Лидеры




Популярный контент
Показан контент с высокой репутацией 07.12.2014 во всех областях
-
« Сто лет » на форуме , представиться так и не удосужился .Итак, вкратце о себе. Игорь . 46 лет . После 8 класса ПТУ . 1,5 курса по профессии помощник машиниста тепловоза , затем бросил ,за компанию с друзьями, и перешёл в другое, на электросварщика. Работать по этой профессии не собирался, но в СССР надо было «всем учиться» где то , я и учился . Всему, только не сварке ,хотя соединять металл , всё-таки , научили .Система работала . По окончании учебного заведения практика на заводе – ручная дуговая сварка и ПА , немного и несерьёзно , потому как и наше отношение к процессу и отношение к нам совпадали – ПТУшники,одним словом. Затем армия , СГВ , водитель БТР , ком.отделения . После дембеля полгода работы сварщиком на « родном заводе » , но желание и возможность заработать нормальные деньги там были порознь , поэтому решился на вояж на Колыму . Запрос , вызов и я там . Магаданская область, пр. Бурхала. Устроился работать сварщиком , в гараж . Мои способности на сварочном поприще были оценены маститым сварным достойно : « Ты что, диплом купил ? ». За три – четыре месяца я научился у него больше , чем в ПТУ и на заводе . Газорезка, пайка радиаторов, газосварка и именно сварка . Сейчас, спустя годы, эти «достижения» вспоминаю с улыбкой, но всё же, это было уже что то. Бросил сварку – даже там на ней не заработаешь ( за исключением отдельных мест и случаев ) и пошёл работать водителем. Курсы на БелАЗ и поехало. Работа на прииске , затем на строительстве Среднеканской ГЭС, после на строительстве и реставрации дорог по Магаданской области. В промежутках работал в старателькой артели, занимался вольной добычей золота и лишь эпизодично сваркой . В эти эпизоды повысил разряд на курсах в училище до 4-го и до 5-го работая на руднике в «Полиметалле». Но опять же, всё это «филькина грамота» . Это мне тогда казлось, что я уже «высокий специалист» по сварке 5-го разряда . Как я был наивен. Сейчас я себя таким уже не считаю и чем больше окунаюсь в сварку, тем больше в этом убеждаюсь . В 2007 переехал на материк и решил, что баранку крутить здесь не буду , а пойду работать сварщиком , тем более что НАКС есть ( Магадане на МК сдал за свой счёт – пытался завербоваться в одну контору , но не получилось ). Устроился сварщиком . И если раньше мне казалось, что трубы я варить могу, то оказалось, что не только трубы, а просто варю посредственно . Впервые , наверное, я столкнулся электродами ф 3мм. , вживую увидел подготовку стыка под сварку и «правильную» сварку труб . Меня , есественно, к этому не подпускали , мой удел был сваривать металлоконструкции и другие подсобные работы. В свободное время (обед,перекур) начал учиться варить. Увиденное и подсмотренное за другими сварными пытался воспроизвести сам. На предприятии обещали и научит , и аттестовать ,но так они обещали всем , лишь бы удержать дешёвую рабсилу. В результате , через 4 месяца я аттестовался за свой счёт на НАКС ( ГО и КО ). Руководство с радостью поставило халявного ,аттестованного работягу на трубу. Через пару-тройку месяцев столкнулся с аргоном . Со сторонней организации прглашали сварного для сварки корня ( новое веяние ). Заинтересовало и понравилось .Захотелось . Пробил контору , где «можно» получить навыки , договорился ( они с улицы не берут, а только по направлению и договорённости от предприятий) и за свой счёт «поимел» три недели курсов , при этом взяв на работе две недели без оплаты. На предприятии ,по началу,сами предложили просубсидировать обучение, но когда дошло дело до оплаты , включило заднюю передачу . Не особо огорчаясь , я обогатил свой багаж знаний и опыта. На предприятии , опять же, с удовольствием воспользовались моими вновь приобретёнными услугами . Некоторое время ,я ,как рыбак рыбу, прикармливал своего кормильца .За это время и руку набивал, и опыта набирался , а затем поставл перед фактом – нравится ? удобно? Устраивает ? Получив утвердительный ответ выставил своё требование – платите !!! . За личное оборудование, всевозможную оснастку и примеры работ я писать не буду – семь лет не прошли даром и на данный момент это приносит свои плоды – работодатель признаёт (по большей части) мои условия и готов платить по моим «расценкам» ( в разумных пределах) .Всех всё устраивает. О сварке я стал знать немного больше, но в целом – ничего не знаю !!! Много узнал и увидел на Ютубе , но большую часть почерпнул благодаря Форуму и Вам , КОЛЛЕГИ ! За что Вам огромная признательность ! С уважением , Игорь23 балла
-
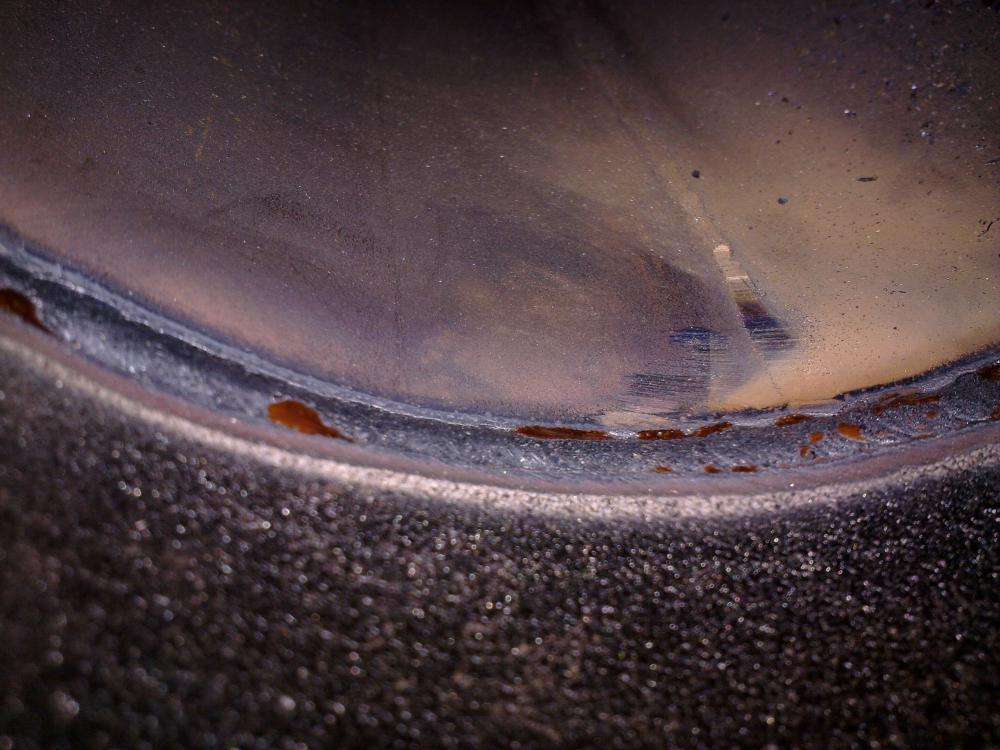
П/а,Со2,S-3мм,08г2с,0.8мм ремонт расширительного бака.
 13 баллов
13 баллов -
как вам саночки?габариты 1700х900
10 баллов
-
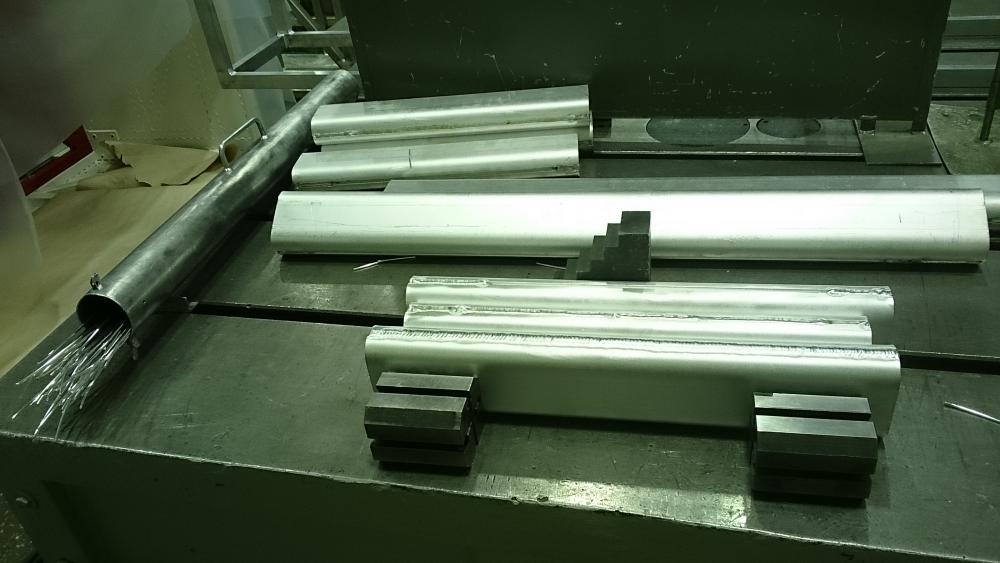
Закончили разворачивать бочку, теперь сварки до новогодних праздников.
7 баллов
-
Кошка, любительница повалятся на стуле Рыжики трое их, весной пришли совсем маленькие и не ведома от куда. Сейчас уже взрослые почти, но снег видят первый раз, изучают. Может кому надо рыжую бестию, могу транспортной компанией выслать .
6 баллов
-
так они сварочники делают или картон катают?!
5 баллов
-
Кто то на дороги жалуется?
4 балла
-
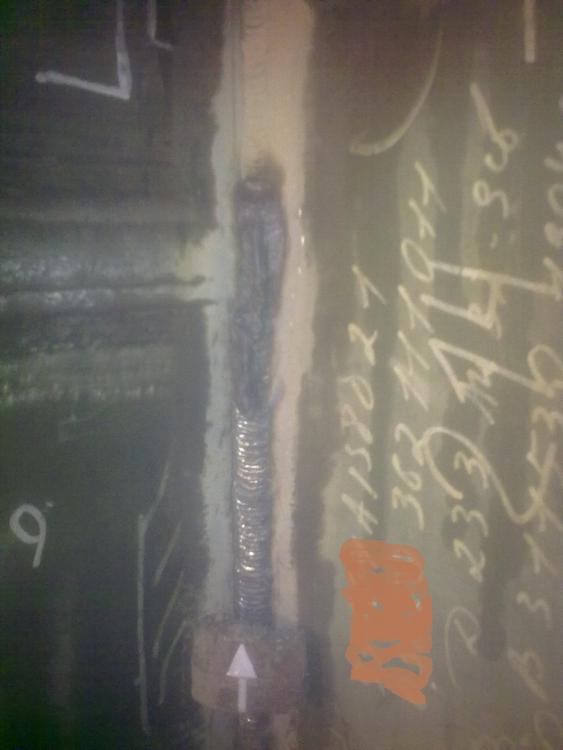
Если не ошибаюсь, дугой вперёд варил? А зачем шлифовки шва? ЗЫ По теме: вертикальный шов электродом 2,5 мм J422 (аналог МР3) труба 60х40х2 к уголоку 32х2. Сильно не пинайте, вертикал варить не умею, фотал на болгарку.
3 балла
-
Почему нечего? Всегда можно сбацать ветрячок, гидростанцию, итд. Нет проблем с лучшим вариантом отопления дома, коровника, итд. Какие средства облегчения жизни может создать гуманитарий или крестьянин. Технарю нет проблем стать кузнецом итд. Приделать велосипед к вакуумной доильной установке не сможет ни один юрист. Вы забываете многие вещи которые нужны при натуральном хозяйстве. Например лопаты или рыболовные крючки А вот знания юриспруденции и экономическое образование в деревне не прокормят. Поймите, в случае такого поворота событий, что не станет электричества - технари будут самой ценной частью человечества и заботиться о их выживании и лучшем существовании будут всем крестьянским или выживальческим миром. А вот 99% офисного планктона обречены на вымирание, их кормить, холить и лелеять никто не будет, так как при натуральном хозяйствовании они просто биомасса пожирающая кислород и ценные ресурсы.3 балла
-
3 балла
-
Любимое развлечение.
3 балла
-
@Samodur, стал варить в 34, работаю сварщиком. Ar/полуавтомат/газопорошок.2 балла
-
Если речь идёт про то стальное полированное зеркало на гибкой стойке и магните, то я их сразу брал в магазине с запасом, штук десять. Если работать автогеном и каждый день, то хватает на месяц, не более. Мелкий напрыск от искр легко стирается ветошью. Но, неизбежно-синеет от перегрева и мутнеет. Если эпизодически-то больше, чем на полгода. От РАДС страдает не так сильно, как от пламени газовой горелки. Если варить РЭДС-то для металлического зеркала это-смерть. Почти мгновенная. Поэтому, РЭДС варю исключительно со стеклянным зеркалом. Оно и легче и дешевле выходит. Вторая рука, в отличие от ГС и РАДС-в большинстве случаев-свободна. А обрезков зеркал можно нагрести в отходах стекольно-мебельного производства.2 балла
-
Это да. Я по первости тоже работал на сварке закладных и каркасах из арматуры. В перерывах изваривал кучу металлолома. Под руководством местных сварщиков, которые проходили мимо кабинки и заглядывая с улыбкой говорили :-"Бросай, иди лучше чай пей". Но все таки, смотря на мое желание и упорство каждый кто в перекуры заходил и видел как я тренируюсь, учили, показывали и давали советы. И когда начал чувствовать себя боле менее уверенно, перешел на новый уровень. Электроды даже покупал себе, потому как теми что давали варить было очень сложно, тем более новичку. Не важно сколько вы учились. 3 месяца или 3 года. Главное самообразование. Не важно какое у вас образование! высшее или техническое. Без самообразования толку не будет никакого. Только жаль некоторые работодатели не поймут этого. Но это редкий случай. Встретился мне один такой, которому нужно было техническое образование не посмотрев как варит человек. Поэтому нужно развиваться, учиться(и на ошибках тоже), стремиться, развиваться. И тогда будете проффесионалом своего дела. Даже если вы всего 3 месяца отучились;-)2 балла
-
Защитная наплавка, электроды пятёра, ЭА-112/15
2 балла
-
Очередные ворота, наверное, последние в этом году. Клиент не предупредил, что открываться должны вовнутрь, переварил потом петли на месте. Пока в проекте забор в том же стиле.
2 балла
-
Очередной привет от недоделанных проектировщиков. И от таких же монтажников-тоже привет. Спроектировали и смонтировали конвейер шлакозолоудаления в котельной. А про то, что цепь неизбежно вытягивается и её надо подтягивать-как-то забыли. Через 5 лет соизволили заказать "ленивца" конвейера с механизмом натяжения. Секирбашка... От нового механизма отрезаем лишнее. Привариваем на место и... У кочегаров появилась новая забава. На сегодня-хватит дыма и грязи.Подкинули калымчик-изготовить стационарные и откидные поручни в санузел для инвалидов. Так, как смета-как всегда, то есть-хоть плачь, то ни о какой полированной нерже речи не шло. Поскольку обрезков листа-"четвёрки" и кусков дюймовой трубы-чернухи на складе-с избытком, то, как говорится и инструменты в руки. Немного аргона и образовались заготовки под полимерную окраску.
2 балла
-
Чтобы научиться "варить" достаточно недели, а чтобы научиться "варить хорошо" некоторым не хватает всей жизни. Примеров тому - Тьма.2 балла
-
Привет коллеги сварщики расскажу вам про себя, зовут меня Никита. Начал работать по сваркой не давно 3 месяца назад, свой первый электрод зажёг год назад и так потихоньку то там, то здесь варил, а потом понял что надо работать сварщиком, учился по видео урокам и читал статьи по сварке так и научился. Сейчас варю п/а автоматом заборы, ворота с элементами ковки. Ну а так и ручной дуговой, и резать газорезкой могу.2 балла
-
Ну давайте и я отмечусь... Всем привет! Всего не описать, поэтому основное - с детства тянуло к железкам, но поскольку возможности были ограничены, приходилось в основном заниматься чем-то другим . С 16 лет на подработках , кем только не был - и с паяльником , и библиотекарем, и балконное остекление, и ремонт квартир... Но душа как-то не к этому лежала, хотя чему-то жизнь все-таки научила... Первый раз нехватку сварочного аппарата ощутил при изготовление мопеда на основе всем известного Д8, это еще 80-е года. Прошло время, появился первый авто, который тоже попросил сварки, ибо не новый. Да и друзьям периодически тоже сварка нужна была, вот и собрались немногочисленным коллективом из 3-х человек - купили полуавтомат "тритон 240" - проблемы по сварке авто исчезли. Через некоторое время нам с напарником по работе предложили заняться сваркой ЦО, ГВС, ХВС в новом доме))), ну и мы не долго думая согласились, хотя опыта в этом деле не просто не было, я на тот момент даже не разу не пробовал варить РДС ))), но очень хотелось. Так началась работа по сварке за деньги. Косяков и переделок было много, но дом сдали, и уже несколько лет там все хорошо(узнавали). Потом была работа на БМВшном сервисе по кузовне, потом опять на отоплении, как-то так и крутимся потихоньку. Медленно двигаемся в сторону собственной кузовной мастерской, хочется делать качество, а "на дядю" так не получается(время не позволяет), а если получается, то никто этого не ценит , к сожалению... Сварщиком себя назвать язык как-то не очень поворачивается, но я стремлюсь, узнаю, учусь... Негатива по своей работе со стороны клиентов не слышу , и это уже радует... Как-то так... немного сумбурно... С уважением... Роман.2 балла
-
Это с другой планеты коты такие Михал Палыч...
2 балла
-
Появился в нашем доме замечательный сосед(С)
2 балла
-
А я ещё люблю мультяшного котэ. Это тот, который Simon Cat - http://www.simonscat.com/ http://taildom.com/blog/wp-content/uploads/2010/11/simons-cat.jpg2 балла
-
Моя кошка. Зовут - Пуля Любит пылесоситься
2 балла
-
Абрашка, Моисеев сын Осень настала, хоть на котэ похож стал, избавляет от мышей Все лето облезлый и тощий ходил...
2 балла
-
1. В качестве клапанов используются инжекторные форсунки, можно попробовать газовые, посленние расчитаны на 300 миллионов циклов, но и первые не меньше. Надо подумать на счёт смазки, думал использовать силиконовое масло. 2. Этого делать не надо, бедет пульсация газа на выходе. Я думал, что рессивер наполница до 4х атм буквально за 0.5 - 1 сек, на практике это происходит на много дольше. 3. Я от этого отказался, смешение газов происходит как говорится на лету. Прикинув физику и математику объёмов газов за один цикл ( 100милли сек) и принимая во внимание конструкцию самого рессивер, было принято решение о смешении на лету. Для жаждущих идеального прермешивания могу порекомендовать после смесителя поставить ещё один рессиверок, объёмом так от 1л до ~. Даже в самой шланге происходит перемешивание, причём давольно таки активное. В шланге поток отнють не ламинарный. 4. Любое увеличение количества клапанов или датчиков, влечёт за собой удорожание устройства. 5. http://www.kosmodrom.com.ua/prodlist.php?name=AWM&page=0 грубо говоря 100$ 6. И скока стоит такая пьезо клапан? Я думаю тыров так 20 не меньше. Вобщем Константин вот моё видение этого прибора. Главное цена, точность и доступность компонентов для ремонта. Можно поставить и пьзики и датчики расхода и датчики СО2, и прочее, вопрос скока это будет стоить и скока места бадет занимать. Про ремонт и настройку вообще молчу. Сегодня малёх поигравшись смесителем, в голову пришла мысль сделать электронный редуктор второй ступени. Это тот же смеситель только в 3 раза дешевле и предназначен для удержания точного давления или правильней сказать постоянного обьёма подачи газа. Все замечали, что чем меньше давление в балоне, тем больше давление на выходе из редуктора, в следствии чего приходится малёх подрегулировать данную величину в ручную. В случае применения выше описанного прибора, отпадает надобность постоянной подстройки объёмной подачи газа. Очень хотелось бы обсудить данное устройство, особенно хочется услышать мнение ТИГовщиков. Сегодня найдена колба для проверки %ной подачи газов, в общем наверное во вторник кино про %........ Вот чуток фоток.
1 балл
-
Сильно зависит от желания человека. Есть такая статистика (слышал) что из 10 новоиспеченных сварщиков лет через пять работать по сварке остаются только один - два , остальные меняют профессию по разным причинам. Мне кажется чтобы, стать хорошим сварным с НАКСом или СУПЛАВом с нуля после курсов, нужно не менее 3-5 лет работы на трубе (металлоконструкция не в счет !) вперемешку с опытными матерыми сварными. Но всем сварка дается по разному. И это еще при реально - хорошем желании научиться варить. Я тоже начинал с нуля, молодым, оканчивал 4 месячные курсы в школе сварки. 1 месяц теория , и три меся практика на катушках, но сейчас по прошествию времени понимаю что курсы дают только теорию и понятие практики, а все остальное только практика на работе, с опытными наставниками, и твое желание - действительно научиться варить.1 балл
-
Ладно,будем считать что убедили...почти..1 балл
-
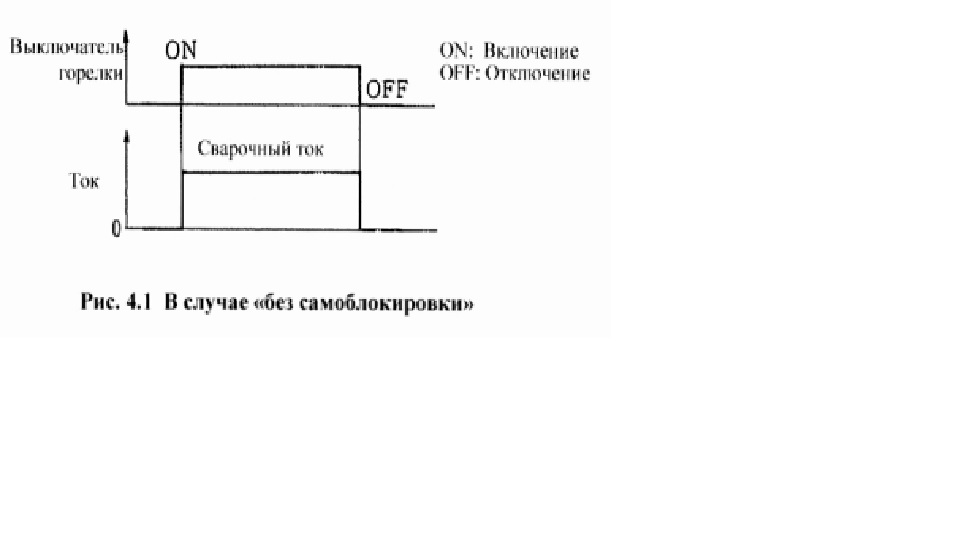
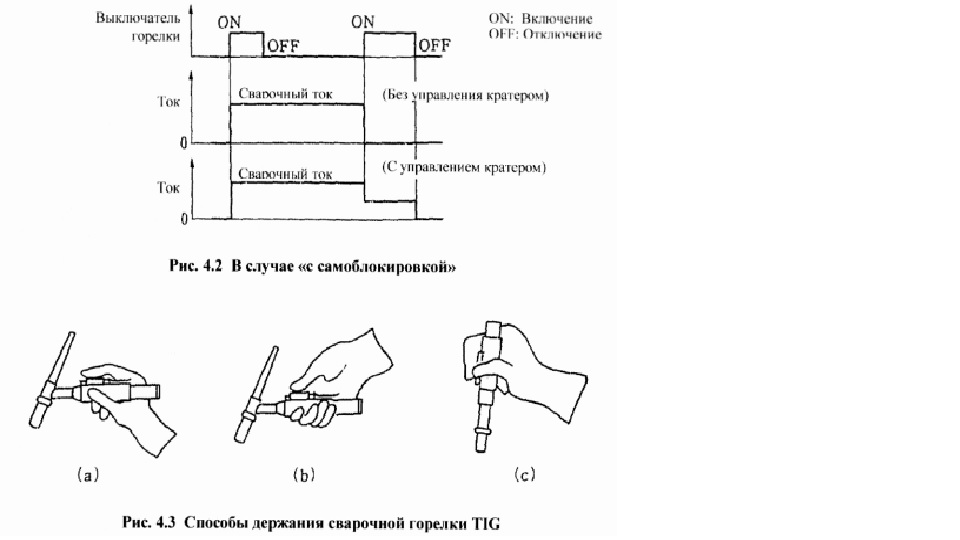
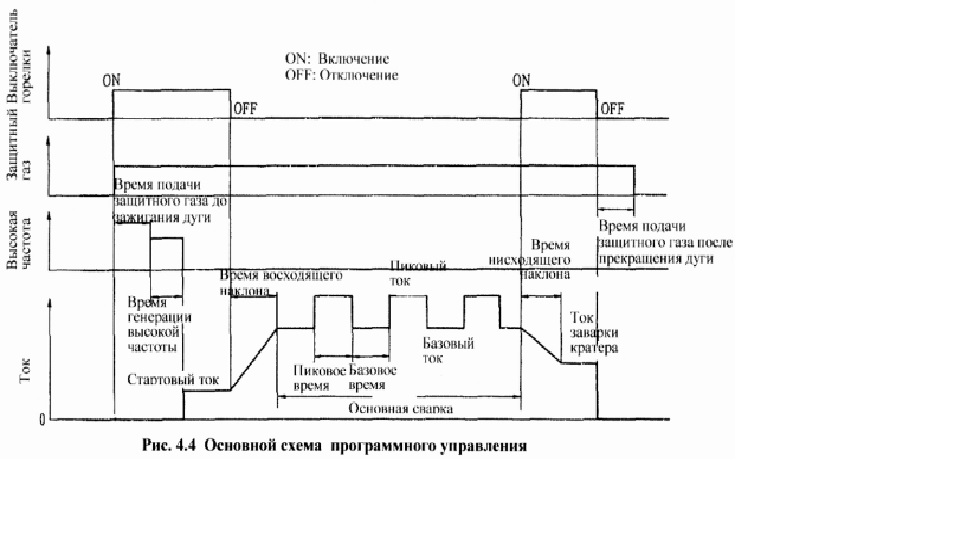
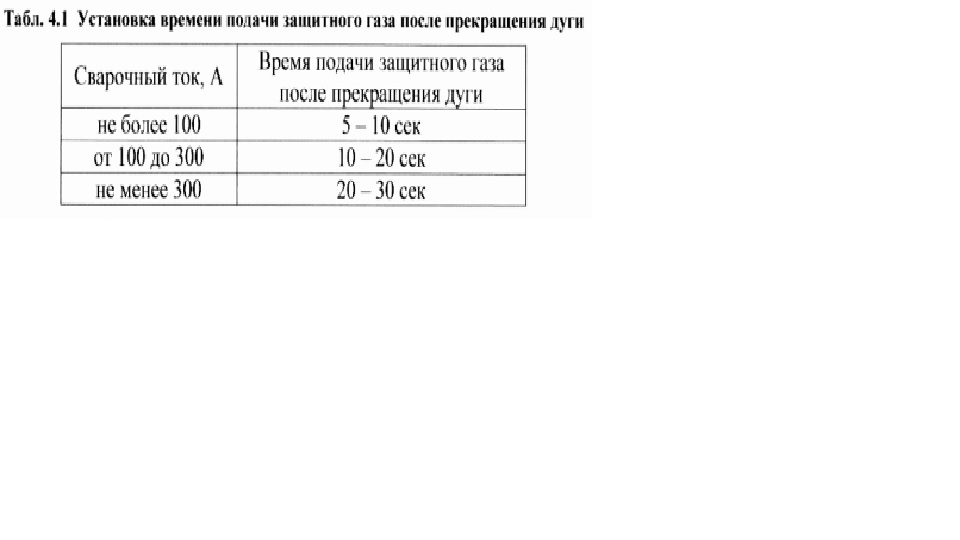
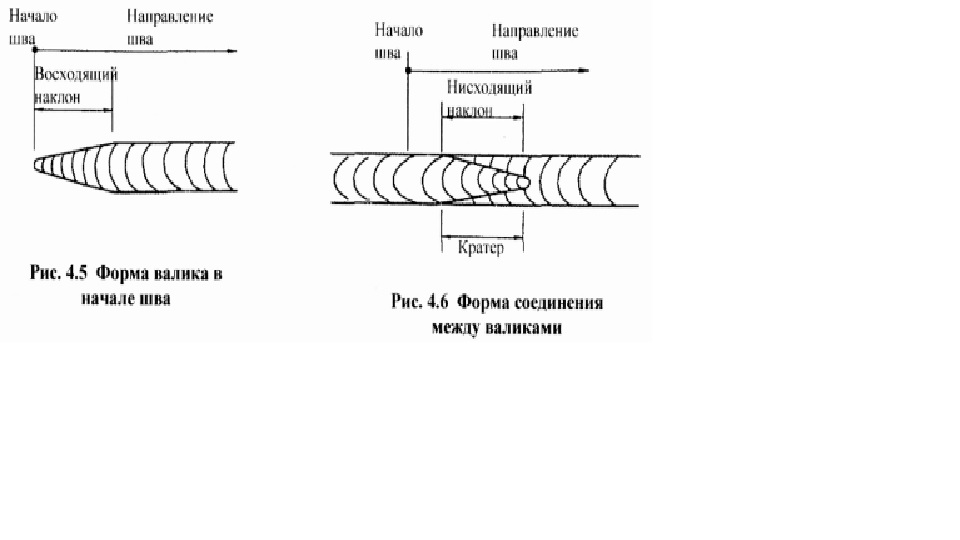
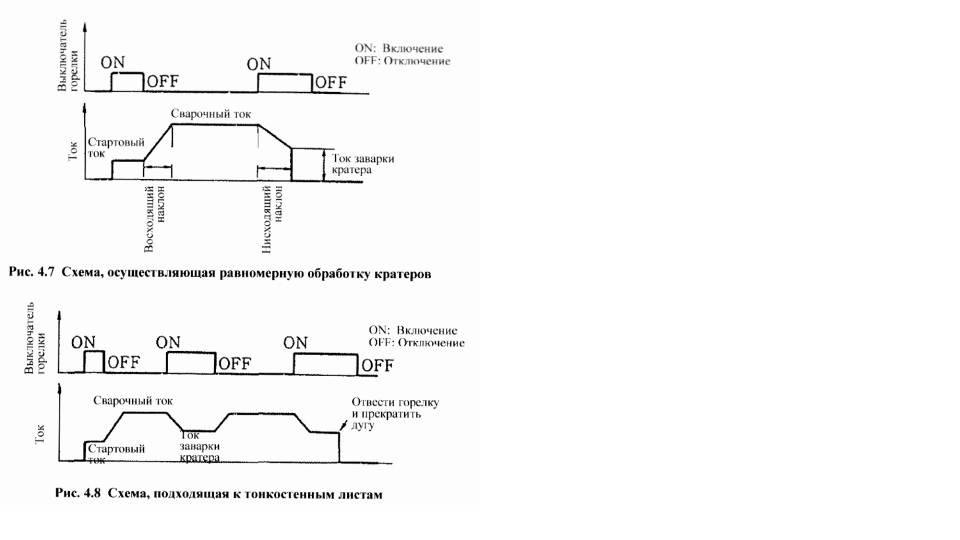
ГЛАВА 4 ИНСТРУКЦИЯ ПО ИСПОЛНЕНИЮ РАБОТ 4-1 ДЕЙСТВИЕ СВАРОЧНЫХ УСТАНОВОК 4-1-1 Операция выключателей горелки В случае Аргонодуговой сварки зажигание и прекращение дуги осуществляют за счет включения и отключения выключателя горелки. При этом различают 2 основных метода. Первый метод относится к самому основному действию, как показано на рис. 4.1; дуга зажигается при включении выключателя горелки и так остается горящей, пока выключатель горелки остается включенным. При отключении выключателя горелки прекращается и дуга. Этот метод операции обычно называется «без самоблокировки» и применяется при сварке прихватками, коротких сварных швах и т.д. Другой метод представлен на рис. 4.2; также при включении выключателя горелки зажигается дуга, которая продолжает гореть даже при отключении выключателя горелки. Дута прекращается только тогда, когда повторно включен выключатель горелки. Этот метод операции называется «с самоблокировкой» и применяется при длинных сварных швах, нижеприведенном программном управлении и т.д. Управление кратером также осуществляется операцией «с самоблокировкой», где при повторном нажатии на выключатель горелки сварочный ток переходит в ток заварки кратера, при отключении выключателя горелки прекратится дуга. Операция «без самоблокировки» не справляется с этой операцией. Стандартные способы держания сварочной горелки TIG представлены на рис. 4.3. Если удерживать горелку такими способами то можно справляться как с плавным перемещением горелки так и с отключением и включением выключателя горелки. Однако, если, обращать излишнее внимание способам удержания горелки.и из за этого принимать неудобное рабочее положение, то вопреки ожиданиям получится неплавный ход горелки. Так что, следует держать горелку применительно к рабочей обстановке. 4-1-2 Последовательность действий Хотя традиционные источники питания с подвижным сердечником справлялись только с простым управлением, например, переключением в конце сварки со сварочного (дежурного) тока на заданный ток заварки кратера, последние сварочные источники питания TIG с тиристорным управлением или инверторном управлением могут осуществлять программное управление, которое изменяет ток в соответствии с различными схемами. На рис. 4.4 представлена основная схема программного управления сваркой на постоянном токе. При включении выключателя горелки начинает подаваться защитный газ. защищающий заранее зону сварку, по истечению заданного времени подачи защитного газа до зажигания дуги подается напряжение высокой частоты. Под наведением высокой частоты зажжется дуга, и высокая частота прекратится автоматически. Ток в этот период называется стартовым током и устанавливается на более низкое значение, чем ток для основной сварки, что полезно для подтверждения стартового положения или предотвращения прожога в случае сварки тонкостенных листов. Далее, после отключения выключателя горелки ток увеличится постепенно, и достигнет сварочного (дежурного) тока. Это действие называется восходящим наклоном, и длительность этого действия называется временем восходящего наклона. После окончания этого восходящего наклона, если установлен импульсный режим, сварочный ток увеличивается и уменьшается между пиковым током и базовым током с заданным периодом, который определяют пиковое время и базовое время. Если не применяется импульсный режим, базовый ток служит сварочным током. При достижении конечной точки сварки повторным включением выключателя горелки ток постепенно уменьшится и перейдет в ток заварки кратера. Это действие называется нисходящим наклоном, и длительность этого действия называется временем нисходящего наклона. После окончания нисходящего наклона, когда кратер обработан током заварки кратера, отключением выключателя горелки прекратится и дуга. Однако и после прекращения дуги, пока не застынет зона кратера, электрод и т.д. в достаточной мере, защитный газ продолжает подаваться и прекратится по истечения времени подачи защитного газа после прекращения дуги. Подходящее время подачи защитного газа после прекращения дуги, хотя варьируется в зависимости от материала свариваемого металла, сварочного тока и т.п.. можно устанавливать, как приведено в табл. 4.1. Кроме того, так как подача защитного газа после прекращения дуги осуществляется для защиты электрода и зоны кратера, нельзя отводить горелку сразу после прекращения дуги, а отводить ее только после завершения подачи защитного газа, после прекращения дуги. Таким образом, каждый раз при необходимости изменяют ток. за счет чего переход форм валика в начале шва. соединениях между валиками и т.д. становится плавным, и можно предотвратить непровар, прожог и прочие сварочные дефекты, как показано на рис. 4.5 или 4.6. Такое управление необходимо, в частности, при круговой сварке и пр., в которой начало шва и кратер накладываются друг на друга. Кроме того, различают ряд схем программного управления током, примеры которых представлены на рис. 4.7 и 4.8. В случае рис. 4.7 особенность заключается в следующем; когда ток уменьшается нисходящим наклоном и достигает тока заварки кратера, дуга прекращается автоматически. Хотя форма кратера определяется током заварки кратера и временем нисходящего наклона, в любом случае до прекращения дуги схема держит свою постоянность и получается равномерная обработка кратеров. В случае 4.8 включением и отключением выключателя горелки можно повторять вышеприведенную основную схему (рис. 4.4) бесконечно. Поэтому в случае тонкостенных листов и большого зазора в вершине разделки можно осуществлять изменение сварочного тока легко, что полезно для предотвращения прожога. В этом случае нельзя прекратить дугу включением или отключением выключателя горелки, а прекращают только резким отводом горелки.
1 балл
-
@Павел сварщик, не стоит излишне цитировать сообщение, на которые отвечаете, это зрительно перегружает странички темы. Достаточно нажать кнопочку "вставить ник" и после того как он появится в ответе, писать свой текст. Успехов!1 балл
-
Why so serious? http://s00.yaplakal.com/pics/pics_original/0/0/7/4397700.jpg1 балл
-
@Павел сварщик, скос кромок "в нож" состыковал бы без зазора. Первый проходом продавил бы корень, где то на 80-90 А, присадка ф 1,6 мм. Или скос кромок с притуплением 1 мм, зазор 2 мм и проварка корня. Потом зачистка щёткой по нержавейке и вторым проходом заполнение разделки/облицовка. По амперажу не скажу точно, подбирать нужно. Я вообще стараюсь нержавейку варить в импульсе, чтоб не перегревать. По присадке, если из перечисленных вами- взял бы 316-ю. Как то так.. Разобрался сейчас. Aisi 321 это аналог нашей 12х18н10 т. То есть приблизительно та же 304-я, но с добавкой титана. Вполне возможно er 308 lsi подойдёт.1 балл
-
Шабашка, были врезки газовые у людей после счетчика, все в одном доме , дополнительно "сами" все развели куда надо им. (для плиты итд) Есть проект на одно, но нет на другое (плиту 2-ю, итд) Да нет проекта ( " форменное безобразие" ), но зато все через тот же счетчик и никакого воровства. (горгазу не нравится что нет проекта у людей) Чтобы горгаз не штрафовал перед проверкой ,попрасили заглушить с "перспективой " . Заглушка трубы 3/4 ,электрод ано 21, ф-2 мм
1 балл
-
Операция "восстановление",выбрал время сегодня и доделал наконец стол,организовал себе сварочный пост,все конечно простенько,но с чего то надо начинать.
1 балл
-
http://img.ifcdn.com/images/81830822285f8884468a8b125649090498ceecf0aa443cb559c517f6688d2aa9_1.gifhttp://img.ifcdn.com/images/f83763c26771be1da799753f24229ec640f8289175fa94211b9abc39ee1e0bb6_1.gif1 балл
-
@Andrew, http://cs625529.vk.me/v625529196/dab5/GAlmpDUEsUc.jpg1 балл
-
Наш начальник-человек рациональный и лишённый понтов. Потому лесенка у него в доме-проста до невозможности. Сварили и залили бетоном. Система водоснабжения-тоже образчик рационализма и бюджетности. Накопительная, буферная ёмкости для воды, насосы и фильтры. Из металла варили только электроды (см. где-то ранее) и станину. Остальное-муфтовая сварка полипропилена. Оттуда перекочевали на коттедж владельца магазинов сантехники. Переделка газовой котельной. Так было. Выходы газового котла. Дроссель-прокладки... На второй фотке-специально выломана часть прокладки, чтобы показать, насколько было перекрыто сечение трубы. Ввод из котельной в подвальное помещение. Было Стало На второй фотке-маячит смесительный узел тёплых полов дома. До того-его не было и всё семейство хозяина не ходило по дому босиком, чтобы не исполнять "татарскую плясовую"... Проложили трубопроводы тепло-и водоснабжения бассейна. Для того в трёх стенах толщиной 700 мм просверлил отверстия и протолкнул рядок из 9-ти труб Стальные трубы (отопление) варили электросваркой. Медь-паял газом и оловом. Итого. Смесительный узел тёплых полов бассейна и обвязка подогрева приточной вентиляции. Трубопроводы в подвале бассейна. Обвязка гидросистемы бассейна (делали не мы..). Мы с Ромой (второй сварщик) ходили мимо этого царства клеёного пластика и с грустью вспоминали те времена, когда бассейны обвязывались исключительно нержой. O tempore,o mores...© Какие калымы мимо нас идут...
1 балл
-
http://cs14101.vk.me/c7007/v7007120/c1fc/T5T5GHruq6U.jpg1 балл
-
ЭА-112/15, ф = 4мм/ 100% рентген. Ничего сортировать не стал, всё в кучу бросил...сори за повторы и неважнецкое качество фото...
1 балл
-
Заполнение-S=22,Cт20,ст08г2с 3мм, ток 140А от ВДшки.
1 балл
-
Силовые балки. АМг 6 толщина 10, ток 300А, вольфрам 3,2 (белый), присадка 3,15 (химполировка). Сваривал в четыре приема: 1. Прихватки по краям; 2. Продавливал корень шва; 3. Заливал шов; 4. Декоративный шов.
1 балл
-
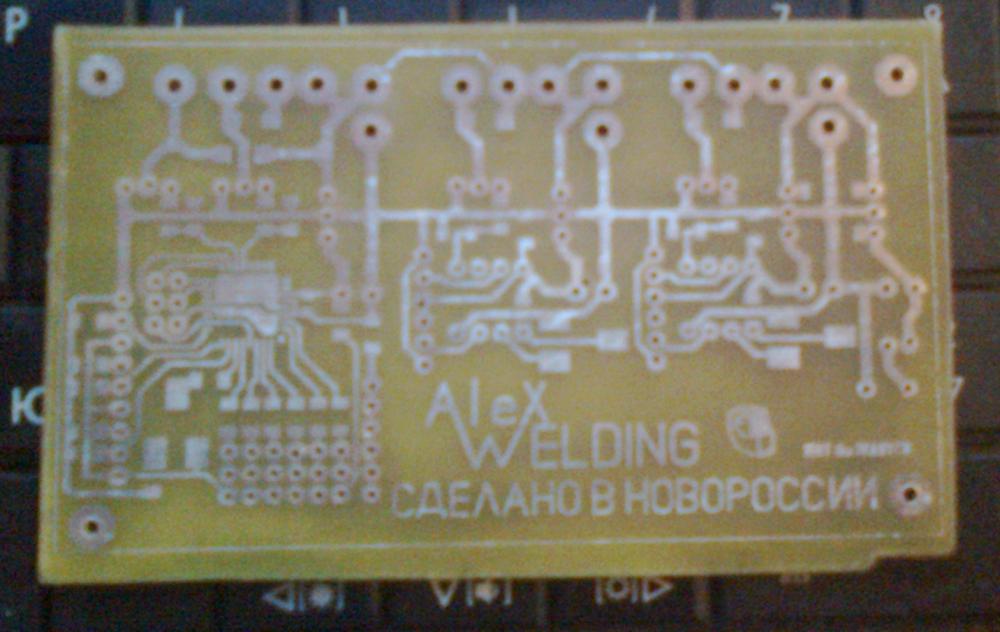
Собственно здесь http://www.chipmaker.ru/topic/36639/page__view__findpost__p__2316854 хворум конечно соседний, но все посты с отчётом, будут дублироваться. + скоро выложу новый амулиниевый инвертор с пульсом и сваркой тонкога мулиния + сварки чернухи без брызг и СМТ пайки медью и при наличае цинковой проволоки...... СМТ пайки цинком....................... Извеняюсь, пневмо схема не полная, будет ещё два рессивера, с предварительной электронно управляемой регулировкой давления газов........................ Собсвенно вот плата, к ночи думаю будет готова к употреблению......
1 балл
-
АБ 2-1, верт. лист s=16 mm, бульба (верт.) s=8 mm, планка (горизонт.) s=10 mm. Ширина горизонтального шва l=23+2-1, усиление g=2+3mm. Вертикальный тавр 17/8 mm, стык 16+2-1 mm.Односторонняя I/-фаска. CO2, Cв.08гсмт d=1,2mm. 160-170A.
1 балл
-
Скульптуры из столовых приборов. http://s00.yaplakal.com/pics/pics_original/1/5/6/2891651.jpg http://s00.yaplakal.com/pics/pics_original/2/5/6/2891652.jpg http://s00.yaplakal.com/pics/pics_original/3/5/6/2891653.jpg http://s00.yaplakal.com/pics/pics_original/4/5/6/2891654.jpg http://s00.yaplakal.com/pics/pics_original/5/5/6/2891655.jpg http://s00.yaplakal.com/pics/pics_original/6/5/6/2891656.jpg http://s00.yaplakal.com/pics/pics_original/8/5/6/2891658.jpg http://s00.yaplakal.com/pics/pics_original/9/5/6/2891659.jpg http://s00.yaplakal.com/pics/pics_original/0/6/6/2891660.jpg http://s00.yaplakal.com/pics/pics_original/1/6/6/2891661.jpg http://s00.yaplakal.com/pics/pics_original/2/6/6/2891662.jpg http://s00.yaplakal.com/pics/pics_original/3/6/6/2891663.jpg http://s00.yaplakal.com/pics/pics_original/4/6/6/2891664.jpg http://s00.yaplakal.com/pics/pics_original/5/6/6/2891665.jpg http://s00.yaplakal.com/pics/pics_original/6/6/6/2891666.jpg1 балл
-
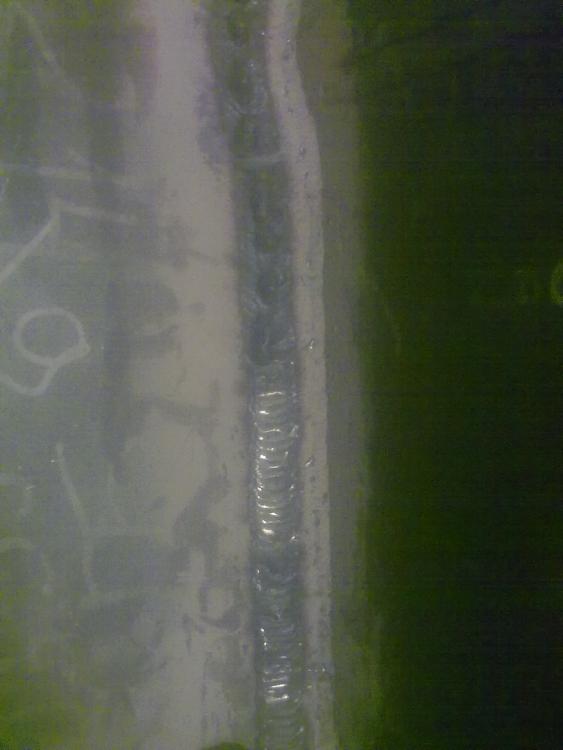
Тоже отмечусь в новой теме .Корень - ТИГ ,облицовка - в основном ММА,за редким исключением.Электроды LB-52U , ф 2,6 и 3,2мм, ток 60 и 90 А ,соответсвенно.Пр.прутки Бохлер ,2,4мм (3мм на облицовку).Труба 159 и 108мм.
1 балл
-
@viksen2009, Потребуйте от руководства сменить ваш резак на резак низкого давления, укомплектовать нужно новый резак преградительными клапанами (от обратного удара), на редукторах тоже клапана поставить.Рекомендую Koike , или Harris , у них сопла серьезные (дальше сопла обратный удар пламени не пойдет) - под ацителен они кстати специальные. Безопастность прежде всего .1 балл
-
Как вариант (из прошлогоднего раскроя), втупую без программ: http://youtu.be/GgeyTUTPx1w
1 балл
-
Игорь, два неоконченных высших на Кибернетика и АСУТП, зато весело стало, играть с огнем, даже лучше чем компютерные игры, азартней, раньше ВебСварка не вызывала интереса, мало мог сформулировать, но я почитывал форум, просто мне то нужен форум технологов и ГИПов (зрение ушло на 0.8, колену почти сами понимаете что, и стопы тоже износились). Сварка стала бесить (то не заплатят, то просто на дверях скучно), увлекся инструменталкой, понравилось, после сервиса стало еще больше нравиться, уже не жалко того диплома, ведь... Кибернетик обязан знать всю технологию металлов в первую очередь, а ГА ДиффУр и прочие чудеса мироздания уже потом. Сначала нравилась гаражная технлогия, но потом вспомнив что бывает когда перекошена рама, а клиента уводит в сторону, подумал и решил, что это только для художественных работ. Деньги со сварки идут на компы и литературу, литература и компы помогают зарабатывать, простой как дуга процесс обработки навыков. Кстати на строительном наречии Лепило это был теневой мастер, когда основной не пришей к ..... "Иди к Лепиле, сейчас покажет...", он мне тогда и показал вертикал за 2 часа дровами под дождем, и, порекомендовал оттудова маршевым кроссом искать что нибудь получше.1 балл
-
Наши девчёнки их очень любят.
1 балл
-
Бармалей
1 балл