Лидеры




Популярный контент
Показан контент с высокой репутацией 06.12.2014 в Сообщения
-
Очередные ворота, наверное, последние в этом году. Клиент не предупредил, что открываться должны вовнутрь, переварил потом петли на месте. Пока в проекте забор в том же стиле.
 13 баллов
13 баллов -
Побудничал сегодня. Бункера, чёрная сталь.
8 баллов
-
"Мужчины чем старше, тем богаче.... Серебро - в волосах, Золото - в зубах, Камни - в почках, Сахар - в крови, Железо - в артериях. НЕДВИЖИМОСТЬ В ШТАНАХ, И неистощимые запасы природного ГАЗА "6 баллов
-
Операция "восстановление",выбрал время сегодня и доделал наконец стол,организовал себе сварочный пост,все конечно простенько,но с чего то надо начинать.
6 баллов
-
Закончили разворачивать бочку, теперь сварки до новогодних праздников.
5 баллов
-
Очередной привет от недоделанных проектировщиков. И от таких же монтажников-тоже привет. Спроектировали и смонтировали конвейер шлакозолоудаления в котельной. А про то, что цепь неизбежно вытягивается и её надо подтягивать-как-то забыли. Через 5 лет соизволили заказать "ленивца" конвейера с механизмом натяжения. Секирбашка... От нового механизма отрезаем лишнее. Привариваем на место и... У кочегаров появилась новая забава. На сегодня-хватит дыма и грязи.Подкинули калымчик-изготовить стационарные и откидные поручни в санузел для инвалидов. Так, как смета-как всегда, то есть-хоть плачь, то ни о какой полированной нерже речи не шло. Поскольку обрезков листа-"четвёрки" и кусков дюймовой трубы-чернухи на складе-с избытком, то, как говорится и инструменты в руки. Немного аргона и образовались заготовки под полимерную окраску.
5 баллов
-
Деревянные войска, продолжение. http://s00.yaplakal.com/pics/pics_original/6/6/9/4387966.jpg http://s00.yaplakal.com/pics/pics_original/7/6/9/4387967.jpg http://s00.yaplakal.com/pics/pics_original/8/6/9/4387968.jpg http://s00.yaplakal.com/pics/pics_original/9/6/9/4387969.jpg http://s00.yaplakal.com/pics/pics_original/0/7/9/4387970.jpg Мастер) http://www.youtube.com/watch?v=6hpGxNLg7q84 балла
-
----------- @bader, Тест-то прошел?
4 балла
-
Палить и бомбить? Такое бы украинцам посоветовать! Проспорил- выполняй!
3 балла
-
@демонстратор,Очень не хотелось-бы выключения электричества. Но если такое случится, то технарь будет не нужен- включать станет нечего. В изобретении колеса роль технаря вы преувеличиваете- это не факт, что оно вообще было "изобретено". Родителем мог стать любой. Просто ответьте себе на вопрос- кто довел нашу страну до такого состояния? Меня берут сомнения, что это крестьяне и охотники- на них нынешние экономисты и технари просто положили. Нафига развивать своё сельское хозяйство, когда за откаты можно прикупить за бугром. Добывай, качай, пили , вывози и продавай- девиз нынешней кучки наших негодяев-управленцев. Конечно далеко небезоблачно и у вас, но Батька хоть немного , но пытается поддержать аграриев- у нас такого нет, всё зарастает бурьяном, скотину не разводят, овощи и фрукты практически все из-за рупьежа- турция, аргентина, израиль, египет, Беларусь. Ну не будешь сыт ты цифрами и приспособлениями, облегчающими труд. Думаю, что противопоставлять и сравнивать экономистов, технарей с крестьянами и охотниками не стоит- у каждого своя ниша в устройстве общества, но не стоит забывать кто мы изначально. Кто-то любит рыбачить, охотиться, ходить за грибами, кого-то тянет покопаться в огороде, отвести душу на земле- да, это труд, но он (можете посмеяться над моей мыслью) более полезен для человека, нежели сидение в затхлых офисах и работа на предприятиях.3 балла
-
Защитная наплавка, электроды пятёра, ЭА-112/15
3 балла
-
Факты о космических шутках и розыгрышах. Климук и Севастьянов летали на «Салюте-4» в то время, когда никаких экспедиций посещения еще не было. Только вдвоем. Климук уплыл по делам в корабль и прикрыл за собой люк. Севастьянову потребовалось посоветоваться с командиром, он подплыл к люку и постучал в него. Климук из-за люка: «Кто там?» Коваленок на «Салюте-6» ремонтировал забарахливший видеомагнитофон, забыв вытащить из него кассету с любимым фильмом космонавтов – «Белое солнце пустыни». Отремонтировав, запустил прогреться, а тем временем занялся своими делами. Проходит примерно две минуты – и вдруг на всю станцию громовой голос товарища Сухова: «Здорово, отцы!» Коваленок переглянулся с бортинженером Иванченковым. Первая мысль была: начались галлюцинации. Тем более, что последовала фраза «Давно здесь сидим», а у экипажа шли сотые сутки полета… У Ляхова на «Салюте-6» пропали часы. Дело привычное: вещи путешествуют по станции, подгоняемые потоками воздуха от вентиляторов, и могут оказаться в самых неожиданных местах. Командир обыскал буквально все закоулки станции. Открывает панель, которую перед этим пришлось развинчивать несколько часов, – а там красуется записка от командира предыдущего экипажа: «Здесь часов нет! Коваленок». Следующий экипаж «Салюта-6», Попов и Рюмин, решили разыграть Центр управления полетами. В одном из сеансов связи, появившись перед телекамерами, попросили подождать секундочку. На Земле недоумевали: кого они еще ждут? И оторопели, когда из глубины станции выплыл… третий космонавт! Да еще сопровождаемый недовольным бурчанием Рюмина: «Вечно ты опаздываешь». Как выяснилось, это был просто надутый воздухом скафандр, в котором космонавты стартуют и возвращаются на Землю. Теперь представьте себе оторопь, охватившую всех, кто был в ЦУПе, когда в обычную «картинку» с борта станции вплыл… киноактер Виталий Соломин! В рабочем комбинезоне члена экипажа, довольный, показывающий большой палец! Так был продемонстрирован профессионализм операторов комбинированных съемок в художественном фильме «Возвращение с орбиты». Эти кадры были пущены в ЦУП по просьбе космонавтов Ляхова и Александрова, снимавших для фильма Землю с орбиты. Во время одного из длительных полетов наступило 1 апреля. Космонавты, загруженные работой, про него как-то забыли. А оператор ЦУПа – нет. Выдал на борт: «Телеметрия нам не нравится, проветрите станцию». – «Как?» — «Окошко откройте минут на десять». На станции, наконец, сообразили про День дураков, и ответили в тон. На следующий день, как назло, в ЦУП заявилась Государственная комиссия. Слушают отчет экипажа – и на фразе «…станцию проветрили» их буквально «клинит». «Что проветрили?» — «Станцию. Согласно заданию». – «Как???» — «Открыли окно на десять минут». «Шутки юмора» в Госкомиссии понимать отказались наотрез, поэтому по возвращении на Землю экипажу влетело. Бортинженера «Салюта-7» Владимира Соловьева однажды на орбите… избили. Кулаками. Дело было так: космонавт экспедиции посещения Игорь Волк проснулся раньше всех. Решил размяться. Приметил в рабочем отсеке среди подвешенных там мешков один, показавшийся ему помягче, и начал его использовать в качестве боксерской груши. А это оказался спальник, в котором сном праведника спал Соловьев… Негласным чемпионом по космическим шуткам считается астронавт Оуэн Гэрриотт, сумевший за один полет на станции «Скайлэб» дважды основательно разыграть ЦУП в Хьюстоне. Можете себе представить, когда посреди потока скучных технических данных с борта вдруг появляются строки: «Ад находится в середине Солнца. Мы видим, как горят мертвые. Мы видим ад»! И дальше – как ни в чем не бывало. Для розыгрыша экстра-класса Гэрриотту потребовался диктофон с заранее надиктованной записью. Диалог между оператором связи и будущим первым пилотом шаттла Робертом Криппеном и «Скайлэбом» уже 40 лет является легендой. В ответ на запрос с Земли станция отозвалась жизнерадостным ЖЕНСКИМ голосом! Справившись с замешательством, Криппен спросил, кто говорит. «Привет, Боб! – радостно сказал «Скайлэб». – Это Хелен, жена Оуэна!» «Что ты там делаешь?» — выдавил Криппен, начавший понимать, что он ни черта не понимает. «Я ребятам поесть принесла. Все свеженькое!» По воспоминаниям ветеранов ЦУП в Хьюстоне, Криппен в этот момент натурально «завис»…3 балла
-
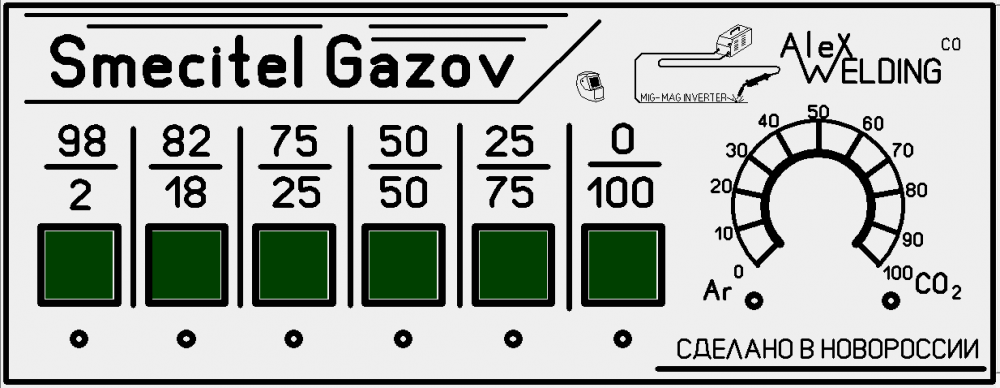
Парни, малёх видео про смеситель. https://www.youtube.com/channel/UCr2Mq5qf8Gq53p8VoFnAHMw/videos Завтра займусь корпусиной, примерно во вторник кино по %ному содержанию смеси.......2 балла
-
Что то меня ни бёлеровские ни есабовские прутки для сварки чугуна не впечатлили. Мне больше Х20Н80 нравится. Или CuSi3.2 балла
-
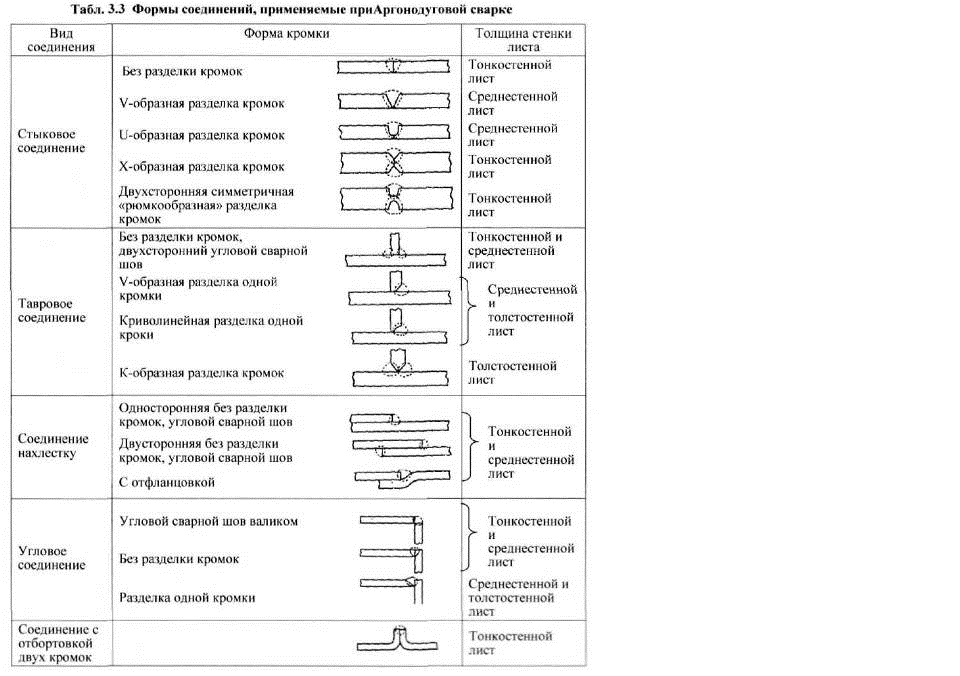
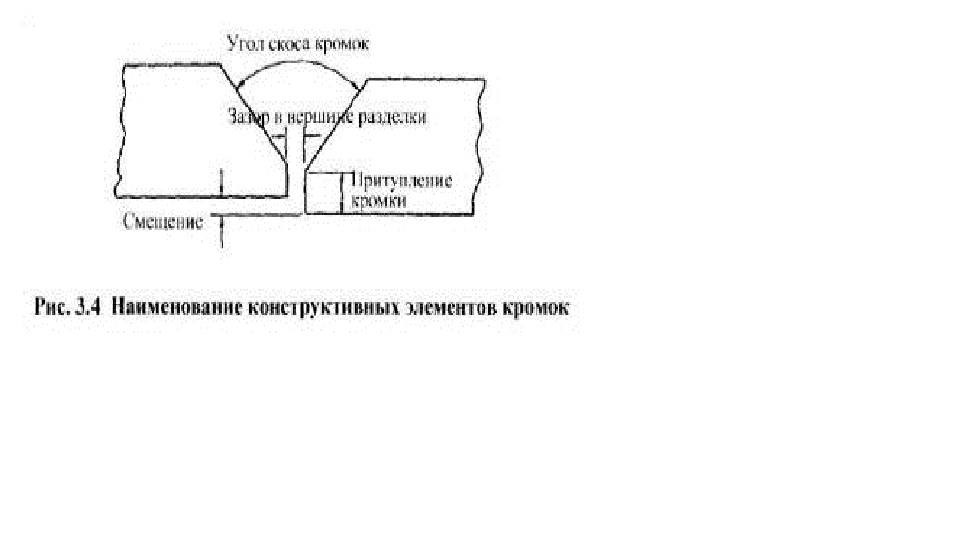
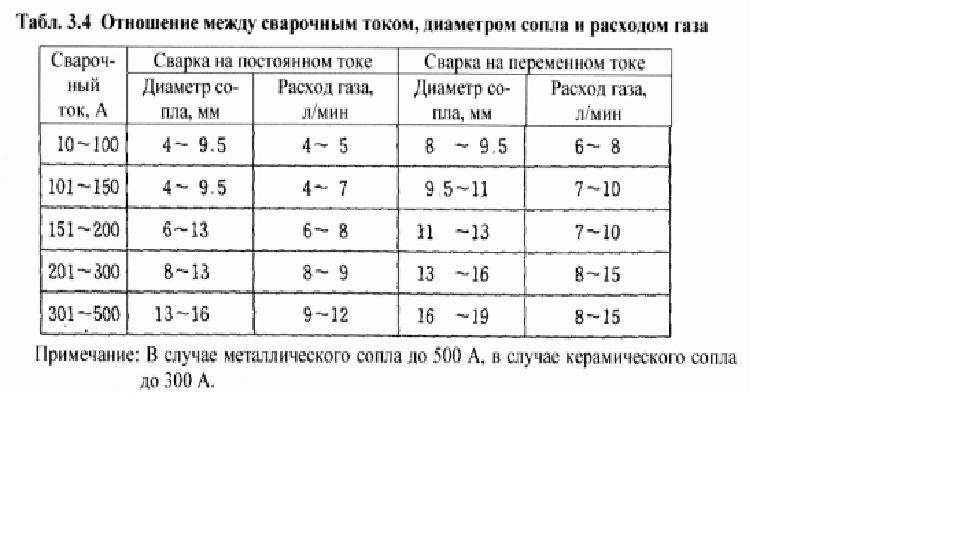
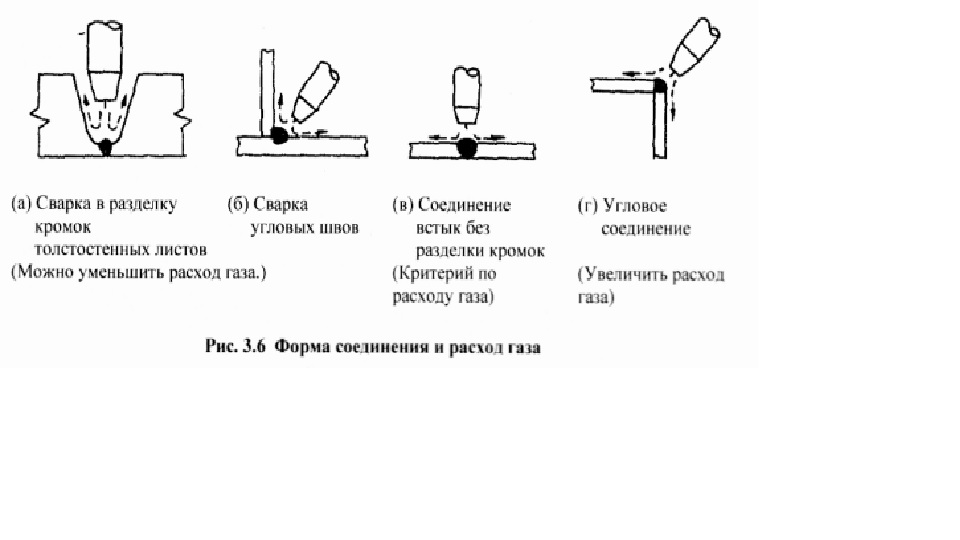
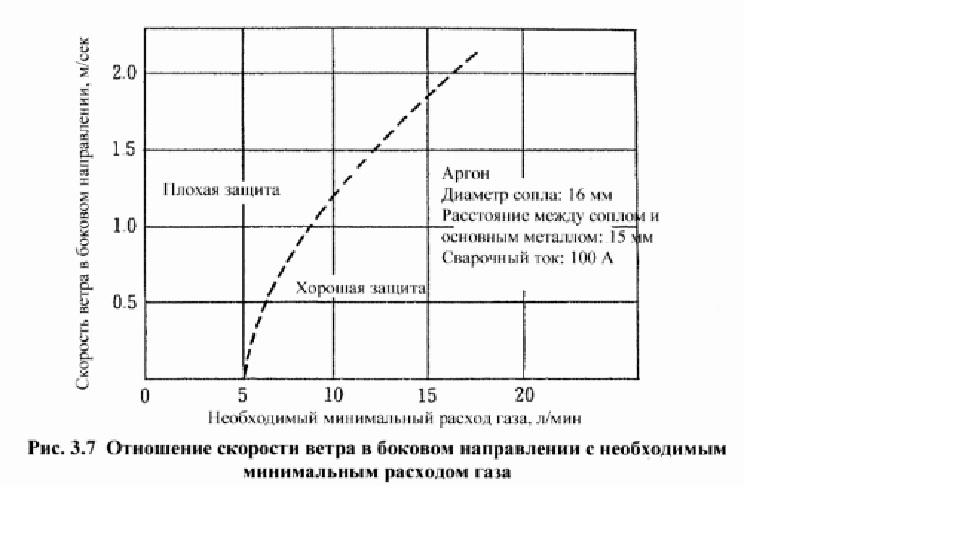
3-2-1 Формы кромок Формы сварочных соединений определяются на основе назначения изделия, материала основного металла или толщины стенки листов. Соединения. подлежащие Аргонодуговой сварке, подразделяются на стыковое соединение, тавровое соединение, соединение внахлестку, угловое соединение, соединение с отбортовкой двух кромок и пр. Типичные примеры представлены в табл. 3.3. В случае среднестенных и толстостенных листов для обеспечения эффективности и качества сварки применяются разные формы кромок в зависимости от назначения и толщины стенок. Сварка TIG применяется для среднестенных и толстостенных листов. когда требуется высокое качество сварных швов, листы поддаются сварке с трудом, необходим обратный валик первого слоя и т.д. Обработка кромок, как правило, подлежит машинной обработке. U-образная разделка кромок. двусторонняя симметричная «рюмкообразная» разделка кромок и т.д. получаются только машинной обработкой. Каждый конструктивный элемент именуется, как представлено на рис. 3.4. и. прежде чем приступать к сварке, необходимо проверить точность значений этих элементов. Если значения угла скоса кромок, притупления кромки или зазора в вершине разделки становятся или больше, чем следует, или меньше, то может произойти не только сварочный дефект, но и брак всего сварного шва. Так что неточные размеры подлежат по необходимости поправке. В случае тонкостенных листов стыковое соединение осуществляется без разделки кромок, тавровое соединение - без разделки кромок с двусторонним угловым сварным швом. Форма самой кромки проста, но припуски на зазор в вершине разделки и смещения значительно меньше, чем в случае среднестишых и толстостенных листов. 3-2-2 Очистка кромки Если выполняют сварку, оставляя на поверхностях кромок и на близких к кромкам поверхностях основного металла прилипшее на них масло, ржавчину, окалину и краску, то может произойти возникновение сварочных дефектов, таких как раковины и трещины. Следовательно, перед сваркой необходимо удалить масло, ржавчину, окалину и краску полностью. Масло и т.п. не удаляется полностью путем вытирания ветошью, так что рекомендуется промывать ацетоном или т.п. Ржавчина, окалина и т.п. удаляется с помощью ручной шлифовальной машины или проволочной щетки. Когда в качестве основного металла используется нержавеющая сталь, использование стальной проволочной щетки будет вызывать рассеивание стальной пыли с проволоки . что может привести к коррозии, так что нужно использовать проволочную щетку из нержавеющей стали. При сварке с обратным валиком, обращать внимание на очистку стороны, подлежащей сварке и на очистку обратной стороны. Грязь на поверхности присадочного металла так же. как грязь на поверхностях кромок, может быть причиной сварочного дефекта, поэтому нельзя забывать очищать их. Следует избегать прикосновений к присадочному металлу голыми руками или грязными перчатками. В частности, в случае сварки алюминия или алюминиевого сплава влага, на поверхности присадочного металла, может привести к образованию раковин, так что следует присадочный металл не только держать сухим в процессе сварки, но и после использования укладывать в сосуд и хранить в сухом месте. 3-2-3 Сварка прихватками В случае простого соединения тонкостенных листов могут пропускать сварку прихватками, непосредственно выполняя основную сварку с помощью приспособления и т.п.. однако, как правило, выполняют сварку прихватками внутри кромок, па обратной стороне или в зоне углового сварочного шва. Ток, применяемый для сварки прихватками, составляет порядка 80% тока основной сварки, к тому же сварка прихватками относится к прерывистой сварке, в которой длина одного валика равна примерно несколько десятков миллиметра. Так что. если сварка прихватками недостаточна, в процессе основной сварке могут произойти трещины, смещение, изменение зазора в вершине разделки, и прочие сварочные дефекты, что окажет большое влияние на размеры, форму, точность и работоспособность изделий. Следовательно, производить сварку прихватками внимательно так же, что и основную сварку. В случае кромки, имеющей зазор в вершине разделки, желательно при сварке прихватками добавлять присадочный металл. При сварке прихватками стыковых соединений тонкостенных листов и т.н., если, наклоняя горелку в значительной степени, как представлено на рис. 3.5. приводят сопло в прикосновение к основному металлу и после зажигания дуги поднимают горелку, то сдвиг от прицеленного местоположения не так часто происходит и работа может быть произведена эффективно. После окончания сварки прихватками немаловажное значение имеет контроль качества для того чтобы убедиться в отсутствии трещин, несплавления или прочих сварочных дефектов, чрезмерного смещения, и в правильности зазора в вершине разделки. Если имеется трещины или другие сварочные дефекты, то эти дефекты так и будут оставаться и после основной сварки. Следовательно, необходимо удалить дефекты с помощью ручной шлифовальной машины и т.п. полностью, и повторно выполнить сварку прихватками Если смещение или зазор в вершине разделки выходит из допустимых пределов, также нужно поправить их до получения правильных значений и выполнить повторную сварку. 3-3 ЗАЩИТНЫЙ ГАЗ И ВЛИЯНИЕ ВЕТРА 3-3-1 Защитный эффект В случае Аргонодуговой сварки, если дуга и ванна расплавленного металла не защищены защитным газом, не получится качественного результата сварки. Если удлинить вылет электрода из сопла, расстояние между соплом и основным металлом будет увеличено, и защитный газ будет склонен захватывать воздух. Так что следует уменьшить вылет электрода и установить сопло как можно ближе к основному металлу. Однако, наоборот, если сопло установлено слишком близко к основному металлу, то сопло будет подвергаться перегреву и повреждению, и зона сварки будет видна плохо. Судя по обоим факторам, то есть по защитному эффекту и обрабатываемости, рекомендуется устанавливать вылет электрода из сопла на 1,5-2 раза больше диаметра электрода. Диаметр сопла также является фактором, оказывающим большое влияние на защитный эффект. Сопло с слишком малым диаметром не справляется с достаточной защитой целой зоны сварки, а, наоборот сопло с слишком большим диаметром влечет за собой увеличение расхода газа для получения надлежащего защитного эффекта, что не экономично. Обычно рекомендуегся установить диаметр сопла на 2 - 3 раза больше ширины валика. Однако в случае алюминиевого справа, титанового сплава и т.п., которые при высокой температуре подвергаются окислению или азотированию, рекомендуегся использовать сопло с большим диаметром. При правильном расстоянии между соплом и основным металлом и правильном значении диаметра сопла, недостач очная затяжка сопла допускает всасывание воздуха через место с ослабленной затяжкой, так что необходимо убедиться в том, что сопло затянуто достаточно. 3-3-2 Расход защитного газа Слишком малый расход защитного газа, естественно, понижает способность к защите. Однако слишком большой расход будет приводить к беспорядочному потоку защитного газа. В результате этого защитный газ будет склонным захватывать воздух, что также будет понижать способность к защите. Это означает, что существует подходящий расход газа, который зависит от диаметра каждого сопла. Кроме того, диаметр сопла должен быть увеличен по мере увеличения сварочного тока. Все это диктует определенное отношение между сварочным током, диаметром сопла и расходом газа, пример которого приведен в табл. 3.4. В случае сварки на переменном токе используется сопло, диаметр которого больше, чем в случае сварки на постоянном токе, следовательно, и расход газа также нужно увеличивать. Кроме того, при одинаковом диаметре сопла и расходе газа, если формы сварочного соединения отличаются друг от друга, также отличается и способность к защите. Как представлено на рис. 3.6, если за критерий примем расход газа при стыковом соединении без разделки кромок, при сварке в разделку кромок и сварке угловых швов толстостенных листов защитный газ склонен накапливается в зоне сварки, так что можно уменьшить расход газа. Однако в случае угловых соединений, наоборот, защитный газ улетучивается легко, так что нужно увеличивать расход защитною газа. 3-3-3 Влияние ветра Если в зону сварки дует ветер, защитный газ. подающийся из сопла, будет выбрасываться и захватывать воздух. что может привести к образованию раковин и прочих сварочных дефектов. Даже слабый ветер оказывает вредное влияние на способность к защите. На рис 3.7 представлено отношение скорости ветра с расходом газа, необходимым для получения хорошей способности к защите в случае, когда в зону сварки дуст боковой ветер. Видно, что по мере увеличения скорости ветра нужно увеличивать расход газа. Однако увеличивать расход газа - это не экономично, к тому же, если ветер еще сильнее, настает момент когда увеличивать расход газа бесполезно, так что обычно пределом скорости ветра считается 2 м/сек. Следовательно, даже когда летом жарко, не желательно выполнять сварку в непосредственной близости от вентилятора. Опыт диктует, что тихий ветер, который может гнуть только табачный дым. не оказывает вредного влияния на сварку. При сварочных работах на открытом воздухе, когда дует сильный ветер, необходимо ставить ограждение, окружать место палаткой или применять другие меры для защиты от ветра. 3-4 СВЕТОМАСКИРОВКА И ПРОВЕТРИВАНИЕ 3-4-1 Выбор фильтровальных щитков Дуга в Аргонодуговой сварке представляет собой открытую дугу, в которой плотность тока высока, сила света больше, чем в сварке покрытым электродом, в частности, количество ультрафиолетовых лучей велико. Когда глаза воспринимают большое количество ультрафиолетовых лучей, даже если непосредственно после этого не появляется субъективный симптом, через несколько часов может появиться симптом и боль в глазах. Кроме того, луга излучает инфракрасные лучи, которые, воздействуя длительное время на глаза, также могут причинить травму. Следовательно. необходимо смотреть в зону сварки через фильтровальный щиток, который не пропускает ультрафиолетовые и инфракрасные лучи, тем самым защищая глаза, и пропуская только подходящие видимые лучи. При производстве сварочных работ необходимо использовать средства светомаскировки для индивидуальной защиты. Эти средства светомаскировки для индивидуальной защиты регламентируют стандарты JIS 18141 (средства светомаскировки для индивидуальной защиты) и JIS T8142 (маски сварщика). Если степень светомаскировки фильтровального щитка слишком велика, то затруднительно наблюдать зону сварки, так что следует выбрать щиток с подходящей степенью светомаскировки в зависимости от сварочного тока, как приведено в табл. 3.5. Табл. 3.5 Выбор степени светомаскировки (JISTH141 - 1980) Сварочный ток, А Номер степени светомаскировки не более 100 9 или 10 от 100 до 300 11 или 12 от 300 до 500 13 или 14 не менее 500 15 или 16 Вредные лучи от дуги оказывают влияние не только на самого сварщика, но и на окружающих работников, так что следует уделять внимание, тому чтобы лучи от дуги не проникали наружу, и по необходимости ставить вокруг ограждение, завесу светомаскировки или т.п. Кроме того, нужно обращать внимание на то, что если вокруг рабочего места имеется белая стена или блестящий предмет, например, из алюминиевого сплава, могут произойти нерегулярные отражения лучей от дуги, лучи могут попасть в глаза и привести к . 3-4-2 Защита кожи Сварка представляет собой процесс, сопровождающийся высокой теплотой, так что. необходимо защищаться от тепла дуги, одеваясь в огнестойкую спецодежду, кожаные перчатки, передник и прочие средства индивидуальной защиты. Открытые участки кожи также необходимо защищать от лучей дуги. Глаза и кожа могут пострадать от световых лучей дуги. Чем больше сварочный ток и чем дольше его непрерывное действие, тем серьезнее проявляется травматизм. Чтобы защитить кожу от световых лучей и тепла дуги работник должен застегнуть пуговицы спецодежды правильно, использовать маску сварщика-передник, перчатки, бахилы и прочие средства индивидуальной защиты. В частности чтобы защитить шею от лучей сварки нужно обмотать ее полотенцем .шарфом и т.д. Кожаные перчатки сварщика регламентирует стандарт JIS T8113 (кожаные защитные перчатки для сварщика) Кроме того, непосредственно после сварки электрод и основной металл обладают высокой температурой. Поэтому следует соблюдать правила техники безопасности во избежание ожога. 3-4-3 Проветривание Хотя сам аргон, используемый при Аргонодутовой сварке, безвреден и безопасен, если производят сварку определенное время в месте с плохим проветриванием, в баке или ограниченном пространстве, аргон, который тяжелее чем воздух, может накопиться и, вытеснить кислород и тем самым удушающе воздействовать на работника. Кроме того при сварке образуются окиси азота, озон, твердые металлические частицы, пыль. Может произойти испарение краски и растворителя, оставшихся на изделии. Все эти вещества относятся к вредным веществам которые по возможности не следует вдыхать. Следовательно, следует не только постоянно стараться проветривать с использованием вытяжного устройства или вентилятора, но и стараться использовать противопылевой респиратор и прочие средства для индивидуальной защиты. Противопылевые респираторы регламентируют стандарты JIS 18151 (противопылевые респираторы) и JIS 18I53 (респираторы с питанием воздуха). Однако слишком сильная вентиляция или проветривание может привести к нарушению защитных свойств защитного газа и тем самым помешать получить качественный результат сварки, так что следует обращать внимание и на защиту зоны сварки от ветра.
2 балла
-
http://f5.s.qip.ru/hT9jRZER.jpg http://f6.s.qip.ru/hT9jRZEk.jpg http://f5.s.qip.ru/~IA4wMw3P.png2 балла
-
Отличная мотивация к хорошей учёбе.
2 балла
-
@Andrew, http://cs625529.vk.me/v625529196/dab5/GAlmpDUEsUc.jpg2 балла
-
А этот, кажется, автомат потерял http://s00.yaplakal.com/pics/pics_original/5/8/2/4381285.jpg2 балла
-
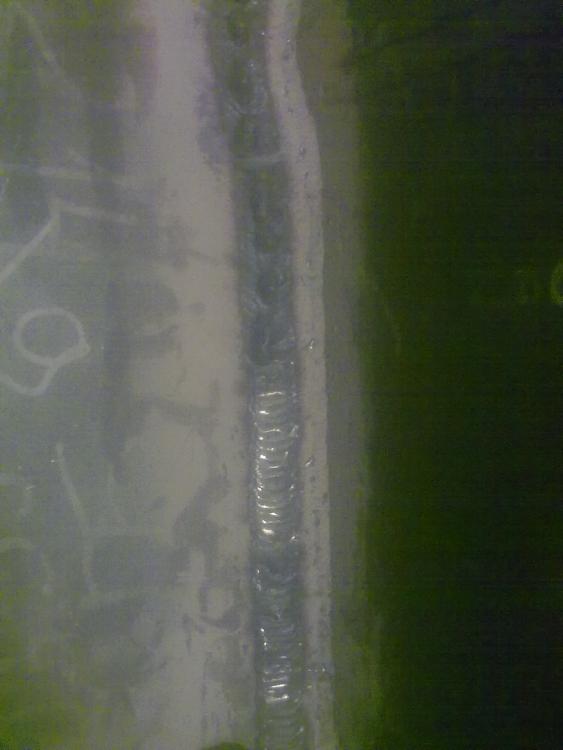
@psi, это к вашему вопросу в "ценах" по стали миллиметровке. Из сегодняшнего. Изделия: Собственно швы : Кромки после зачистки: РАДС, пульс-режим, 1,4 Гц, ток базы 5А, ток пика 135А, скважность 85%, присадка св08г2с, ф 1 мм.
2 балла
-
Наш начальник-человек рациональный и лишённый понтов. Потому лесенка у него в доме-проста до невозможности. Сварили и залили бетоном. Система водоснабжения-тоже образчик рационализма и бюджетности. Накопительная, буферная ёмкости для воды, насосы и фильтры. Из металла варили только электроды (см. где-то ранее) и станину. Остальное-муфтовая сварка полипропилена. Оттуда перекочевали на коттедж владельца магазинов сантехники. Переделка газовой котельной. Так было. Выходы газового котла. Дроссель-прокладки... На второй фотке-специально выломана часть прокладки, чтобы показать, насколько было перекрыто сечение трубы. Ввод из котельной в подвальное помещение. Было Стало На второй фотке-маячит смесительный узел тёплых полов дома. До того-его не было и всё семейство хозяина не ходило по дому босиком, чтобы не исполнять "татарскую плясовую"... Проложили трубопроводы тепло-и водоснабжения бассейна. Для того в трёх стенах толщиной 700 мм просверлил отверстия и протолкнул рядок из 9-ти труб Стальные трубы (отопление) варили электросваркой. Медь-паял газом и оловом. Итого. Смесительный узел тёплых полов бассейна и обвязка подогрева приточной вентиляции. Трубопроводы в подвале бассейна. Обвязка гидросистемы бассейна (делали не мы..). Мы с Ромой (второй сварщик) ходили мимо этого царства клеёного пластика и с грустью вспоминали те времена, когда бассейны обвязывались исключительно нержой. O tempore,o mores...© Какие калымы мимо нас идут...
2 балла
-
Пора финишная явно просматривается,с вероятностью 90% в замке и останется,на подконтрольных соединениях подобная технология-лотерея, и явно не беспроигрышная,когда за брак и переделку светит расстаться с энной суммой з/п-ну его на.. подобный "футбол"...для дачно-гаражных и прочих соседско-калымно-магарычных объектов-сваривайте как хотите,хоть скотчем....2 балла
-
А это я "набудничал" Хорошим подспорьем послужили магнитные уголки. В ходе работ случалось уронить их на пол. Сколько они цепляют на себя опилок - слов нет . Пытаясь удалить налипший мусор , проклял всё. На глаза попалась щётка (синт.волос) ,попробовал смести ей . Результат превзошёл все ожидания . Не знаю , какая физика вступила в действие , но уголки очитстились начисто .
2 балла
-
Шабашка, были врезки газовые у людей после счетчика, все в одном доме , дополнительно "сами" все развели куда надо им. (для плиты итд) Есть проект на одно, но нет на другое (плиту 2-ю, итд) Да нет проекта ( " форменное безобразие" ), но зато все через тот же счетчик и никакого воровства. (горгазу не нравится что нет проекта у людей) Чтобы горгаз не штрафовал перед проверкой ,попрасили заглушить с "перспективой " . Заглушка трубы 3/4 ,электрод ано 21, ф-2 мм
1 балл
-
вот он уже второй поставили+) и фото как он на месте теплообменник, расширительный бачек, верстак знакомому=) букавы+) просверленный интеркулер+) и способ точной разметке при закругленных углах
1 балл
-
Произвести проковку листа возле приваренной обоймы. И следить как она ведет себя после каждого удара. На пилораме у нас был один дед, выправлял 870мм пилы да же те, которые уже хотели на металлолом сдать, и они работали на станке отлично!1 балл
-
Ещё как не греется! Бывает, шпаришь переменкой так, что сопло светится не хуже вольфрама, а ручка-прохладная. Попробовал сегодня 29-ку. За 20 мин. двумя сотнями ампер переменки загнал Гроверса-200 в защиту. А сопло горелки было просто тёплым. Поварил и положил горелку на ДСПшную столешницу, а она-не задымилась. Вот это-кайф! Увы, но с этим-пока только за бугор..1 балл
-
@Павел сварщик, как появится возможность, выкладывайте фото ваших проблемных швов, иначе гадание получается, а не реальная помощь. По описанному вами, моё мнение- перегрев.1 балл
-
@BelaZZ,Такая: Струбцина MATRIX , винтовая, G-образная, раздвижная.http://kemp103.ru/i3/f8/1143288013-1-1-5ff733addbb127921acf4504297583e7.jpg1 балл
-
Накрылась моя старая агни медным тазом,начала травить газ в ручке,где залита пластмассой,видимо треснуло где то что то,не мог добиться нормального цвета шва,хорошо,что новую купил,переставил и дела пошли.
1 балл
-
321 это аналог нашей 08х18н9т,титан придает этой стали больше стойкости к образованию карбидов хрома и соответствненно снижает вероятность получения межкристалической коррозии,присадка св 06х18н10т,зачистка только материалами предназначеными для нержавеющей стали,лепистковым диском,никаких корщеток из стали типа"черняга" только нержавейка,перед каждым проходом даем остыть шву до температуры менее 100 градусов,перед сваркой проверяем качество аргона:на отдельной пластине наплавляем валик,должен получится золотым ,если черный или синий меняйте газ.Да и обезжирить то же не помешает1 балл
-
Немного освежу тему. Аппарат трудиться как обычно ничем себя не проявляя просто - варю им все что нужно и все. Как то продуть корпус снимал один болт не выкрутился резьба внутри сорвалась и осталась на болту пришлось его удалить. Прощай гарантия ? Варил как то проволокой 1мм - отлично, мне понравилось как варит. Но 98 процентов сварки на проволоке 0.8 мм. В общем вот прошел год, а он как был все так же - работает. Фото для наглядности. Варил не гонясь за красотой, нужно было быстро и герметично. Если нужно можно аккуратно варить. Иногда конечно напор дуги становится трескучим, если торопишься и начинаешь бежать быстрее ванны. Не знаю из за чего так , то ли сеть то ли он сам так, толи торопиться не надо. Но разбираться времени нет. Это мой первый полуавтомат. Я считаю что варит он на твердую четверку. Если бы не кратковременные иногда ослабления напора дуги в виде треска, поставил бы пять. Но я его люблю за то что можно варить тонкий метал много быстро и герметично, и если надо красиво. Бывают зазоры, и мне они с ним не страшны, классно когда ты можешь не тратить время много на точную подгонку. РД при сварке тонкого металла тихо курит в сторонке, в сравнении с полуавтоматом. Всегда радуюсь что он есть у меня, и выручает. Вобще конечно все на своем месте. РД беру когда надо толстый металл варить или где им будет шов эстэтичней, ну а полуавтомат он как конница, или тяжелая артилерия, практически 85 процентов работы все им. Вот, все им практически.
1 балл
-
http://s00.yaplakal.com/pics/pics_preview/6/6/0/4384066.jpg1 балл
-
Ну, вот, мой комплект горелок АГНИ пополнился моделью АГНИ-29. По правде говоря, приобрёл-то я только "голову с шеей" от 29-й. Потому, как её ближайшая родственница АГНИ-35 уже есть. Достаточно открутить накидную гайку рукой и 35-я превращается в 29-ю. Сменный комплект. На новом приобретении остановлюсь поподробнее.Как и абсолютное большинство горелок марки АГНИ, эта тоже комплектуется коротким и длинным колпачками. Внутренности головы горелки вполне традиционны для АГНИ:плавные обводы распылительного кольца и заход под коническую цангу. Добавились только водяные каналы, добавившие ширины и массы изделию. Сопло-медное, с внутренними каналами под охлаждающую жидкость и газовым рассекателем весьма интересной формы. Цанга-куда мощнее, чем для АГНИ-07 (и присных) и, тем более, АГНИ-35. Отмечу, что горелка выполнена весьма добротно, но не топорно, оттого и весит немного, руку не оттягивает. К сожалению, пока я не имею аппарата, способного выдать 500 А, чтобы учинить полноценное использование горелки. Но, думаю, что, с такой конструкцией системы охлаждения, имеющимися под рукой тремя сотнями ампер угробить горелку будет маловероятно.
1 балл
-
Художественная сварка. Начало.1 балл
-
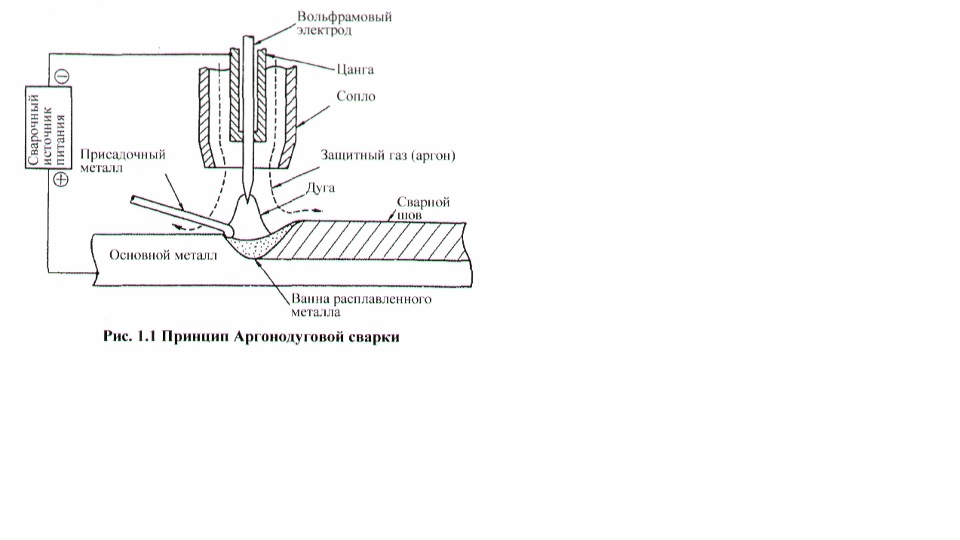
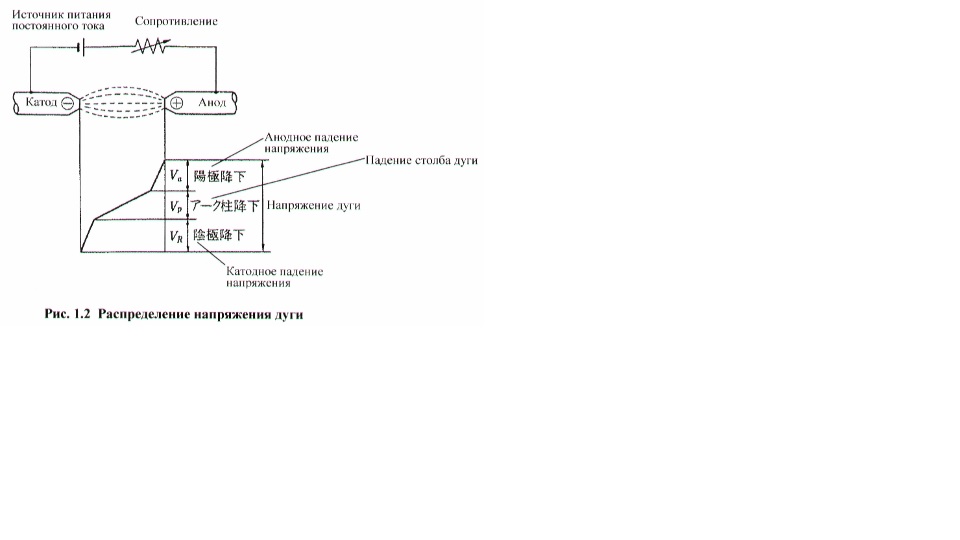
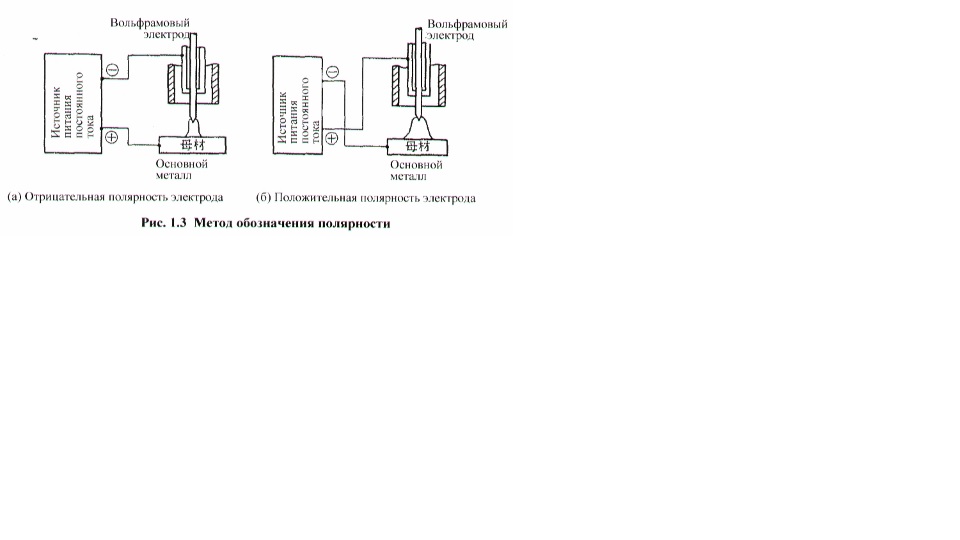
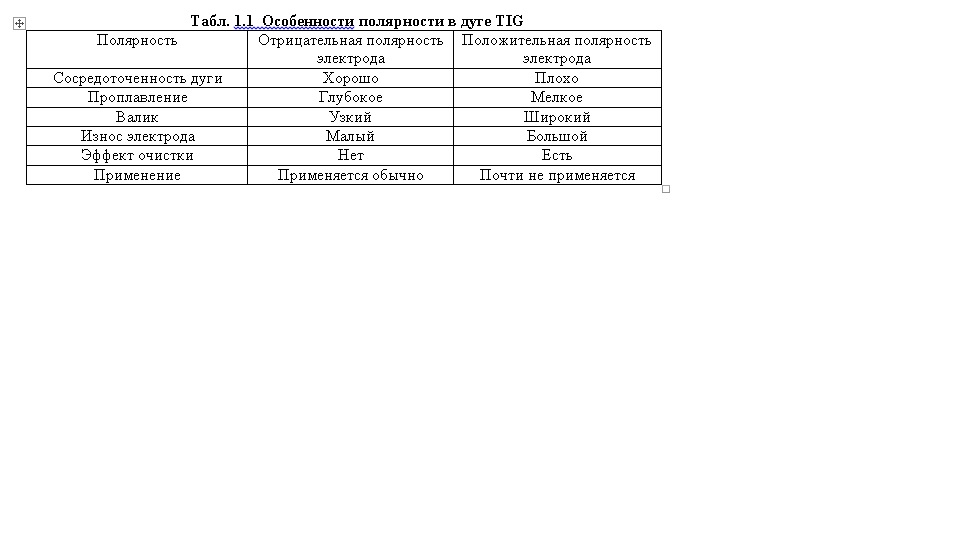
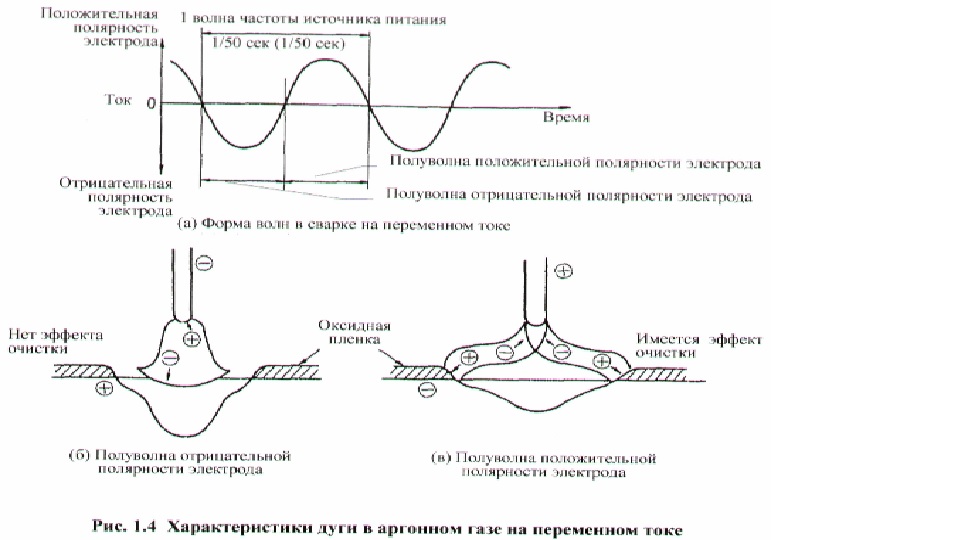
ОСОБЕННОСТИ АРГОНОДУГОВОЙ (ТIG) СВАРКИ T1G из термина АРГОНОДУГОВОЙ (TIG) сварки представляет собой сокращение "вольфрам - инертный газ (Tungsten Inert Gas)". Под Аргонодуговой сваркой подразумевается дуговая сварка вольфрамовым электродом в среде инертного газа, не реагирующего ни на какое другое вещество, причем между "вольфрамовым электродом" и основным металлом образуется дуговой разряд, в силу тепла которого происходит плавление основного металла. Вольфрам представляет собой металл, который применяется в изготовлении нити накала лампы и пр. Температура его плавления -приблизительно 3400°С, то есть гораздо выше, чем в случае железа. В среде высокотемпературной дуги вольфрам по свойству не поддается плавлению длительное время. В качестве инертного газа, в общем, применяют аргон, свойство которого регламентируется стандартом JIS K1105 (аргон), Гелий применяют изредка и только тогда, когда свойство газа гелия необходимо, так как в нашей стране гелий стоит очень дорого (в несколько раз больше, чем аргон). На рис. 1.1 представлен принцип Аргонодуговой сварки. Между вольфрамовым электродом и основным металлом зажигается дуга, инертный газ, вытекающий по соплу из окружения вольфрамового электрода, защищает электрод, дугу и ванну расплавленного металла. Вытекающий по соплу газ называется "защитным газом" и защищает по своей функции расплавленный металл от вредного влияния от попадающего кислорода, азота и пр. из атмосферного воздуха и защищает вольфрамовый электрод от окисления и износа. Вольфрамовый электрод, который не плавится называется неплавящимся электродом и применяется в качестве электрода только для формирования дуги, кроме случаев с тонкостенными листами, когда требуется только расплавление основного металла, и не требуется добавление присадочного металла для дополнения сварного шва. Присадочный металл подают сбоку от дуги и к краю расплавленной ванны вручную или подающим автоматом. ДОСТОИНСТВА И НЕДОСТАТКИ При Аргонодуговой сварке в связи с тем, что электрод не подвергается плавлению, дуга легко стабилизируется и поэтому качественно можно сваривать углеродистую сталь, легированную сталь, алюминий, титан, никель. магний, медь и прочие металлы. Причиной такого свойства служат следующие достоинства. (1) Инертный газ изолирует дугу и ванну расплавленного металла полностью от атмосферы, не позволяет попадание кислорода, азота, водорода и другого газа или примесей в металл шва, и как следствие формируется качественный сварной шов с высокими химическими и физическими свойствами. (2) Можно поддерживать стабильную дугу, начиная с области слабых токов порядка несколько ампера и кончая областью сильных токов порядка несколько сотен ампера, что позволяет находить широкомасштабное применение сварки, начиная со сверхтонкого листа и кончая толстым листом. (3) Электрод используется только для обеспечения зоны сварки теплотой и присадочный металл добавляется отдельно, так что можно управлять количеством присадочного металла и тепловложением отдельно, исключая ограничения положением сварки и формой соединения. (4) Можно четко наблюдать дугу и ванну расплавленного металла, и ванна расплавленного металла спокойна, что облегчает формирование обратного валика. (5) Не нужно использовать флюс, что позволяет, в общем, производить чистую сварку, почти не образуя дыма, кроме как при сварке специальных металлов и сплавов. Внешний вид сварных швов красив так как во время сварки не образуется шлак и нет брызг. Следовательно после сварки не нужно проводить работу по их устранению. С другой стороны можно перечислить следующие недостатки; (1) По сравнению с дуговой сваркой в среде углекислого rasa и другой сваркой плавящимся электродом производительность сварки низкая. (2) Аргон и вольфрамовый электрод стоят сравнительно дорого, что поднимает себестоимость. (3) Применяют защитный газ, и поэтому сварка зависит от такого фактора как ветер). ПОЛЯРНЫЙ ЭФФЕКТ И ЭФФЕКТ ОЧИСТКИ Когда дуга горит между двумя электродами с помощью источника питания постоянного тока, получается напряжение дуги, как представлено на рис. 1.2. Электрод, подсоединенный к плюсовой стороне источника питания, называется анодом, электрод, подсоединенный к минусовой стороне, называется катодом, и зона между анодом и катодом называется столбом дуги. Напряжение дуги выражается суммой резкого падения напряжения вблизи анода/катода и падения столба дуги, пропорционального длине столба дуги. Температура столба дуги, хотя зависит от силы тока и вида окружающего газа, составляет приблизительно 5 000 - 20 000°С. При Аргонодуговой сварке сварочной машиной постоянного тока в зависимости от вольфрамового электрода на катоде (основного металла на аноде) или основною металла на катоде (вольфрамового электрода на аноде) луга, глубина прославления основного металла и величина износа электрода бывают разными. Чтобы различать эти две полярности, как представлено на рис. 1.3 (а), в случае, когда вольфрамовый электрод присоединен к минусовой клемме источника питания (вольфрамовый электрод на катоде), полярность называется "отрицательной полярностью электрода". Наоборот, как представлено на рис. 1.3 (б), в случае, когда вольфрамовый электрод присоединен к плюсовой клемме (вольфрамовый электрод па аноде), называется "положительной полярностью электрода". Кроме того, по другому методу обозначения отрицательная полярность электрода может называться "прямой полярностью" или "SP (Straight Polarity)", положительная полярность электрода может называться "обратной полярностью" или "RP (Reverse Polarity)". Однако эти методы обозначения, основанные на потоке электрона, являются противоположными потоку тока, что может легко вызвать ошибку. Поэтому в последнее время обычно применяется обозначение "отрицательная полярность электрода" и "положительная полярность электрода" Заимствуя английские прописные буквы, отрицательная полярность электрода обозначается буквами EN (Electrode Negative), положительная полярность электрода - ЕР (Еlectrode Positive). При отрицательной полярности электрода, в которой вольфрамовый электрод присоединяется к минусовой клемме, термоэлектроны, когда вылетают от служащего катодом вольфрамового электрода, захватывают энергию, необходимую для эмиссии, так что электрод не подвергается перегреву. В результате этого износ электрода не значителен, и можно подводить относительно сильный ток к тонкому электроду. Кроме того, концентричность дуги хороша, что позволяет получать узкий валик с глубоким проплавлением. Это характерная особенность сварки так что при обычной Аргонодуговой сварке применяется "отрицательная полярность электрода". С другой стороны, при положительной полярности электрода, в которой вольфрамовый электрод подсоединяется к плюсовой клемме, служащий анодом вольфрамовый электрод склонен подвергаться перегреву, изнашивается больше, так что необходимо использовать более толстый электрод, чем в случае отрицательной полярности электрода. Кроме того, концентричность дуги неудовлетворительная и получается широкий валик с мелким проплавлением. Так что эта полярность применяется очень редко в специальных случаях. Однако "положительная полярность -электрода" обладает немаловажной функцией устранения окисей с поверхности основного металла. То есть, отрицательно наряженные электроны вылетают от катодных пятен на поверхности основного металла к столбу дуги, но, одновременно, вокруг1 него сталкиваются положительно заряженные катионы защитного газа. Этим сталкиванием разрушается оксидная пленка. Катодные пятна склонны формироваться в местах, где имеются окиси, и передвигаются .за окисями, в результате чего окиси вокруг дуги устраняются полностью. Это явление называется "эффектом очистки" дуги и относится к необходимому условию для сварки алюминиевого сплава или магниевого сплава, на которых формируются поверхностные окиси. Вышеизложенные характеристики двух полярностей оформлены таблицей 1.1. ХАРАКТЕРИСТИКИ ДУГИ В АРГОНЕ НА ПЕРЕМЕННОМ ТОКЕ При Аргонодуговой сварке с использованием источника питания переменного тока полярность тока меняется через каждую полуволну, так что получается характеристика, являющаяся сочетанием характеристики отрицательной полярности электрода с характеристикой положительной полярности электрода, как показано на рис. 1.4. Полуволны отрицательной полярности электрода не имеют эффект очистки, но выявляет эффект охлаждения в связи с эмиссией термоэлектрона. Наоборот, полуволны положительной полярности электрода не имеют эффекта охлаждения, но выявляют эффект очистки столкновением катионов. При аргонодуговой сварке на переменном токе электрод и основной металл становятся или анод (плюс) или катод (минус) поочередно, так что электрод перегревается больше, чем при отрицательной полярности электрода, но меньше, чем при положительной полярности электрода, что способствует использованию относительно сильного тока. В связи с тем, что полуволны положительной полярности электрода имеют эффект очистки, для сварки алюминиевого сплава и магниевого сплава, требующей устранение оксидной пленки с поверхности основного металла, применяется переменный ток. Некоторые последние типы установок Аргонодуговой сварки на переменном токе снабжены функцией изменения пропорции времен между отрицательной полярностью электрода и положительной полярностью электрода. Это изменение пропорции времен приводит к изменению эффекта очистки. Чем меньше длительность времени положительной полярности электрода (чем больше длительность времени отрицательной полярности электрода), тем меньше становиться ширина зоны очистки, как представлена рис. 1.5. Не говоря уже о случае, когда вносятся изменения в пропорцию времен положительной полярности электрода и отрицательной полярности электрода, как изложено выше, даже если пропорция времен равномерна, степени трудности горения дуги отличаются в зависимости от полярности. Следовательно, ток в в полуволне положительной полярности электрода и ток в в полуволне отрицательной полярности электрода не становятся равными.
1 балл
-
Влияние полярности тока на процесс сварки тиг Полярность тока сварки существенным образом сказывается на характере протекания процесса дуговой сварки в инертном газе вольфрамовым электродом. В отличии от сварки плавящимся электродом (к которой относится сварка ММА и МИГ/МАГ) при сварке неплавящимся электродом в защитной среде инертного газа различия в характере процесса сварки на обратной и прямой полярности носят противоположный характер. Так при использовании обратной полярности процесс сварки ТИГ характеризуется следующими особенностями: - сниженный ввод тепла в изделие и повышенный в электрод (поэтому при сварке на обратной полярности неплавящийся электрод должен быть большего диаметра при одном и том же токе; в противном случае он будет перегреваться и быстро разрушится); - зона расплавления основного металла широкая, но неглубокая; - наблюдается эффект катодной чистки поверхности основного металла, когда под действием потока положительных ионов происходит разрушение окисной и нитридной пленок (так называемое катодное распыление), что улучшает сплавление кромок и формирование шва. В то время как при сварке на прямой полярности наблюдается: - повышенный ввод тепла в изделие и сниженный в электрод; - зона расплавления основного металла узкая, но глубокая. http://weldering.com/sites/default/files/styles/medium/public/tig_pryampol.jpg?itok=iWg728Yyhttp://weldering.com/sites/default/files/styles/medium/public/tig_obrpol.jpg?itok=_khl4avW Как и в случае сварки ММА и МИГ/МАГ, различия свойств дуги при прямой и обратной полярности при сварке ТИГ связаны с несимметричностью выделения энергии на катоде и аноде. Эта несимметричность, в свою очередь, определяется разностью в значениях падения напряжения в анодной и катодной областях дуги. В условиях сварки неплавящимся электродом катодное падение напряжения значительно ниже анодного падения напряжения, поэтому тепла на катоде выделяется меньше, чем на аноде. Ниже приведен примерный объем выделения тепла на различных участках дуги применительно к сварке ТИГ при токе сварки 100 А и при использовании прямой полярности (как произведение падения напряжения в соответствующей области дуги на ток сварки): - в катодной области: 4 В х 100 А = 0,4 кВт на длине ≈ 0,0001 мм - в столбе дуги: 5 В х 100 А = 0,5 кВт на длине ≈ 5 мм - в анодной области: 10 В х 100 А = 1,0 кВт на длине ≈ 0,001 мм. В связи с тем, что при сварке на прямой полярности наблюдается повышенный ввод тепла в изделие и сниженный в электрод, при сварке на постоянном токе используют прямую полярность. При этом, благодаря тому, что тепло выделяется, в основном, в анодной области, плавятся только те участки основного металла, на которые направляется дуга, т.е. где оказывается размещенным анод. Основные международные обозначения, относящиеся к сварке ТИГ TIG - Такое сокращение названия этого процесса принято в Европе. TIG - Tungsten Inert Gas (tungsten – вольфрам на английском языке). WIG - Так принято для краткости называть этот процесс в Германии. WIG – Wolfram-Inertgasschweiβen (wolfram – вольфрам на немецком языке). TIG-DC - способ ТИГ на постоянном токе (DC - direct current - постоянный ток на английском языке). TIG-AC - способ ТИГ на переменном токе (AC – alternating current – переменный ток на английском языке). TIG-HF - способ ТИГ с системой бесконтактного возбуждения дуги высоковольтным и высокочастотным разрядом; HF - high frequency – высокая частота на английском языке. http://weldering.com/sites/default/files/styles/thumbnail/public/image66.jpg?itok=GpmPsloT Установка длины дугового промежутка http://weldering.com/sites/default/files/styles/thumbnail/public/image67.jpg?itok=4Vvy7nQA Высокочастотный разряд http://weldering.com/sites/default/files/styles/thumbnail/public/image68.jpg?itok=rTTRtgCF Зарождение и развитие дуги http://weldering.com/sites/default/files/styles/thumbnail/public/image69.jpg?itok=k5xHvU9m Формирование рабочей дуги При этом используется осциллятор, который вырабатывает кратковременный импульс напряжения, обеспечивающий пробой и последовательное развитие искрового разряда вплоть до дугового. Благодаря высокой частоте и малой мощности осциллятора высокое напряжение неопасно для человека. Высокочастотный поджиг обеспечивает самое высокое качество сварного шва, так как при нем не происходит контакта вольфрамового электрода с изделием, и, поэтому, исключается попадание частичек вольфрама в сварочную ванну. При таком поджиге также не происходит разрушения торца вольфрамового электрода. Однако, применение осцилляторов может приводить к выходу из строя устройств чувствительных к электромагнитному воздействию. TIG-Contact или SCRATCH START - способ ТИГ с контактным возбуждением дуги касанием вольфрамового электрода изделия ("чирканьем" торца вольфрамового электрода по поверхности изделия, наподобие того, как это делается при сварке покрытыми электродами). При этом способе зажигания дуги возможно попадание частичек вольфрама в сварочную ванну, а также имеет место разрушение торца вольфрамового электрода, так как в момент контакта электрода с изделием протекает ток короткого замыкания. TIG-LIFT ARC (TIG-LIFT IGNITION, LIFTIG) - способ ТИГ с контактным возбуждением дуги когда в момент короткого замыкания протекает заблаговременно сниженный ток. http://weldering.com/sites/default/files/styles/thumbnail/public/image71.jpg?itok=or1bG7Ie Касание электрода http://weldering.com/sites/default/files/styles/thumbnail/public/image70.jpg?itok=3aMQpReX Зарождение малоамперной дуги http://weldering.com/sites/default/files/styles/thumbnail/public/image72.jpg?itok=lzgkc20F Формирование рабочей дуги Этот способ зажигания дуги, хотя и не исключает контакта электрода с изделием, не имеет недостатков предыдущего способа, так как в момент КЗ протекает заблаговременно сниженный ток. Настройка параметров сварки ТИГ На рисунке ниже показана последовательность определения и регулировки параметров сварки ТИГ. http://weldering.com/sites/default/files/styles/large/public/tig_nastr.jpg?itok=OT542Tz4 Техника сварки ТИГ При сварке ТИГ боковой угол горелки должен всегда поддерживаться равным 90 градусам. Горелку следует держать под углом В то время как угол наклона горелки к поверхности изделия в направлении обратном сварке должен составлять 70 … 80 градусов. Присадка подается по мере перемещения горелки под углом от 15 до 30° к основному металлу. http://weldering.com/sites/default/files/styles/large/public/tig_direction.jpg?itok=kHRGq7Wjhttp://weldering.com/sites/default/files/styles/large/public/tig_angle.jpg?itok=XytjlaEW Сварка ТИГ выполняется "углом вперед" (т.е. горелка наклонена в сторону формирующегося сварного шва) с регулярной подачей присадки мелкими шагами. При сварке очень важно, чтобы конец присадочной проволоки не выводился из зоны газовой защиты; в противном случае, будучи расплавленным или нагретым, он окислится от контакта с окружающим воздухом. Любая степень окисления или загрязнения присадочной проволоки неизбежно вызовет загрязнение сварочной ванны. Поэтому очень важно, чтобы сварщик использовал присадочные прудки чистые грязи, смазки или влаги. Обычно грязь и смазка попадает на присадочный металл с грязных рукавиц. Поэтому, непосредственно перед сваркой, очень желательно обрабатывать прутки, например, ацетоном. Смазка и влага, как на присадочном прутке, так и на основном металле могут вызвать серьезные дефекты сварного шва, такие как пористость, водородное растрескивание и др. Особенности сварки алюминия и алюминиевых сплавов При сварке ТИГ большинства металлов используется постоянный ток прямой полярности. Однако эти условия сварки неприемлемы, когда речь идет об алюминии и магнии. Обусловлено это наличием на поверхности этих металлов прочной и тугоплавкой окисной пленки. Алюминий характеризуется высокой химической активностью. Он легко вступает во взаимодействие с кислородом воздуха, т.е. окисляется. При этом образуется тонкая плотная пленка из оксида алюминия (Al2O3). Своей высокой коррозионной стойкостью алюминий обязан именно этой пленке. Температура плавления чистого алюминия – 660 ºС, а температура плавления окиси алюминия более чем в три раза выше – 2030 ºС. Окись алюминия – это керамический материал, твердый и не электропроводный. При расплавлении алюминия он растекается крупными каплями удерживаемыми от слияния окисной пленкой. В случае если фрагменты пленки окажутся в закристаллизовавшемся металле шва, то его механические свойства ухудшаться. Таким образом, для того чтобы сварить вместе две алюминиевые детали, прежде всего, необходимо эту окисную пленку разрушить. Это можно выполнить: - механически (однако, это практически невозможно, так как из-за высокой химической активности алюминия он тут же вступает в связь с кислородом, и новый слой окиси алюминия начинает образовываться. Причем, в условиях дуговой сварки при высокой температуре окисление алюминия и образование окисной пленки происходит еще более интенсивно); - химической обработкой (довольно сложно и трудоемко); - сваркой на обратной полярности; - сваркой на переменном токе. http://weldering.com/sites/default/files/styles/large/public/tig_al.jpg?itok=V67Xxp5r При подключении электрода к отрицательному полюсу (сварка на прямой полярности) изделию будет передаваться значительное количество тепла, однако пленка разрушаться не будет. Если полярность изменить и подключить электрод к положительному полюсу (сварка на обратной полярности), то тепла изделию будет передаваться меньше, однако, как только будет возбуждена дуга, окисная пленка начнет разрушаться (происходит, так называемая катодная очистка). http://weldering.com/sites/default/files/styles/medium/public/tig_al1.jpg?itok=DYu4EjHwhttp://weldering.com/sites/default/files/styles/medium/public/tig_al2.jpg?itok=fKbNomNr Существует две теории, объясняющие механизм разрушения окисной пленки на обратной полярности. Катодное пятно, перемещаясь по поверхности сварочной ванны, приводит к испарению окислов алюминия, при этом эмиссия электронов с активных катодных пятен отталкивает фрагменты окисной пленки к краям сварочной ванны, где они формируют тонкие полоски. Поток ионов обладает достаточной кинетической энергией, чтобы при столкновении с поверхностью катода разрушать окисную пленку (аналогичный эффект имеет место при пескоструйной обработке). В пользу этой теории говорит тот факт, что чистящий эффект выше при использовании инертных газов с более высоким атомарным весом (аргон) Однако наряду с этим положительным явлением будут наблюдаться такие отрицательные последствия сварки на обратной полярности как перегрев электрода, на котором будет выделяться слишком много тепла (вызывая его перегрев), и низкое проплавление основного металла. Решением этих проблем является сварка на переменном токе. Комбинация прямой и обратной полярности позволяет использовать преимущества обоих полярностей; мы получаем и необходимое тепловложение (т.е. проплавление основного металла) в полупериоды прямой полярности и очистку поверхности от окиси алюминия (в полупериоды обратной полярности). Сварка на переменном токе этой частотой является идеальным процессом соединения всех типов алюминиевых и магниевых сплавов. http://weldering.com/sites/default/files/styles/large/public/tig_pol.jpg?itok=7GmxPOj9 Достоинства и недостатки процесса ручной сварки ТИГ По сравнению с другими способами сварки (ММА, МИГ/МАГ, сварка под флюсом) сварка ТИГ характеризуется следующими преимуществами: - позволяет получить сварные швы высокого качества применительно к практически всем металлам и сплавам (включая трудносвариваемые и разнородные, например алюминий со сталью); - обеспечивается хороший визуальный контроль сварочной ванны и дуги; - благодаря отсутствию переноса металла через дугу не имеет места разбрызгивание металла; - практически не требуется обработка поверхности шва после сварки; - как и в случае сварочных процессов МИГ/МАГ и ММА сварку ТИГ можно выполнять во всех пространственных положениях; - также как и в случае сварки МИГ/МАГ при сварке ТИГ нет шлака, а это означает, что не бывает шлаковых включений в металл шва. К недостаткам этого способа сварки можно отнести низкую производительность, сложность и высокую стоимость источника питания (по сравнению со сваркой плавящимся электродом). Охрана здоровья и охрана труда применительно к процессу сварки TIG Ниже изложены некоторые дополнительные меры предосторожности относительно сварки ТИГ. На первый взгляд этот способ сварки представляется наименее опасным, так как, либо дымов вообще не видно, либо они выделяются в очень небольшом объеме. Но нельзя обманываться, считая, что при этом способе сварки вообще не выделяются опасные вещества. Они выделяются и могут попадать во вдыхаемый воздух. Концентрация опасных веществ зависит от силы тока сварки, от типа стали (нелегированная, низколегированная или высоколегированная) и от степени очистки поверхности основного металла от, например, масла, используемого при резке металла или от антикоррозионных покрытий.1 балл
-
Здравствуйте, все, кто сюда заглянул! Буду лаконичен в изложение , но буду загружать больше фото. За рулем двух колесной техники два сезона. Первый откатал на питбайке китайском . Не самая серьезная техника, но и мимо проходить тоже нельзя. При весе в 70кг, объеме в 140 кубов, этот малыш развивал скорость в 100км/час. Было интересно. Ездил без прав . Продал в конце лета , к окончанию сезона ( да еще и ногу сломал. Упал , въезжая на кольцо . тут отдельная история. Поделюсь ею с вами в дальнейшем) . Ко второму сезону я приобрел так же китайца- BM motard 200. И тут я подготовился лучше, серьезнее. Я отучился на А категорию, сдал, застраховался и получил номер ( который провозил все время в рюкзаке. Тут тоже целая ненавистная история...) Друзья мои так же приобрели БМы ( 1 мотард и 1 эндуро) . Искатали всю округу самарской области втроем. Иногда было тяжеловато на мотарде, в основном это езда по траве. Но в целом было очень круто. Ждем с нетерпением следующего сезона. А пока железный конь стоит в гараже, время идет, а я все еще его не начал обслуживать и готовить . Наверняка среди вас, коллеги-сварщики, тоже есть заядлые эндуристы и просто мотоциклисты! Давайте делиться историями и фотографиями ! p.s. сейчас я нахожусь на работе и не очень удобно забивать на работу. Так что со временем тему дополню своими фото и историями .
1 балл
-
@Sakhalin_Cat,Так просто для опыта.Не пробуя,не получится.Я некоторые моменты для себя прояснил,можно двигаться дальше.1 балл
-
Ну вот собственно что имеем на этот момент. Блок рессиверов готов, на днях испытания. Передняя панель тоже нарисована. Букавки конечно будут заменены на Русские........
1 балл
-
Окончил курсы в конце 90-Х,вышел из них-ээ...с минимумом знаний и умений.но с жаждой сваривать всё и вся ,если есть желание и воля -достигнете многого,нет- и суперкурсы будут ни о чём.....1 балл
-
Нахожусь в командировке, в северном шведском городе Лулеа. Местная коммуна будет переводить автобусный парк на газ, вот наш проект и приводится в жизнь. Нам для сварочных работ предоставили гараж, типа "отстойника" (потом на улице варить, подключаться... ) На выходных пришли на работу и ахнули: весь гараж забит автобусами, у них же отдых... Вот в таких условиях пришлось работать, сварка труб (d=22mm, d=16/12mm) под рентген. Сегодня приезжал чел., 10 швов (10% от всех) "фотографировал". Через 30 мин. съездили, посмотрели результат: 100% ОК! У меня аж на душе стало легче
1 балл
-
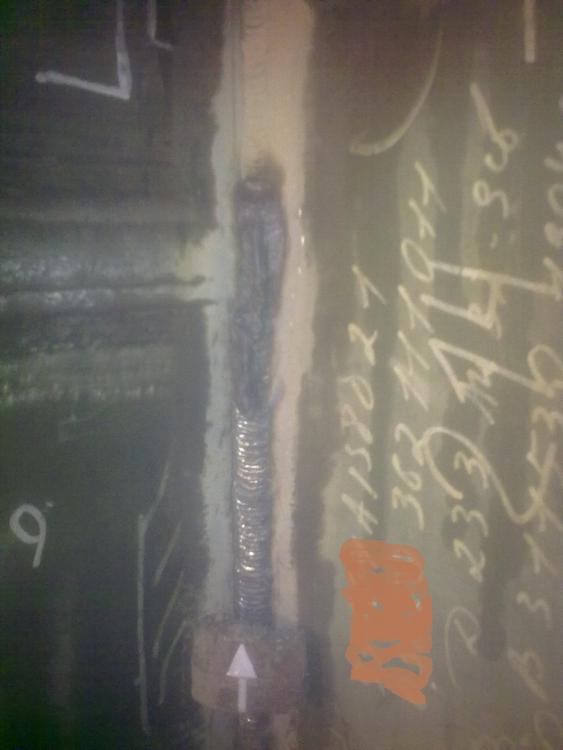
ЭА-112/15, ф = 4мм/ 100% рентген. Ничего сортировать не стал, всё в кучу бросил...сори за повторы и неважнецкое качество фото...
1 балл
-
Пикомиг, св08г2с, проволока ф 1 мм,пластинки 2 мм. Просто настраивал аппарат на сварку в импульсе в смеси.
1 балл
-
Кое-что из моего арсенала Ну и сварочники
1 балл
-
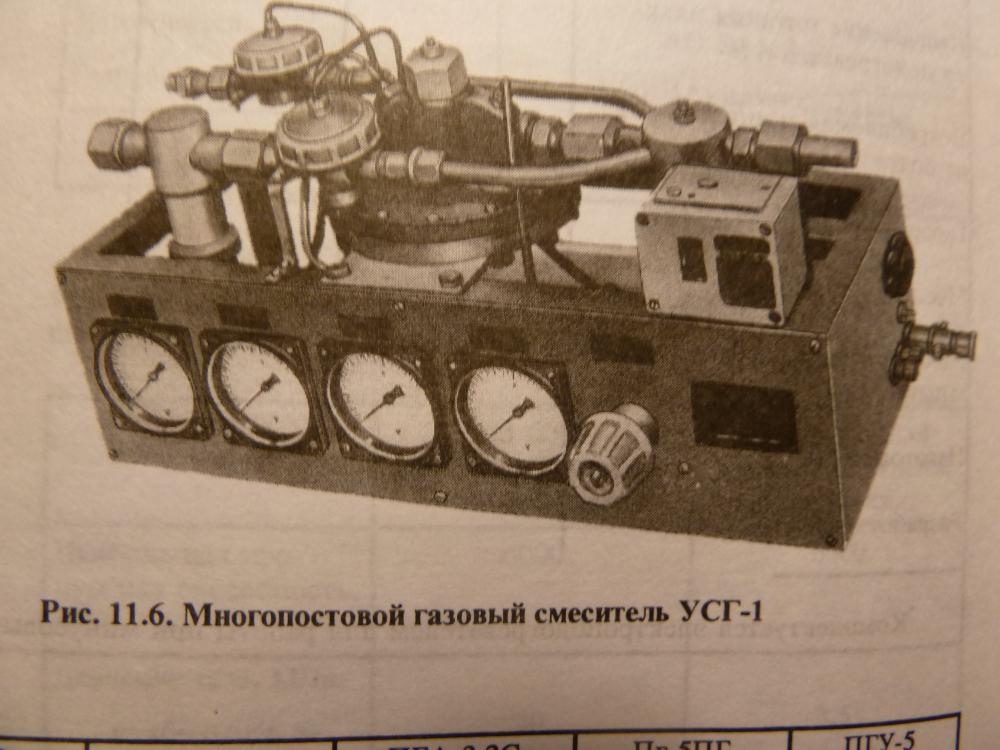
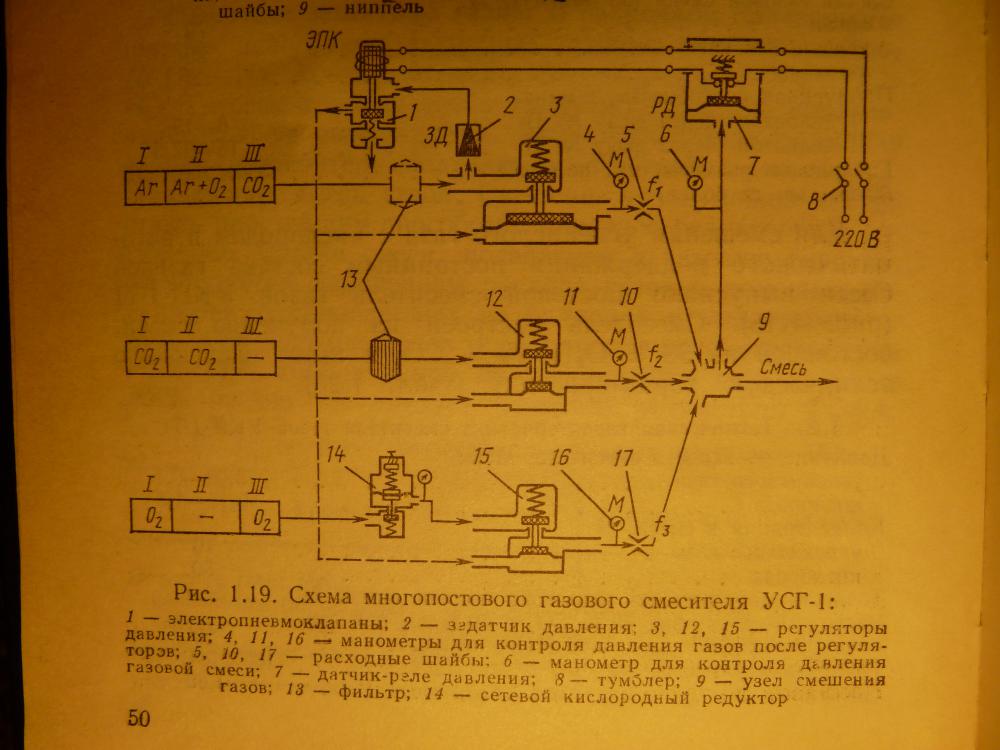
@Леха ибн ИВАНЫЧ, Вот и товарищ нам в помощь по смесям и газам, ждем с нетерпением. Немного истории.
1 балл
-
новый девайс и усиленная рамка радиатора на МАЗ. @svarnoi69, что? Пока в ожидании... Сойдемся ли в цене?
1 балл
-
@svarnoi69, а таких тисков у нас не найдешь, край цивилизации=) думаю сделать что то типо пресса из 40 тонного домкрата, а матрицу из 20-30.... это так мысли в слух=) просто фото работ коробка от Nissan PATHFINDER (открутился кардан)
1 балл
-
Как вариант (из прошлогоднего раскроя), втупую без программ: http://youtu.be/GgeyTUTPx1w
1 балл
-
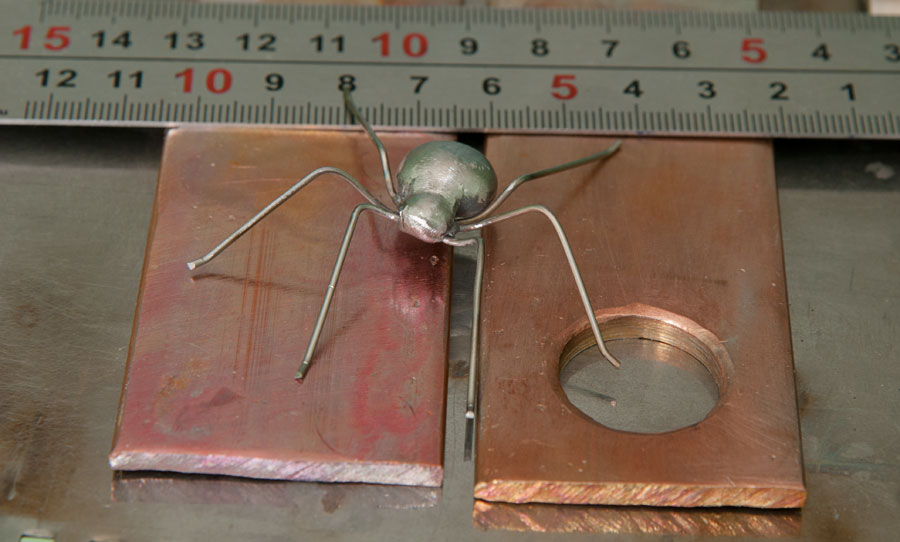
Надежда была получить шедевр, но не сегодня Но материал практически бесплатный - тушка переваренные огарки от присадки 1.6мм (правый кусок меди кладется на левый и в такой ванне можно чуть больше и дольше поплавить металл), ножки огарки 1мм проволоки...
1 балл