Лидеры




Популярный контент
Показан контент с высокой репутацией 30.11.2014 во всех областях
-
Наш начальник-человек рациональный и лишённый понтов. Потому лесенка у него в доме-проста до невозможности. Сварили и залили бетоном. Система водоснабжения-тоже образчик рационализма и бюджетности. Накопительная, буферная ёмкости для воды, насосы и фильтры. Из металла варили только электроды (см. где-то ранее) и станину. Остальное-муфтовая сварка полипропилена. Оттуда перекочевали на коттедж владельца магазинов сантехники. Переделка газовой котельной. Так было. Выходы газового котла. Дроссель-прокладки... На второй фотке-специально выломана часть прокладки, чтобы показать, насколько было перекрыто сечение трубы. Ввод из котельной в подвальное помещение. Было Стало На второй фотке-маячит смесительный узел тёплых полов дома. До того-его не было и всё семейство хозяина не ходило по дому босиком, чтобы не исполнять "татарскую плясовую"... Проложили трубопроводы тепло-и водоснабжения бассейна. Для того в трёх стенах толщиной 700 мм просверлил отверстия и протолкнул рядок из 9-ти труб Стальные трубы (отопление) варили электросваркой. Медь-паял газом и оловом. Итого. Смесительный узел тёплых полов бассейна и обвязка подогрева приточной вентиляции. Трубопроводы в подвале бассейна. Обвязка гидросистемы бассейна (делали не мы..). Мы с Ромой (второй сварщик) ходили мимо этого царства клеёного пластика и с грустью вспоминали те времена, когда бассейны обвязывались исключительно нержой. O tempore,o mores...© Какие калымы мимо нас идут...
 16 баллов
16 баллов -
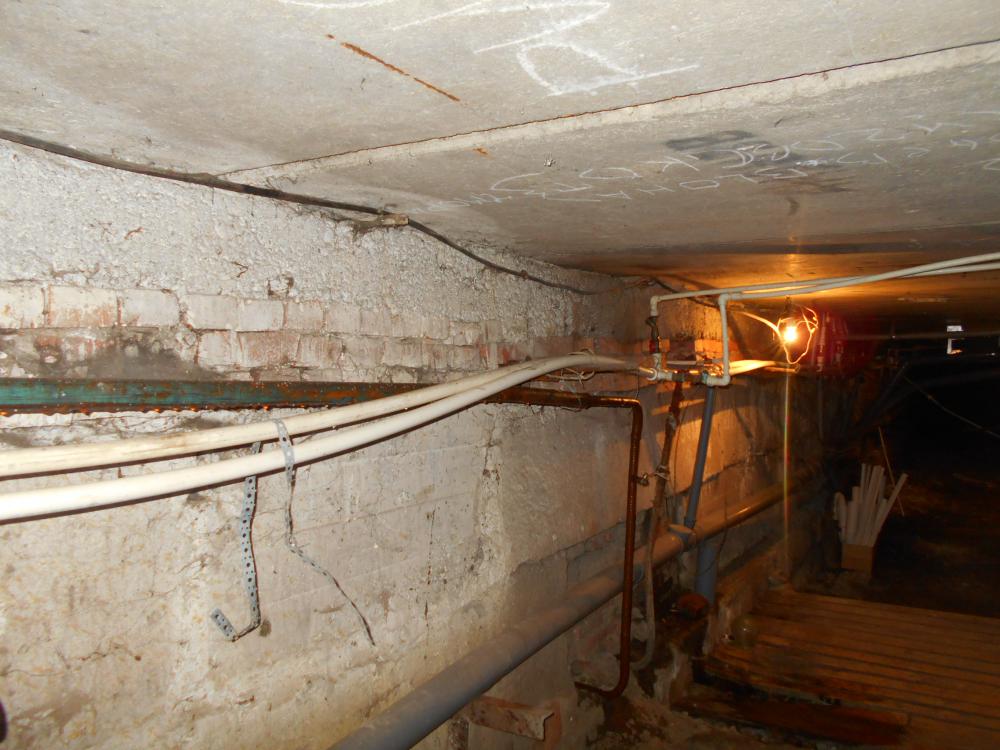
Продолжение. То, что не видно постороннему взгляду или проститутка в рваной "комбинации" сантехники жгут... Итак... Мухи, мёд, говно и пчёлы Хитросплетения электрики, водоснабжения и канализации. Гирляндочка... Кто кого держит? Уклон, ты хде??? Трубок дивные изгибы. Это-стул. На нём-сидят. Только ли сидят??? Мегагофросифон и топорная (в смысле, вырубленная топором(!!!)) врезка в трубу. Я его слепило, из того, что было... Подстрахуй... Самое интересное, коллеги, что надо всей этой "красотой", на первом этаже недавно ленточки резали и рукоплескали "строителям", реконструировавшим школьный пищеблок. Я, через полгода после сего события, спустившись в подвал, из цензурного произнёс только "Вай, шайтан!!!..."
8 баллов
-
7 баллов
-
О,сколько есть на свете не известного,друг Горацио...
6 баллов
-
Трубы от 1 до 1,5", если стык не надо фиксировать от сильного излома и присутствует весовой баланс вывешенных труб, то применяю не струбцины, с которыми много возни, а вайзгрипы. Варить поворотные стыки мне позволяет приспособа, которую я описывал ранее. Обычно она ездит в машине, в качестве проводов-"прикуривателей". Это-кабель КГхл 1х25 и два трёхсотамперных бронзовых "крокодила" по концам. Для сварки один зажим цепляю на магнитную клемму, а другой-на свариваемую трубу.
5 баллов
-
Добрый день, уважаемые Форумчане! Я начинающий сварщик, пару месяцев назад первый раз в жизни взял в руки сварочный аппарат, пошел учиться. Поэтому прошу воспринимать все сказанное ниже как отзыв абсолютного дилетанта. Тем не менее, возможно, кому-то будет полезным. В общем-то, как только я начал обучаться сварному делу, мне сразу стало интересно что из себя представляет маска-хамелеон, ну и хотелось попробовать на практике, что это вообще такое. Сначала я взял у товарища маску СОЮЗ (не помню маркировку), она мне, в принципе понравилась, однако сразу обратил внимание, что затемнение фильтра не совсем равномерно (тогда еще про оптический класс светофильтра я не имел представления). Затем заказал из Китая картридж за 20$, в котором, естественно, был разочарован (не буду описывать почему). Затем, когда выбирал для себя инвертор, остановился на авроровском аппарате и попутно на сайте у них увидел описание маски SUN 7. Долго колебался, пытался найти отзывы по ней, но ничего кроме "у меня такая есть класс" не находил(( К официальному обзору на сайте особого доверия не было. Ну и, по итогу, я все таки заказал эту маску в одном из интернет магазинов (где доставка вышла дешевле, чем в Евротеке), сегодня я посылку получил. Что хочется сказать. Вообще, в первую очередь, обратил внимание на очень удобное оголовье. У меня голова немножко больше среднего размера, поэтому для меня было важно, чтобы регулировка обхвата была с запасом. На этой маске я без проблем подстроил обхват с учетом надетой банданы. Настроек действительно много. Оптический класс указан на внутренней стороне светофильтра, заявлено, что он 1/2/1/1. На вспышку маска уверенно закрывается. Затемнение равномерное. Равномерность "уходит" только около самых краев. С маской в комплекте идет очень подробная инструкция и дополнительная защитная пластина. Варить пока не пробовал, но как только попробую - обязательно тут отпишу. Ну и, в меру своего невысокого уровня компетенции, постараюсь ответить на ваши вопросы касательно эксплуатации. Прикрепляю пару фоточек. P.S.:Забыл сказать, что переключатели немного отличаются от тех, что описываются в видеообзоре. Все есть на моих фото. P.S.S.:И еще один негативный момент заметил. При поднятии маски, верхняя кромка задевает за макушку головы. Задевает незначительно, опусканию "кивком" не мешает. Пока что не понял, можно ли это исправить регулировками. http://s015.radikal.ru/i332/1411/b2/4ad8df24c9e1.jpghttp://s008.radikal.ru/i305/1411/b2/a283db08c727.jpghttp://s017.radikal.ru/i406/1411/86/356fddfc58b9.jpghttp://s017.radikal.ru/i436/1411/e1/b18fbf18c4c2.jpghttp://s016.radikal.ru/i337/1411/e3/b5655bf2862b.jpghttp://s011.radikal.ru/i318/1411/a4/f89c7f0ada55.jpg4 балла
-
Короче, есть дилер знакомый. Недорого пока. http://s00.yaplakal.com/pics/pics_preview/5/1/1/4349115.jpg Чудеса архитектуры и интерьера 1я "За стеклом" http://s00.yaplakal.com/pics/pics_original/9/2/0/4349029.jpg 2я "длинноруким засранцам" http://s00.yaplakal.com/pics/pics_original/1/3/0/4349031.jpg 3я "выход из фитнесса" http://s00.yaplakal.com/pics/pics_original/9/3/0/4349039.jpg 4я "слалом на колясках" http://s00.yaplakal.com/pics/pics_original/1/4/0/4349041.jpg 5я "зато пить удобно!" http://s00.yaplakal.com/pics/pics_original/4/4/0/4349044.jpg 6я последняя "Креативная электрика" http://s00.yaplakal.com/pics/pics_original/8/4/0/4349048.jpg4 балла
-
Здравствуйте, я - морковь. Просто - морковь. http://s00.yaplakal.com/pics/pics_preview/8/4/9/4347948.jpg4 балла
-
Прибамбас из области - "на коленке". Как обычно прозвучала команда строить, а как и чем в очередной раз не сказали. Все нормальные люди монтируют сендвич вакуумными присосками с ножничных погрузчиков. Но мы не такие нам через пятую точку опоры интересней. Поскольку точить и фрезеровать негде, то струбцинный вариант захвата отпал сразу. Шпилек с трапецеидальной резьбой не накидано под ногами. Сошлись на упрощенном ножничном варианте. Из листа десятки вырезали боковины. Соединили на два валявшихся пальца от растяжек освещения. Губки из 125го уголка. Резина обычная. Остальное профтруба 40*80. Конечно при монтаже возникает неудобство, в переброске чалки и необходимости подержать панель под наклоном градусов в тридцать пока кран ее не уберет. Но лучше нет ничего. Главное неудобство в том что с раскляченных лесов работаем. В общем после первой пробы я еще добавил четыре крючка под страховочные чалки. Мало ли, зима, резина не такая эластичная. Чалки перед установкой скидываются с одной стороны. Так вот и живем!
4 балла
-
Обращайтесь. Хотите из российского арамида, хотите из Кевлара, хотите из Тварона, хотите из Херакрона. Сделать могу все. Кстати Кевлар плохо на свету стоит(ультрафиолет не переносит). Через 6 месяцев теряет на свету примерно 60% прочности. Читал в диссертации из Белоруссии. Лучше российских(Русар, Армос) пока ничего не видел. Выпускаем Российские НШТ сейчас серийно. Примерно по 70-100кг в месяц.
2 балла
-
Очень редко но бывает подстава - в краске фосфор и сера в высоком проценте - смешавшись с металлом это делает его переходным составом, а уже не металлом - сурик доказано раскиляется МР3, вообще не мешает, а вот некоторые эмали созданы для резки металла - вмешав ее в шов можно разбить это молотком.2 балла
-
Новую спецуху выдали. Будет пока что парадно-выходная, на объекты ездить. Главное карманов много, и наколенники есть.
2 балла
-
@drakondima, фонарь, маска, тринога, дверь или полиэтилен??? На что обратить особое внимание? ...дверь в Нарнию или Алиса в стране чудес...?2 балла
-
http://www.youtube.com/watch?v=XMsFbhkA4uc2 балла
-
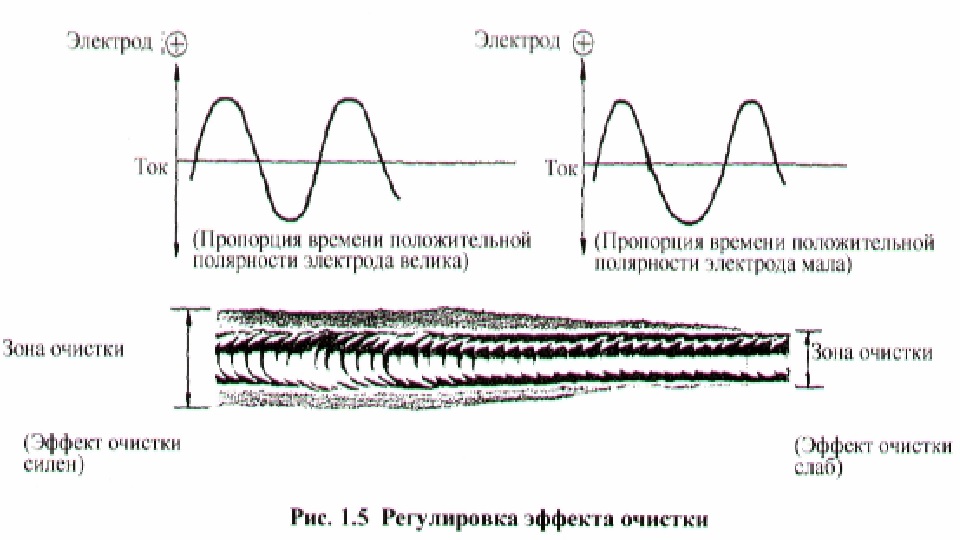
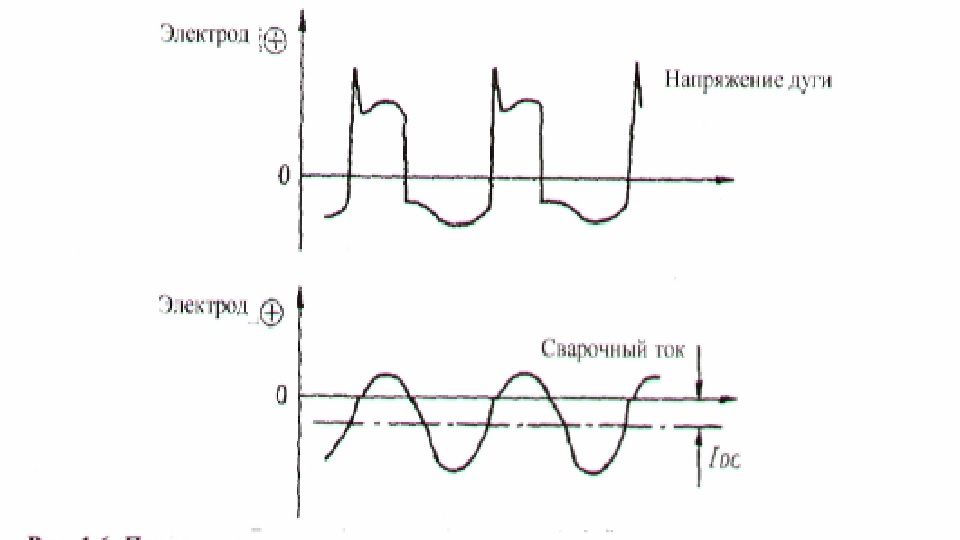
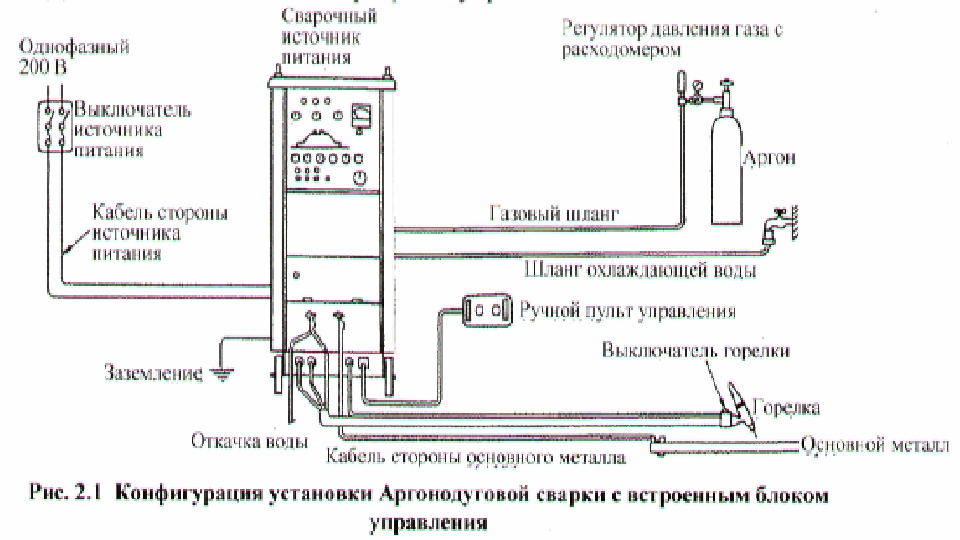
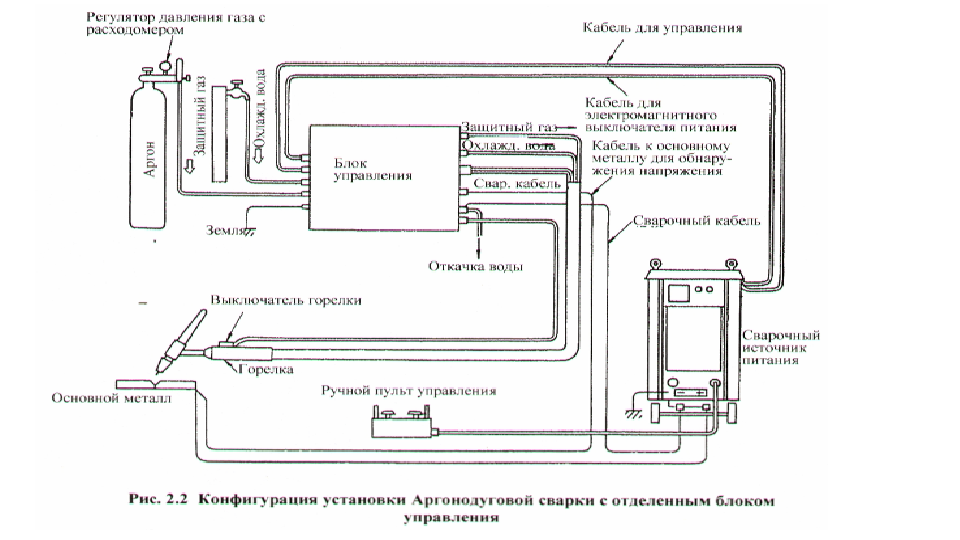
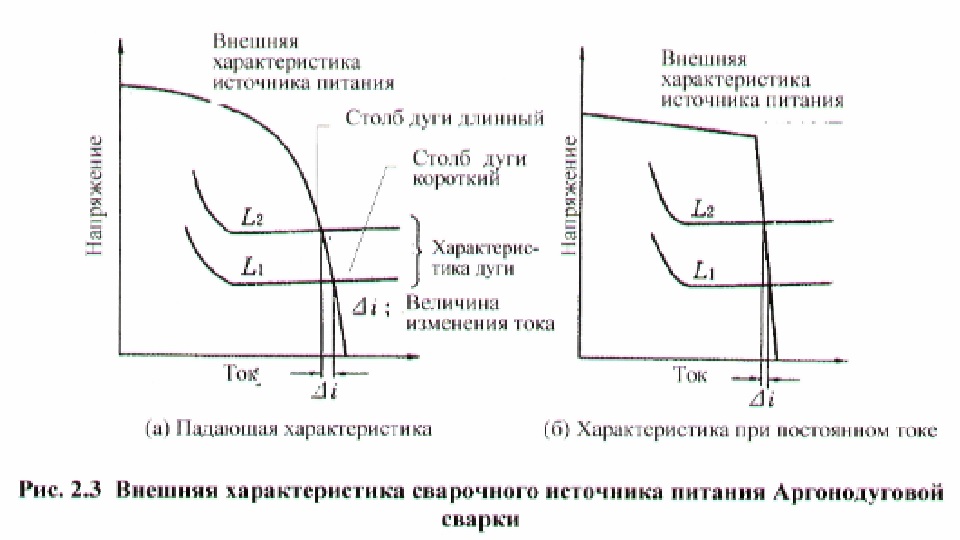
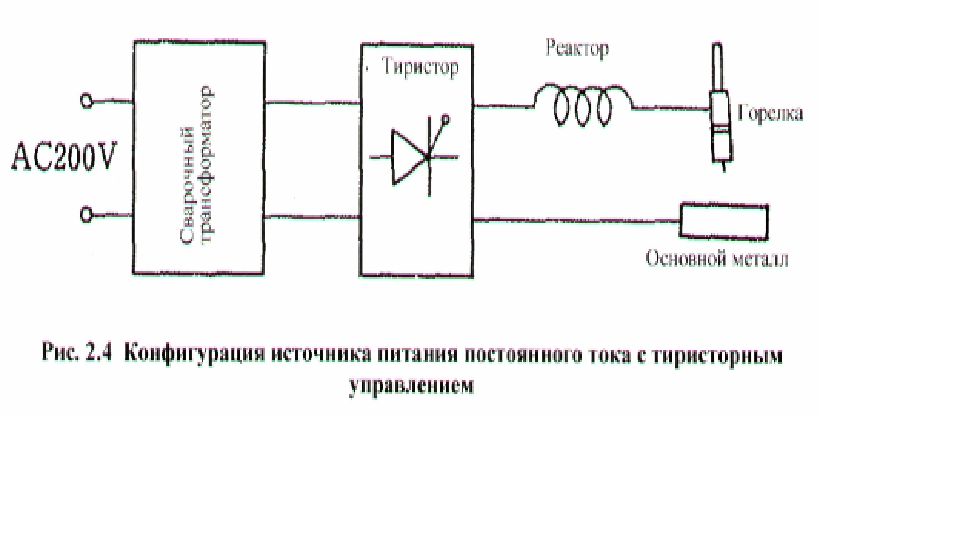
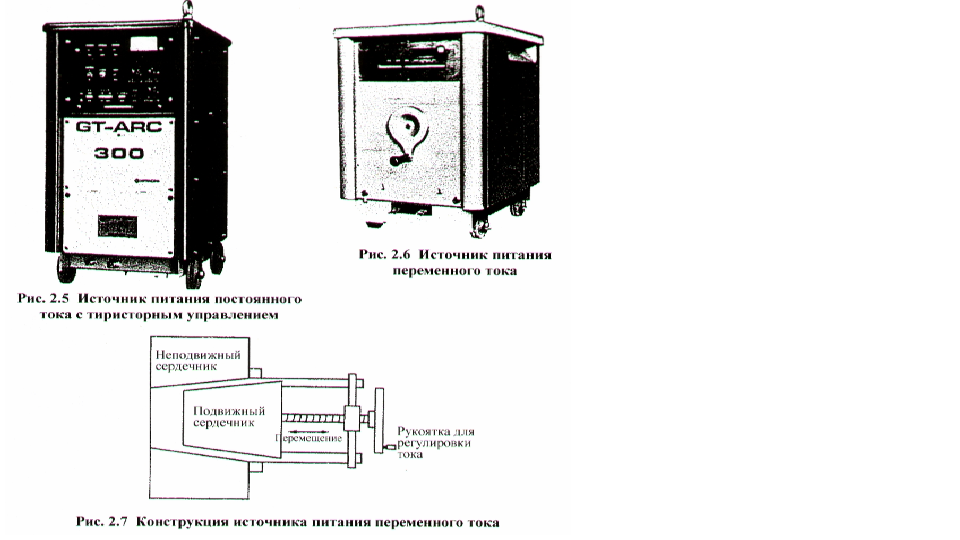
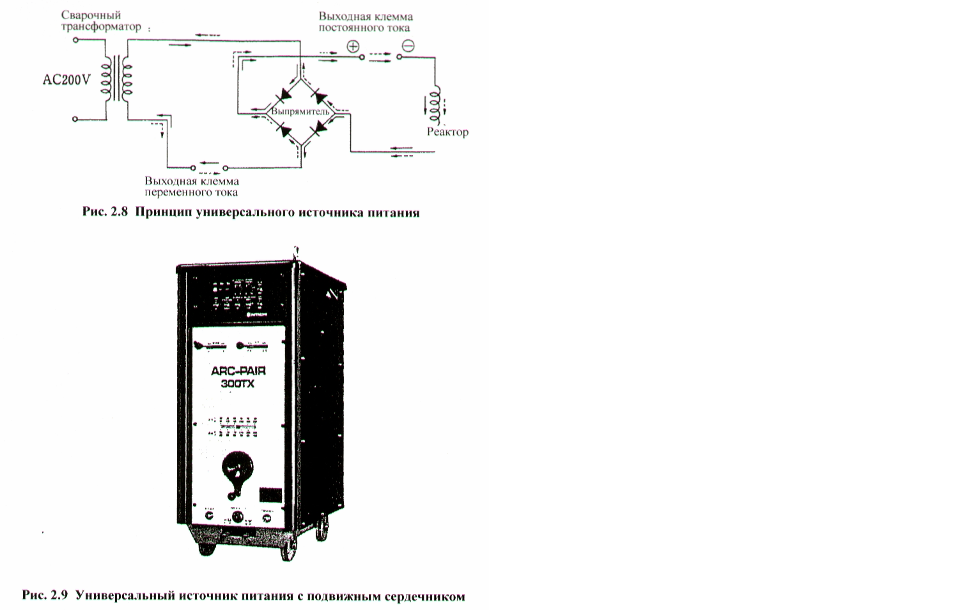
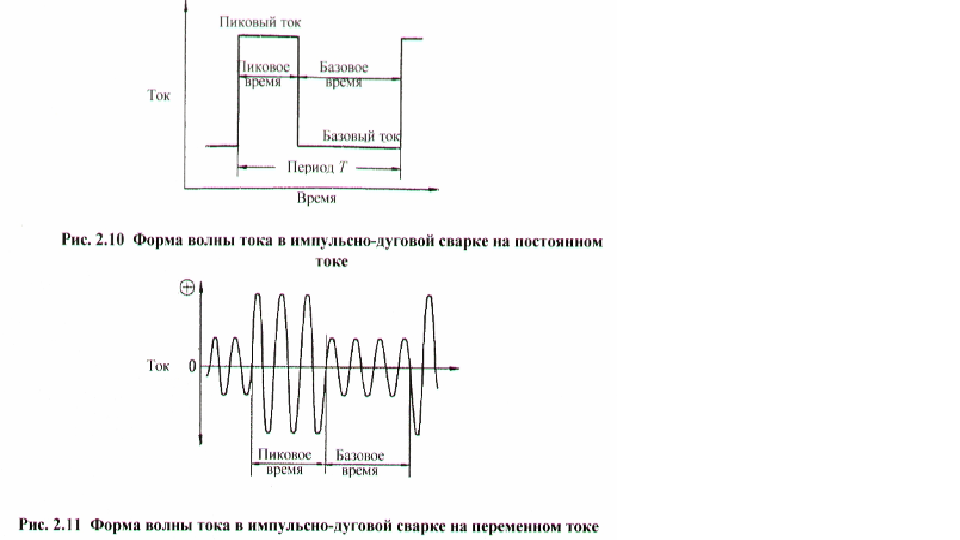
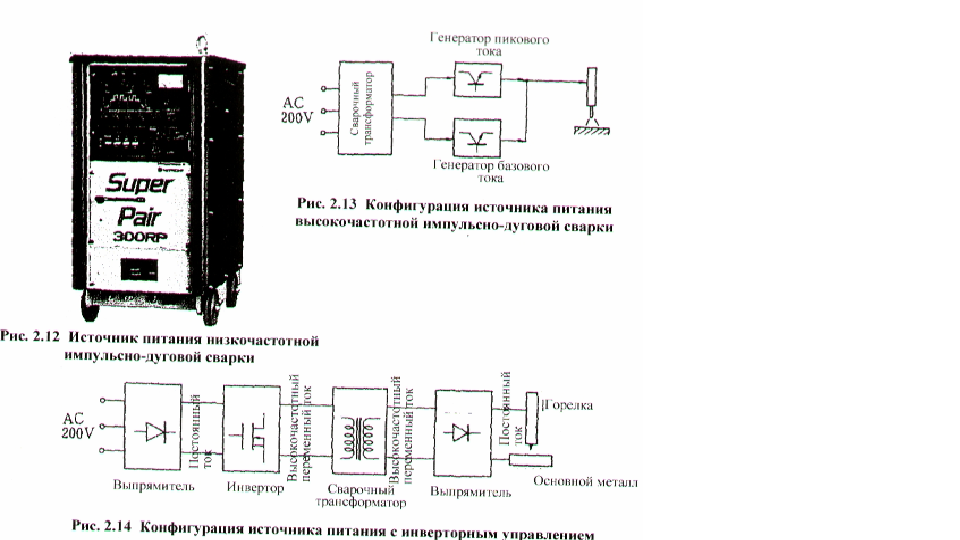
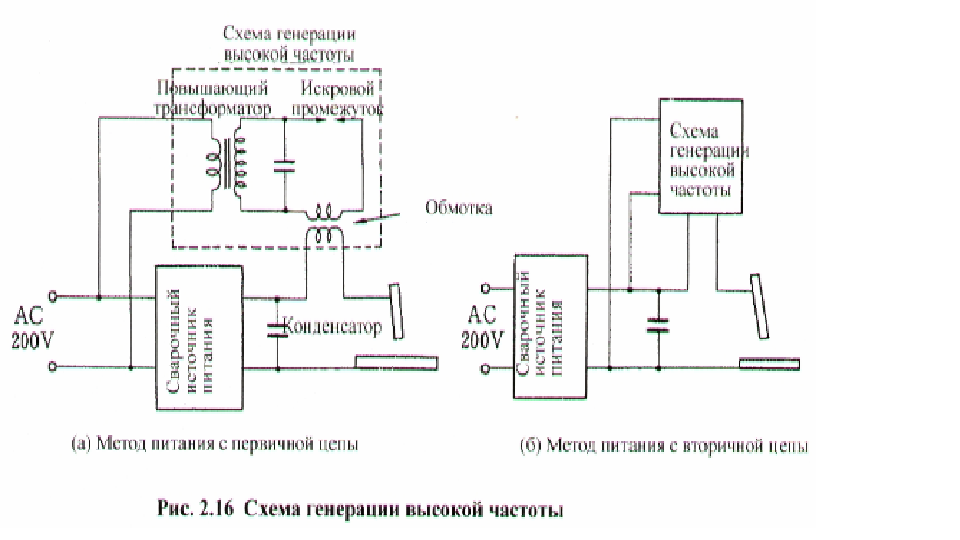
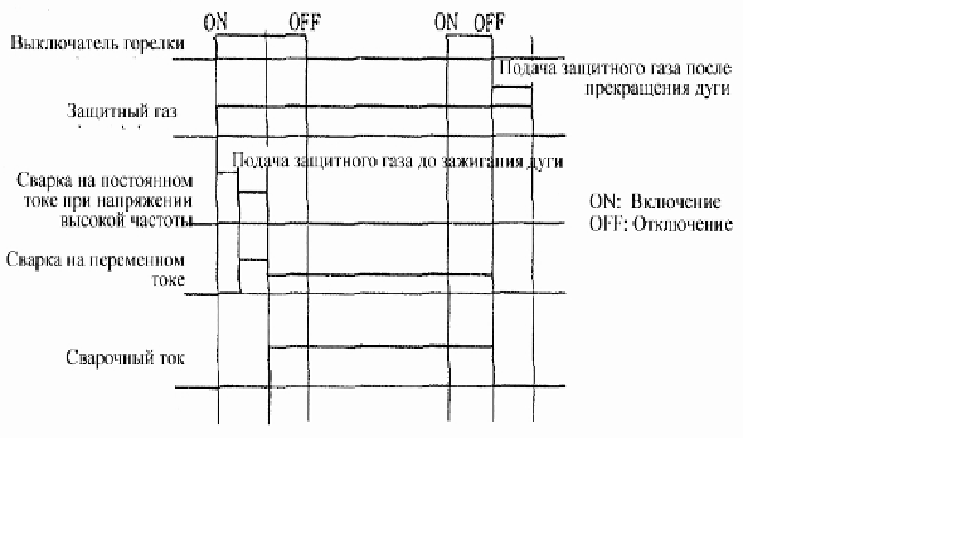
Как представлено на рис. 1.6, в периодах положительной полярности электрода дуга не склонна гореть, напряжение дуги высоко и сварочный ток слаб. Наоборот, в периодах отрицательной полярности электрода дуга склонна гореть, напряжение дуги низко и сварочный ток силен. В результате этого ток положительной полярности электрода и ток отрицательной полярности электрода становятся асимметричными относительно оси абсцисс нулевого уровня. Эта форма волн тока представляется как сложение формы волн переменного тока, симметричной относительно оси абсцисс нулевого уровня, и постоянной составляющей IDC. следовательно, называется неуравновешенным током с включением постоянной составляющей (IDC). Эта тенденция к несимметричности особенно значительна и случае основного металла из алюминиевого сплава. Если в сварочном токе содержится постоянная составляющая, в 1-ной цепи сварочной машины течет сильный ток. Если так и оставить. Этот сильный ток не только повлечет за собой перегрев сварочного трансформатора, но и окажет вредное влияние на допустимый ток сварочного кабеля и вольфрамового электрода, на качество эффекта очистки и на стабильность дуги. Так как на обычных сварочных машинах определяется номинальный ток, коэффициент использования на номинальном токе и т.д. с учетом наличия постоянной составляющей, не требуются специальные меры, поскольку сварочная машина используется в пределах ее технических условий. Однако при сварке алюминиевого сплава и т.д. с использованием обычной сварочной машины в сочетании с нижеприведенной установкой Аргонодуговой сварки, требуется обращать внимание на постоянную составляющую. Хотя простейшим и безопасным методом подавления постоянной составляющей является ограничение используемого тока сварочной машины на 50 - 70% или ниже номинального тока, в некоторых случаях постоянная составляющая устраняется методом, представленным на рис. 1.7. Кроме того, бывают батарейный метод, метод с использованием выпрямителя и т.д., которые в настоящее время почти не используются. УСТАНОВКИ АРГОНОДУГОВОЙ СВАРКИ 2-1 КОНФИГУРАЦИЯ УСТАНОВОК АРГОНОДУГОВОИ СВАРКИ В общем, установки Аргонодуговой сварки состоят из (1) сварочного источника питания, (2) блока управления, содержащего в себе схему генерации высокой частоты, схему управления последовательностью, схему управления защитным газом, реле давления и т.д., (3) сварочной горелки и (4) принадлежностей, содержащих в себе кабели, шланги, регулятор давления газа с расходомером и т.д. Существует два типа блока управления: моноблочного исполнения со сварочным источником питания и отдельного от него исполнения. Обычно в большинстве случаев сварочные машины аргонодуговой сварки моноблочного исполнения с встроенным блоком управления и снабжены разнообразными функциями, поддерживающими автоматизацию Аргонодуговой сварки. Конфигурация сварочного источника питания с встроенным блоком управления представлена па рис. 2,1, а конфигурация с отделенным блоком управления - на рис. 2.2. В случае типа с отделенным блоком управления число кабелей между сварочным источником питания и блоком управления будет больше. 2-2 СВАРОЧНЫЕ ИСТОЧНИКИ ПИТАНИЯ 2-2-1 Внешние характеристики сварочного источника питания аргонодуговой сварки Источники питания, используемые для Аргонодуговой сварки, бывают разными, а также их классификация варьируется в зависимости от ее критерия. Например, если классифицировать по форме волны, можно подразделять источники питания на: ü источник питания постоянного тока, ü источник питания переменного тока, ü универсальный источник питания. ü источник питания для импульсно-дуговой сварки Если классифицировать по методу управления током, можно подразделять на: ü источник питания с подвижным сердечником, ü источник питания с тиристорным управлением, ü источник питания с транзисторным управлением. ü источник питания с инверторным управлением. Однако в любом источнике питания внешняя характеристика, показывающая отношение между выходным током и напряжением, является падающей характеристикой или характеристикой при постоянном токе, как представлено на рис. 2.3. Эти характеристики располагают преимуществом, что при изменении напряжения дуги, то есть длины дуги, сварочный ток меняется лишь незначительно, так что колебание длины дуги вследствие дрожи руки и пр. не так часто будет оказывать вредное влияние на результат сварки. 2-2-2 Источники питания постоянного тока Источники питания постоянного тока подразделяются па источники питания с тиристорным управлением и источники питания с магнитным усилителем (с насыщенным реактором), однако в настоящее время в большинстве случаев применяются источники питания с тиристорным управлением. Источники питания с тиристорным управлением, конфигурация которых представлена на рис. 2.4, не только преобразовывают переменный ток от сети в постоянный ток с помощью тиристора, но и регулируют выходной ток, так что позволяют регулировать сварочный ток с помощью ручки легко и непрерывно. Кроме того, работник может регулировать ток рукояткой, установленной на ручном пульте у себя. На рис. 2.5 представлен пример источников питания постоянного тока с тиристорным управлением. Эти источники питания не только включают в себя блок управления, но и обладают функцией регулировки дугового кратера, функцией таймера активного пятна дуги и т.д. 2-2-3 Источники питания переменного тока Как источники питания переменного тока, кроме источников питания, специализированных на Аргонодуговую сварку, обычно используются источники питания переменного тока для дуговой сварки покрытым электродом, как представлено на рис. 2.6. Эти источники питания не включают в себя блок управления, так что используются в сочетании с блоком управления отделенного типа. Регулировка сварочного тока осуществляется поворотом регулировочной рукоятки, которая расположена па лицевой стороне источника питания и приводит подвижный сердечник в перемещение, как представлено на рис. 2.7. следовательно, не позволяет работнику выполнять регулировку у себя так, как на источнике питания с тиристорным управлением. 2-2-4 Универсальные источники питания Под универсальными источниками питания подразумеваются источники питания, 1 единица которых позволяет совместное применение переменного тока и постоянного тока. Имеются система сочетания источника питания переменного тока с подвижным сердечником с выпрямителем и система тиристорного управления. В большинстве случаев обе системы включают в себя схему управления и схему генерации высокой частоты, которые необходимы для Аргонодуговой сварки, и обладают не только функцией Аргонодуговой сварки, но и функцией дуговой сварки покрытым электродом. В универсальных источниках питания, принцип которых представлен на рис. 2.8, выходные клеммы, используемые при переменном токе и при постоянном токе, отличаются друг от друга, Однако, как представлено на рис. 2.9, имеются только две выходных клеммы источника питания и переключение между ними осуществляется внутри источника питания. 2-2-5 Источники питания импульсно-дуговой сварки Под импульсно-дуговой сваркой подразумевается сварка, при которой силе тока придают изменение по определенным периодам, как представлено на рис. 2.10, и используют источник питания импульсно-дуговой сварки. Импульсно-дуговая сварка может быть произведена на постоянном токе и на переменном токе, и в случае переменного тока амплитуда меняется, как представлено на рис. 2.11. Кроме 4-ого, по частоте импульсно-дуговая сварка подразделяется на следующие 3 вида; (1) Импульс низкой частоты (несколько Гц или менее), (2) Импульс средней частоты (несколько десятков Гц - несколько сотен Гц), (3) Импульс высокой частоты (несколько сотен Гц или более). На рис. 2.12 представлен пример источника питания низкочастотной импульсно-дуговой сварки. При этом источником питания является универсальный источник питания с тиристорным управлением, который позволяет низкочастотную имнульсно-дуговую сварку на постоянном токе и на переменном токе. В большинстве случаев управление током в источниках питания средне -высокочастотной импульсно-дуговой сварки относится к транзисторному управлению, пример их конфигурации представлен на рис 2.13. 2-2-6 Источники питании с инверторным управлением За новейшие типы источника Аргонодуговой сварки принимают источники питания с инверторным управлением. Эти источники питания представляют собой разновидность источников питания с транзисторным управлением, и обладают такой особенностью, как высокой частотой управления и к тому же управление выходом осуществляется на 1-ой цепи сварочного трансформатора. Данные источники питания, конфигурация которых представлена на рис. 2,14, выпрямят переменный ток от сети, преобразуют его в постоянный ток, а затем сформирует инвертором высокочастотный переменный ток и, снова выпрямив его, произведут сварку на переменном токе. В отличие от традиционных источников питания управление током осуществляется на 1-ой цепи сварочного трансформатора. Кроме того, за счет использования высокочастотного трансформатора источники питания обеспечены компактностью и легковесностью, в связи с тем, что частота управления высока, их работоспособность управления током намного улучшается по сравнению с традиционными машинами. Далее, бывают источники питания переменного тока, в которых на выходную клемму, представленную на рис. 2.14, еще установлен инвертор вторичной цепи, чтобы выходной постоянный ток еще раз был преобразован на переменный. Такие источники питания могут дать дуге гореть на переменном токе с прямоугольной формой волны с любой пропорцией полярностей без приложения напряжения высокой частоты. На рис. 2.15 представлен пример источников питания с инвсрторным управлением. По сравнению с традиционными источниками питания с тиристорным управлением эти источники питания легче в 1/5 раза и по объему меньше в 1/4 раза. Однако он включает в себя не только блок управления Аргонодуговой сварки, но и функцию средне-и низкочастотной импульсно-дуговой сварки и Т.Д. 2-3 БЛОКИ УПРАВЛЕНИЯ TIG СВАРКОЙ Пример панели управления универсального инвертерного аппарата AC/DC Итальянской фирмы INE: http://websvarka.ru/talk/uploads/sakhalin_cat/panel/ine.jpg Пример панелей от других источников, скачанные с инета: http://websvarka.ru/talk/uploads/sakhalin_cat/panel/1.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/panel/2.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/panel/3.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/panel/4.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/panel/5.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/panel/6.jpg Блоки (панели) управления установками для сварки ТИГ могут быть, как очень простыми, так и очень сложными с различными функциями. Самый простой блок управления позволяет регулировать только ток сварки. В то время как расход защитного газа настраивается регулятором, вмонтированном в горелку ТИГ. Современные блоки управления позволяют включать защитный газ до зажигания дуги и продолжать его подачу некоторое время после выключение тока сварки. Последнее обеспечивает защиту вольфрамового электрода и остывающей сварочной ванны от воздействия окружающего воздуха. Блоки управления установками для сварки ТИГ могут также обеспечивать контроль нарастания и снижения тока сварки, а также импульсный режим сварки (пульсацию тока). Регулирование времени плавного нарастания тока до номинального уровня при зажигании дуги предохраняет вольфрамовый электрод от разрушения и попадания частичек вольфрама в сварной шов. Регулирование времени плавного снижения тока при окончании сварки предотвращает образование кратера и пористости. 2-3-1 Схема генерации высоких частот При Аргонодуговой сварке вольфрамовые электроды используются как неплавящиеся электроды, так что обычно зажигание дуги осуществляется, не приводя электрод в контакт с основным металлом для защиты электрода oт износа. В связи с этим применяется система, в которой к промежутку между электродом и основным металлом прилагается высокое напряжение высокой частоты, иод наведением которого зажигается дуга. При сварке на постоянном токе, если зажечь дугу, сварочный ток принимает постоянное значение а также дуга приобретает стабильность, так что приложение напряжения высокой частоты осуществляется только при зажигании. Однако при сварке на переменном токе, поскольку повторное зажигание затрудняется при переходе синусоидального переменного тока к положительной полярности электрода, в процессе сварки требуется постоянное приложение напряжения высокой частоты. Однако в случае переменного тока с прямоугольной формой волны в инверторном управлении полярность чередуется мгновенно, что позволяет легкое повторное зажигание, поэтому не требуется приложение напряжения высокой частоты. Генерация напряжения высокой частоты осуществляется методом искрового промежутка, обычный пример которого представлен на рис 2.16. (а) показывает метод, в котором питание к схеме высокой частоты осуществляется с первичной цепи сварочного источника питания, а (б) показывает метод, в котором питание осуществляется с вторичной цепи. Метод (б) больше применяется к сварке на переменном токе, которая постоянно нуждается в приложении напряжения высокой частоты, и позволяет понизить радиопомехи из-за высокой частоты по сравнению с методом (а). 2-3-2 Схема управления защитным газом При зажигании дуги, в случае недостаточной защиты зоны сварки, дуга горит нестабильно и происходит интенсивный износ электрода, поэтому начинают подавать защитный газ за 0,1 - 0,5 сек до запуска дуги. Это действие называется подачей защитного газа до зажигания дуги. Кроме того, если выключают защитный газ одновременно с прекращением дуги, вольфрамовый электрод и ванна расплавленного металла, находящиеся в раскаленном состоянии, подвергаются значительному окислению, что приводит к износу электрода, сварочному дефекту и прочим неисправностям, Чтобы предотвратить это, необходимо продолжать подавать защитный газ в течение 5-30 сек, пока электрод и ванна расплавленного металла не остывают достаточно. Эти два действия контролирует схема, состоящая из электромагнитных клапанов и таймеров. 2-3-3 Реле давления охлаждающей воды В случае использования горелок водяного охлаждения вследствие нехватки подачи охлаждающей воды, ее прекращения и т.д. горелка может перегореть. Чтобы предотвратить это, сконструирована схема управления, которая при снижении давления охлаждающей воды ниже заданного значения прекращает горение дуги с помощью реле давления. При этом следует обращать внимание на то, что эта схема бессильна перед нехваткой подачи, вызванной засорением корпуса горелки или шланга охлаждающей воды. 2-3-4 Схема управления последовательностью Как изложено выше, в качестве схемы управления для Аргонодуговой сварки существуют схема генерации высокой частоты, схема управления защитным газом и т.д., которые осуществляют ряд действий; (1) Нажатием выключателя горелки начнется подаваться защитный газ. будет приложено напряжение высокой частоты, под наведением которого зажжет дуга. (2) В случае сварки на постоянном токе после зажигания дуги напряжение высокой частоты автоматически прекращается, но в случае сварки на переменном токе приложение высокой частоты продолжается и в процессе сварки. (3) Повторным нажатием выключателя горелки дуга прекратится, но защитный газ будет подаваться в течение несколько секунд. Управление этими действиями осуществляет схема управления последовательностью. На рис. 2.17 представлена последовательность основных действий Аргонодуговой сварки. Кроме этого, в зависимости от производимых работ имеются разновидные последовательности, но в любом случае управление действиями осуществляется путем операции выключателя горелки.
2 балла
-
http://www.youtube.com/watch?v=J9b0J29OzAU2 балла
-
2 балла
-
Родительское собрание напоминает сборище секты: все внимательно слушают учителя, потом отдают ему деньги, и задумчиво расходятся в сумерках... http://forum4x4club.ru/uploads/monthly_11_2014/post-11445-0-35935400-1417001735.jpg2 балла
-
Впереди демонтаж старых и установка новых дверей. Прикупил себе кой чего в помощь В планах еще недорогой фрезер. Ну и для природного равновесия жене вытяжку, варочную панель и духовку, а то..)))
2 балла
-
http://cs622124.vk.me/v622124987/af7a/VJ_PspYnZ74.jpg2 балла
-
Микрошлиф сварочного шва попробывал сделать . Для начала АМг-4 толщина 8мм , без разделки , без зазора . Присадка АМг-5 .Интересно посмотреть на свои швы и принять меры !!!!! http://websvarka.ru/talk/public/style_emoticons/default/ohmy.gif
1 балл
-
Я не ради предложения, я для информации пишу. А то где не " погугли" - кругом Кевлар, тварон, Номекс, Пробан... И все классно, все не горит, все просто супер. Мне за Российские товары обидно. Никто о них и не слыхивал.1 балл
-
Мы в маски нашего производства устанавливаем, по пожеланию заказчика, светофильтры балдеровские. Маска наша не становится от этого Спидгласом. Но светофильтр дает большее удобство в ее использовании. Разве это плохо? Или поставим Спидгласс на пьедестал и будем говорить: "Спидгласс наше все! Руки прочь от него со своими потугами сделать что-то свое!". Спидгласс - это ориентир того, к чему надо стремиться. Но не Спидгласом единым .... Как-то так.1 балл
-
Позвольте свои 5 копеек - у 3М и у Оптреля светофильтры производства одной и той же фирмы (Балдер). Посему и качество светофильтра не может быть хуже или лучше (опуская вероятность комплектования светофильтрами разного оптического класса у разных моделей). Получается разница в выборе - это в основном эстетические пристрастия пользователя при покупке.1 балл
-
Господа. значение спидглас в современном мире имхо переоценено. полно щитков не хуже. свидетельство тому видео на просторах ютуб: сварщиков много(в том числе профессионалов), а щитки спидглас попадаются не так часто чтобы о них стоило говорить с придыханием. щитки хорошие, но нельзя сказать что лучшие из лучших. равный из равных -да.1 балл
-
если увеличить чувствительность, то будет осветляться немного позже.1 балл
-
Судя по предпоследнему фото, на Вашей маске есть возможность регулировки "удаления от лица" - перемещения корпуса маски относительно оголовья. Просматриваются отжимные лепестки, которые, видимо, удерживают оголовье в заданном положении. Их (положений) - как правило, 3 - 4.1 балл
-
http://www.youtube.com/watch?v=Obnkjdmpfe8 http://www.youtube.com/watch?v=tzkCOKDXapE1 балл
-
Еще хороша насадка на сопло которая выставляет и угол и вылет пламени\струи для реза, можно опереть на деталь, но самое главное чтобы было видно линию реза (колесики не закрывали обзор) - это убирает дрожь руки, а также если саму насадку опереть на лекало дает прецезионный фигурный рез, либо линеечный раскрой, удлинитель ручки позволяет стоя полувселпую по линейке разделывать листы и прокат, но не продуманная насадка может убить весь процесс. В эргономике рукояток автоматов и пулеметов, а также пистолетов учтено прижатие рабочим хватом при выстреле, на реказке силы и движения совсем другие, ручка должна быть в принципе как на рубанке, т.е фигурно давать себя удобно зажать растянутой полусферой и больше давить на нее не надо - дальше она должна лежать в руке, представляя свободу для любого маневра кисти, еще удобна подлокотная планка - от кисти до локтя планка с обхватами, тогда резак с рукавами держиться рукой, а управляющие движения получаются кистью\пальцами, что иногда очень нужно при фигурных раскроях. Вообще рекомендую при конструкции ручки учитывать анатомию и силы бойцов 18-60 лет, разные росты, комплекции да и вообще разные манеры людей, универсальность как у АК47(74) это очень большие вложения мысли в каждый миллиметр, ну и испытания также должны быть комплексными. http://cs14113.vk.me/c624929/v624929613/ae3b/OmlPLnGkRxw.jpg1 балл
-
каждый преследует свою цель, в данном варианте не исключена игра в "поддавки")1 балл
-
Небольшие опыты с экспериментами.Стальная гайка приварена к алюминию,потом для проверки закручен болт.Не порвало.Намеренно варил "криво".
1 балл
-
Когда хочешь привлечь внимание, но ты пьяный в щи http://www.youtube.com/watch?v=ljE8u69IoPE1 балл
-
У меня есть аналогичный карабин(как на фотке) на сумочке. Раздолбано отверстие в котором оно крутится. Дык я его молотком молотком заузил . И как-то в голову не приходило аргоном его. Из пушки по воробьям. Но если меня будут брать на слабо я сделаю аналогичную штучку воздушно-капельным методом(этакий сварочный 3D принтер) . Будет дизайнерская собачка. http://s020.radikal.ru/i705/1411/ac/883425332a7c.jpg1 балл
-
А это я "набудничал" Хорошим подспорьем послужили магнитные уголки. В ходе работ случалось уронить их на пол. Сколько они цепляют на себя опилок - слов нет . Пытаясь удалить налипший мусор , проклял всё. На глаза попалась щётка (синт.волос) ,попробовал смести ей . Результат превзошёл все ожидания . Не знаю , какая физика вступила в действие , но уголки очитстились начисто .
1 балл
-
А мне такой аромат нравится!
1 балл
-
Легенда мирового автоспорта, двукратный чемпион мира по ралли Вальтер Рёрль прокатил на машине немецкую актрису, певицу и телеведущую Барбару Шёнебергер. Все её чувства и эмоции во время заезда прекрасно видны на лице. http://www.youtube.com/watch?v=DHSeuaoZ-mI http://cs14112.vk.me/c7008/v7008733/1da23/EosNLatNkJs.jpg1 балл
-
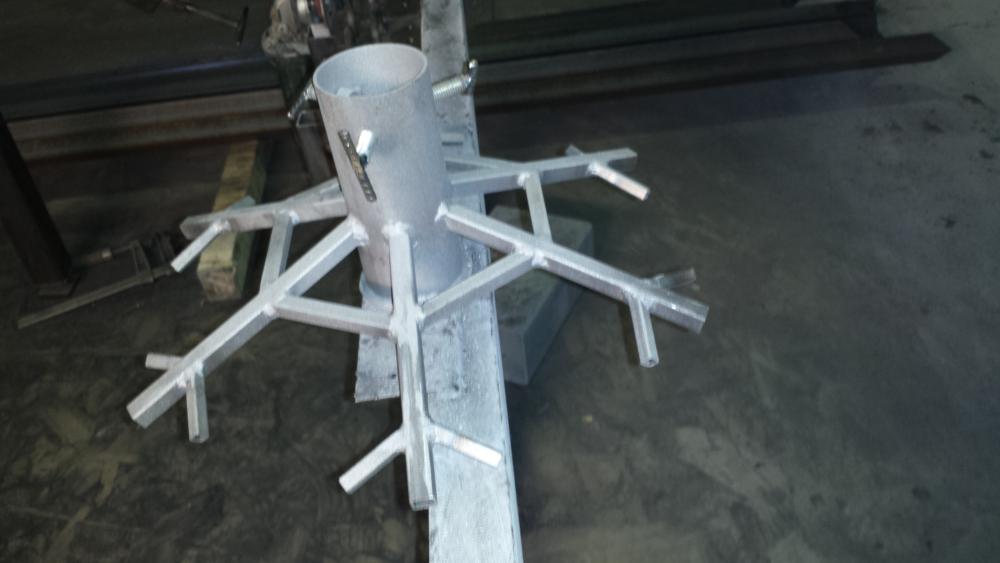
Вот проект для детского садика. У них с прошлого года беда была с подставкой для ёлочки.
1 балл
-
Бесконечная коммунальная рутина... Врезка редуктора и перестановка затвора с электроприводом в блоке водохимочистки газовой котельной. Было и стало. На выезды, как и прежде, со мной ездит чемоданчик с "Авророй": Наступили холода. Сразу полезли недоделки в системах отопления. В одной из сельских школ пришлось дорабатывать систему отопления. На 60 стояков внедрили регулировочные вентили. Где был риск уделать мебель и отделку-варили автогеном: Мобильный пост газосварки: В более убогой обстановке хозпомещений-вовсю пользовали электросварку: Поправили гидравлику и всё пошло, как надо. Эстетику, конечно, поправлять не стали. Пакалодника заподлицо выступает, насяльника...(С) Про "вожжи" радиатора Равшан, к сожалению, ничего не сказал... Вечером сваял десяток электродов для контроля уровня воды в блоке очистки. Примитивнее некуда. Болтики-шайбочки-гаечки-из нержи, из неё же (присадка 308 ф 1,6 мм)-собственно электроды Сварил два прутка и полученный электрод-с болтиком Дюже извиняюсь за "резкость" снимков, сделанных в режиме макросъёмки... Что-то фотик захандрил. . Старый стал, мышей не ловит... Пора менять,значит.
1 балл
-
http://s017.radikal.ru/i424/1411/82/7f3d753a10c8.jpg http://s019.radikal.ru/i631/1411/b0/76f2d3ee9b28.jpg http://s019.radikal.ru/i612/1411/4c/47e487672bb0.gif http://s015.radikal.ru/i331/1411/da/52074f2ce99c.jpg http://s017.radikal.ru/i411/1411/64/1d8e512e75a4.jpg http://s019.radikal.ru/i637/1411/3a/bfa69235db7e.gif1 балл
-
Не много казусов.
1 балл
-
http://www.youtube.com/watch?v=_K9H-fUT1tU1 балл
-
Гараж с подъемником и пескоструйную камеру http://www.dent-line.com/Renfert%20Pictures/BasicClassic.jpg1 балл
-
Вот дай ему 600 рублей и пусть он сварит. Хочет сам, хочет человека пусть наймет. Нее, у раз оно СТОЛЬКО стоит... Тут дырку от сателита на вазовской коробке за 600 рублей варишь ( 30 минут с подогревом) и то жаба потом душит, типа продешевил....1 балл
-
делал вот у шефа загрузочное окно для углярки ,метал уголок 75 основание,обшито 2-кой ,верх крышка уголок 45,метал 1,5,шарниры сьёмные шплинтованные,на всё про всё ушло 2 дня не спеша,проблема тока что метал бу и варить чтобы его чистить надо везде ,что получилось видать на фото
1 балл
-
@morgmail, вот только не надо падать в цене. А вдруг понравится делать с такой скидкой. Упал в цене-потом фиг подымешься. Скорей всего, разгадка проста до банальности. Коль заказчик жадный, то, скорей всего, надыбал пару штоков задёшево, но с маленькой грузоподъёмностью. Впрочем, в этом есть и рациональное зерно. Рама будет меньше страдать при разгрузке с креном.1 балл
-
В свободное от работы время ну никак руки не доходили.Пришлось "не отходя от кассы" организовать процесс.В ход пошло то,что было под рукой,с небольшой доработкой-доделкой.Ящик из под оборудования.Кое-что прилепил,присверлил и готово. Процесс был начат в 9-00 и в 15-30 свернут.Результат В ходе всяких заморочек с этим агрегатом,методом проб,ошибок,изобретений велосипеда и всяких усложнений,пришёл к самой простой и ,на мой взгляд, функциональной конструкции.Из необходимого это труба 70мм (корпус), 1/2" с резьбой на одном конце,муфта с резьбами и мундштук от резака ( с тыльной стороны увеличил отверстие под трубочку,чтобы на неё одевать силиконовый шланг от компрессора).Всё само центруется и функционирует.
1 балл
-
28 я трубка, не бабочкой, просто так. Уже шов. На бабочке обычно шире выходит.
1 балл
-
На проволоку следует нажимать, что бы пружинило, как карамысло дугой, тогда не будет выскакивать из св.ванны. Если Вас будут толкать в огонь, тоже будете выскакивать из него, так и тут, проволока плавится и в шарик, если не плотно прижата к изделию. Так же можно подавать ее под 45 градусов относительно стыка, таким образом меньше идет Отжиг ее горящей дугой в направлении стыка. А вообще лучше всего капать на тонких металлах и скорость. Иглу выставлять коротко мм 2-3 из сопла, проволоку держать, конец ее всегда в зоне сопла и капать в Св ванну. Такой способ ведет к наименьшему нагреву металла, что облегчает сварку и менее деформирует его. И еще раз добавлю, не забывайте пассатижи носить с собой, Откусывайте горелые концы перед каждой прихваткой, а так же сваркой. Эта Фишка еще не раз Вам принесет качество и воспоминание обо мне :-)1 балл
-
Я так полагаю, что маркером отмечено место где можно делать контроль? А последнее изображение не понял...похоже правая деталь с односторонней разделкой притыкается к левой , которая без разделки (не помню узел сварки)
1 балл
-
Сливное отверстие четырёхсотлитрового металлического бака ДАФа.
1 балл