Лидеры




Популярный контент
Показан контент с высокой репутацией 09.12.2014 в Сообщения
-
Очень смею возразить! Диапазон очень даже ОГО-ГО! К примеру мои швы без отрыва не варятся...точнее варятся, но это уже будут не швы...
 5 баллов
5 баллов -
Вот когда мне перчатки,сварочные материалы и ботинки с курткой будут за рубли продавать, без привязки к евро или доллару-тогда \клятвенно обещаю\ пересмотрю свою финансовую политику. Если случится до нового года- съем вывеску с ценами без майонеза и кино тут вылажу. Мне зарплату ни кто не платит,мне не нужна работа "чтоб была", я, как капиталист, не могу позволить себе работать в убыток. Так что пока в России денежная единица-доллар и евро. А рубли-это фантики для магазина. Виноводочного. И хлебного. Ибо других товаров, за производство которых заплачено производителю рублями нет. "Денежная единица государства" это то, чем платят производителю товара, а не то, чем конечный покупатель за товар рассчитывается. Бизнес, ничего личного.5 баллов
-
http://s009.radikal.ru/i310/1412/ff/2928f892d6f5.jpg4 балла
-
Сегодня на работу через магазин, купил себе "любимое животное":http://f6.s.qip.ru/IA4wMwcZ.png уголок 63 под 45°:
4 балла
-
Карта и интерфейс переведены на русский язык.3 балла
-
— Закрой глаза и открой рот. Только не выплевывай. Чувствуешь пузырьки? — Круууто! Это карамелька? — Это карбид.3 балла
-
горелка даже не зажигалась ни разу. Может вам в ветку "обьявления" нужно? От вас одна реклама МАФ-а.... Я работаю оборудованием Castolin "CastoDyn" ацетилен+кислород, пылим разные сплавы. Поэтому спокойно заявляю: МАФ - фуфло и пылить на нем фигово, по крайней мере на ацетилене гораздо лучше получается. Я хоть и не модератор, но любое сообщение где вы втыкаете ссылку на свою компанию или чего-то пропихиваете - буду минусить. Очень уж барыг назойливых не люблю. Есть же у вас нормальные сообщения по форуму где вы ничего не пропихиваете, можете ведь нормально по теме рассказывать... Предлагаю девиз: "Заметил барыгу - влепи ему минус".3 балла
-
Так и не попользовался.)
2 балла
-
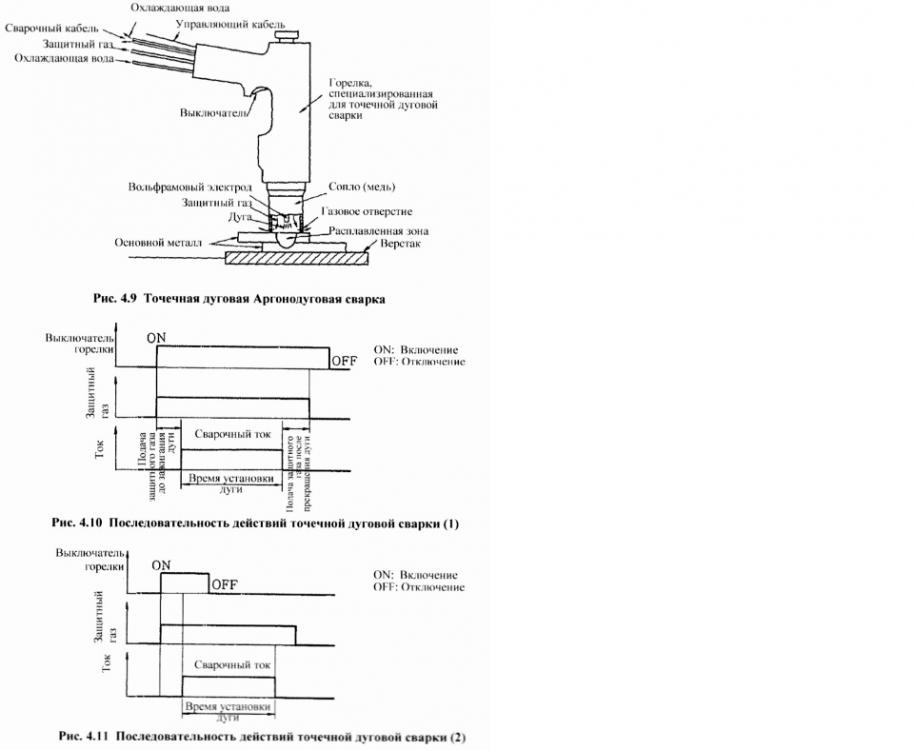
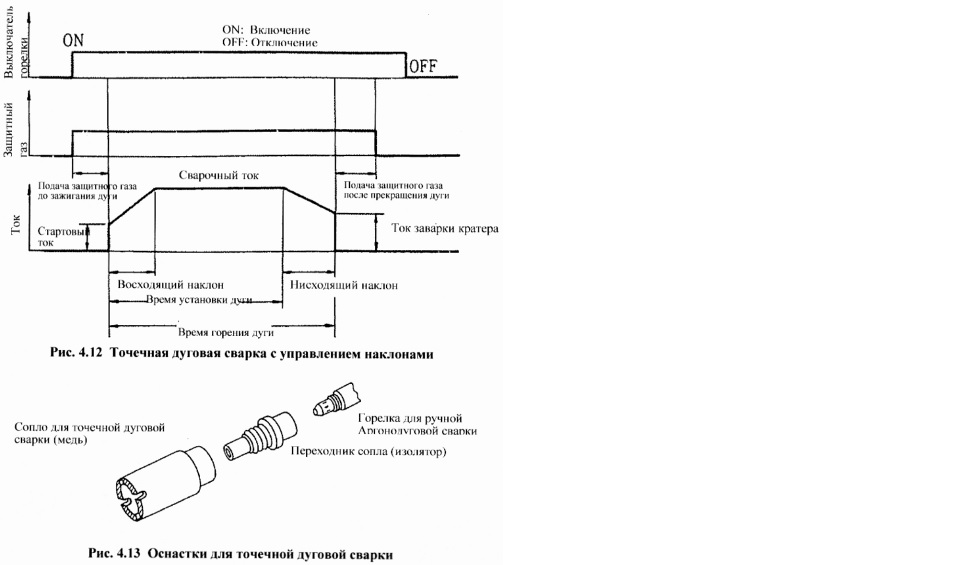
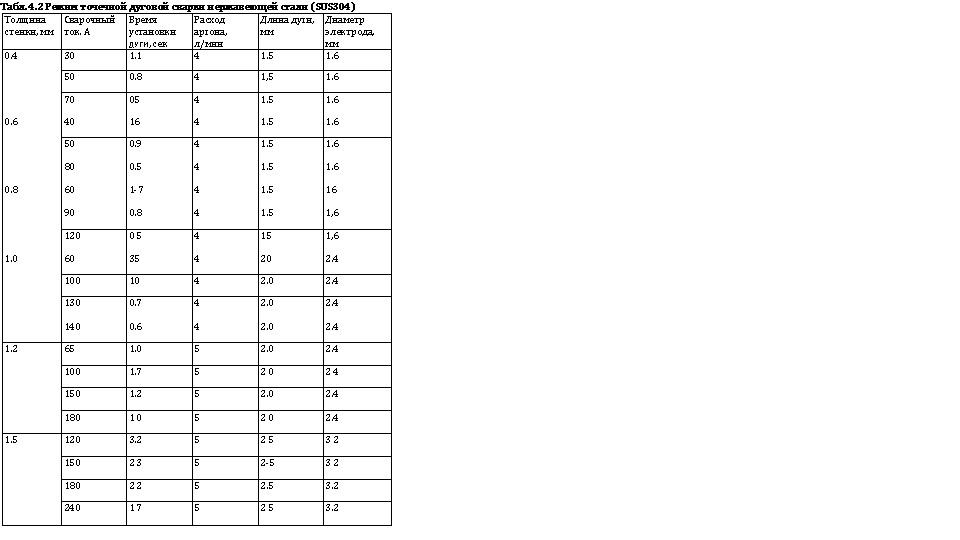
4-1-3 Точечная дуговая сварка Точечная дуговая сварка относится к методу сварки, при котором, как представлено на рис. 4.9, зафиксировав положение горелки, формируют дугу с одной стороны расположенных один под другим листов и тем самым осуществляют расплавление и соединение. Этот метод находит основное применение к конструкционной стали, нержавеющей стали и т.д. Хотя в последнее время он применяется и к алюминиевому сплаву, вопросы по равномерной свариваемости, внешнему виду и т.д. остаются открытыми. Точечная дуговая сварка также осуществляется под программным управлением и типичный пример последовательности ее действий приведен на рис. 4.10. При включении выключателя горелки начинает подаваться защитный газ и по истечении заданного времени от подачи защитного газа до зажигания дуги под наведением напряжения высокой частоты зажжется дуга. Обнаружив горение дуги, таймер начнет отсчет, и дута прекратится по истечению заданного времени установки дуги. При этом даже если не истекло время установки дуги, можно прекратить дугу отключением выключателя горелки. Однако, как представлено на рис. 4.11. бывает последовательность действий, в которой, после зажигания дуги невозможно прекратить ее действие, пока не истечет заданное время, даже когда отключен выключатель горелки. Следовательно, необходимо заранее установить, какая последовательность действий применена к используемой сварочной установке. Как представлено на рис. 4.12. в некоторых случаях к точечной дуговой сварке добавляют восходящий наклон, нисходящий наклон и т.д. с тем. чтобы был получен более качественный результат сварки и более красивый внешний вид. Для точечной дуговой сварки можно использовать не только специализированные горелки, как представлено на рис. 4.9. но и стандартные горелки для ручной Аргонодуговой сварки, установив на них переходники сопла, сделанные из изоляционного материала, и медные сопла для точечной дуговой сварки, как представлено на рис. 4.13. Обычно при точечной дуговой сварке не используется присадочный металл, поэтому в местах сварки листы, расположенные внахлест должны прилегать дрм к другу плотно. В большинстве случаев точечная дуговая сварка применяется к тонкостенным листам, так что достаточно только сильно прижимать горелку к ним. Однако если листы не прилегают плотно, рекомендуется использовать подходящий кондуктор применительно к соединению. Горелку должны держать вертикально, приложив конец сопла полной окружностью плотно к основному металлу. Так же. как в случае обычной сварки, следует обращать внимание на очистку основного металла. В табл. 4.2 приведен режим сварки нержавеющей стали как пример режима исполнения точечной дуговой сварки. Кроме того, в случае точечной дуговой сварки рекомендуется сделать угол конца электрода больше чем обычно, чтобы получить хороший результат сварки.
2 балла
-
Благодаря аэрофотосъемке можно увидеть невероятную красоту нашей планеты с необычной стороны, а также увидеть влияние, которые мы на нее оказываем. Сегодня мы увидим планету Земля с высоты птичьего полета, это снимки, сделанные астронавтами, спутниками, а также с вертолетов и пассажирских самолетов. От тропических лесов Амазонки до самого высокого здания в мире. Небольшой водоем в поле рядом с Мельбурном, справа — последствие пожара. http://s00.yaplakal.com/pics/pics_preview/4/6/8/4404864.jpg 2. деловой район Дохи http://s00.yaplakal.com/pics/pics_preview/4/8/8/4404884.jpg 3.французский фермер и трактор. http://s00.yaplakal.com/pics/pics_preview/8/8/8/4404888.jpg Деревья, поваленные торнадо в штате Арканзас. http://s00.yaplakal.com/pics/pics_preview/5/0/9/4404905.jpg 5.Бедуинская деревня в Израиле. http://s00.yaplakal.com/pics/pics_preview/9/0/9/4404909.jpg 6.Отлив в рыбацкой деревне. Франция. http://s00.yaplakal.com/pics/pics_preview/3/1/9/4404913.jpg 7.Водопады Игуасу на границе Бразилии и Аргентины http://s00.yaplakal.com/pics/pics_preview/2/2/9/4404922.jpg 8.Улицы и дома иракской столицы Багдада http://s00.yaplakal.com/pics/pics_preview/6/4/9/4404946.jpg Хозяйство и коровы. http://s00.yaplakal.com/pics/pics_preview/1/6/9/4404961.jpg 10.Пляж недалеко от Берлина. http://s00.yaplakal.com/pics/pics_preview/0/7/9/4404970.jpg 11.Британская Колумбия. http://s00.yaplakal.com/pics/pics_preview/8/7/9/4404978.jpg Ататюрка в Турции. http://s00.yaplakal.com/pics/pics_preview/8/9/9/4404998.jpg Вулкан Таранаки в Новой Зеландии. http://s00.yaplakal.com/pics/pics_preview/3/1/0/4405013.jpg 14. Бухта Халонг, Вьетнам. http://s00.yaplakal.com/pics/pics_preview/6/1/0/4405016.jpg 15.Нефтеносные пески Канады. http://s00.yaplakal.com/pics/pics_preview/7/2/0/4405027.jpg 16.Туман в Дубае. http://s00.yaplakal.com/pics/pics_preview/2/3/0/4405032.jpg 17.Лагерь беженцев в Иордании. http://s00.yaplakal.com/pics/pics_preview/2/4/0/4405042.jpg 18. Амазонка. http://s00.yaplakal.com/pics/pics_preview/9/4/0/4405049.jpg 19.Национальный заповедник Лос Падрес в Калифорнии. http://s00.yaplakal.com/pics/pics_preview/7/5/0/4405057.jpg 20.Индонезийская провинция Риау. http://s00.yaplakal.com/pics/pics_preview/4/6/0/4405064.jpg 21.Тропический лес Амазонки. http://s00.yaplakal.com/pics/pics_preview/0/7/0/4405070.jpg 22.Коровы в районе тропических лесов. http://s00.yaplakal.com/pics/pics_preview/3/7/0/4405073.jpg 23.Высохшие реки в Австралии. http://s00.yaplakal.com/pics/pics_preview/8/7/0/4405078.jpg 24.Песчаные дюны и растительность в Австралии. http://s00.yaplakal.com/pics/pics_preview/0/8/0/4405080.jpg 25.Озеро Онтарио http://s00.yaplakal.com/pics/pics_preview/6/9/0/4405096.jpg .Бурдж-Халифа - самое высокое здание в мире. http://s00.yaplakal.com/pics/pics_preview/7/9/0/4405097.jpg 27. Фудзи. http://s00.yaplakal.com/pics/pics_preview/9/9/0/4405099.jpg2 балла
-
@bader, Хороша штуковина, не тяжёлая, сняла мне много проблем по резке, под углом в том числе. Раньше в шараге работал "Корветом"на 3 фазыhttp://f5.s.qip.ru/IA4wMweB.png , с Макитой разницу не ощутил. Вычислил косячёк,- искры через щель, жгут заднюю правую резиновую лапу из нутри(запах учуял), подложил минваты пока, в дальнейшем будем чего-нибудь прикреплять по основательней.2 балла
-
@ARGONIUS, http://www.tulaspecinstr.ru/files/pferd/204.pdf страница 76 - более менее подробно. Купить - http://com-pag.ru/products/product/view/143/584 (здесь имею барыжный интерес - работаю с ними))). По нерж -зеленая предварительная полировка, розовая - финиш/суперфиниш. Но в принципе подойдет любого европейского/юсовского производителя по иноксу ( там банально меньше концерогенной органики).2 балла
-
@blazen79, Давайте по порядку. Чем неопытный сварщик отличается от опытного? Тем, что опытный может вести горелку плавно на большей скорости. Робот же, может вести горелку плавно ещё быстрее, чем самый опытный сварщик (этим (применением более жёстких режимов, то есть, больше ток, больше скорость), в частности, достигается большая производительность автоматических методов сварки). Когда стал настраивать робот на сварку нержавейки возникла проблема: чтобы получить требуемый вид шва (розовый цвет), потребовалось сделать режимы более мягкими, то есть меньше ток, а соответственно и меньше скорость сварки (всё равно куда быстрее чем руками). Перегрев возникает из-за работы на больших токах. Плюс нержавейка течёт и ложится хуже, чем низколегированная сталь, поэтому важно прогревать дугой всю поверхность разделки (удобнее это делать на мягких режимах, при небольшой, относительно конечно, скорости сварки). Кроме того, важно время, которое сварочная ванна проводит под газовой защитой горелки. Чем больше скорость, тем быстрее мы смещаем горелку относительно только что нагретого металла. Соответственно без защиты остаётся более горячий металл. Никто не говорит, что нужно усиленно держать большую сварочную ванну на малой скорости сварки, как раз наоборот сваривать нужно валиками как можно меньшего сечения, просто, при прочих равных, режимы для нержавейки будут более мягкими, чем режимы под углеродистую или низколегированную сталь.2 балла
-
@psi,Для этого надо иметь коммерческую жилку . У меня с этим сложно . Мозги работают " на кого то " и , чаще всего, без особой выгоды для себя , Пролетариат, мать его так.2 балла
-
Постоянно приходится использовать паронитовые прокладки. На покупку готовых предприятие "не готово" , просечки приходится мастерить из трубы подходящего диаметра, но качество ,что просечки, что итогового продукта оставляет желать лучшего. Другого материала для их изготовления в наличии нет. Мои запасы "фирменных" просечек убили криворукие слесаря , Вышел из положения таким образом. Подобрал коронки подходящего диаметра , "американки" сваял токарь , а дальше всё просто. Из резины прокладки таким способом получаются тоже приличного качества.Процесс изготовления прост до безобразия.Нарезаем,заряжаем столько,сколько позволит глубина американки ,рассверливаем внутренний диаметр и пользуемся.
2 балла
-
@blazen79, лучше не рисковать,выбрать оптимальный ток и спокойно сваривать,сварка спешки не терпит,главное качество2 балла
-
получил
2 балла
-
@Павел сварщик, если для изготовления конструкции используется нержавейка с повышенной стойкостью к межкристаллической коррозии, то швы должны быть, как минимум, не хуже. Рентген и УЗК шов то пройдёт, а что с ним в агрессивной среде с течением времени будет? AICI 321 варят или ей же, или присадкой с ниобием, вроде 08Х18Н10Г2Б. Чтобы обеспечить стойкость шва к МКК не ниже, чем у основного металла. Конечно, если таковых требований к конструкции нет, то можно и так. Тогда AICI 321 в конструкцию зря заложили, она дороже, чем 304.2 балла
-
У "черняги" душа простушка, но ежель понять её, то будет золотиться как "нержавейка" (ну и линза естественно) Ст20 S=12, 110 на корень, 140 на всё остальное от инвертора-только "лиценуть" не успел, смена кончилась .
2 балла
-
Решил создать эту тему для более подробного обсуждения всего что связано с изготовлением и монтажом перил,поручней и ограждений из нержавейки.Сегодня я расскажу о самом главном, на мой взгляд,процессе-креплении стоек к полу.После различных вариаций я выбрал данную схему из-за простоты,надежности и относительной дешивизны.Итак:Коронкой на 39 высверливаем отверстия глубиной 5-6см.Я работаю на деревянных ступеньках поэтому коронка на дрели для дерева.По керамике лежит рядом,ей сверлят постоянно поливая водой,если не перегревать то хватает довольно на долго.Далее перфоратором со сверлом на 16 заглубляем отверстие ровно по центру высверловки,диаметр бура зависит от диаметра хвостовика закладной.Далее разводим эпоксидку и добовляя песок доводим до конститенции густой сметаны,заливаем в отверстие,ставляем закладную и одеваем на нее стойку Кол-во эпоксидки надо подобрать так чтобы не вылезло много наружу,а то оттирать трудновато.Потом подставляя кирпичи или что то похожее с помощью уровня выставляем и оставляем застывать сутки.Если сроки поджимают то вместо эпоксидки можно использовать полиэфирную смолу с отвердителем и термофен.Продолжение следует. http://websvarka.ru/talk/uploads/monthly_11_2014/msg-9592-0-55806300-1416074149_thumb.jpghttp://websvarka.ru/talk/uploads/monthly_11_2014/msg-9592-0-57838500-1416074213_thumb.jpghttp://websvarka.ru/talk/uploads/monthly_11_2014/msg-9592-0-61156100-1416074072_thumb.jpghttp://websvarka.ru/talk/uploads/monthly_11_2014/msg-9592-0-59083100-1416074264_thumb.jpghttp://websvarka.ru/talk/uploads/monthly_11_2014/msg-9592-0-53949500-1416074324_thumb.jpg
1 балл
-
@Миротворец, я думаю да1 балл
-
.....
1 балл
-
Что то ценник не особо гуманный на них. Респиратор одену1 балл
-
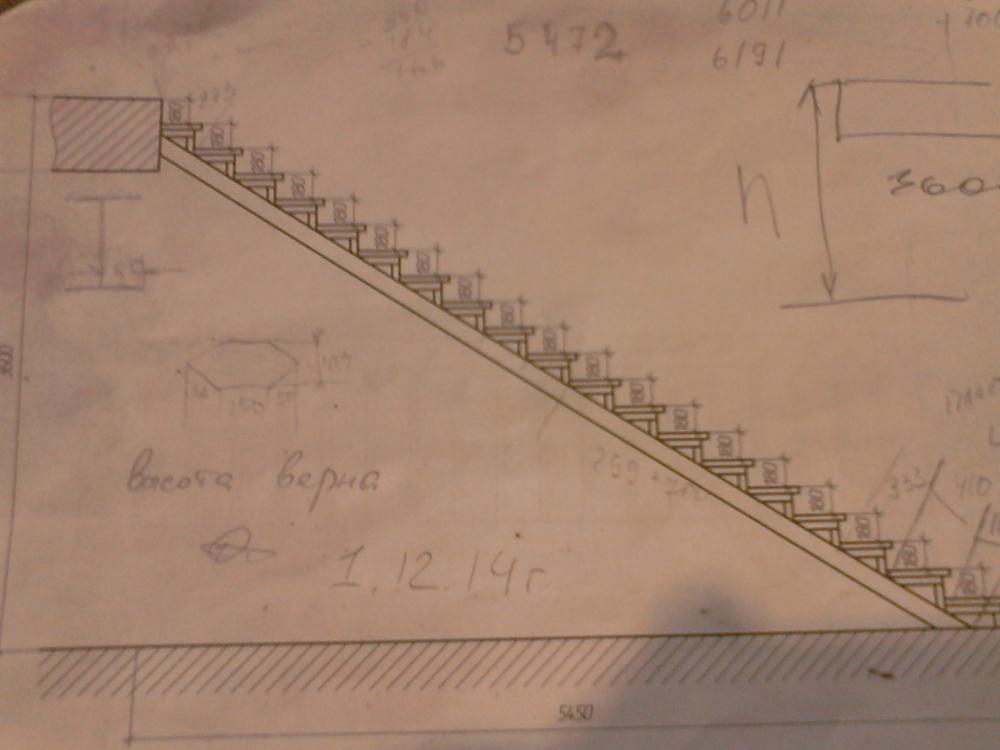
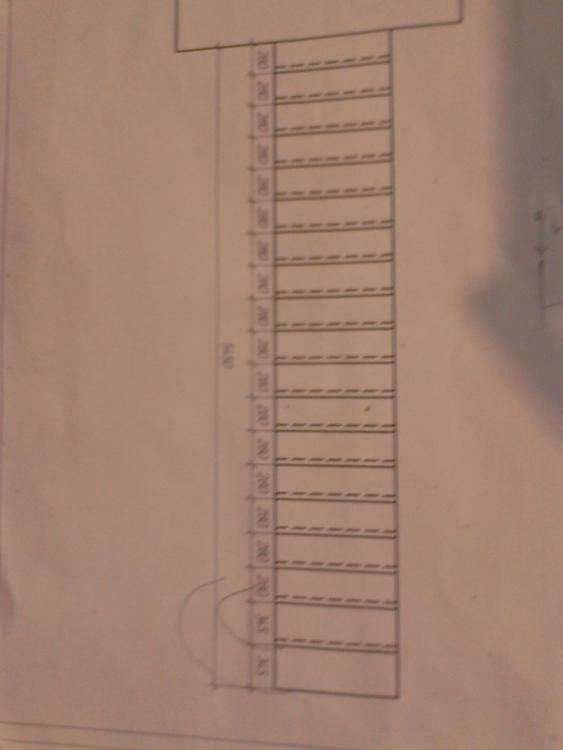
Начал делать такую лестницу,прямой марш.Все ничего но длинна более 6 метров,пришлось делить пополам
1 балл
-
Толи сверхнаглость,толи:-Я не заметил разметки.
1 балл
-
@morgmail, поздравляю с Днем Рождения!1 балл
-
С Днем Рождения!1 балл
-
Выкладывайте фото в теме.1 балл
-
morgmail С Днем рождения! Здоровья и Удачи!1 балл
-
, Обычно всем желаю максимально аморального поведения с элементами незначительного нарушения административного законодательства. Но вам как человеку бывалому желаю витаминов в тело и румянца во всю щеку))). Поздравляю!!!1 балл
-
тогда наверно ему прицепы к горелке нужны для доп.поддува на остывающий шов. На фото шов явно пережарен..1 балл
-
Поздравляю непримиримого борца за справедливость с Днём Рождения! Удачи во всех начинаниях!1 балл
-
@morgmail, с днем рождения1 балл
-
Геннадий, всех благ!!!1 балл
-
@blazen79,по поводу скорости конечно для таких сталей не стоит долго задерживаться и выбирать как можно большую скорость при минимальной погонной энергии,но при этом обеспечивающим хорошее формирование шва ,я имел ввиду спешку и как вывод несплавления и прочии нехорошие последствия1 балл
-
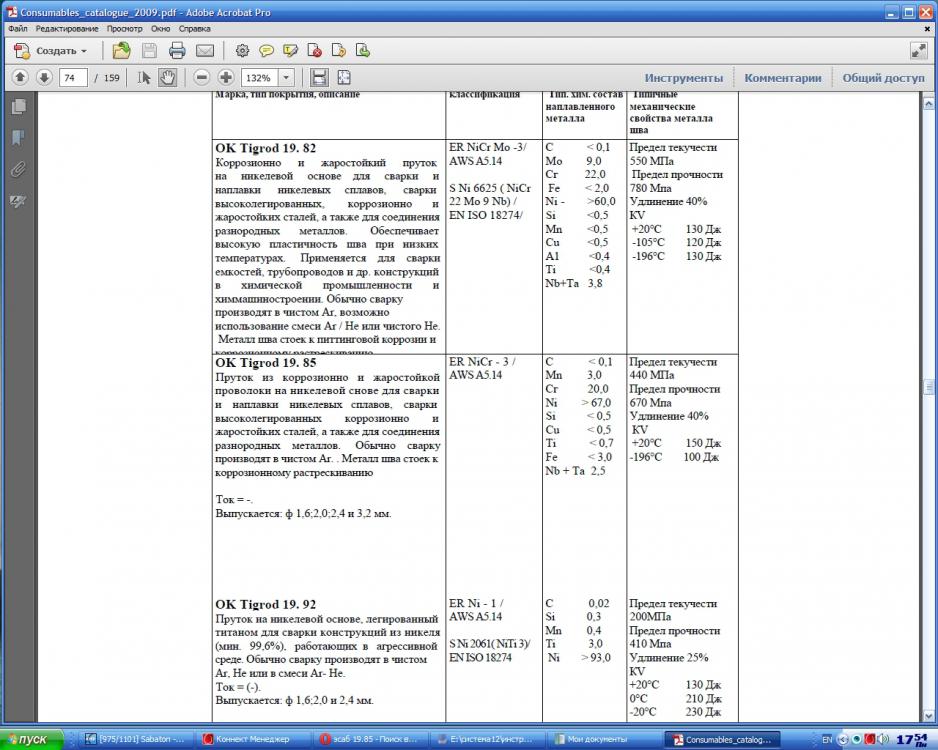
С чего менегры взяли, что это для чугуна? цыфири глаза затмили? Шведы они такие, если для чугуна-то и пишут для чугуна. Тут же слова "чугун" нет. Вообще ТИГ сварку чугуна описывает только г. Кононенко в своем учебнике. И рекомендует панч11 или монель-металл. С панчем и монелем проверено-работает.
1 балл
-
@Павел сварщик, Судя по фоткам - огромный перегрев (из-за того, что пытаетесь проплавить без разделки за 1 проход всё), Сделайте нормальную комфортную разделку по ГОСТ 14771-76. Подварите корень, зачистите, и заварите облицовку. Нержавейка варится на мягких режимах (маленький ток и малая скорость сварки). При правильно подобранных режимах цвет шва - розовый (значит вы не сожгли легирующие элементы).1 балл
-
П/а,Со2,S-3мм,08г2с,0.8мм ремонт расширительного бака.
1 балл
-
У вас ток завышен выше некуда :200А это явно перебор и газ не совсем чистый.1 балл
-
Надо подготовится .
1 балл
-
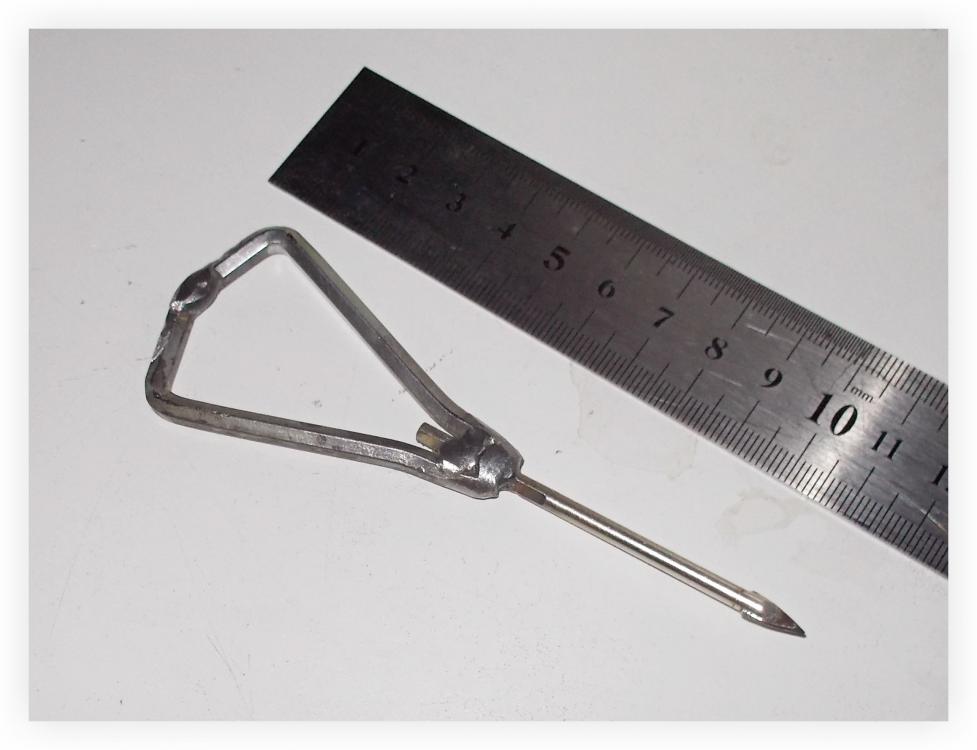
Очередная чертилка из сверла по плитке... Два ключа-шестигранника от мебели, несколько точек П/А, зачистка-заточка.
1 балл
-
http://forum4x4club.ru/uploads/monthly_12_2014/post-11445-0-54258600-1417517791.jpghttp://www.gaz69.ru/ipb/uploads/monthly_12_2014/post-12919-0-41997000-1417425935.jpg1 балл
-
Трубы от 1 до 1,5", если стык не надо фиксировать от сильного излома и присутствует весовой баланс вывешенных труб, то применяю не струбцины, с которыми много возни, а вайзгрипы. Варить поворотные стыки мне позволяет приспособа, которую я описывал ранее. Обычно она ездит в машине, в качестве проводов-"прикуривателей". Это-кабель КГхл 1х25 и два трёхсотамперных бронзовых "крокодила" по концам. Для сварки один зажим цепляю на магнитную клемму, а другой-на свариваемую трубу.
1 балл
-
Еще несколько фото из быта и изделий моей мастерской.
1 балл
-
Прогулка по Москве 1989 года. 1989 год, заключительный этап перестройки, дестабилизация политической обстановки в стране, полномасштабный кризис и товарный дефицит. Перестроечная эйфория сменяется разочарованием, неуверенностью в завтрашнем дне и массовыми антикоммунистическими и антисоветскими настроениями. 30 ноября 1989 года открылся магазин французской парфюмерной фирмы "Кристиан Диор". http://s00.yaplakal.com/pics/pics_preview/4/5/1/4335154.jpg Начнем прогулку по традиции с Манежной площади. Тут в 1989 году еще есть автомобильное движение. http://s00.yaplakal.com/pics/pics_preview/8/5/1/4335158.jpg И до 90-го года площадь называлась площадью «50-летия Октября». http://s00.yaplakal.com/pics/pics_original/1/6/1/4335161.jpg Вон, там даже памятный камень стоит. http://s00.yaplakal.com/pics/pics_original/2/6/1/4335162.jpg Рядом с Красной площадью стоят Волги. http://s00.yaplakal.com/pics/pics_preview/5/6/1/4335165.jpg Пойдем на Тверскую, которая тогда еще была улицей Горького. Улица Огарёва (Газетный переулок), сейчас здесь стоит огромное офисное здание и Макдональдс на первом этаже. http://s00.yaplakal.com/pics/pics_preview/8/6/1/4335168.jpg Витрины на ул. Горького. http://s00.yaplakal.com/pics/pics_preview/0/7/1/4335170.jpg Поднимаемся выше, москвичи отмечают день города. http://s00.yaplakal.com/pics/pics_preview/2/7/1/4335172.jpg На самой улице еще есть деревья. http://s00.yaplakal.com/pics/pics_original/5/7/1/4335175.jpg Первая перетяжка на ул. Горького. http://s00.yaplakal.com/pics/pics_preview/6/7/1/4335176.jpg Цветной вариант. Как же круто было с нормальными деревьями, да? http://s00.yaplakal.com/pics/pics_preview/7/7/1/4335177.jpg На Пушкинской начинают строить первый Макдональдс. http://s00.yaplakal.com/pics/pics_preview/9/7/1/4335179.jpg 1989 год - это, конечно, очереди. Уже непривычно сейчас видеть такую длинную очередь в "Союзпечать", а ведь тогда официально ещё не было частной торговли. Немало времени, судя по снимку, утром предстояло потратить на свежую прессу, и в метро автоматы с газетами были редкостью, значит - закладывай в своё "подлётное" время до работы лишние 10-15 минут. http://s00.yaplakal.com/pics/pics_preview/1/8/1/4335181.jpg Стоимость бутылки Пепси-колы 45 копеек, из них 35 копеек сам напиток и 10 коп. т.н. "залог" за пустую бутылку. Многие про возможность возврата пустой бутылки и получения назад 10 копеек не знали, что позволяло работникам "зарабатывать" на этом огромные по тем временам деньги. http://s00.yaplakal.com/pics/pics_preview/3/8/1/4335183.jpg Тем, кто стоит в конце очереди, скорее всего, бананов не хватит. Постоят минут пятнадцать, а потом им объявят, что осталась одна коробка. А может уже предупредили - очередь не занимать. Это была обычная ситуация для тех лет.) http://s00.yaplakal.com/pics/pics_preview/4/8/1/4335184.jpg Очевидцы вспоминают: «я стою в этой очереди, это - за бананами... слева и коробки от них. мама дала мне четвертной, за неимением более мелких денег и отправила в очередь... с талончиками на всю семью... продавец мне - на все? - я - ага! так и купил почти целую коробку зелёных, ароматных бананов... не одну неделю они у нас дозревали на серванте поражая гостей и соседей=)» http://s00.yaplakal.com/pics/pics_preview/8/8/1/4335188.jpg Книжная торговля у метро "Кузнецкий мост". http://s00.yaplakal.com/pics/pics_preview/2/9/1/4335192.jpg http://s00.yaplakal.com/pics/pics_preview/4/9/1/4335194.jpg http://s00.yaplakal.com/pics/pics_preview/5/9/1/4335195.jpg http://s00.yaplakal.com/pics/pics_preview/6/9/1/4335196.jpg Внутри магазинов: http://s00.yaplakal.com/pics/pics_preview/8/9/1/4335198.jpg http://s00.yaplakal.com/pics/pics_original/0/0/2/4335200.jpg http://s00.yaplakal.com/pics/pics_preview/1/0/2/4335201.jpg http://s00.yaplakal.com/pics/pics_preview/2/0/2/4335202.jpg http://s00.yaplakal.com/pics/pics_preview/4/0/2/4335204.jpg http://s00.yaplakal.com/pics/pics_preview/5/0/2/4335205.jpg Мода того времени http://s00.yaplakal.com/pics/pics_preview/6/0/2/4335206.jpg http://s00.yaplakal.com/pics/pics_preview/8/0/2/4335208.jpg http://s00.yaplakal.com/pics/pics_original/0/1/2/4335210.jpg Баллон с пивом - наследие фестиваля молодежи и студентов 1985-го года. http://s00.yaplakal.com/pics/pics_preview/1/1/2/4335211.jpg Пушечная улица. http://s00.yaplakal.com/pics/pics_preview/3/1/2/4335213.jpg Весы у Белорусского вокзала. http://s00.yaplakal.com/pics/pics_original/4/1/2/4335214.jpg Пройдем вниз до Кузнецкого моста. Представительство турагенства "Балкантурист" (НРБ) - курорты в Болгарии были, наверное, главным заграничным курортом для советских граждан. Конечно же, тоже - не для всех. http://s00.yaplakal.com/pics/pics_preview/5/1/2/4335215.jpg В Японских авиалиниях в витринах были выставлены модели самолетов, с указанием реальной цены. Нечто вроде: Боинг-747 Стоимость 47000000 долларов http://s00.yaplakal.com/pics/pics_preview/6/1/2/4335216.jpg Большой театр. Одно из последних выступлений Майи Плисецкой, балет "Кармен-сюита" http://s00.yaplakal.com/pics/pics_preview/7/1/2/4335217.jpg Железный Феликс. http://s00.yaplakal.com/pics/pics_preview/8/1/2/4335218.jpg В парке Горького будущее ) http://s00.yaplakal.com/pics/pics_preview/1/2/2/4335221.jpg В парке Горького было еще колесо обозрения, с него открывался такой вид http://s00.yaplakal.com/pics/pics_preview/2/2/2/4335222.jpg В "Лужниках" огромная сцена, построенная для проведения «Московского Фестиваля Мира». http://s00.yaplakal.com/pics/pics_preview/3/2/2/4335223.jpg Bon Jovi, Motley Crue, Scorpions, Ozzy Osbourne, Сinderella http://s00.yaplakal.com/pics/pics_preview/4/2/2/4335224.jpg Вернемся к Кремлю, там у нас, на Боровицкой площади, Mercedes-Benz W123 T! Большинство иномарок в Москве принадлежали посольствам и торговым представительствам. Известный музыкант Юрий Антонов вспоминал, что для того чтобы приобрести автомобиль "Вольво" он просил разрешения в ЦК Комсомола. А иномарки покупали и прочие известные люди: Бовин, Высоцкий, Юлиан Семенов и т.д. У служебного входа МХАТ им. Горького на Тверском бульваре почти каждый день можно было увидеть два одинаковых Мерседеса W114, один принадлежал Олегу Ефремову, второй - Евгению Евстигнееву. По воспоминаниям сына Евстигнеева "...Наивысшим его достижением была покупка Мерседеса. Голубого — цвет приводил его в особый восторг. Разумеется, запчастей к “Мерседесу” в Советском Союзе не было, поэтому выкручиваться приходилось по обстоятельствам. Помню, как однажды он открыл капот и, с гордостью указывая на разные детали, поведал мне, что какие-то из них переставлены сюда из самолета, а какие-то — из грузовика ЗИЛ. Помню его рассказ о том, как он въехал на голубом “Мерседесе” в свой родной Горький — вероятно, это был счастливейший момент в его жизни.." http://s00.yaplakal.com/pics/pics_preview/5/2/2/4335225.jpg Маленький светофор на Боровицкой площади! Странно, почему сейчас таких не делают, они кажутся мне довольно удобными. http://s00.yaplakal.com/pics/pics_preview/7/2/2/4335227.jpg На месте Храма Христа Спасителя доживает последние дни бассейн "Москва". http://s00.yaplakal.com/pics/pics_preview/8/2/2/4335228.jpg Арбат! http://s00.yaplakal.com/pics/pics_preview/9/2/2/4335229.jpg "На Арбате, говорят, есть художники... Только где ж его найти, тот Арбат?" (С) В.Малежик http://s00.yaplakal.com/pics/pics_preview/0/3/2/4335230.jpg Украинские Греко-католики на Арбате http://s00.yaplakal.com/pics/pics_preview/1/3/2/4335231.jpg http://s00.yaplakal.com/pics/pics_preview/2/3/2/4335232.jpg http://s00.yaplakal.com/pics/pics_preview/3/3/2/4335233.jpg Гласность на Арбате http://s00.yaplakal.com/pics/pics_preview/4/3/2/4335234.jpg Народ потихоньку выходит на улицы http://s00.yaplakal.com/pics/pics_preview/5/3/2/4335235.jpg Проспект Калинина, сейчас Новый Арбат http://s00.yaplakal.com/pics/pics_preview/6/3/2/4335236.jpg Весы на Проспекте Калинина http://s00.yaplakal.com/pics/pics_preview/7/3/2/4335237.jpg "Мелодия" на Калинина. Очевидцы: «В 1968 - 1970 магазин "Мелодия" ввёл в практику следующую систему продажи "дефицитных" пластинок. Их продавали не в основном помещении, а справа ( если смотреть на фото), за углом была обычная дверь и вот там, в этой двери, и продавали "дефицит". Система оповещения о продаже была стариннейшая "ОБСДД", т.е. "Одна баба сказала, другая добавила"! Весть о продаже достигала ушей кого надо и к 5 - 6 утра у заветной двери выстраивалась очередь меломанов. Где-то в 8 утра начиналась распродажа и в течении 15 - 20 минут заканчивалась! Должен сразу заметить, что крупномасштабным спекулянтам здесь поживиться было нечем, т.к. в одни руки выдавалась только одна пластинка одного исполнителя. Вот продают, к примеру, польские "Червоне гитары" и "Червоне чёрные", то и купить можно было только по одной пластинке. Не было никакого чёткого расписания и поэтому было абсолютно безнадёжно попытаться уловить какой-либо алгоритм. Всё спонтанно и всё из уст в уста! Какую же шикарную коллекцию Польской эстрады я здесь собрал! А ведь приезжать приходилось из Свиблова…» http://s00.yaplakal.com/pics/pics_preview/9/3/2/4335239.jpg День начала продажи альбома «Гринпис» – прорыв», выпущенного международной экологической организацией «Гринпис» и советской фирмой грамзаписи «Мелодия». Очевидцы: «Это была первая попытка привлечь внимание наших граждан к экологическим проблемам окружающей среды. Начать, как говорится, с себя. Помните, "Взгляд" с Листьевым и характерное с американским акцентом "Не надо мусорить!" Вот, это оттуда... Альбом быстро разошёлся.» http://s00.yaplakal.com/pics/pics_preview/0/4/2/4335240.jpg А на Ходынском поле в это время самолеты! Выставка Авиатехника-89. Десятки самолётов и вертолётов в августе 1989 прилетели на Ходынку, как нам сказали, чтобы стать экспонатами нового музея... Тогда невозможно было себе представить, что через 20 лет не будет ни музея, ни Центрального аэродрома. http://s00.yaplakal.com/pics/pics_preview/1/4/2/4335241.jpg http://s00.yaplakal.com/pics/pics_preview/2/4/2/4335242.jpg Фото сделано с борта ЯК-18Т. http://s00.yaplakal.com/pics/pics_preview/5/4/2/4335245.jpg Фотография с пингвинами на площади трёх вокзалов. http://s00.yaplakal.com/pics/pics_preview/6/4/2/4335246.jpg В Москву за колбасой. http://s00.yaplakal.com/pics/pics_original/7/4/2/4335247.jpg http://s00.yaplakal.com/pics/pics_preview/8/4/2/4335248.jpg http://s00.yaplakal.com/pics/pics_preview/9/4/2/4335249.jpg http://s00.yaplakal.com/pics/pics_original/0/5/2/4335250.jpg1 балл
-
Граффити Челябинска. Челябинск это не только "суровые мужики", трубный завод и метеорит, это ещё и очень красивый город не только с "фасада". http://s00.yaplakal.com/pics/pics_original/9/0/4/4327409.jpg http://s00.yaplakal.com/pics/pics_original/2/1/4/4327412.jpg http://s00.yaplakal.com/pics/pics_original/5/1/4/4327415.jpg http://s00.yaplakal.com/pics/pics_original/6/1/4/4327416.jpg http://s00.yaplakal.com/pics/pics_original/8/1/4/4327418.jpg http://s00.yaplakal.com/pics/pics_original/0/2/4/4327420.jpg http://s00.yaplakal.com/pics/pics_original/1/2/4/4327421.jpg http://s00.yaplakal.com/pics/pics_original/4/2/4/4327424.jpg http://s00.yaplakal.com/pics/pics_original/5/2/4/4327425.jpg http://s00.yaplakal.com/pics/pics_original/8/2/4/4327428.jpg http://s00.yaplakal.com/pics/pics_original/2/3/4/4327432.jpg http://s00.yaplakal.com/pics/pics_original/3/3/4/4327433.jpg http://s00.yaplakal.com/pics/pics_original/5/3/4/4327435.jpg http://s00.yaplakal.com/pics/pics_original/7/3/4/4327437.jpg http://s00.yaplakal.com/pics/pics_original/9/3/4/4327439.jpg http://s00.yaplakal.com/pics/pics_preview/0/4/4/4327440.jpg http://s00.yaplakal.com/pics/pics_preview/1/4/4/4327441.jpg http://s00.yaplakal.com/pics/pics_preview/2/4/4/4327442.jpg http://s00.yaplakal.com/pics/pics_original/4/4/4/4327444.jpg http://s00.yaplakal.com/pics/pics_preview/5/4/4/4327445.jpg http://s00.yaplakal.com/pics/pics_preview/6/4/4/4327446.jpg http://s00.yaplakal.com/pics/pics_preview/7/4/4/4327447.jpg http://s00.yaplakal.com/pics/pics_preview/8/4/4/4327448.jpg http://s00.yaplakal.com/pics/pics_preview/9/4/4/4327449.jpg http://s00.yaplakal.com/pics/pics_preview/0/5/4/4327450.jpg http://s00.yaplakal.com/pics/pics_preview/1/5/4/4327451.jpg http://s00.yaplakal.com/pics/pics_preview/2/5/4/4327452.jpg http://s00.yaplakal.com/pics/pics_preview/3/5/4/4327453.jpg http://s00.yaplakal.com/pics/pics_preview/4/5/4/4327454.jpg http://s00.yaplakal.com/pics/pics_original/6/5/4/4327456.jpg http://s00.yaplakal.com/pics/pics_preview/7/5/4/4327457.jpg http://s00.yaplakal.com/pics/pics_preview/9/5/4/4327459.jpg http://s00.yaplakal.com/pics/pics_original/0/6/4/4327460.jpg http://s00.yaplakal.com/pics/pics_original/2/6/4/4327462.jpg http://s00.yaplakal.com/pics/pics_preview/3/6/4/4327463.jpg http://s00.yaplakal.com/pics/pics_preview/4/6/4/4327464.jpg http://s00.yaplakal.com/pics/pics_preview/5/6/4/4327465.jpg http://s00.yaplakal.com/pics/pics_preview/6/6/4/4327466.jpg http://s00.yaplakal.com/pics/pics_original/7/6/4/4327467.jpg http://s00.yaplakal.com/pics/pics_preview/0/7/4/4327470.jpg http://s00.yaplakal.com/pics/pics_original/2/7/4/4327472.jpg http://s00.yaplakal.com/pics/pics_original/3/7/4/4327473.jpg http://s00.yaplakal.com/pics/pics_original/5/7/4/4327475.jpg1 балл
-
1 балл
-
Однажды утром, семья в Южной Калифорнии обнаружила раненного совенка на своем крыльце. Он оказался слепым Его глаза, выглядели как звездная ночь. Так как он был слепой, они не могли просто отпустить его обратно в дикую природу и после визита к ветеринару, совенок нашел свой новый постоянный дом в центре изучения дикой природы в Калифорнии. Совенок был назван “Зевсом” в честь греческого Бога неба, грома и молний из-за своих фантастических глаз. http://s00.yaplakal.com/pics/pics_original/7/8/9/4288987.jpg Малыш был найден лежащим на крыльце. Он влетел в стену дома и ударился головой. http://s00.yaplakal.com/pics/pics_original/9/8/9/4288989.jpg Причиной столкновения была слепота http://s00.yaplakal.com/pics/pics_original/1/9/9/4288991.jpg http://s00.yaplakal.com/pics/pics_original/4/9/9/4288994.jpg Из-за завораживающих глаз, совенка назвали Зевсом, Богом неба. http://s00.yaplakal.com/pics/pics_original/7/9/9/4288997.jpg Теперь Зевс, полноценный житель в центре изучения дикой природы, приносящий радость и счастье посетителям. http://s00.yaplakal.com/pics/pics_original/8/9/9/4288998.jpg У него даже есть игрушечный друг и он очень любит праздник Хэллоуин! http://s00.yaplakal.com/pics/pics_original/1/0/0/4289001.jpg Зевс очень дружелюбный и любит находиться рядом с людьми ) Конец... http://s00.yaplakal.com/pics/pics_original/4/0/0/4289004.jpg1 балл
-
http://file-up.net/sml_5f3ade6e79aef906a120130927220940.jpg1 балл
-
МИХА75. А учебники иногда врут, либо художники в типографиях шутники. Мой давний друг горячий поклонник резки металлов ножовкой. Только не спал сней. Однажды я заметил одну отягчающую особенность его способа резки. А именно: полотно установлено зубьями НА СЕБЯ!!!! И я врубился почему это немецкие полотна "гавно". Сделал замечание... Разгорелся нешуточный спор... До оскорблений чуть не дошло. И тут через пару дней он с ехидной улыбкой суёт мне под нос раскрытую в нужном месте слесарную книжку а там картинка - ножовка по металлу с увеличивающей сноской на полотно. Конечно зубьями на себя!!!!!!! Вот где собака зарыта!! Ищу в конце книги авторов, там художник баба какаято. тычу ему в репу это дело и говорю:- тебя эта курица жутко надула брат! позор джунглям! Лет 5 он проклинал жизнь и ножовочные фабрики. Во как бывает..1 балл