Лидеры




Популярный контент
Показан контент с высокой репутацией 27.11.2014 во всех областях
-
Монтажно-шабашный набор,гроверс проходит боевое крещение,очень им доволен.
 8 баллов
8 баллов -
Решил создать эту тему для более подробного обсуждения всего что связано с изготовлением и монтажом перил,поручней и ограждений из нержавейки.Сегодня я расскажу о самом главном, на мой взгляд,процессе-креплении стоек к полу.После различных вариаций я выбрал данную схему из-за простоты,надежности и относительной дешивизны.Итак:Коронкой на 39 высверливаем отверстия глубиной 5-6см.Я работаю на деревянных ступеньках поэтому коронка на дрели для дерева.По керамике лежит рядом,ей сверлят постоянно поливая водой,если не перегревать то хватает довольно на долго.Далее перфоратором со сверлом на 16 заглубляем отверстие ровно по центру высверловки,диаметр бура зависит от диаметра хвостовика закладной.Далее разводим эпоксидку и добовляя песок доводим до конститенции густой сметаны,заливаем в отверстие,ставляем закладную и одеваем на нее стойку Кол-во эпоксидки надо подобрать так чтобы не вылезло много наружу,а то оттирать трудновато.Потом подставляя кирпичи или что то похожее с помощью уровня выставляем и оставляем застывать сутки.Если сроки поджимают то вместо эпоксидки можно использовать полиэфирную смолу с отвердителем и термофен.Продолжение следует. http://websvarka.ru/talk/uploads/monthly_11_2014/msg-9592-0-55806300-1416074149_thumb.jpghttp://websvarka.ru/talk/uploads/monthly_11_2014/msg-9592-0-57838500-1416074213_thumb.jpghttp://websvarka.ru/talk/uploads/monthly_11_2014/msg-9592-0-61156100-1416074072_thumb.jpghttp://websvarka.ru/talk/uploads/monthly_11_2014/msg-9592-0-59083100-1416074264_thumb.jpghttp://websvarka.ru/talk/uploads/monthly_11_2014/msg-9592-0-53949500-1416074324_thumb.jpg
7 баллов
-
Изготовление и замена монтажной плиты седельно-сцепного устройства а/м Фредлайнер. изготовлены новые опоры седла, плита - 20мм., подкладки опор - 20мм.
5 баллов
-
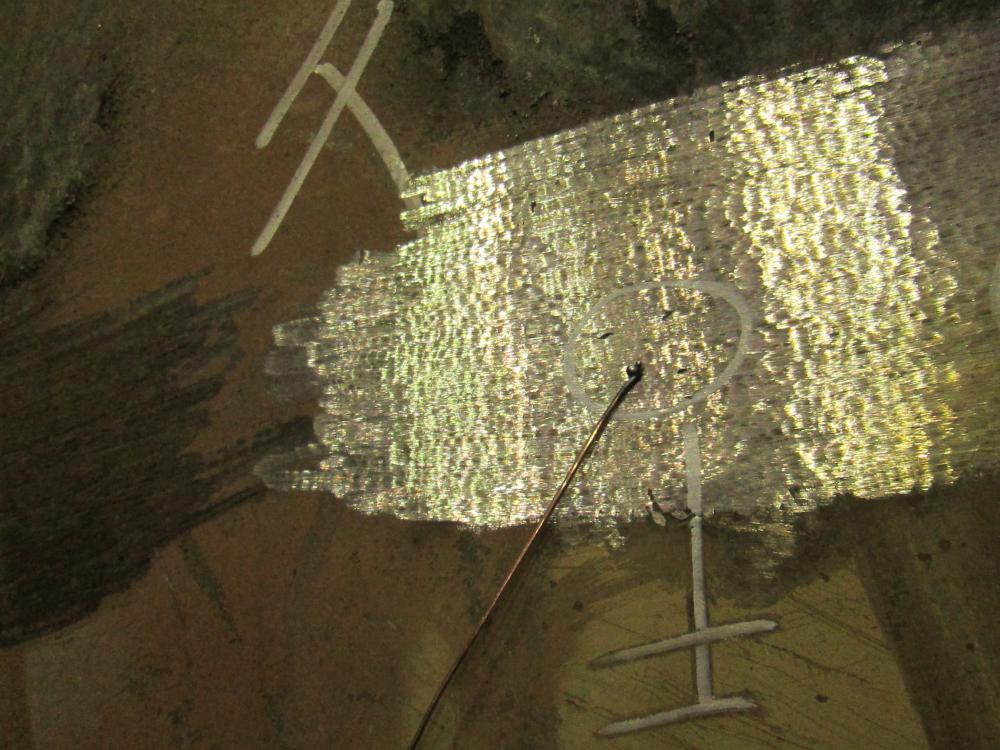
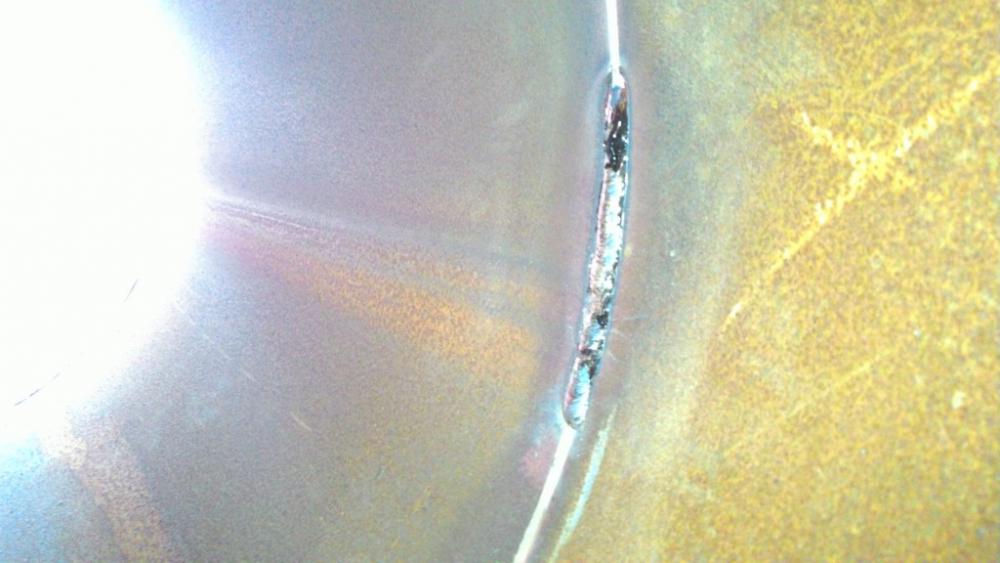
Там маркером написано, что после доустановки на конструкцию двух бульб и двух книц, эти детали оказались по некоторым причинам заварены только в потолочном положении и неплохо бы в ближайшее время (т.е. вчера) заварить означенные детали с др. стороны. Что и было сделано Вашим косолапым знакомым: А это заметки на полях для общего понимания проблемы: На фото для масштаба проволока диаметром 1,2 мм.
4 балла
-
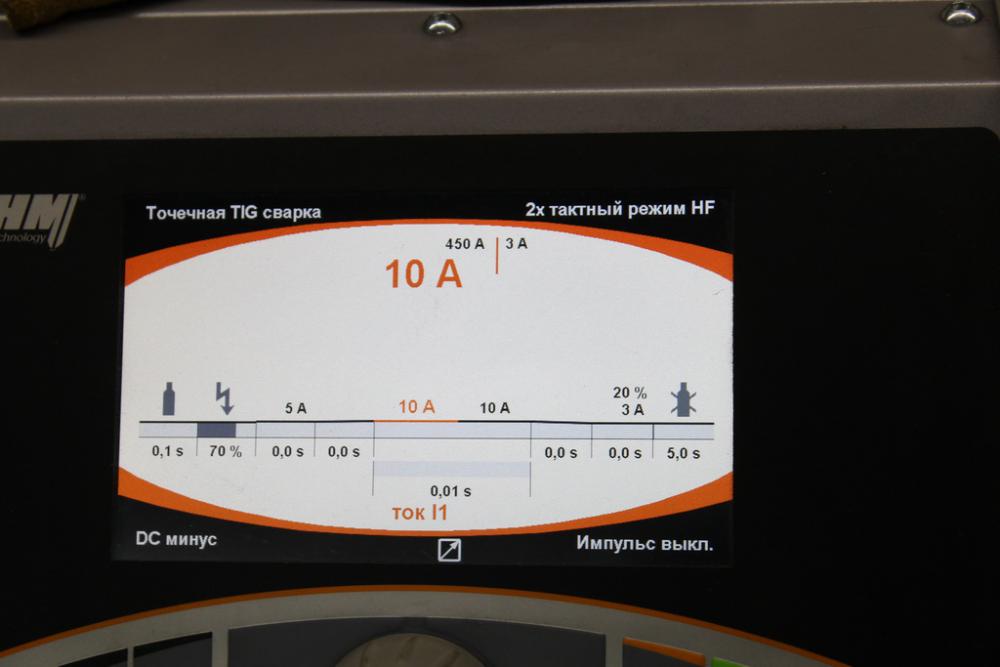
Тема моя немного "затухла" поэтому иногда буду публиковать интересные приемы сварки и особенности работы оборудования REHM «Умное» управление зажиганием (ICS) Благодаря передовому процессорному управлению как при высокочастотном бесконтактном зажигании (HF), так и при контактном зажигании (Lift-Arc), осуществляется оптимальная настройка необходимой энергии для зажигания дуги. Быстро и просто, независимо от используемых вольфрамовых электродов, ICS устанавливает стабильную электрическую дугу и сохраняет как рабочую заготовку, так и электроды. При необходимости возможна индивидуальная настройка энергии зажигания. Например — уменьшать энергию розжига при работе с тонким материалом или на кромках заготовки, или увеличивать энергию розжига при использовании длинных шланг-пакетов. Также на оборудовании INVERTIG.PRO AC/DC применяется функция усиленного зажигания дуги при установлении энергии розжига от 90% (REHM Power Ignition), которая обеспечивает исключительно надежное зажигание даже в самых сложных условиях, при сильном износе вольфрамового электрода или при использовании газовых смесей с высоким содержанием гелия. На фото пластина из нержавейки 0,2 мм, ток 10 А, время сварки 0,01 с. Меняли энергию поджига дуги 10%, 20%, 30% ...80% видно как изменяется прожог с увеличением энергии поджига дуги.Жалуйтесь, ругайте, восхищайтесь. Может кто-то пользовался подобными вещами у других брендов оборудования?
4 балла
-
@демонстратор,А это "дуглас" не rehm конечно, но в 90-х работал по кузовщине. Все настройки в (попугаях), варил от 0.8 - 4 мм. настройки никогда не менял. Лопату при...ть пойдет.
4 балла
-
Спасибо Вам друзья за поздравления и добрые слова! Жалко только что не смогу собрать вас за праздничным столом(((4 балла
-
A А всё гораздо проще. Надо было потратить некоторое время чтоб нагреть её до бордового цвета, например с помощью кровельной горелки и по бордовому цвету варить малым током. Или положить на газовую плитку и не выключая плитки варить. Главное чтоб бордовая она была полностью и до окончания процесса ремонта. И всё бы получилось с первого раза.4 балла
-
Прибамбас из области - "на коленке". Как обычно прозвучала команда строить, а как и чем в очередной раз не сказали. Все нормальные люди монтируют сендвич вакуумными присосками с ножничных погрузчиков. Но мы не такие нам через пятую точку опоры интересней. Поскольку точить и фрезеровать негде, то струбцинный вариант захвата отпал сразу. Шпилек с трапецеидальной резьбой не накидано под ногами. Сошлись на упрощенном ножничном варианте. Из листа десятки вырезали боковины. Соединили на два валявшихся пальца от растяжек освещения. Губки из 125го уголка. Резина обычная. Остальное профтруба 40*80. Конечно при монтаже возникает неудобство, в переброске чалки и необходимости подержать панель под наклоном градусов в тридцать пока кран ее не уберет. Но лучше нет ничего. Главное неудобство в том что с раскляченных лесов работаем. В общем после первой пробы я еще добавил четыре крючка под страховочные чалки. Мало ли, зима, резина не такая эластичная. Чалки перед установкой скидываются с одной стороны. Так вот и живем!
4 балла
-
Есть пневматический зачистной молоток, угловая машинка, борфреза - не умеешь варить, научишься чистить. Всё остальное сделают рубщики. Любой шов, в том числе и после трактора, будет продефектован условными знаками (осмотрен, подварен, ещё раз зачищен, подварен, зачищен - иногда по 3-4 раза), после устранения замечаний по швам и поверхностям конструкция будет отправлена на дробеструйку, после чего загрунтована и окрашена в три слоя краски на эпоксидной основе. Морская вода не шутка, потому толщину слоёв ещё и промерят. Что касается интереса, то максимум несколько часов. Пока идёшь от Отдела Кадров до Администрации Цеха, получаешь спец. одежду и вводный инструктаж по ПДД, ТБ, ПБ. А дальше проза: вот тачка и вилы... э-э-э... аппарат и конструкция - закончишь, получишь новое задание. Если будешь хорошо работать - научат варить.
4 балла
-
Здрв. от150 р см в зависимсти ат слжнсти. пжлст3 балла
-
Небольшие опыты с экспериментами.Стальная гайка приварена к алюминию,потом для проверки закручен болт.Не порвало.Намеренно варил "криво".
3 балла
-
@Вячеслав Kemppi, в должности Демона около двух лет, начинал с менеджера, сейчас получается совмещаю несколько должностей, я и демонстратор и менеджер отвечающий за развитие бренда да еще и в добавок сервис инженер. Всего в отрасли работаю 5 лет. Из плюсов, то мне нравятся наличие командировок (хотя не все). За два года успел объездить большое количество городов нашей необъятной, в некоторых задерживаюсь на несколько дней + регулярные поездки за границу. Я технарь и по образованию и по образу жизни и мне нравятся все машины, сварочные аппараты и все что связано с техникой и мне интересно работать. Из еще плюсов еще то, что появилось огромное количество знакомых и друзей в разных городах, и иногда когда я оказываюсь в другом городе я могу с ними встретится и не всегда в рабочей обстановки, вообще тема наличия большого количества связей и знакомств очень интересна3 балла
-
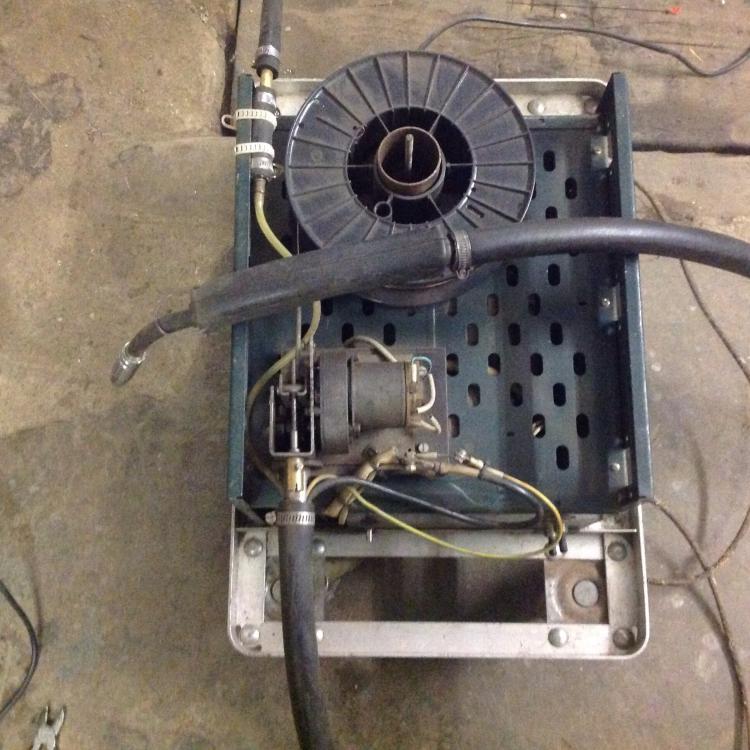
Что бы темы не плодить, выложу сюда. Сварочник не мой, коллега по работе купил для прихваток. Основной его профиль деятельности бетон. Потому он и не нацеливался на что то серьезное. Думаю все видели подобные в магазинах. Названия разные, но всегда он выделяется размерами из общей массы. Побаловался есабовскими основными и рутиловыми. Варит для своей цены, веса и размера нормально.
3 балла
-
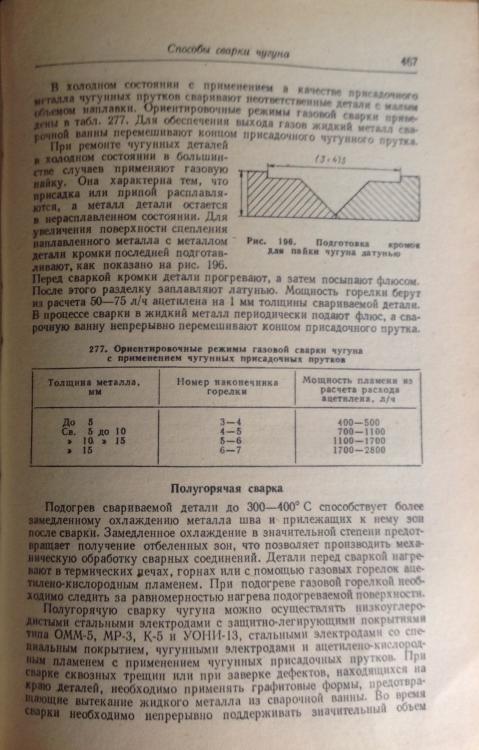
Я вообще не помню на вскидку какая там положена скорость охлаждения чугуна, в гр.\час, но когда работал в литейном блоки отжигали в печи двое суток. С вечера до утра и целый день грели, потом ночь и полдня они остывали. Скорость нагрева и охлаждения показометр писал, и если слишком быстро- всегда печник был виноват. Если были дефектные и надо было варить- доставали после нагрева, подваривали и на ночь в печку. Отбела тогда нет. При 600(+-, не помню) гр и медленном охлаждении белый чугун превращается в серый. А при быстром-серый в белый. Потому при сварке надо либо не дать ему нагреться до температуры превращения, либо поддерживать малую скорость охлаждения. По рабоче-крестьянски как то так2 балла
-
@демонстратор,Спасибо! Ну если надумаю то возьму GROVERS MIG-160. Он мне нравится.
2 балла
-
@валера1963,по ржавчине никакой хорошо варить не будет,может ее убирать,не пробовали?2 балла
-
Работаю в Kemppi. В гараже стоит fubag....тсссс! а то уволят Выбирал выбирал. думал НЕМЦА куплю. КАЧЕСТВО же. Как же я ошибся. Нет, аппарат варит приемлемо. И сослужил мне незаменимую службу. Но! но он такой капризный. Ржавчина- беда всей сварки, но , мне показалось, что это совсем непреодолимая преграда для фубага. Было сложно, но я собрал свою машину! Есть тема на форуме бмвклуб. Если интересно кому-то, как все это было,то могу поделиться ссылкой . А пока вот фотка рабочего момента . http://cs411916.vk.me/v411916204/1898/A40cjZ9ylEE.jpg2 балла
-
Доброго времени суток, друзья. Еще немного о нашей фирме: мы клиентоориентированы. И так же поддерживаем связь с любыми сотрудниками фирмы-партнера ( именно партнера!) . И даем консультации всем, независимо от от должности- будь это главный инженер с техническим вопросом или же у простого сварщика возник вопрос по настройке аппарата. И все это бесплатно . Так же кроме демонстраций , мы выезжаем на пусконаладку. Что для кого-то может быть более важным чем демонстрация. И вот тогда, подключив аппарат, мы простым языком объясняем людям, которым придется работать на аппаратах, как и что работает. Ну и между делом ,в процессе, можно и руку "поставить" сварщику советом. А дальше только практика. ----- Сегодня на планерке задал вопрос начальству по поводу возможности дать аппарат в прокат. Если есть в этом необходимость. Мы может предоставить одну единицу техники на МЕСЯЦ! И тогда даже самый требовательный партнер сможет разобраться подходит ему аппарат или нет. ---- Ну что, коллеги-сварщики-инженеры-директора, находящиеся в пфо, вы все еще не хотите встретиться ?2 балла
-
Ну да надо же покупку испытать. А вот одна из моих курток, в этой пуговицы вместе с крючками.
2 балла
-
Родительское собрание напоминает сборище секты: все внимательно слушают учителя, потом отдают ему деньги, и задумчиво расходятся в сумерках... http://forum4x4club.ru/uploads/monthly_11_2014/post-11445-0-35935400-1417001735.jpg2 балла
-
@Вячеслав Kemppi, Правильно поставленный процесс - не дать манагеру завалить всю посевную демонстрацию, не знаю тех грамотность твоих торгашей но мои реально на соплях поскальзываются ( им только глину ногами толочь в тех плане допустимо)), посему звонит сначала манагер ,угадай кому? -снабженцу )) они там договариваются на своем птичьем языке и (важно так) тебе говорят мы договорились о твоей демо !! ( тревожный звоночек колокол уже звонит ?))) Ты говоришь - ок , и перезваниваешь технарям ( Г.С. , Г.мех. Г.технолог и тд)этого предприятия - утрясаешь все детали и формат встречи . А главное - ты приезжаешь, не к ним на работу . Ты приезжаешь к себе на работу на их предприятии , и решаешь не их проблемы , а ваши общие задачи.2 балла
-
Может пригодится кому.
2 балла
-
@swarnoy_23rus, за котёл лучше не беритесь. Про моим предположениям у опытного "чугунщика" такая работа получится 50/50. Если человек плотно не занимался чугуном, это 99 из ста- неудача. Чугун кромн того что требует строгого соблюдения технологии, нужно ещё и "чувствовать". Это на самом деле так, и приходит (или не приходит) только с опытом, первоначально этот опыт чаще всего неудачный.2 балла
-
Здравствуйте, коллеги! Здравствуйте, товарищи так или иначе связанные с сварочным производством. Я пролистал страницы тем в курилке и такой темы вроде как нет. Меня зовут Вячеслав. Мне 23 года. Отучился я на техника-технолога сварочного производства. И за свою не долгую карьеру уже поработал на разных производствах, стройках. Есть, хоть и не большой , опыт во многих видах сварки. Но рассказывать о себе нужно в другой теме . Тут же я хотел бы поговорить о конкретном. О демонстраторах сварочного оборудования. Как сказал мне старший коллега- о демонах сварочного оборудования! Мы не продавцы, которые знают о сварке только по собственным брошюрам, мы- люди , знающие это дело изнутри! (ну я пока только учусь знать ). Наверняка на этом большом форуме такие люди имеются. Я совсем не давно стал демоном. У меня куча вопросов и многое не ясно, а где-то я просто не уверен и чувствую себя не комфортно. Тут нет конкурентов , тут мы не пытаемся быть лучше другого и отнять клиентов. Тут мы делимся опытом, обсуждаем что-либо, ведем светские беседы о новинках и многое другое. Хорошего дня, друзья! http://cs623727.vk.me/v623727329/acba/hA2coPkRJ0Q.jpg1 балл
-
@Sakhalin_Cat,Так просто для опыта.Не пробуя,не получится.Я некоторые моменты для себя прояснил,можно двигаться дальше.1 балл
-
@sergey_61rus, вечер добрый. Тружусь совсем не долго- месяца 3.Из которых: 1 месяц я просто читал инструкции к аппаратам, пробовал функции в деле. Сейчас, немного освоившись , решил, что нужно взяться за сварочные технологии, т.е. поднять свое техническое образование на должный уровень. Но самообразование не больно-то и оплачивается. Важен результат. Поэтому не стоит расслабляться и забывать про самое ненавистное мне- телефонные звонки. Очень нравится идея путешествия, хотя пассажиром ездить куда притянее ( сам я мотоциклист и стоять в пробках не привык) . Но командировка- уже результат. А результата еще нужно добиться . ну а Вы, Сергей, давно являетесь демонстратором ? Как Вам работается?1 балл
-
Для (любителей) чугуна.
1 балл
-
@валера1963, Нормальная техника.1 балл
-
Очень хорошо запомнил слова своего бригадира- СНИМИ ТЫ ЭТОТ ПОЯС! ОН МЕШАЕТ. НУЖНО СПЕШИТЬ! (кричал он задрав голову и глядя на меня, идущего по тонкой балке на высоте 11 метров. )... и это , к сожалению, норма. http://cs413031.vk.me/v413031204/36f3/CPBsrSSkoi8.jpg1 балл
-
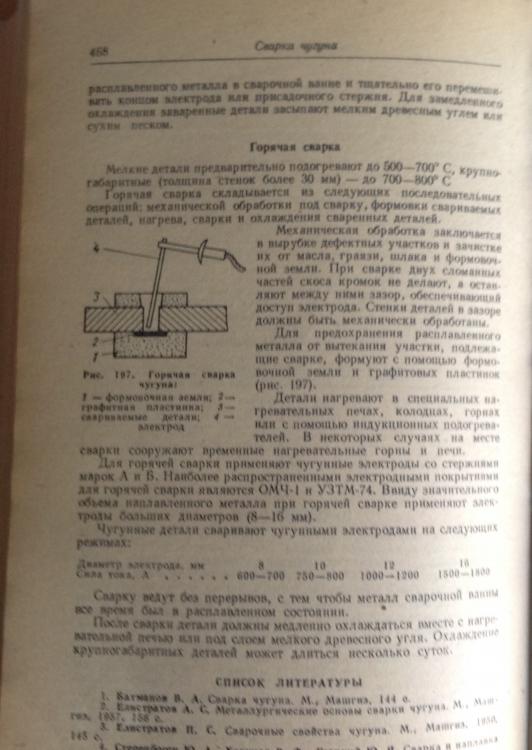
С большой вероятностью после такой рацухи крышку в металлолом или в музей "Хитрости и смекалки". Крышки электродвигателей не только удерживают, но и центрируют ротор относительно статора. У них есть две соосные базовые поверхности, которые выполяются на токарном станке за один установ с достаточно высокой точностью. В данном случае оси этих поясков наверняка "поплыли", и окружности деформировались. И уж если вставлять такие большие фрагменты из стали - почему бы не пойти дальше и сделать крышку полностью из стали (сборно-сварную), потом на станок, проточить посадочные. И электроды на "1500 тысяч" останутся.
1 балл
-
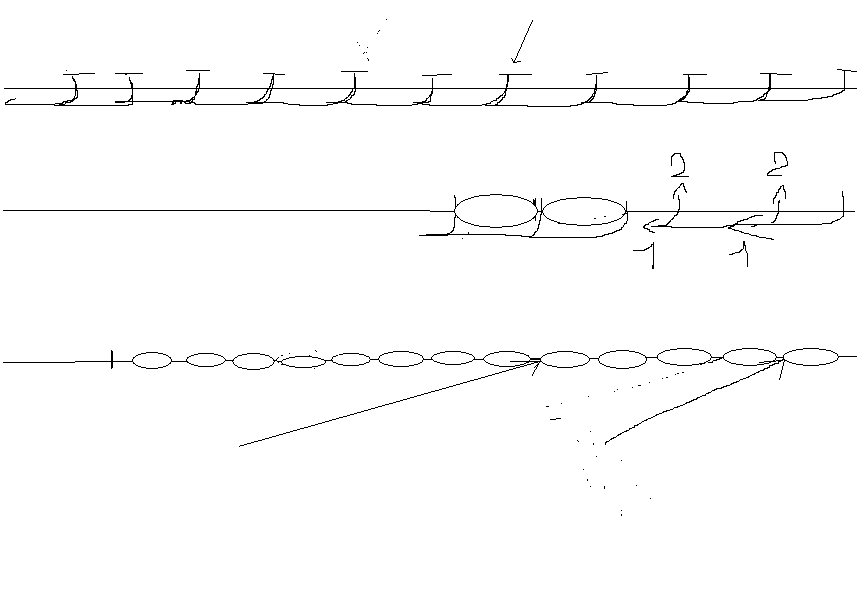
Ничего нового. @Павел20181927, на Вашей схеме должно быть примерно в пять (как минимум) раз больше "овалов". Но если уж так хочется: 1; 2-4; 3-5; 5-2; 3-4; 1,5 -2; 1,5 - 3; 1,5 - 4; 1,5 - 5; и т.п.1 балл
-
Впереди демонтаж старых и установка новых дверей. Прикупил себе кой чего в помощь В планах еще недорогой фрезер. Ну и для природного равновесия жене вытяжку, варочную панель и духовку, а то..)))
1 балл
-
Культурная столица - не хухры-мухры!
1 балл
-
@Вячеслав Kemppi, при любом раскладе, самое ценное что у вас сейчас есть на данной работе - это опыт. В свое время работал за копейки, потому, что опыт был дороже. Как почувствуете, что не получаете ни чего нового на работе - ищите что-то новое или устраивайте революцию1 балл
-
У меня есть аналогичный карабин(как на фотке) на сумочке. Раздолбано отверстие в котором оно крутится. Дык я его молотком молотком заузил . И как-то в голову не приходило аргоном его. Из пушки по воробьям. Но если меня будут брать на слабо я сделаю аналогичную штучку воздушно-капельным методом(этакий сварочный 3D принтер) . Будет дизайнерская собачка. http://s020.radikal.ru/i705/1411/ac/883425332a7c.jpg1 балл
-
-Дядька, не тесно? -В плечах немножко жмёт,.. а с какой целью интересуешься? -Говорят, что у вас в судостроении тесно. -Не-Ет, нормально!...
1 балл
-
Толщина пластины 2мм,для сварки пришлось мостить охлаждение детали.1 балл
-
@Павел20181927, Вы, подобно многим товарищам, путаете термины "деформация" и "напряжения". Это совершенно разные вещи. Деформации конструкции возникают под действием сварочных напряжений. Толстостенная конструкция является жёсткой и под действием внутренних напряжений не деформируется, поэтому напряжения накапливаются внутри конструкции. Опасны они тем, что при нагружении детали рабочей нагрузкой сварочные напряжения суммируются с напряжениями, вызванными нагружением и деталь может выйти из строя. Поэтому применяют различные методы снятия напряжений (термичка, предварительное нагружение, вибрационные методы и т. д.). Тонкостенная конструкция менее жёсткая, чем толстостенная, поэтому напряжения, возникающие после сварки сразу вызывают деформацию и, соответственно, релаксируют. Греть деформированную конструкцию - бесполезно, так как напряжений в ней уже нет, они перешли в деформацию. Бороться с деформациями нужно увеличением общей жёсткости конструкции (дополнительные рёбра жёсткости и т. д.). Исправлять деформацию можно , принимая в расчёт продольную и поперечную усадку сварных швов (сварной шов при остывании укорачивается и немного уменьшается в размерах по сечению). Для устранения деформаций, вызванных усадкой сварного шва, нужно шов обратно "растянуть", как вариант проковав его.1 балл
-
Вот проект для детского садика. У них с прошлого года беда была с подставкой для ёлочки.
1 балл
-
Добрый день! Меня зовут Вячеслав. Лет мне 23 и 90% двадцать четвертого По образованию техник-технолог сварочного производства. Отучился. Начал работать. Работал разными видами сварки. Поэтому представление "что есть что" у меня имеется. Молод и опыт пока еще только коплю. Стараюсь постоянно развиваться в этом направление. Читаю книги, изучаю форумы. Сейчас работаю демонстратором в компании "Премьера" , которая в свою очередь является генеральным представителем Kemppi в приволжском округе (ПФО). Очень интересная работа. Интересно знакомство с предприятиями и технологиями сварочными . Но пока испытываю трудности в заключение таких вот встреч. Люди воспринимают меня , как продавца , коим я не являюсь ! Ну и собственно рад буду ответить на ваши вопросы по оборудованию Kemppi . Создал для этого тему в разделе "доска объявлений". Так же рад буду личному общению. И если вы инженер на предприятии или знаете таковых, то мы всегда сможем договориться о встрече для демонстрации возможностей Kemppi в ваших условиях А вот так я выгляжу. Сфоткался "типа работаю " http://cs14101.vk.me/c625127/v625127204/9660/RsnRHQgt_Fg.jpg1 балл
-
делал вот у шефа загрузочное окно для углярки ,метал уголок 75 основание,обшито 2-кой ,верх крышка уголок 45,метал 1,5,шарниры сьёмные шплинтованные,на всё про всё ушло 2 дня не спеша,проблема тока что метал бу и варить чтобы его чистить надо везде ,что получилось видать на фото
1 балл
-
По просьбе, как обещал, 1 видео более подробная, приближена св. ванна, так же протяжное движение вперед на нем более понятно, второе более светлое, что бы было ясно, что происходит при таком способе и процессе сварки. https://youtu.be/1oJkfDOEb9U http://youtu.be/dtz4SXczr5g http://websvarka.ru/talk/index.php?showtopic=1223&page=23
1 балл
-
Поделюсь своими фотками. Недавно попросили калымнуть. Аттестовывали одну фирму для сварки трассы. С братом заварили стык 520 ой трубы. По случаю по фоткал. Для наглядности уважаемым коллегам. Три слоя : корень, заполнение, облицовка. Электроды ЭЛбэшка. Ну все как обычно. К орень с проваром и обратным валиком, стык неповоротка. Еще варили мелочевку, 159 и 219. Их не фоткал.Прихваточки.Наружний центратор.Прихватка на потолке в нижнем зените.Кемппи с дистанционными пультами. Очень много к ним нареканий, в плане стабильности сварочной дуги. Линкольны в сто раз лучше !(не реклама) (Вобщем варим как обычно.Корень в потолке.
1 балл
-
Ну ладно, какая разница, основные или нет. Сборщики короче все основные. На счет других сборщиков: Brandlabels – производство оборудования для других компаний 20-летний опыт производства и обслуживания оборудования для других компаний под их брендом. например SCHWEISSKRAFT. Эти аппараты вы в России не встретите, разве что случайно. Ориентированы на Европейский рынок. Функционал естественно урезанный, никаких новинок! http://rehmweld.ru/blog/img1.jpghttp://rehmweld.ru/blog/img2.jpg А вот еще фото с производства. Сборочный стол http://rehmweld.ru/blog/IMG_6063.JPG Процесс сборки http://rehmweld.ru/blog/IMG_6061.JPG1 балл
-
Без газа варят все аппараты! Вопрос в том. что конкретно получается на выходе.. На счет смены полярности - это повальное заблуждение. Смена полярности для "самозащитной" проволоки необходимо только при наличии указания на то производителя проволоки.1 балл
-
Просьба электродами не кидаться, уж как сумел... АДС, электрод 2,4 мм, расход аргона 10 л/мин, ток максимальный (для моего китайского ТИГа это 200 А), предварительный подогрев примерно до 1500С, присадок 5356 4 мм. Кронштейн поддержки ходового винта и ходового вала токарно-винторезного 1М65. http://s018.radikal.ru/i507/1202/8a/06e46b5811df.jpg http://s018.radikal.ru/i512/1202/63/a63aaff84b78.jpg http://i073.radikal.ru/1202/d0/407fb5ed67a9.jpg Аппаратище вот такой от желтолицых товарищей. http://s017.radikal.ru/i426/1202/30/241d091eb665.jpg1 балл
-
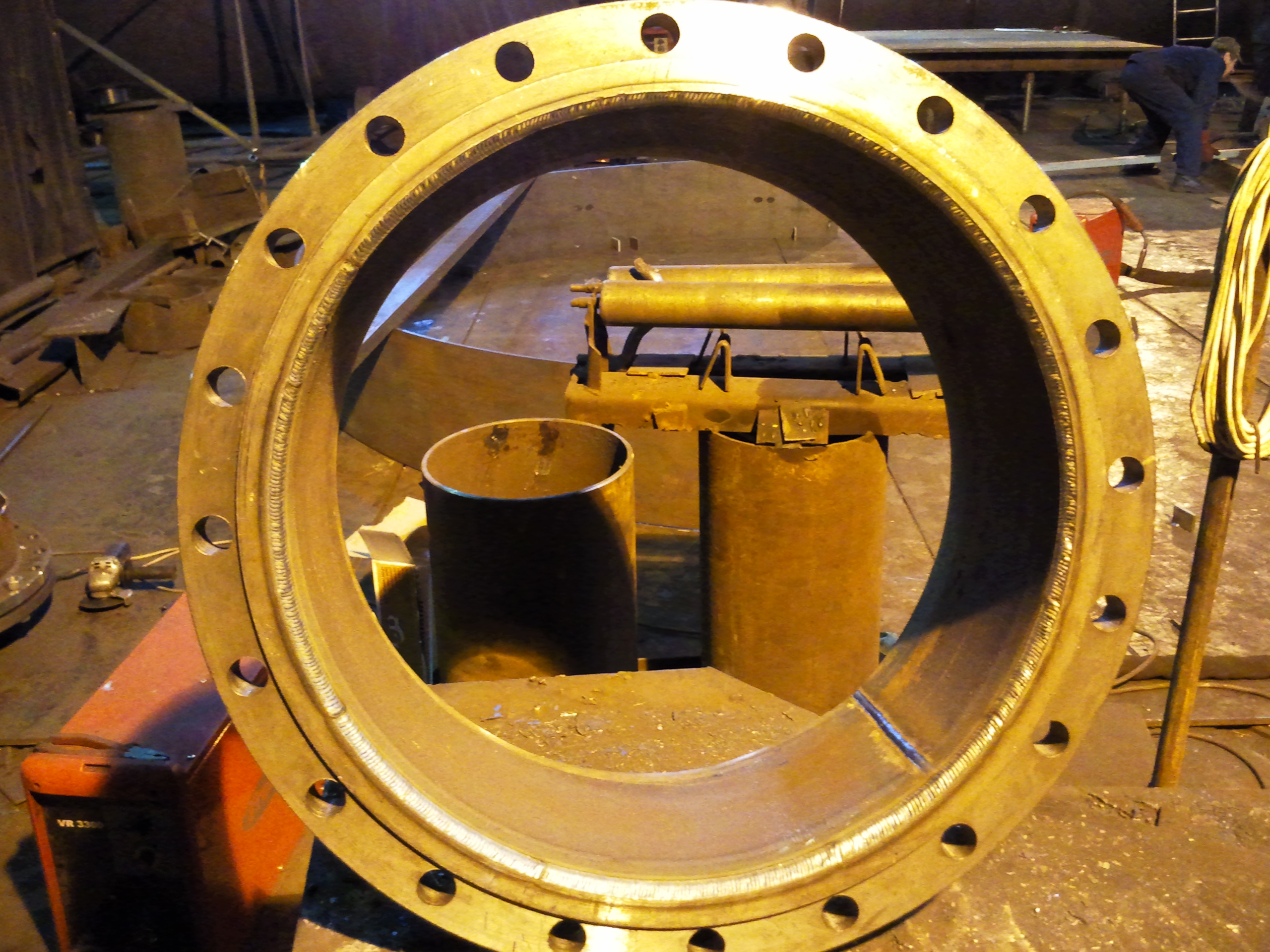
Труба Ф630мм.
1 балл
-
Труба Ф640мм.
1 балл
-
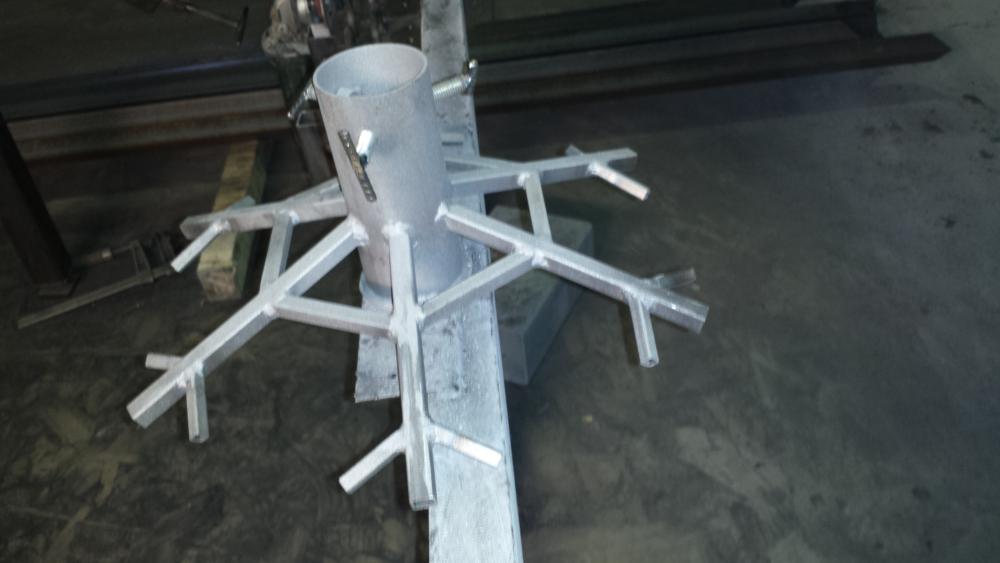
Выкладываю швы с роботой аргоно дуговой сварки. Первый верхний был создан при постоянной подаче присадочной проволоки, то есть не прерывно. Для такого шва подготовка свариваемого стыка производится с особым усердием, что бы не было ямок, бугорков, зазоров и естественно горелых прихваток. Когда подготовка проведена корректно, сварка проходит как по маслу. Емкость вращается горелка жестко на одном месте. Второй шов нижний создан в прерывистом режиме подачи присадочной проволоки 0.40 доли от секунды, то есть такт стабильный и постоянный, что естественно создает волну, как видно на фото. Можно так же увеличить время такта к примеру до 0.70 и чешуя друг от друга в размере увеличится. Так же для увеличении чешуи можно увеличить скорость вращения емкости, что то же приведет к крупной чешуе. Кстати прерывистый такт подачи присадки не так капризен в процессе сварки, как постоянный процесс данного действия, так как поглощает неровности, бугры, зазоры и впадинки за счет созданной волны, то есть чем больше чешуя, тем проще поглощение дефектов сборки. Специалист по данному ремеслу должен определять фактор сборки свариваемого стыка и подбирать режим сварки к детали. Если приглядитесь, то на нижнем стыке виден дефект неровности и поэтому подобран другой режим, в отличии от постоянного.
1 балл