Лидеры




Популярный контент
Показан контент с высокой репутацией 14.01.2015 в Сообщения
-
в 2008 году в командировке. Полуавтомат Fronius, модель уже не помню. Фотки плохого качества, тогда телефонные камеры были слабоваты.
 11 баллов
11 баллов -
Коротенькая попытка вертикал в угол, на подъем. Присадка св08г2с скрученная вдвое. 120А. http://cs622130.vk.me/v622130196/1b542/qPP2BCMQxtc.jpg Нижнее положение с маленьким зазором, присадка такая же. 95А. Завалил в центре.. http://cs622130.vk.me/v622130196/1b554/ohkYXop2208.jpg Обратная сторона. http://cs622130.vk.me/v622130196/1b54b/2HTEfm-O7Sk.jpg http://cs622130.vk.me/v622130196/1b5be/gIpYjSbDHSI.jpg8 баллов
-
Кронштейн для телевизора, извините, уже окрашенный и в деле. Материал- детали подъемных ворот- оцинкованная сталь толщиной 2 мм, УОНИ 2мм, 60А, Форсаж 161, нижнее положение. Зачистка всех швов, грунтовка и окраска из баллончиков.
7 баллов
-
вот такую работенку подогнал дружественный автосервис. пришлось на скорую руку городить удлинитель для горелки кто то уже варил, но по всем швам пошли трешины поставил 13 латок и приляпал на место частично отлетевшие все 3 перегородки Может кто подскажет поточнее, из какого сплава эта бочка? Варил 5356, электрод 3 мм WL-20, сопло 7, аргон 15 литров, ток 190А
5 баллов
-
http://s00.yaplakal.com/pics/pics_preview/8/8/6/4614688.jpg5 баллов
-
http://mtdata.ru/u16/photo5547/20909165572-0/original.jpg http://s00.yaplakal.com/pics/pics_original/8/7/7/4592778.jpg http://f6.s.qip.ru/HrElG7YP.jpg5 баллов
-
Сегодня привезли ступицу (КАМАЗ) для восстановления. Выворачивал шпильки, но это в теме про "резьбовые заломы" и наваривал посадочные места под диск. Похоже всех нынче приперло, раньше такое откровенное барахло не привозили. Экономика должна быть экономной!
5 баллов
-
Пока есть свободное время занялся сборкой теплообменника на печку: на такую конструкцию теплообменника вдохновил @виталий каховка :http://websvarka.ru/talk/index.php?showtopic=1807&p=122642. Печку планирую установить в токарку.
5 баллов
-
-на просьбу ГАИ,не выезжать в метель,отреагировали только водители снегоуборочной техники.4 балла
-
@Us1981, А кто эти инструкции сочиняет,такие же менетжеры как и в магазине. Да ещё и в сервисах разводят людей,мол ты удлинил,вот и сгорел. Признаюсь я и сам нынче работаю продавцом,хотя есть специальнось сварщика. Так вот на подобных аппаратах,только торговой марки foxweld, я ни кому не запрещаю удлинять кабеля и сам лично видел у сварщиков кабеля метров по 10. Проблем ни каких не возникало.3 балла
-
Давненько ни че не писал, так собственно и писать то нечего пока. Стройка заморожена до тепла. Но без дела не сижу. По сварке особо не че не тащат. В основном знакомые свои машины тащат.... Одному щуп в моторе восстановил (УАЗ Патриот)....Только вот пришлось пол мотора разбирать чтоб заломыш вытащить. Другому задницу переварил. Пьяная компания в ехала... Час Nissan X-Trail стоит, двигатель с коробкой воткнуть надо....
3 балла
-
Нашёл в тиливизере случайно, ковыряясь в предустановленных ресурсах браузера на: http://www.vintera.tv . Смотрел чтобы узнать сермяжную правду про угнетающий меня режим - не понял... http://i03.fotocdn.net/s3/66/public_pin_m/14/2334788929.jpg3 балла
-
Nissan X-Trail. Собираю что называется по кусочкам. Притащили отдельно кузов на колесах, отдельно двигатель, отдельно коробка.... В итоге картина пока такая. Вот только про болты забыли, в итоге роюсь в своих метизах...
2 балла
-
@morgmail, Надо было задраиться и не впускать америкосов согласно РБЖ.2 балла
-
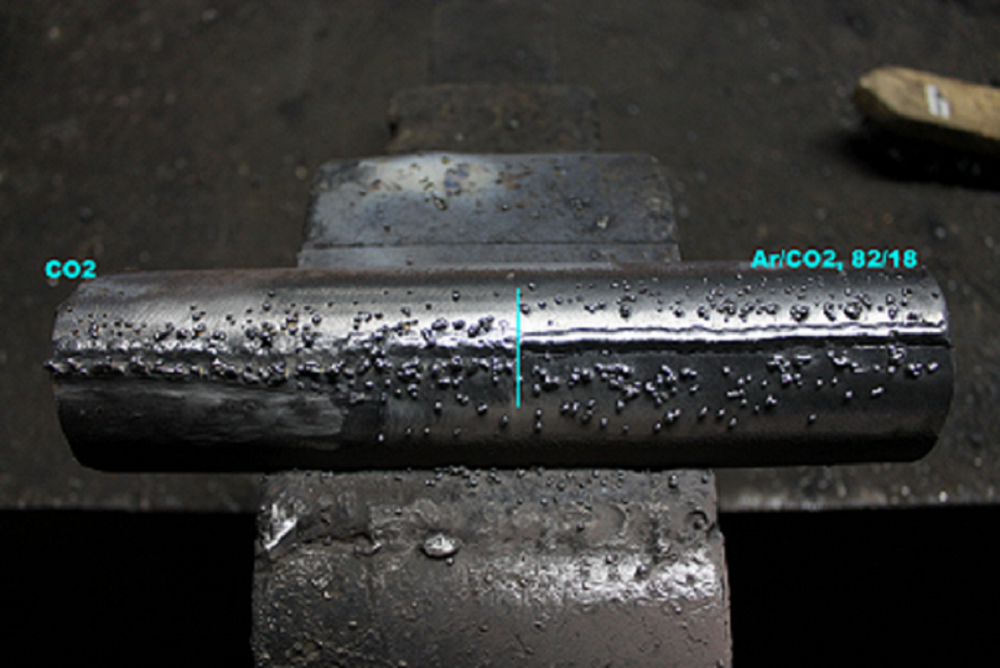
@saper24, Вот с точки зрения экономики предприятия, смесь то как раз выгодней будет. Просто не нужно считать только цену металла. 1 Есть такое понятие как потери металла на угар и разбрызгивание. В СО2 они больше, при достаточно крупном производстве они ощутимы. 2 Зарплата зачищалам за удаление сварочных брызг в СО2 гораздо больше. 3 Необходимость сушить СО2, нужен редуктор с подогревом для более-менее качественной сварки и то на дне баллона частенько остаётся одна вода, получается - ты недобираешь газ со дна баллона. 4 Если брать баллоны по европейской технологии, то в них не 40, а 50 литров, а давление, не 150 а 200 атмосфер, соответственно цена куба падает, так как заправляете баллоны реже. 5 Плюс, в смеси металл течёт стабильней чем в кислоте, соответственно управлять дугой проще, можно нанять менее квалифицированный персонал, или повысить качество сварки у существующего. 6 Так как теплота не улетает в небо с брызгами, а капает в сварочную ванну, проплавление на смеси - лучше. Для кустарщины надо смотреть, если не собираетесь гнильё и ржу варить, берите смесь, на проволоке выиграете.2 балла
-
Как Вы это себе представляете или уже пробовали на практике? Чем лучше - ценой??? Я бы понял, если бы Вы предложили дыхательный аппарат(АП-2000 или Спироматик) как у газодымозащитников в пожарных подразделения, там полнолицевая маска и за спиной баллоны с воздухом, но противогаз -это даже не смешно.2 балла
-
без проблем убирает все напряжения и остаточные деформации после сварки.
2 балла
-
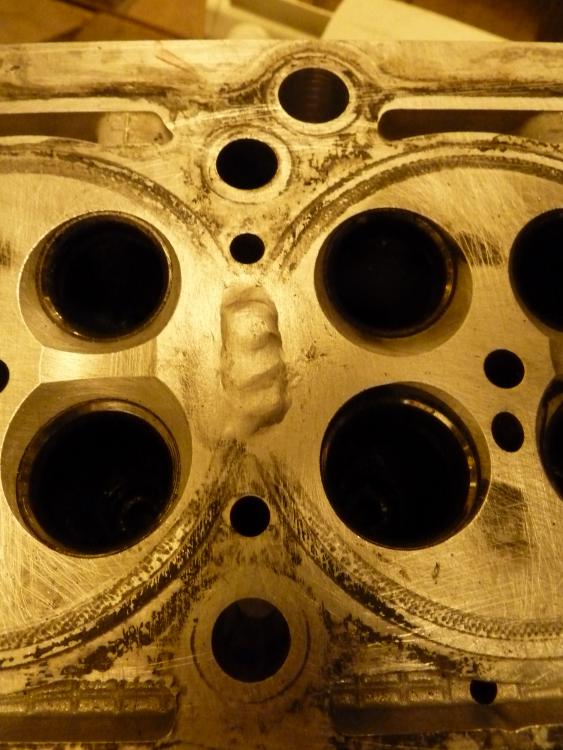
ГБЦ Мерседес, притащили грязную...., не люблю грязных деталей.
2 балла
-
Комментарии из соц.сетей.Новости дняНезабываемые высказывания..Предположения.
2 балла
-
УОНИ хорошие электроды, для ответственных конструкций самое то. Варить без отрыва с ними рекомендуется. Был в командировке в Варандее (от Нарьян -Мара 500 км к морю ) варили только ими, и металлоконструкции, и трубы. Добавь ещё ток тогда раз липнет, у тебя может питающее напряжение слабовато приходит, а то что на аппарате 150 а а варит как 90, то либо аппарату хана скоро, или сеть откуда аппарат подключен слабоватая для него.2 балла
-
@Max77, Брал через ебей.Нормально доехала.Жалею,что ещё с водяным охлождением не заказал.А то сейчас цена - космос.И на ебее типо гарантия возврата денег,если товар не доехал.1 балл
-
@Гржемелик,на верно только растрелять1 балл
-
Так же подписываюсь под этим. Мы на многих аппаратах удлиняем.1 балл
-
Есть такой ежегодный дополнительный отпуск в количестве 12 календарных дней. Прошу Вас от моего имени научить работодателей, чтобы они разрешали в это время работать на предприятии. Реквизиты на www.admship.ru - запрещают, гады.1 балл
-
Странно, аппаратам собранных по такой схемотехнике, вообще должно быть без разницы на длину сварочных кабелей.1 балл
-
Это хорошая тенденция, я сам с детства в таких банях купался и пар и дух, там действительно совсем другой. Сейчас у бабушки в деревне такая баня осталась и я там раз в год приезжаю искупаться, очень люблю такую баню. Сам могу сказать, пар в таких банях топящихся по черному - сухой и легкий, запах в бане совсем другой, и сам эффект на организм совсем иной. Такие бани лучше, хотя и имеют свои минусы. Но если бы была возможность построить себе баню, то построил бы именно с такой печькой. Спасибо за фото, интересно. Печь для бани, топящиеся по черному, требовательны к топливу. Тут лучше всего использовать хорошо высущенные дрова, с правильной пропорцией между твердыми породами дерева и мягкими, для минимизации количиства копоти и сажи ИМХО. Тогда и баня не сильно будет пачкаться. Ну и сама топка должна быть достаточно высокой, чтобы огонь не пригибался.1 балл
-
Piratwar, russia811 с днём рождения!1 балл
-
Piratwar с днем рождения!1 балл
-
@Piratwar, Поздравляю - всех благ (звиняйте за опоздание)!!!1 балл
-
нет , читайте тему а то @morgmail, зайдет и спросит - точно сварщик ?))) Если вольфрам имели в виду то да и вл и вт ( радиоктивный) подойдут1 балл
-
@ММАстер,Выкладывайте какие будут, а там разберемся!1 балл
-
@АВН,да это понятно! А у нас-то кроме альбомных ещё несколько в кармане имеется , но не для лишних глаз... лукавого
1 балл
-
Крышки литые, но из стали. Смело можете отрезать излишки и приваривать новые проушины!1 балл
-
Холодная сварка чугуна электродами, обеспечивающими получение в металле шва цветных и специальных сплавов Для получения швов, обладающих достаточно высокой пластичностью в холодном состоянии, применяют электроды, обеспечивающие получение в наплавленном металле сплавов на основе меди и никеля. Медь и никель не образуют соединений с углеродом, но их наличие в сплаве уменьшает растворимость углерода в железе и способствует графитизации. Поэтому, попадая в зону неполного расплавления, прилегающую к шву, они уменьшают вероятность отбеливания. Кроме того, пластичность металла шва способствует частичной релаксации сварочных напряжений и поэтому снижается вероятность образования трещин в зоне термического влияния. Для сварки чугуна используют медножелезные, медноникелевые и железоникелевые электроды. Существует несколько типов медно-железных электродов.Медный стержень с оплеткой из жести толщиной 0,25- 0,3 мм, которую в виде ленты шириной 5-7 мм навивают на стержень по винтовой линии. На электрод наносят ионизирующее или толстое покрытие. Электрод со стержнем, изготовленным из комбинированной проволоки, представляющий собой сердечник из стальной проволоки, плотно запрессованный в медную трубку, изготовляют на станках для производства порошковой проволоки. Может быть также и другой вариант: медный сердечник со стальной оболочкой. Во всех разновидностях содержание железа в наплавленном металле не должно превышать 10-15%, так как в противном случае в шве образуются (в большом количестве) очень твердые включения железа с высоким содержанием углерода, ухудшающие обрабатываемость и снижающие пластичность шва. Пучок электродов, состоящий из одного или двух медных стержней и стального электрода с защитным покрытием любой марки. Пучок связывают в четырех-пяти местах медной проволокой и на конце, вставляемом в электрододержатель, прихватывают для надежного контакта между всеми стержнями. Наиболее совершенные из числа медно-железных электродов — электроды марки ОЗЧ-1, представляющие собой медный стержень диаметром 4-5 мм, на который нанесено покрытие, состоящее из сухой смеси покрытия УОНИ-13 (50%) и железного порошка (50%), замешенных на жидком стекле. Медно-железный сплав в шве получается также при сварке медными электродами по слою специального флюса, который состоит из прокаленной буры (50%), каустической соды (20%), железной окалины (15%) и железного порошка (15%). Флюс насыпают слоем толщиной около 10 мм, расплавляют дугой; далее по мере перемешивания дуга горит между медным электродом и расплавленным флюсом.Сварку медно-железными электродами всех типов следует выполнять таким образом, чтобы не допускать сильного разогрева свариваемых деталей: на минимально возможных токах, обеспечивающих стабильное горение дуги, короткими участками вразброс, с перерывами для охлаждения свариваемых деталей. Основное преимущество этих электродов — возможность проковки наплавленного металла в горячем состоянии для уменьшения уровня сварочных напряжений. Проковка обязательна, так как при этом уменьшается опасность образования трещин в околошовной зоне. Общий недостаток медно-железных электродов — неоднородная структура шва: мягкая медная основа и очень твердые включения железной составляющей, затрудняющие обработку и препятствующие получению высокой чистоты обработанной поверхности. Несколько лучшей обрабатываемостью обладают швы, выполненные электродами марки АНЧ-1, стержень которых состоит из аустенитной стали марки Св-04Х18Н9 и медной оболочки. На электрод наносят покрытие фтористокальциевого типа. Наиболее рационально применять медно-железные электроды для заварки отдельных несквозных пороков или небольших неплотностей, создающих течи на отливках ответственного назначения, в том числе работающих под давлением (фланцы, подшипники). Медно-никелевые электроды в производстве применяют главным образом для заварки литейных дефектов, обнаруживаемых в процессе механической обработки чугунного литья на рабочих поверхностях, где местное повышение твердости недопустимо. Положительные свойства таких электродов в том, что никель и медь не растворяют углерод и не образуют структур, имеющих высокую твердость после нагрева и быстрого охлаждения. Отбеливание зоны частичного расплавления при небольших ее размерах практически отсутствует, так как медь и никель — элементы — графитизаторы, проникая в этот участок, оказывают положительное действие: в то же время никель и железо обладают неограниченной растворимостью, способствуя надежному сплавлению. Для изготовления электродов используют и медно-никелевые сплавы: монель — металл, содержащий 65-75% Ni, 27-30% Cu, 2-3% Fe и 1,2-1,8% Мп (например, НМЖМц 28-2,5-1,5); константан, содержащий ~ 60% Ni и ~ 40% Cu (МНМц 40-1,5); нихром (Х20Н80). Недостатки этих сплавов — их высокая стоимость и дефицитность, а также большая усадка, приводящая к образованию горячих трещин. Горячие трещины иногда имеют вид сплошной сетки, что снижает прочность сварного соединения. В связи с этим данные сплавы не рекомендуется применять для заварки трещин в изделиях, которые несут силовую нагрузку. Заварка же отдельных мелких раковин позволяет получить хорошие результаты, так как обеспечивает возможность последующей механической обработки. Находят применение в промышленности электроды марок МНЧ-1 со стержнем из монель-металла и МНЧ-2 со стержнем из константана. Обе марки имеют электродные покрытия вида Ф. Сварку выполняют электродами диаметром 3-4 мм, ниточным швом, короткими участками при возвратно-поступательном движении электрода, не допуская перегрева детали, для чего рекомендуются перерывы для охлаждения. Наплавленные валики в горячем состоянии следует тщательно проковывать ударами легкого молотка. Для заварки отдельных небольших дефектов на обрабатываемых поверхностях отливок ответственного назначения из серого и высокопрочного чугуна, пороков, выявленных на механически обработанных поверхностях изделий и при ремонте оборудования из чугунного литья, используют также железоникелевые электроды с стержнем из сплава, содержащего 40-60% Ni и 60-40% Fe. При сварке такими электродами обеспечивается достаточно высокая прочность и некоторая вязкость металла шва. Железоникелевые электроды обладают определенными преимуществами, к числу которых, кроме высокой прочности, можно отнести меньшую, чем у медно-никелевых сплавов, литейную усадку, одноцветность наплавки с чугуном. Примером электродов такого типа могут служить электроды марки ЦЧ-ЗА с стержнем из проволоки Св-08Н50 и покрытием из доломита (35%), плавикового шпата (25%), графита черного (10%) и ферросилиция (30%), замешенных на жидком стекле. Необходимо всегда иметь в виду, что все электроды, содержащие никель, дефицитны и могут применяться для сварки чугуна ограниченно, например для заварки небольших раковин, вскрытых на последних операциях механической обработки, в деталях больших размеров и большой жесткости.1 балл
-
@Max77, тоже хочу заказать.1 балл
-
Доделал свой профилегиб гнет отлично
1 балл
-
Сегодня добрался до старых батиных запасов электродов. Потестировал их на кардане - удлиняли для какой то самоделки. Очень даже неплохо варят и шовчик приличный, единственное что заметил в начале шва образуются поры. Завтра прокалю их и в дело - кризис однако.
1 балл
-
Э... дарагой... Хочиш крэпко или с минимальными деформациями? От середины к краям в разбег.1 балл
-
Уроки общения на форуме. До.... После...1 балл
-
Для УОНИИ не нужно много току. Это для рутиловых электродов чем выше ток, тем лучше, а на основных типах покрытия электродов форсированные режимы отрицательно сказываются на качестве шва. Для УОНИИ 13/55 диаметром 3мм, где-то такие режимы: нижнее 80-100А, вертикальное 60-80А, потолочное 70-90А. Еще разные производители, так на Лосиноостровские электроды ток пониже делаю, ну и аппарат тоже разные значения тока выдает.1 балл
-
@7Юрий, Не нужно забывать, что УОНИ 13/55 разработаны для сварки особо ответственных конструкций преимущественно в цеховых условиях. Поэтому они любят хорошую зачистку металла перед сваркой (плохо переносят грязь и ржавчину, а так же влагу на изделии), а так же прокалку по режиму с упаковки.1 балл
-
Сегодня немного поработал на улице, благо потеплее стало. Звонит знакомый клиент, оторвались кронштейны амортизатора на евротелеге, а ехать на загрузку нужно ещё вчера. В оригинале крепление представляло из себя две шайбы, приваренные к верхней крышке рессоры, было принято решение изготовить другой кронштейн и приварить по месту. Вот что получилось. P.S. Такие вот "будни с иллюстрациями", несмотря на воскресенье.
1 балл
-
Ничего, ничего. Прозибать в порядке удел обычных, великие люди управляют хаосом У меня всегда так во время творческого процесса)1 балл
-
И он совершенно прав. А ещё работодатели придумали для рабочих пьянку на рабочем месте, чтобы вообще ничего не платить. С утра напоят/похмелят и радостные в офис - платить не надо. @илья алтухов, Вы знаете сколько официально стоят травмы/жизнь потерпевшего в состоянии алк. опьянения?1 балл
-
Изготовление катера, буду выкладывать поэтапно, в первые день сборка стапеля, второй день сборка каркаса(шпангоуты) и сварка каркаса.
1 балл
-
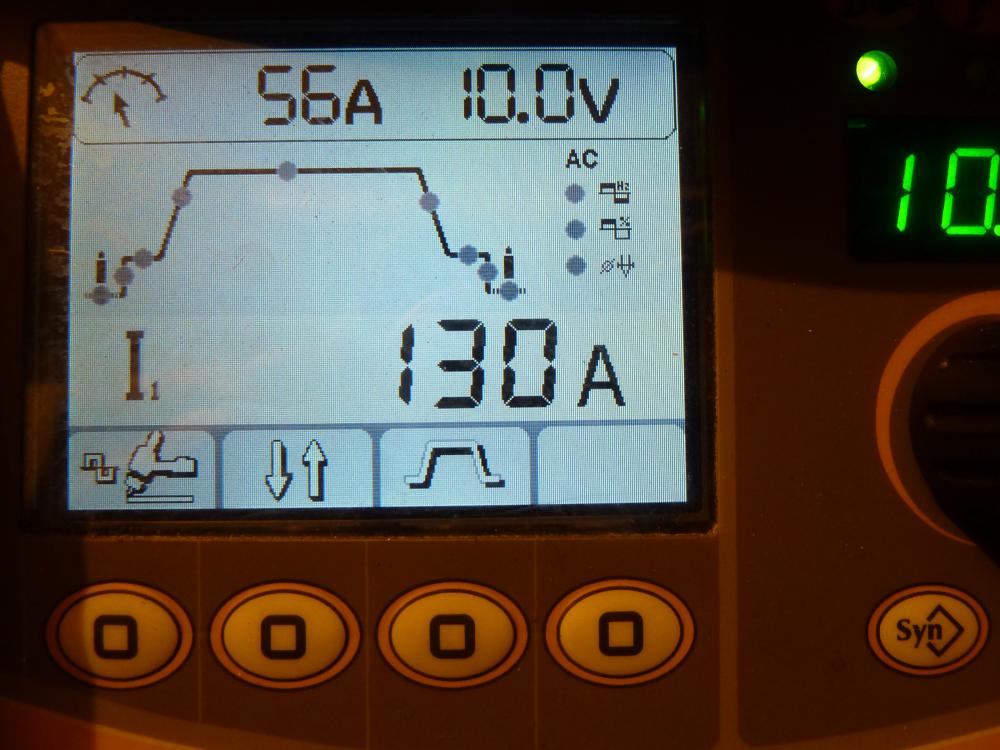
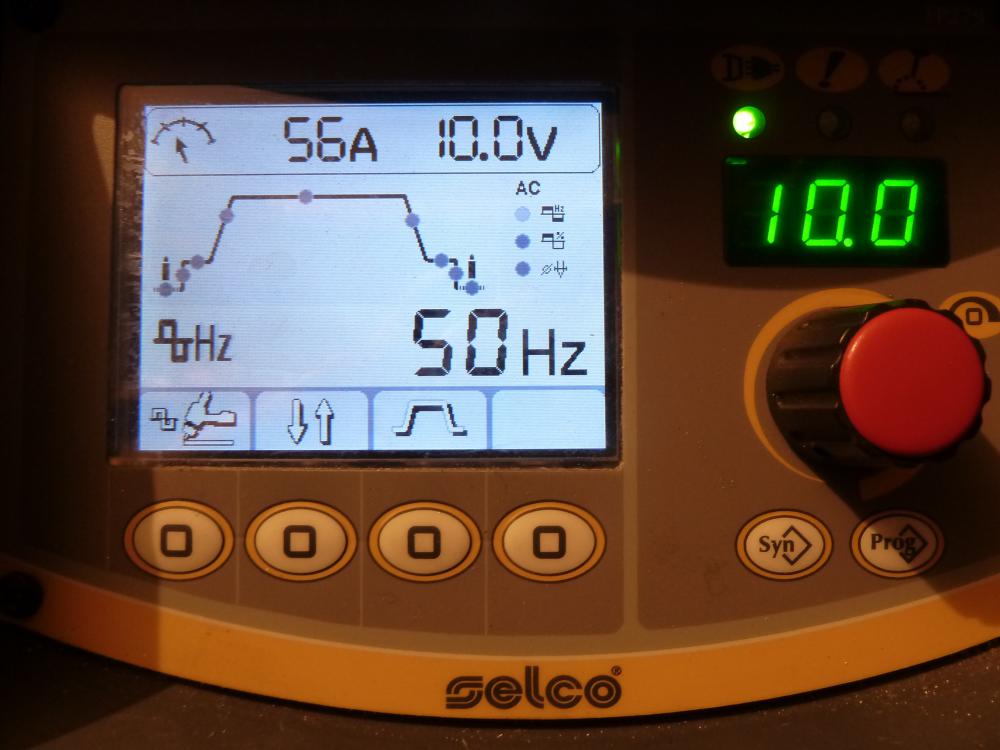
Сегодня второй день познавал на практике сей волшебный процесс. Напилил и зачистил заготовки, немного погрел газовой горелкой. http://cs540106.vk.me/c624121/v624121196/12ddb/H3YERicJli4.jpg Это мой "верстак" http://cs540106.vk.me/c624121/v624121196/12dd1/E1jSfPnjU4w.jpg Наиболее удачно получилось тавровое соединение. Обычная "ржавейка" 3мм, 130а, газ "на щеку", без присадки, вольфрам "синий", 1.6мм. Сопло №6. Предгаз 2 сек. Постгаз 6 сек. Нарастание тока 1.5 сек. Спад тока 3 сек. http://cs540106.vk.me/c624121/v624121196/12bc2/vRmseOJLdnY.jpg http://cs540106.vk.me/c624121/v624121196/12bb9/MeDFN6OQdJ0.jpg Это нижнее положение с небольшим зазором, тоже без присадки, зато с дырками 90а, остальные настройки как и выше. http://cs540106.vk.me/c624121/v624121196/12de5/oHMD7gZ5pFg.jpg Отдельно спасибо @ARGONIUS за подсказки в он-лайн режиме1 балл
-
Ремонт масло распределителя.Прессовая посадка штуцера ослабла.Наибольшая проблема вычистить краску.
1 балл
-
Хорошо что еще не в кубометрах!1 балл
-
Нет, сгоняю-ка я за СВ08Г2С, пожалуй...
1 балл
-
Там, где заканчивали приваривать брусок ручки к лоханке - единственное место, которое хоть как-то пролезает в требования к шву на "титане". Оно хотя бы жОлто-соломенного цвета. Всё остальное там мутно-серое и минимум - фиолетовое. Шов же должен быть серебристым, как в моей версии "2.0" (см. фото ниже), без всякой зачистки. При том, что всё это я делал один и в спешке, с 1 поддувом, просто прижимая вторую поверхность к алюминиево-стальной плоскости, чтобы не окислялась и потихоньку молился, чтобы газа в баллоне хватило.
1 балл