Лидеры




Популярный контент
Показан контент с высокой репутацией 05.11.2014 во всех областях
-
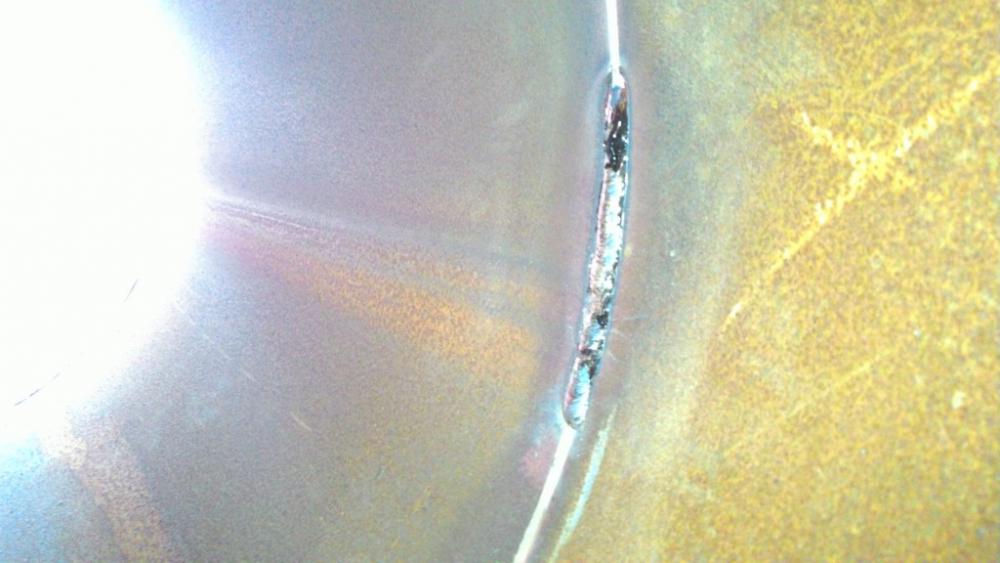
Поделюсь своими фотками. Недавно попросили калымнуть. Аттестовывали одну фирму для сварки трассы. С братом заварили стык 520 ой трубы. По случаю по фоткал. Для наглядности уважаемым коллегам. Три слоя : корень, заполнение, облицовка. Электроды ЭЛбэшка. Ну все как обычно. К орень с проваром и обратным валиком, стык неповоротка. Еще варили мелочевку, 159 и 219. Их не фоткал.Прихваточки.Наружний центратор.Прихватка на потолке в нижнем зените.Кемппи с дистанционными пультами. Очень много к ним нареканий, в плане стабильности сварочной дуги. Линкольны в сто раз лучше !(не реклама) (Вобщем варим как обычно.Корень в потолке.
 12 баллов
12 баллов -
вот ещё.забор + ворота и калитка
4 балла
-
Утро демонстратора -180км от места жительства, атомная бомба станция РБ (Островец) вечер демонстратора - 180км и 2 литра пива между мной и кроватью.
4 балла
-
http://www.youtube.com/watch?v=vOYq2dcu9uI Трэшняк, конечно, но я хохотал!3 балла
-
Типа короб экономайзера. 3 мм лист. 55*55*20 см. Ещё не врезал патрубки дымохода. Окашечка 46 нуль нуль, 3,2 мм, 80 ампер. 2 электрода на шов.
3 балла
-
http://cs623823.vk.me/v623823262/7919/yOkhnngDrfI.jpg3 балла
-
Примерил котёльчик. мимакс 7. Сварил стойку под экономайзер, короб такой, ну чайничек поставить там... Так я и не умею делать так чтоб начало и конец шовчика были нормальные. 90-100 ампер ОК 46,00 3,2 мм. На улице тоже стойка готова. На экономайзер получилось почти 5 метров шва, Электрод погас тока один раз. Потерял из виду стык. Эт рекорд. Экономайзер завтра покажу.
3 балла
-
Ааааа, даже не знаю с чего начать.))) Короче вышел сегодня на объект, до меня уже приезжали две бригады, не понравились заказчику, но успели поставить несколько метров перил, причём кривовато, я сегодня демонтировал и переделывал. Напильник на фото видно?! Это не моё! Заварил отвод, начал шлифовать с небольшой выборкой, б.... да её даже и не видно, нет, заказчику не понравилось, притащил напильник и начал сам точить, во говорит, так же лучше, вот так надо, но увидив мой взгляд, сказал, что мужиков поставит на напильник. Я после его напильника, пол часа шлифовал. Еле как его уговорил и аргументировал, что напильник, это не есть хорошо, учитывая, что перила стояли не в одной плоскости, лучше не получится. Завтра продолжение.
3 балла
-
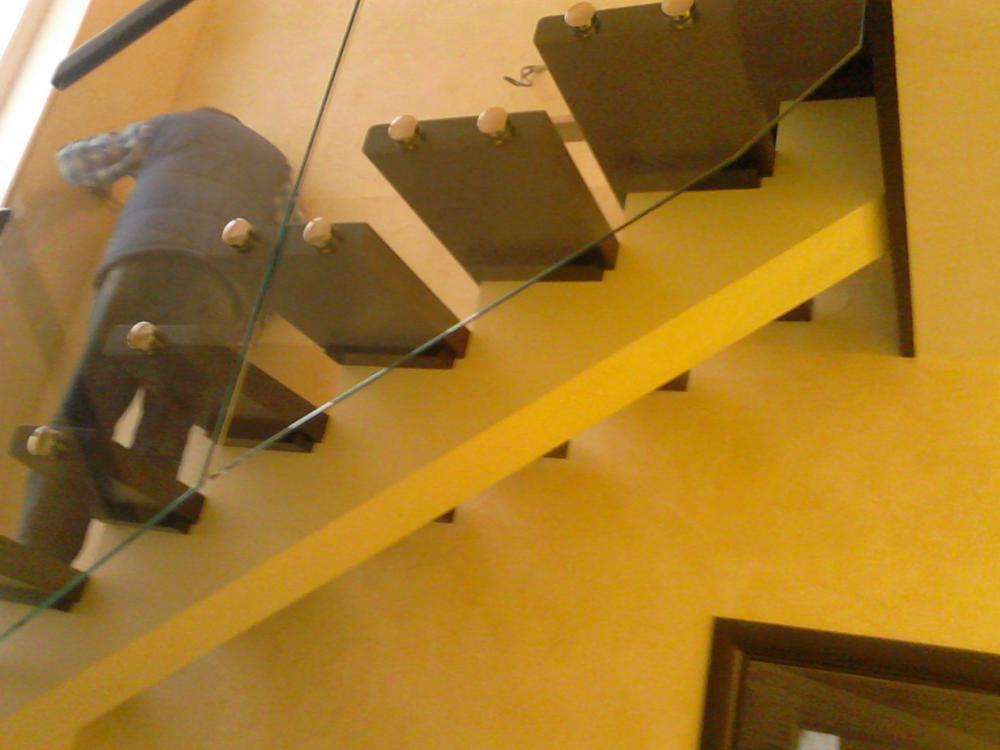
стеклянное ограждение
3 балла
-
100А, 6л/мин, встык без зазора "своим телом", ТИГ
3 балла
-
Но зазвонят опять КОЛОКОЛА и я войду в распахнутые двери....
3 балла
-
Сварил печь для бани,металл 7 мм ,варил полуавтоматом на всю мощность,горелка сильно грееться,приходилось делать перекуры, http://i072.radikal.ru/1410/34/7e7d2fe7fc68.jpghttp://s14.radikal.ru/i187/1409/4a/dcaefc8af328.jpghttp://s017.radikal.ru/i418/1409/2d/a4151f5665b6.jpghttp://s010.radikal.ru/i313/1410/65/b5e702c6513d.jpghttp://s008.radikal.ru/i305/1410/ea/9105ba980280.jpghttp://s017.radikal.ru/i437/1410/8b/d5c79b139a89.jpg3 балла
-
Неодимовый магнит для стыковки листов , держит на отрыв 450 кг . Процедура - на один лист ставим/включаем магнит, клювом (на рычаге) сводим в одну плоскость листы, делаем прихватку , выключаем магнит , повторяем процедуру . Писать это и то дольше чем проделать))))
2 балла
-
Есть такое выражение, точка апогея. Есть разные толщины металла. Именно с этим выражением связываю сварочную ванну, а особенно в сварке РАД. Именно всегда следует дождаться разогрева нужной формы св.ванны, то есть когда она достигнет наивысшего значения "Точки Апогея", следует подать в нее присадочную проволоку и двигаться вперед, выдерживая нашу высшую точку апогея ИМЕННО скоростью. Когда придет понятие правильной переплавки сварочной ванны, а это дается при пытливом желании познавать ее, тогда следом придет понятие правильной скорости сварки и точного выставления А., а так же балансирование между ним, хочу варю быстро и красиво, а хочу варю как все. (все зависит от оплаты) В недалеком будущем будет работа с тонким металлом и обязательно сниму видео с 8 пуксельного телефончика, больше к сожалению нет возможности.2 балла
-
https://www.youtube.com/watch?v=wyfMOg96VA8 неет,не для астронавтов,и не для сварных в коффердамах2 балла
-
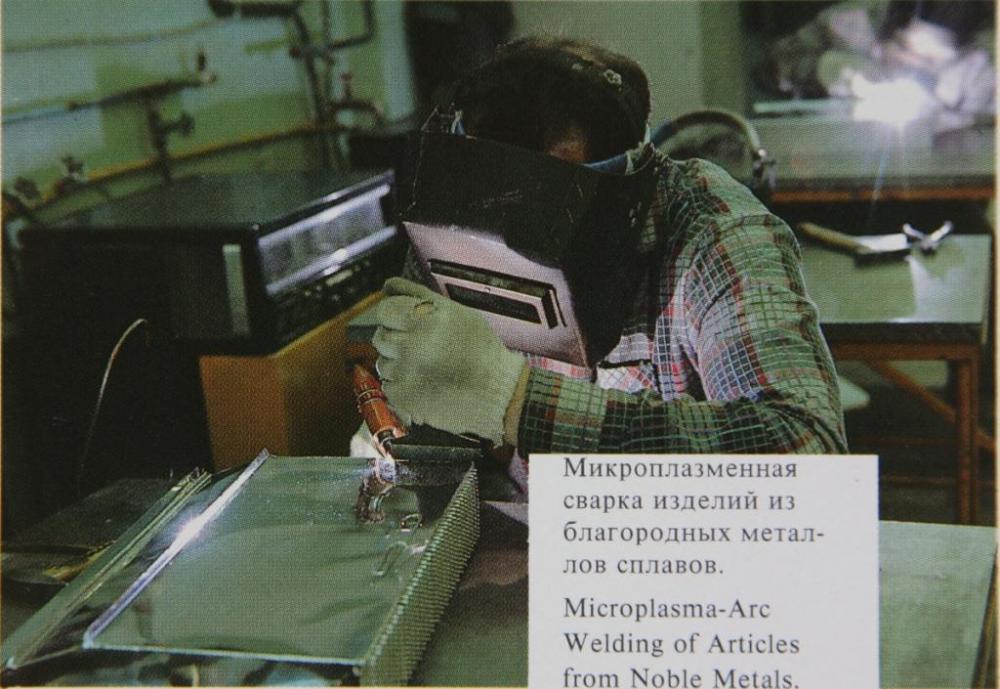
@As из sd, упоминание этих "плазменников", считается на форуме, ну оочень нехорошим тоном. Земноводный который особенно. Так уж сложилось, и думаю нарушать традицию не будем.2 балла
-
Спасибо, но я тут не при делах... это всё Пётр Алексеевич затеял.2 балла
-
опять рама
2 балла
-
Когда попадается стык на "Усу", это просто отдых, поскольку человеческий фактор минимален (гинеколог и учитель).
2 балла
-
Нашёл в жанре "селфи":http://f6.s.qip.ru/IA4wMuV5.png http://f5.s.qip.ru/IA4wMuYx.png ну, и далее. .http://f6.s.qip.ru/IA4wMuFu.png2 балла
-
Все печку закончил.Козырек для лючка который попросил дядя, соеденен с дымоходом. По испытания отпишусь как он будет работать.
2 балла
-
Вчера смонтировал такую,все стены кривые,проём по отношению к стенам тоже криво стоит,короче полный ужас.
2 балла
-
паспорт безопасности.pdf1 балл
-
@selco, Я проверил очень много абразивов разных производителей , совершеннно с вами согласен - нужно создать тему по абразивам . Но моя идея амбициозней - книга / тренеровочный обучающий центр / практимумы (это когда под каждую тех. задачу прописаны варианты решений - оборудование/абразив/последовательность применений). По-этому сейчас меняю работу ( ухожу со старой). Уже открыта фирма в Москве (торговая - абразивы пферд), но планирую сделать мультибренд( то есть полностью охватить сварочное/металообрабатывающее/терморежущее ремесло по своему видению ). Пристрелочные статьи по практимумам выкладывать буду на сайте ( здесь как дома - поймут))).1 балл
-
Интересно чем же? Корректор у Вас работает или нет? Какое напряжение на вводных емкостях? Этот эффект будет тогда, когда транзистор ККМ не работает и после просадки напряжения после дросселя на емкостях, аппарат входит в защиту. Надо поискать. SM-CaddyMig-200i.pdf1 балл
-
Найдено на просторах, возможно кому-то будет интересно Распаковка: Сварочный инвертор AuroraPRO STICKMATE 180https://www.youtube.com/watch?v=0BjkbUdRBOc1 балл
-
Скорее всего это показательное выступление и показано изменение длины дуги при изменении состава газа , изменения ширины шва , ну глубина провара тоже изменяется но здесь это не доступно подсмотреть, ну и влияние на разбрызгивание. Может так и варят что-то , но я не знаю про это и не попадалось даже прочитать про это. Вот по переменную подачу газа читал и даже штуковина такая есть у меня , газ в ней подается попеременно (газ любой может быть, по технологии сварки) , пробовал пускать через нее СО2 и Аг при сварке на ПА получается типа импульсной сварки с изменением дуги ну и шва естественно , но это все наверное для спец технологий все нужно.
1 балл
-
-В джунглях амазонки нашли дикое племя...практически первобытно-общинный строй... - И что,у них интернета даже нет? - Нее,ну не настолько дикое...1 балл
-
Моей чашке, лет 10 наверное, покупал на рынке раньше сидели там деды и продавали все что не нужно стало, сейчас их разогнали или уже все продано из советских запасов, надо было больше у них покупать сверла и метчики , плашки и абразивные круги были высочайшего качества, не чета нынешним. Если на чашке просто доводить вольфрам до ума, то износу ей не будет, а вот точить на ней "вляпанный " особо в алюминий или нерж категорически нельзя, и точить надо с умом используя всю рабочую поверхность чашки и не делать в ней калию в одном месте. Ещё совет, сейчас есть чашки с пластмассовым основанием, такую лучше не брать, основание должно быть из алюминия.1 балл
-
АВН, поздравляю кАнтору Адмиралтейские Верфи с наступающим ДР1 балл
-
dimas77 с именинами тебя http://www.topglobus.ru/skin/smile/s8727.gif тортик само собой и корзинку прицепом))
1 балл
-
Мне это показалось на много дольше, чем на кругу.1 балл
-
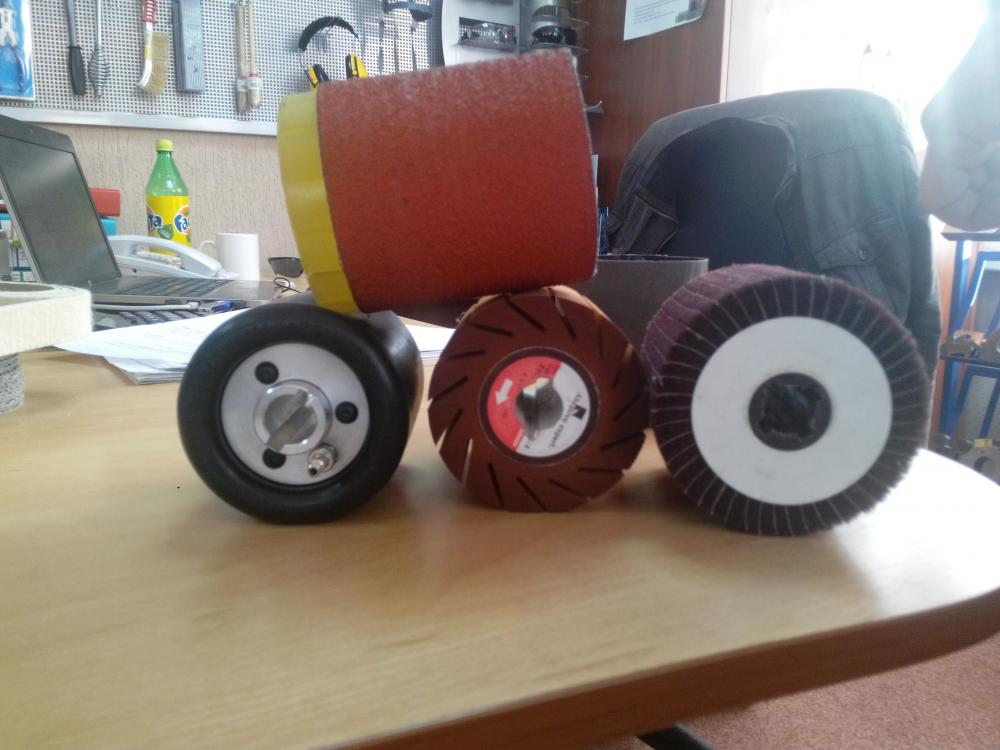
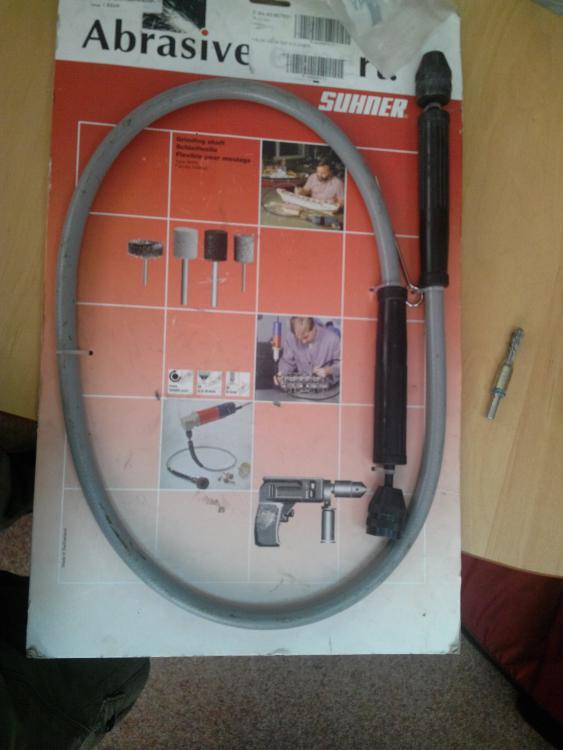
Неодимовый (включается/выключается) магнит для стыквки листов - прижим при вкл. 450 кг Внимание на клюв который опирается на край стола - это предполагаемое место стыка листов. Барабаны надувные/саморасширяющиеся/полнотелые . Посадка на 19 под шпонку (европосадка) надувной барабан(мой любимый) - концептуальная вещьдля филигранной шлифовки/полировки Надувной и саморасширяющийся барабаны ( правда здорово почистить 100 мм за один проход)) Специально под свои нужды , отталкиваясь от зарубежных образцов сделал себе этот барабан. Ленты бавают разные- для грубого/тонкого шлифования, полировки, сатинования. Лента от 3М - трайзакт А 100 ей точу вольфрам (давно) специальный патрон на Ушм ( зажимая патрон на винт УШМ - зажимаются губки на патроне ) итог все что со шпинделем - от фрезы до кистевой щетки (как в данном случае) садится на болгарку. гибкий вал тоже садится на болгаку через переходник (фото выше) В упаковке ( 100 лет данной концепции - в этом году))) В сборе УШМ+переходник+вал. Трудно доступные места отсутствуют для такого девайса использую щетки по нерж со шпинделем. Специальная УШМ (тонкое жало позволяет всюду подлезть, придуман сей девайс для работы пресованными кругами) Аккамуляторный сварочник от лорх с рюзачком (удобная вещь доложу я вам) Реальный конкурент 3М кубитрон - хитрая подложка (с вентиляцией и без гайки) Гибкий лепесток для работы по тавровым швам ( зерно не уступает кубитрону, а инженерная конвертация превосходит) нет гаек нет проблем (смена абразива 4сек) Прошу внимания - керамический спрей ( на порядки превосходит обычные спреи от налипания брызг) собираем сумочку потихоньку Класная сумка кстати (от спидгласа атфло ) но маска должна быть балдер (у меня) Вот разобрал свою сумочку...Завтра разберу ящичек.
1 балл
-
Сезонно необходимая вещь -термобелье (желательно с небольшим содержанием синтетики). Костюм Quench - 3.5 года эксплуатации , диапозон условий/нагрузок - весь(резка газом на судоверфи, сварка на трубопроводе, сварка на МК в цеху, сварка на монтаже, абразивная обработка и тд (ну все куда может попасть демонстратор)
1 балл
-
Вот по ссылке заходи и смотри. Но сначала почитай. Порой кажется, что сопло двигается на одном месте, но это не так. Начал с 3 часов, поднялся за 12. Горелку для вращения стоит держать за самый конец, как можно дальше, проще махать. Ошибка многих, что держат ближе к соплу, вот и не получается. Руку не напрягайте, напряжение только в плече, запястье свободно. Плечи для такого способа должны быть развиты и заряжены, так как напряг с потолка выходить и нагрузка на них серьезная. Так что гантельки всегда при мне и турник. И заполнение и корень варил именно этим способом. На фото результат лица, выкладывал уже в теме "Нержавейка" Как балоны перекатываем и двигаемся куда необходимо, так и сопло перекатываясь туда сюда двигается вперед и без скольжения http://youtu.be/D2pcFfBxuB8
1 балл
-
@krech, извиняюсь, я плюсануть хотел. Сам так же делаю. Поправьте кто нибудь мой "-".1 балл
-
Проба пера в теме винтовых свай.Если со шнеком никаких вопросов не возникало,то момент "привода" слегка заморочил.После недолгих раздумий пришёл к такому решению.Оголовок из фланца - чем богаты ,тому и рады ,тем более в последствии он демонтируется, а монтажный узел (я его так обозвал ) "плавающий".По мере заглубления сваи не надо изгаляться телом - позиция рычага изменяется сама.
1 балл
-
Если не забуду, в четверг опубликую фото не подключаемого "фирменного" термомангапенала. Ух и тяжёлый, зараза...1 балл
-
Делаем пристройку к будущему ТЦ. Профтруба 160*160*5. В ней будет аварийный выход, выход на крышу, туалет , узел учета тепла и воды, щитовая. Перекрытия сделаем по профлисту. Резали болгаркой монтировали краном. Выпросил все таки косынок у начальства, нарежут за праздники на лазерной резке. Ну и диафрагмы жесткости сделаю несмотря на мнение большинства что и так сойдет. Вера в сендвич штука серьезная. Мол вот сендвичем скрутится и никуда не денется. Ага, можно было и не обваривать, на прихватках бы до сендвича достояла) На второй этаж пригнали кран у которого стрела сама опускалась, веселенький аттракцион. Мало того что все с лестниц и по жердочкам так еще это.
1 балл
-
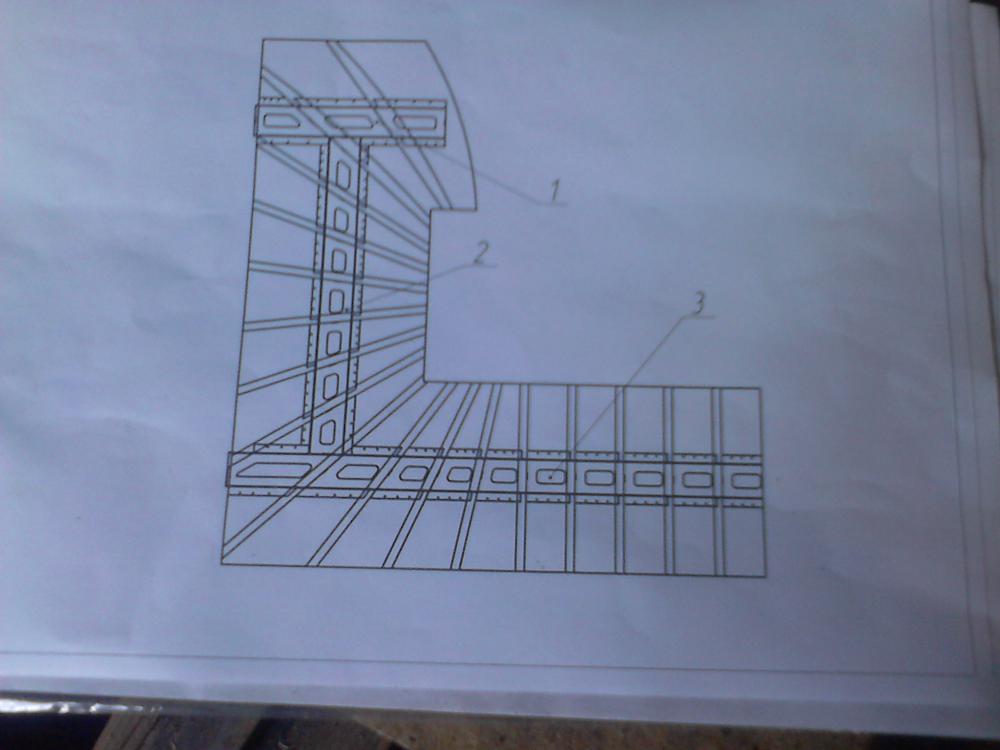
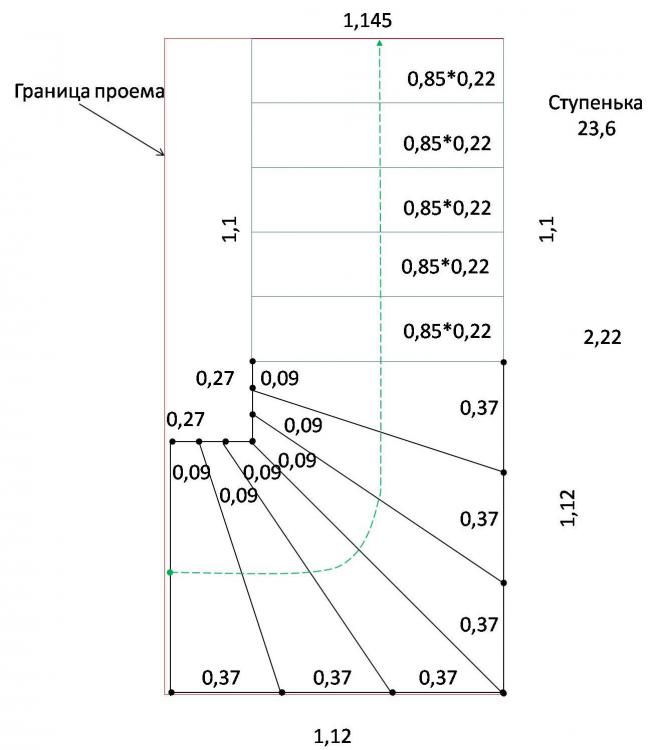
В прошлую субботу делал еще одну. Вернее устанавливал. Бился до девяти часов, в ночь надо было на Москву ехать. Успел. В целом все тоже самое что и в предыдущей, только марша два и этому заказчику не грунтую. Просят сделать еще одну, а там габариты проема 1,14*2,22 метра и высота 2,83. Двигать и поворачивать некуда, дальше габаритов проема не прыгнешь( Самое смешное что чудаки которые подряжались лестницу делать - сказали такой проем оставить и соскочили. Идиоты. Хозяин двери прям по краям проема вставил, зажав будущую конструкцию. И еще хочет ступенек хороших! Думал, думал, другого не придумал. Примерная схемка с округлениями без миллиметров.
1 балл
-
Прошёл типа собеседования. Заварил и шлифанул образец, заказчику понравилось.
1 балл
-
@Шурпет, В следующий раз покажите им это... Может поможет вам.. Была у меня подобная работа... А такую работу, я бы просто не стал делать, да еще и в спешке!
1 балл
-
шурпет, С днем рождения Уважаемый!1 балл
-
Еще одна печь, простая, делал ровно 2 дня. Бачек просто ставиться сверху. Бак варил из 2мм железа. Внизу два колосника на фото пока 1, второй еще не купил :-) Дверку для чистки золы делать не стал. Подачу воздуха сделал на самой дверке. Вот фотки.
1 балл
-
Сделал шибер, сварил бачек и подставку под него. Осталось только для каменки обрамление, ну и шторку над лючком соедененную с дымоходом ( так просил будущий хозяин). Думаю скоро можно будет отдавать. Сегодня подбил полностью расходы. Весь материал, с доставками, всеми расходами получился в районе 15т.р. Полуавтоматом варить двойку нержавейку - одно удовольствие.Теплообменник сварил с полосок, квадратным. Длина 30 см.
1 балл
-
Сегодня сделал дверцу топки и ящик для сбора пепла. Спасибо. Работы еще с ней много. Бак варить и дымоход полностью.
1 балл
-
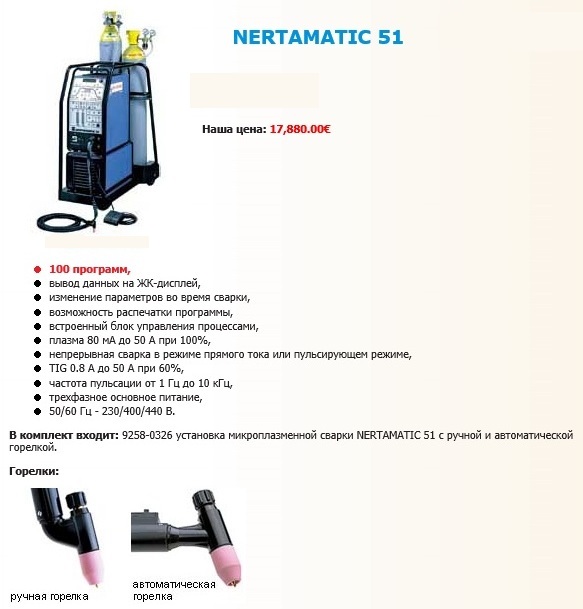
http://plasma.artsv.net Мало их осталось на наших просторах, да и сам аппарат к ней желательно иметь. Хотя ещё встречаются объявления о продаже. Есть импортная установка, но цена космос
1 балл
-
Вот доделал лесенку. Не пойму что то, вроде выкладывал, вернее сообщение создавал) Значит как обычно на предпросмотр нажал и убёг из интернета. На данный момент уже обварил стыки, в качестве косынок 125-й уголок. Ну и как не отвлечься от рабочих мыслей)
1 балл
-
10-12 витков?
1 балл
-
Если дуга отклоняется вниз (или вверх), значит силовые линии магнитного поля перпендикулярны дуге, выходят из кромки одной детали, пересекают зазор и входят в кромку другой свариваемой детали. В физике (которую я не помню) есть вроде какое-то правило, насчет отклоняющего действия магнитного поля на движение заряженных частиц. Да... . Ну а на практике побороть магнитное дутьё (частично, но достаточно, что-бы можно было проводить сварку) удается созданием магнитного поля примерно равной силы, но обратной направленности. На трубе (мы работаем с трубами, но это может быть и стержень) наматывается семь-восемь витков сварочного кабеля (идущего от аппарата на держак или массу - не важно). Пробуем варить. Если магнитное дутьё усилилось, придется перемотать катушку в обратном направлении (или перекинуть кабели на аппарате, но тогда придется варить на прямой полярности. Если магнитное дутьё ослабло, пробуем добавить току. Пробуем на максимальном токе замкнуть держак на массу на несколько секунд. Иногда таким способом удается вовсе размагнитить трубу. Бывает, что приходится использовать два аппарата одновременно. Бывает так-же, что приходится отказываться от использования трубы (или партии труб). По правде говоря, все от бедности и некомпетентности менеджеров. Слышал, что в богатых компаниях (ГазНефть) есть специалисты по размагничиванию с соответствующим оборудованием. Напоследок демотиватор, понятный только сварщикам:
1 балл