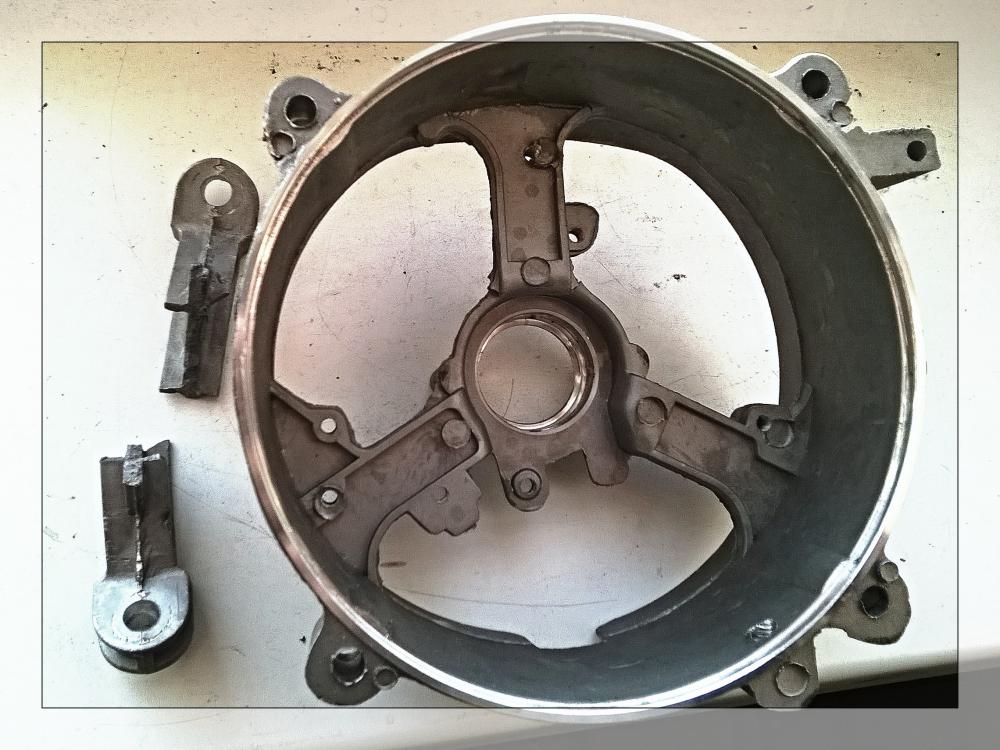
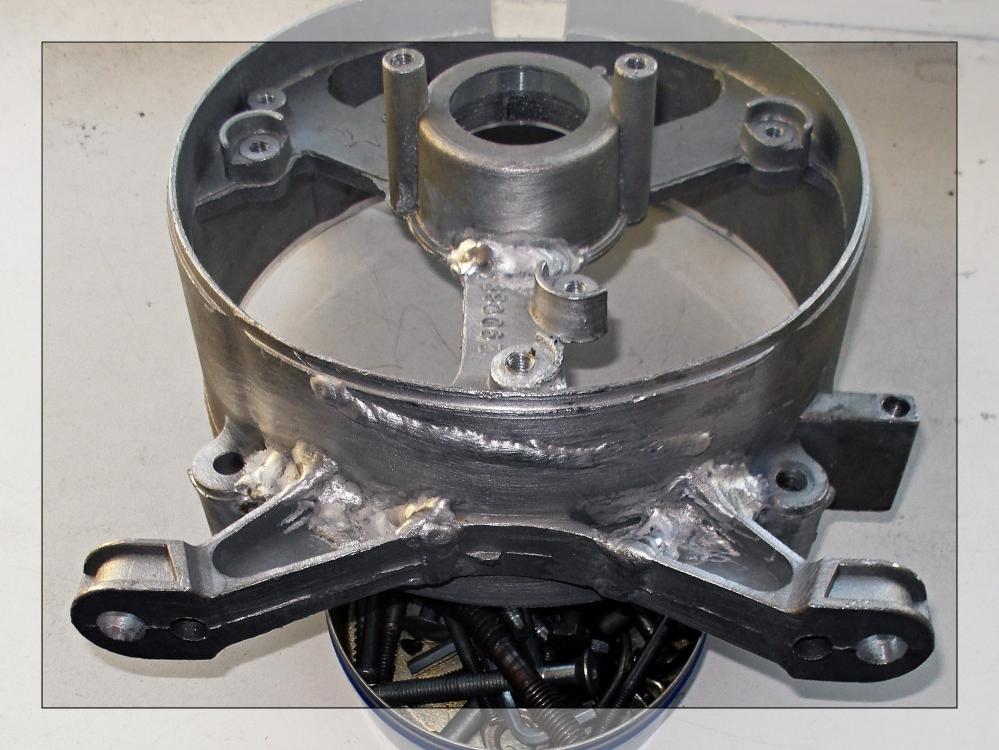
Всегда при сварке дисков ломал голову куда прицепить зажим массы. Взяв болт, приварив к болту пластину проблему с массой для себя решил. Правда теперь другая проблема, очень часто после ремонта отдаю диски вместе со своим прибамбасингом.
2 балла
-
Стекловидный шлак. Зачистка. Плавное ведение без забегания на не прогретый металл. В остальном же не питайте иллюзий, что потолочные швы будут получаться так же как в нижнем.
2 балла
-
Уважаемый, прежде чем учить на эту тему, начните пожалуйста со своего профиля. Я буду только рад, если вы заполните его, как я свой. Вот теперь Сергей другое дело2 балла
-
@ASIK, Присоединить педаль к аппарату и им, по состоянию процесса, регулировать сварочный ток!2 балла
-
Могла привариться к "токосъёмнику" - наконечник, на котором выбито "0.8". А у вас проволока 0.8 мм толщиной? На выключенном аппарате надо поднять прижимной ролик и потягать за проволоку со стороны наконечника и со стороны катушки, чтоб понять, это одна и та-же проволока или 2 разных куска. Проверять подачу проволоки можно не зажигая дуги, потом можно назад отмотать на бобину если жалко 10см проволоки. З.Ы. И кишку надо проверить, чтоб заворотов не было.
2 балла
-
@kazakieozn,На профиль @vnuk, зайдите и ссылочка там внизу есть, гляньте образцы швов (считаю практически эталонными). Особое внимание обратите на равномерность чешуек ( зависит сие от равномерности подачи присадки в ванну и от плавности ведения горелки). Следующий момент - подрезы т.е. у вас нет валика , а есть провисший шов (здесь надо потрудится опытным путем формировать выпуклый шов без подреза на стыке облицовки шва с материалом трубы), по амперам вам посоветуют только зная толщину материала ( я ориентируюсь по 30 А на 1мм +-). И цвет шва зависит от газовой защиты (обдува аргоном) остывающей ванны и всей ЗТВ вцелом. Ну и последний совет - почитайте тему поподробней не ленитесь , вы не первый эти вопросы задаете , и многим старожилам форума слегка в лом писать одно и то же (а большинству и не слегка )))2 балла
-
Записки от детей http://fs101.jpe.ru/b7f1/4138653_551dee3e.jpghttp://fs101.jpe.ru/7d73/4138659_31812f67.jpghttp://fs202.jpe.ru/1d67/4138664_c5f19d55.jpghttp://fs201.jpe.ru/2f3e/4138672_0275e10d.jpghttp://fs102.jpe.ru/8425/4138678_952ce4b5.jpghttp://fs101.jpe.ru/137d/4138682_efb56673.jpghttp://fs101.jpe.ru/f756/4138685_11b75b64.jpghttp://fs102.jpe.ru/3362/4138690_30ee411e.jpghttp://fs202.jpe.ru/f2ee/4138692_d3b9fc90.jpg2 балла
-
Klez поздравляю с Днем рождения! Счастья и здоровья!1 балл
-
Немного поправил .1 балл
-
Плавное возрастание настройте подлиннее, если имеется такое. ---- Импульс подобрать можно.1 балл
-
очень высока - подрез дюже зачетный , по-моему вопрос времени (колличества циклов нагрева/остывания).1 балл
-
У меня на сплаве с АР-40 почему-то не падает. Вентиль как раз и позволяет отрегулировать разницу между горелкой и поддувом.1 балл
-
Этого не достаточно, нужно ещё и присадки в ванну добавить. Не совсем чистый аргон без присадки может не "чернить", а с присадкой сразу покажет вкрапления или налёт.1 балл
-
Целый год, дома скучал полироль: От нечего делать, попробовал полирнуть стекло на старом "Корунде",- результат превзошёл все ожидания,. Как с нуля почти стало - и это на скорую руку. Мутные очки, превратились в новые очки: - О Йес! - подумал я..
1 балл
-
1 балл
-
Явный перегрев.1 балл
-
Сварка стыка пояска...левой рукой..
1 балл
-
ИМХО: Снять внутренние напряжения после сварки можно при помощи термической обработки (отпуск). Внутренние напряжения при этом либо переходят в деформацию конструкции или равномерно распределяются по всей конструкции без образования пиковых локальных значений которые порой и приводят к разрушению. В случаях со сваркой толщин 1,8 мм узлов с несложной конфигурации термическую обработку не проводят так как это очень дорого да и разрушения связанные с внутренними напряжениями сталей с содержанием углерода менее 0,22 % при толщине менее 32 мм не сложной конфигурации не отмечены (если только концентрация сварных швов очень высока). Такие конструкции не несут опасности и их работоспособность проверяется опытным путем. Например Вы свариваете 10 тренажеров и отдаете на испытания если испытания прошли успешно то считается что можно дальше варить по этой же технологии следующие 10000 тренажеров а потом сново проверять.) Прочность труб коробчатого сечения можно увеличить путем наполнения их каким либо наполнителем. Например можно залит в них раствор песка и цемента - подождать когда раствор застынет и получите железобетонную конструкцию.))1 балл
-
Вчера свозил аппарат на работу . Особо заниматься им было некогда , чисто попробовать .Сделал несколько швов , упаковал и забрал домой , до весны , на даче уже по полной задействую . Хотел сначала на работе оставить, но потом передумал. В целом , аппаратом доволен . Варит мягко , работает тихо, настройки удобные и чёткие , горелка невесомая . На данный момент ни грамма не пожалел о своём выборе. Более подробные отзывы о своём новом друге в дачном сезоне , если раньше не задействую . А это проба пера : Шайба 2мм & труба ф 48х4 , проволока 0.8мм. Параметры не помню . Наобум выставил ,сделал пару-тройку швов на пластине,подстроил , а вот цифры итоговые даже не глянул.
1 балл
-
@валера1963, да полярность - обратная. Нет, ну их, эти эксперименты. Пойдём ранее проторённым путём)1 балл
-
Кубовая часть ф1420мм толщина 10мм вертикально. Врезки ф219мм и ф40мм трубы вертикально.
1 балл
-
Надо понимать, что 4 дня никто из пользователей форумов ничего не варил? ПДГ/MAG: ПДГ/MIG:
1 балл
-
Газовая сварка. Мундштук-№3. Все стыки-неповоротные. Хозяйке квартиры очень хотелось, чтобы на стояках швы в глаза не бросались. Сделал, что мог... Врезка байпаса ф 1/2" в трубы ф 3/4". РЭДС. Ток-80А.
1 балл
-
За 15 лет работы по восстановлению сварочников ко мне попадали всякие аппараты. И Кадди тоже. И Кемппи и Линкольны. Не ломающихся аппаратов нет.1 балл