Лидеры




Популярный контент
Показан контент с высокой репутацией 10.10.2014 во всех областях
-
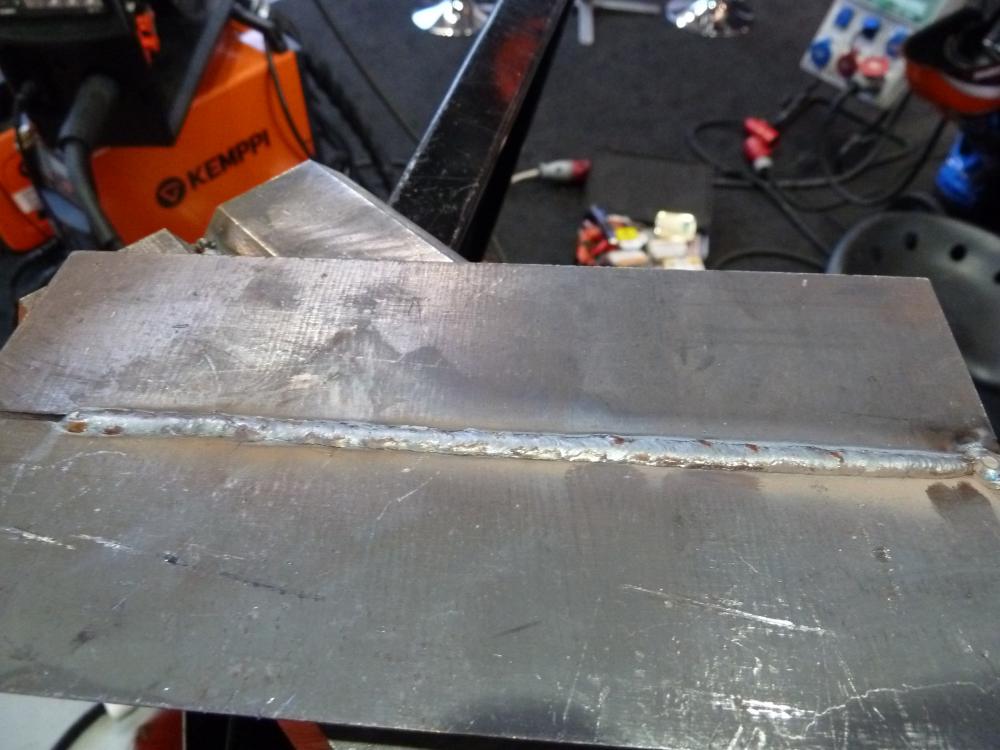
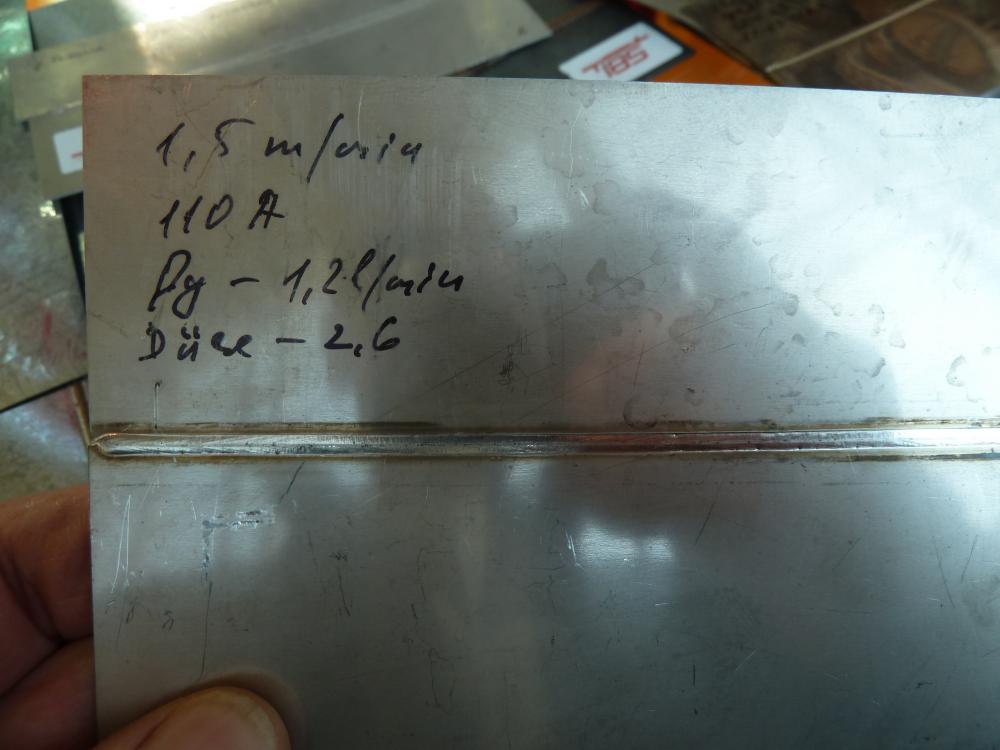
OK буду первым, боковая стенка пду 10мм. Сварка трубных досок. Проволока 1мм газ микс2 сварка в нижнем положении.
 13 баллов
13 баллов -
Вот и моя посылка пришла
4 балла
-
Давно делал из иголок подшипника, 3-4 мм диаметром, но с разъездной работой, у чертилок ещё появилась тенденция терятся. Так что, "карандаш по металлу" за 40 рублей сподручней. Просто надо относится к нему, как к расходнику. После некотрых обстаятельств, досталось место с крутым заездом в гараж. И лебёдка, мирно лежащая на полке, переехала на заднюю стенку. http://youtu.be/Mvc3Ki4PTjM3 балла
-
Поставил саб 300 честных Вт ему мало... Но работать стало поприятнее И вывеска на дверях
2 балла
-
С группы в "Однклассниках" снял: http://f6.s.qip.ru/IA4wMu1Z.png2 балла
-
-Ну че режем? После моего удара маской об стену (я был поддатый тогда сильно). -Баллон упал... Проходящий мимо узбек уборщик сказал "Что то не получается..." -Куда? -В яму... -Зачем? Василь Иваныч, белые!!! (бак пришел на заварку) -Не помню... Какие белые? (зачем так рано будить, 3 часа ночи...) -Щас достанем... Интервенты (бак с Lohr) -Редуктор погнуло... Петька, иди покури, и заодно пулемет помой, забился опять, утром -Щас выправим... сделаем. -Пойдем лучше чифирнем?... -Пойдем!!!2 балла
-
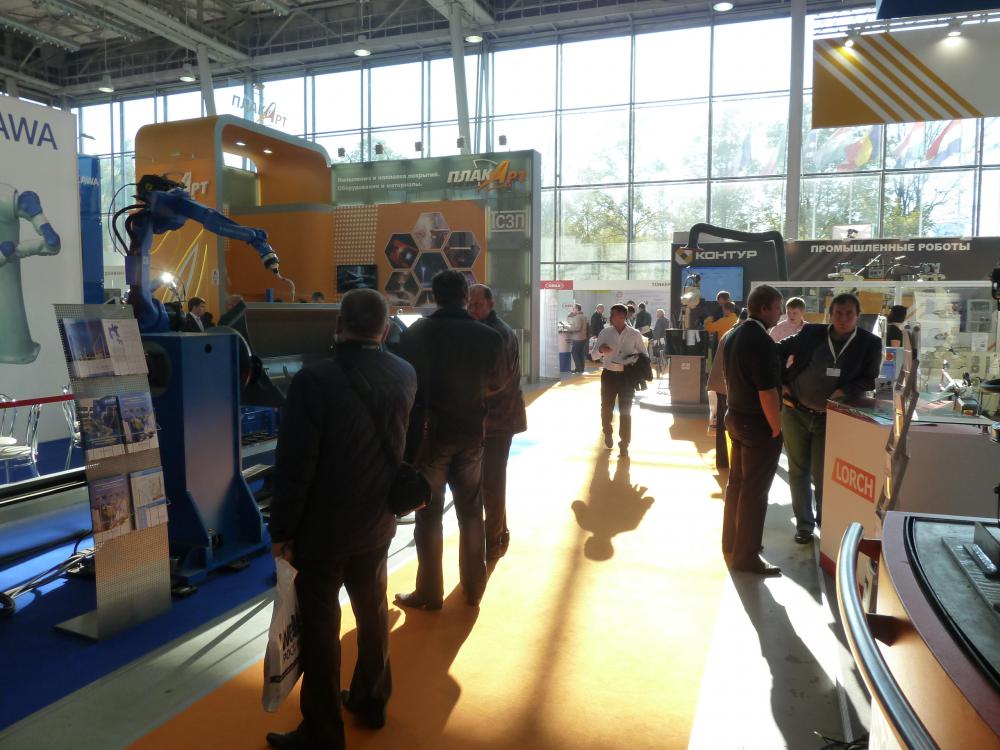
PANASONIC , новенький на выставке, на предыдущих выставках я их не встречал. Техника просто на показ стояла и не работала.
2 балла
-
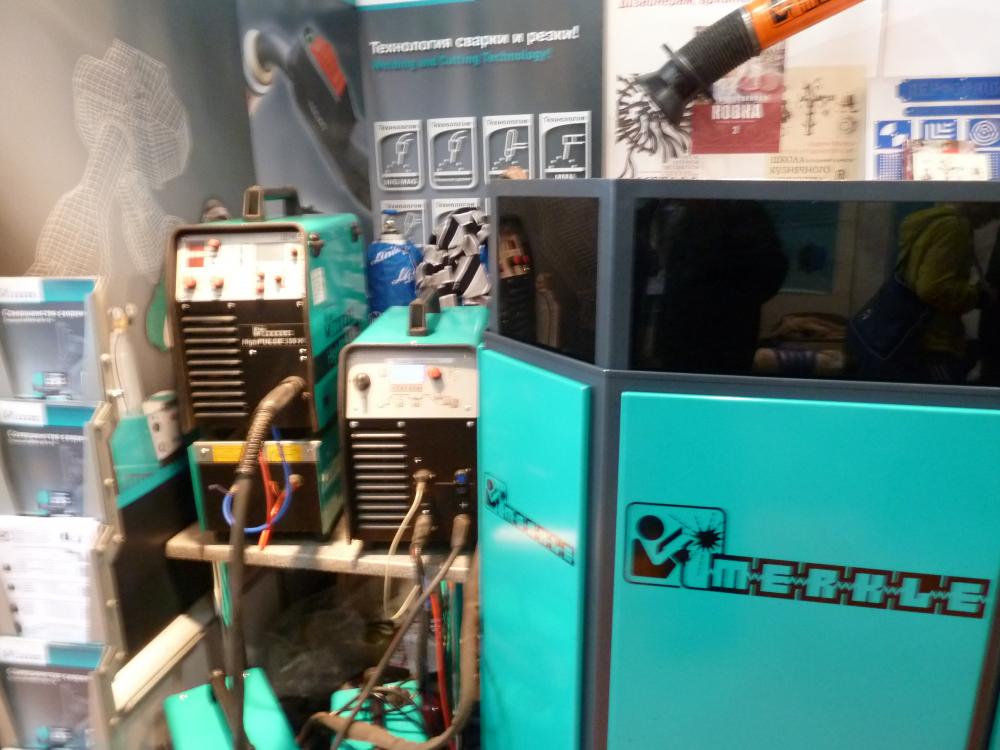
KEMPPI тоже показывали возможности аппарата. Аппарат по размерам меньше ewm и merkle. Варит довольно прилично, но закрутил его оператор сварщик, наводит на мысль или он плохо освоил аппарат или сам аппарат тяжел в настройках. На АЛ сплавах в импульсе ему так и не удалось совсем избавится от брызг и по этому показателю EWM и Merkle явно обходят конкурента.
2 балла
-
Это титан сварен с никелем никелем. Никель-никель - это не материал, а сварено никелевой присадкой Предугадывая вопросы - это для гальваники, шов очень хрупкий как стекло, отламывается от титана по зоне сплавления, но для целей клиента соединение полностью устраивает.
2 балла
-
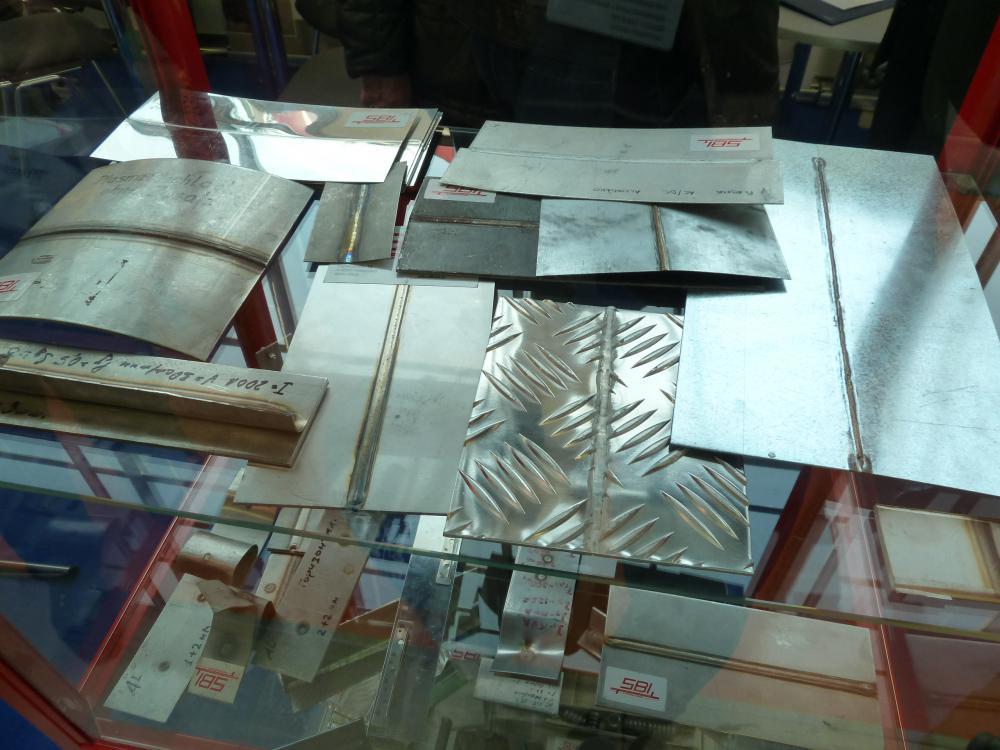
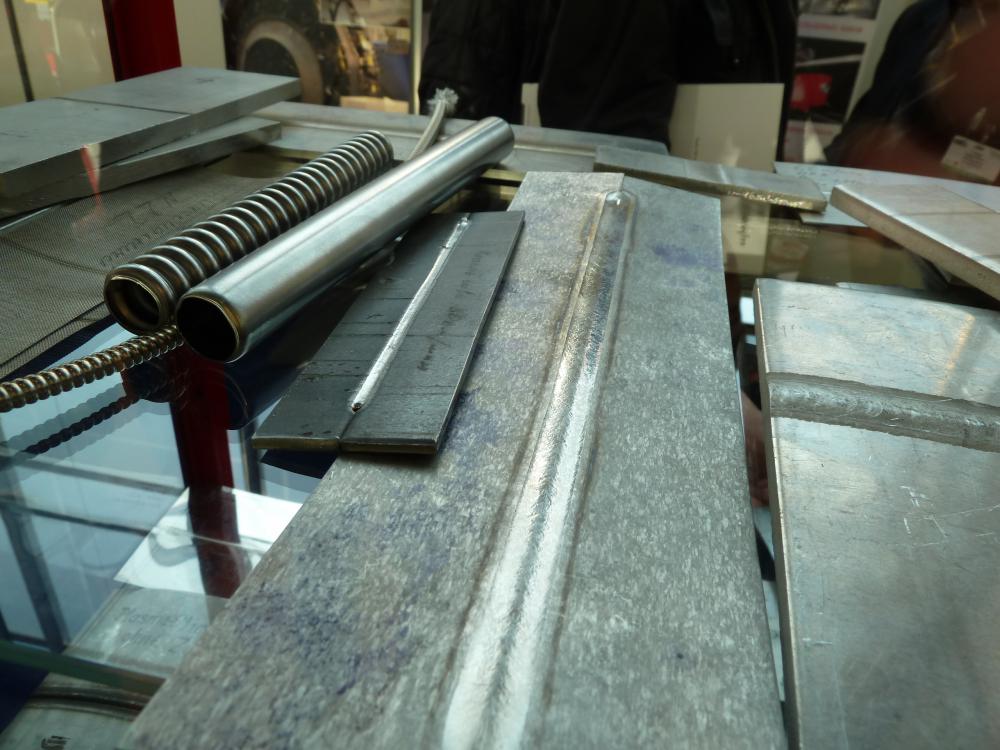
Плазменная сварка SBI.
2 балла
-
Начнем с EWM, он как всегда на высоте, комментариев не будет ,просто смотрите. Да кто то на форуме про цвета EWM спрашивал, так вот все узнал и отпишу в теме.
2 балла
-
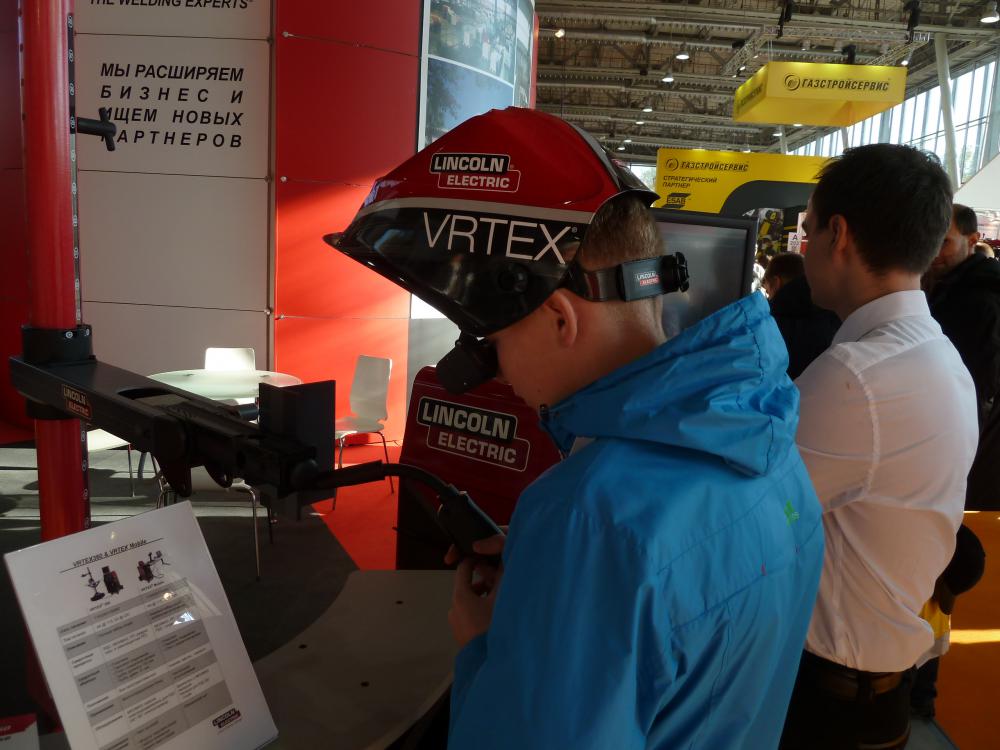
Чудо машина от Lincoln, не понравилась абсолютно, на ней точно не научится варить. Я не пробовал, но одного мужичка она оценила на 45 баллов и оператор стоявший за машиной , сказал ему что очень быстро вели горелку. После чего этот мужик такой шов на реальном EWM выдал, просто загляденье.
2 балла
-
У восстанавливаемого в моей мастерской «из руин» токарно-винторезного станка 16К20 большой износ направляющих станины — более 0,4 мм. Направляющие можно отшлифовать в заводских условиях (необходима полная разборка станка, да и дорого) или отшабрить вручную. Но второй вариант вообще проблематичен, так как направляющие на этом станке закалены, т.е. термообработаны до высокой твердости металла. Для выхода из сложившейся ситуации был разработан и изготовлен переносной шлифовальный станок (здесь и далее ПШС) для шлифовки призматических и плоских направляющих станин токарных станков типа 1А616, 1К62, 16К20 и др. Состоит из следующих основных узлов: стойки, выдвижной пиноли и шлифовальной головки. ПШС позволяет, не демонтируя и не полностью разбирая ремонтируемый станок, осуществить шлифовку изношенных направляющих в условиях любого гаража и мастерской. Базируется ПШС по направляющим задней балки, перемещается с помощью ручной тросовой лебедки, снабжен контргрузами. Привод шлифовальной головки имеет мощность 0,42 кВт, 3000 об/мин., 3 ф. Для охлаждения шлифовального камня и удаления отработанного абразива из зоны шлифовки имеется система подачи смазочно-охлаждающей жидкости (СОЖ) с помощью штатного насоса ремонтируемого станка. Все детали изготавливались на моём токарном станке 1А616К, сварка велась полуавтоматом. Стойка куплена в пункте приёма металлолома, пиноль изготовлена из задней бабки станка 1А616, купленного на форуме у чипмейкеров. Есть небольшие видеоматериалы, наглядно иллюстрирующие работу ПШС. http://www.youtube.com/watch?v=3muDDBxWdgY http://www.youtube.com/watch?v=f8evpdGsrwE Всем удачи в конкурсе! Пусть победит лучший и достойнейший! Конкурсная работа № 35, предоставлена в рамках Конкурса «Сделано своими руками» Спонсоры Конкурса Ресанта — ведущий поставщик электрооборудования для сварки, тепла и комфорта. http://websvarka.ru/images/forum/konkurs_resanta_300.jpg Тиберис — первый интернет-гипермаркет сварочного оборудования. http://websvarka.ru/images/forum/konkurs_tiberis_200.jpg Евротек — интернет-магазин строительного оборудования. http://websvarka.ru/images/forum/konkurs_evrotek_130.jpg
1 балл
-
Баллоны и редуктора Корея не дающие "пшика" при начале сварки.
1 балл
-
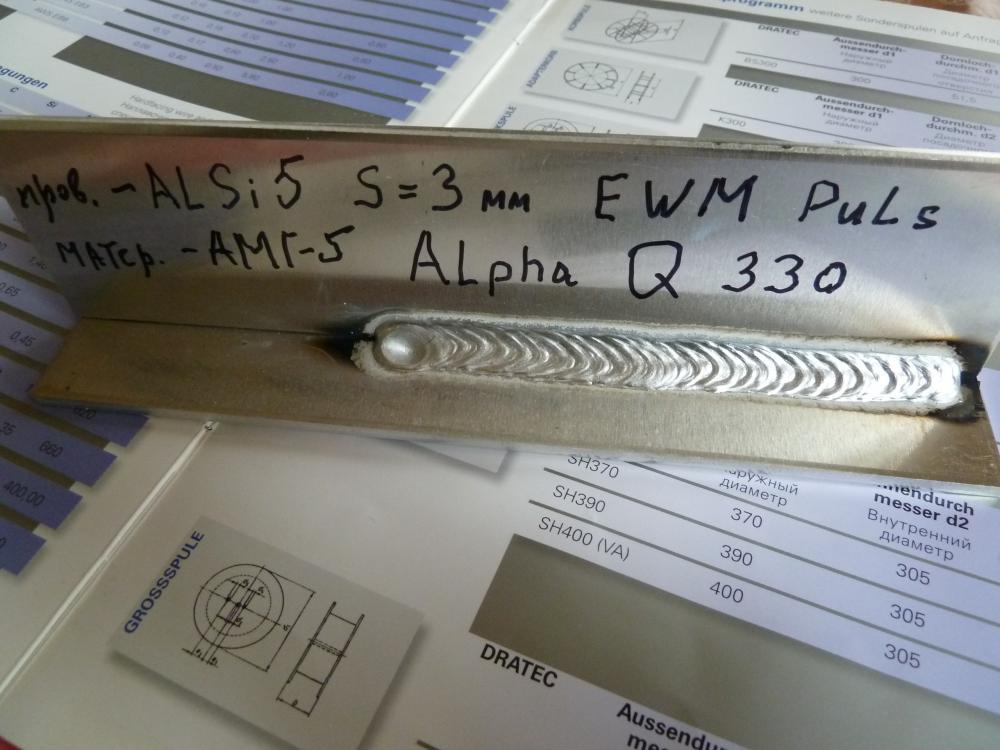
MERKLE, два года назад они постарались и у стенда была толпа народу, в этом году на тройку.У Merkle полуавтомат был заряжен AlMg4,5Mn , EWM варили AlSi5, последняя фотка относится к EWM (она подписана) пропустил её в EWM вставить.
1 балл
-
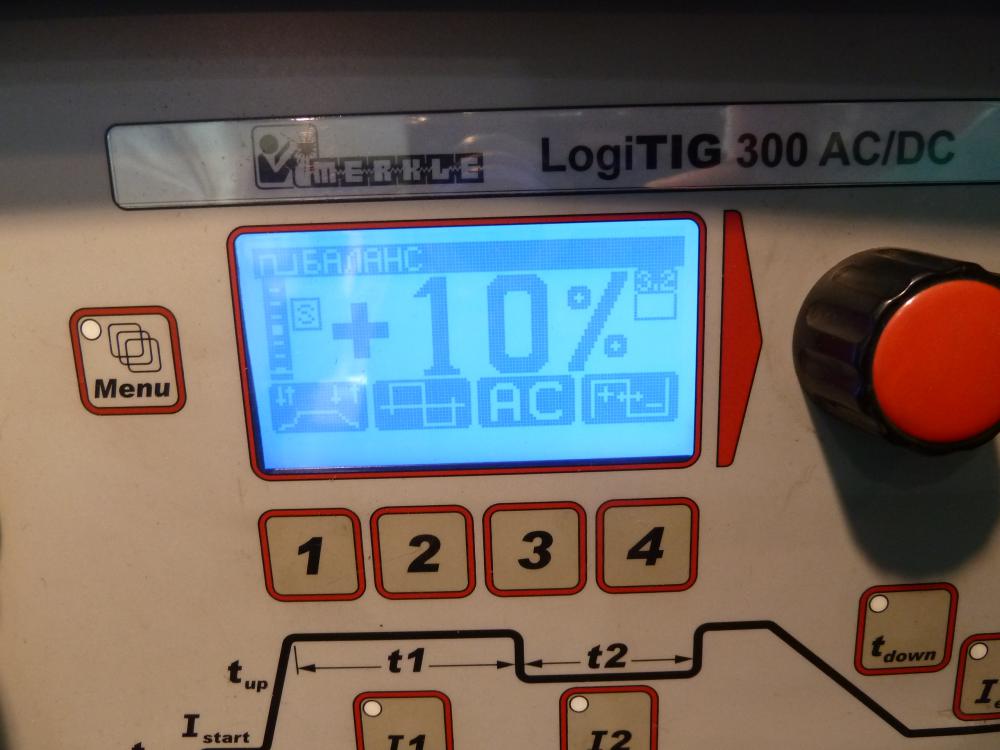
Насколько точен дисплей амперметра инвертора, и реальный выходной ток (честность производителя)1 балл
-
И все таки даже знаменитый Шаублин в Швейцарии до сих пор проводит ежегодные соревнования шабровщиков (или шабрецов))а не шлифовальщиков-заточников.Рука человеческая и точный глаз там в почете и в цене.Абразив и направляющие -это от безденежья и отчаяния. А у японцев-это спецы высшего класса https://www.youtube.com/watch?v=ZTru-KEdaR81 балл
-
Что бы не было споров в теме, что всё трём и чистим, по просьбе Константина, восстановлены все сообщения, кроме последних двух(скрыты администрацией)не в моей компетенции.1 балл
-
Можно сферический, аристократично, чуть неудобно сваривать (много стыков) и обшивать (много резов). Можно полусферой, тоже самое, зато и полки и яма всегда доступны, идеальное освещение не мешающее...1 балл
-
Аналогичная ситуация, так же оплатил присадку, потом позвонили, сказали нет в наличии, вернем деньги и тишина.... вообще ненадежный магазин, ребята, возьмите лучше в другом месте! не ведитесь на цену и на приятный голос девушки менеджера))))1 балл
-
Я тоже попробовал, но что-то у них недоделано. Получил правда 82 балла, но всё мельтешит перед глазами и гуляет. Реальной привязки к детали нет абсолютно.1 балл
-
@svarnoi69, нуу.. как бы само собой. Я и не подумал бы даже варить как то кроме как от засверленного конца трещины к краям казана.1 балл
-
@Симфер, почему концы трещин не засверлены? А затрещало в самом начале шва на границе шов/металл- ничего удивительного. Сверху металлу шва было куда стягивать края разделки, снизу нет. Следов проковки не вижу, похоже варили не по 1,5-2 см как положено с проковкой по полужидкому металлу и остыванием до возможности приложить ладонь, а зараз всё прогнали. Классическим способом : то есть расплавил ванну и стал подавать пруток чугун на холодную не варится, и небольшой подогрев здесь не помощь. Добавлю ещё что если это казан, никакие панчи не помогут- затрещит в процессе эксплуатации с вероятностью %80.1 балл
-
Илария, исправляюсь !!! Как вам этот железный мужчина.
1 балл
-
Побывал, посмотрел. Что сказать, хотелось большего но это потом, фоток много надо все разобрать и по порядку поставить и комментарии к некоторым дать. А сейчас начнем с самого простого, с девушек , минус от Илария обеспечен. Илария , они крашены и не известно как они без краски смотреться будут. Вы выглядите лучше с горелкой в руках и маске. Где мои 20 лет
1 балл
-
Видео не удалось загрузить,а вот фото читающей про работу на полуавтомате "девицы" прилагаю ))) Но по просьбе "трудящихся" из, как я понял, Тверской губернии меняю приложенное фото на то, которое не вызовет бурю эмоций и негодования у видимо уже "пожилых" людей.
1 балл
-
скрытые резервы-наше ффсе!!! надо-станина стола для резки стекла.2600х1800 материала нет,но имеется -крыша самодельного кунга(труба 60х30 и 30х30) -лавочка из 20го уголка фермы крыши вот такого формата четыре часа разборки/рихтовки/стыковки-материал собрали час работы-стол готов ps.ачоделатькушатьхочется. хорошо хоть отрезные с электродами-за счет хВирмы..
1 балл
-
Привет. Перегрев точно! Причин много . Недостаточно теплоносителя... воздух... грязь в системе.. Сильно не кочегарь... это в газовых котлах есть отключение нагрева при заданной температуре... в данном случае . хозяин регулирует температуру!! В ЧЕМ ПРИЧИНа была,......,, расскажи ??1 балл
-
Привет! Друзья, поделитесь опытом и впечатлениями , кто варит черную водопроводную трубу 1/2 (толщина 3мм) вольфрамовым электродом в аргоне.1 балл
-
Может он вебсварку читает ) И смотрел где же там та пружина, на которой сопло болтается )1 балл
-
@bader,@демонстратор, 200-ый пульсовый Гроверс- хорошая машинка, вот как мы с ним "дружим"
1 балл
-
@di4, а ведь можно и болты, не заваривая перфорацию, болты притянут к полу\стене весь лист, как бы матричный захват напряжений, ими удобно выставлять деталь в горизонт, осталось догадаться как завернуть их в гайку, можно после выставления в горизонт их прихватить к кронштейнам на полу, дороже, зато лист не жжется. (закручивать гайкой снизу, а верхняя - ограничитель). Себе хотел сделать приварные струбцины на стол, чтобы зажимать деталь и сверху и боков, это были металлоконструкции из 1.5 мм профилей, на 10 мм просто нет заказов\денег что бы это испытать. Еще под лист (правда тонкий) подкладывал 250мм обрезок трубы, и катал ее по столу, не надо двигать вскользь. Заменяет прижим рукой на прижим собственным весом конструкции (кирпичи накладывал чтобы идеально прижалось, учитывая порядок обвара с двух сторон. Хорошо когда есть обрезки - из зажимами фиксируют, и кладут валик шва на среднем токе, они начинают показывать на сколько изогнет (и куда) лист при выбранном режиме сварки. Портить новый это конечно глупо, но по контрольным обрезкам все же чуть понятней остаточная деформация, лист прогревами можно немного вернуть назад, насколько позволят ребра. Там и начинается игра с порядком наложения швов, я пришел к тому что точки крепления листа идут по спиралям - одна по часовой, вторая против, "пуза" вообще не было, но ток был на минимум. Отличие от барабана в том, что последовательно гнет и контур, лист увлекает за собой саму констукцию, там и пришла идея двух спиралей, внутренняя против внешней, длинный профиль тяжело согнуть на коротком плече, когда как через середину он идеально деформируется. Труба 50х50х4(3) - вварена косынка внутрь (8 мм), петли обваривал точками (минимум нагрева) - итог: увело на 15 мм, тоже самое с листом обычным порядком Точки зиг-загом (внутренняя, внешняя, внутренняя) уменьшали коробление уже до допустимых пределов, но это был тонкий лист (холодный). Накладная крестовина с отводами (8ми конечная звезда) по идее должна удержать от коробления весь лист, но ее жесткость тогда должна быть выше с 2х кратным запасом (по факту двутавр).1 балл
-
Игорь, два неоконченных высших на Кибернетика и АСУТП, зато весело стало, играть с огнем, даже лучше чем компютерные игры, азартней, раньше ВебСварка не вызывала интереса, мало мог сформулировать, но я почитывал форум, просто мне то нужен форум технологов и ГИПов (зрение ушло на 0.8, колену почти сами понимаете что, и стопы тоже износились). Сварка стала бесить (то не заплатят, то просто на дверях скучно), увлекся инструменталкой, понравилось, после сервиса стало еще больше нравиться, уже не жалко того диплома, ведь... Кибернетик обязан знать всю технологию металлов в первую очередь, а ГА ДиффУр и прочие чудеса мироздания уже потом. Сначала нравилась гаражная технлогия, но потом вспомнив что бывает когда перекошена рама, а клиента уводит в сторону, подумал и решил, что это только для художественных работ. Деньги со сварки идут на компы и литературу, литература и компы помогают зарабатывать, простой как дуга процесс обработки навыков. Кстати на строительном наречии Лепило это был теневой мастер, когда основной не пришей к ..... "Иди к Лепиле, сейчас покажет...", он мне тогда и показал вертикал за 2 часа дровами под дождем, и, порекомендовал оттудова маршевым кроссом искать что нибудь получше.1 балл
-
Вторая редакция:
1 балл
-
-Сейчас варим обычной дуговой сваркой -для Т образново стыка разделка кромок не нужна1 балл
-
Когда я ем-я глух и нем,когда варю по воде-я пообщительнее.1 балл
-
Праздник в " Будни сварщика" Мостик к богу, длина 16 метров, бюджет 80тыс. от спонсора и деревенский мостоотряд трудился 4 дня. Сегодня состоялось открытие мостика и дорога до церкви сократилась в двое.
1 балл
-
@Eugeny Rehtin, Когда человек стремиться к удобству в работе и пытается рационально использовать рабочее пространство и инструмент- честь ему и хвала. Правильно поступаете. Тут на картинке увидел у вас кожаный чехол для электродов. Когда он в работе весит на поясе это не есть хорошо- однажды вы на них обязательно сядете, ладно если по плоскости, а то могут и вертикально попасть. Мы делали так: берешь кусок пожарного шланга, сгибаешь пополам и прокалываешь электродом 2 внутренние стенки раструбов. Электрод сгибаешь в виде большого крючка- можно и на руку повесить и на пояс и вообще прицепить куда угодно. У вас получается полноценный футляр для патронов из 2-х половин- можно складывать разные марки и разные диаметры не перемешивая. В раструб можете вставить и свой молоточек. Вообще эта конструкция была очень популярна- не горит, прочная и делается моментально ну и в плане удобств тоже не на последнем месте. Кстати половинки делали и разной высоты, как и электроды.1 балл
-
Это разделка не просто под конус, но еще и срезы на поверхности цилиндра - углубления призматические, дают динамичность сердцевине - главное получить мягкую резистивную сердцевину чтобы меньше работала на хрупкий излом и прочную поверхность, чтобы не тупилась о материал, звезда не всегда помогает, она лишь увеличивает частично слои никеля либо 20Х80Н заполнителей, которые из за разной природы работают на скручивающий срыв по разному, не давая хрупкому излому распространиться вглубь, задерживаю своей вязкостью, повторюсь на некоторых видах стыковых это бесполезно, но иногда может увеличить время работы отремонтированного изделия, это называется композитный наплав, когда хрупкая сердцевина горбит изделие. Есть техника такая - 0 градусов точка крупная, 180, 90, 270, 0, и так далее - нагрев идет с разных сторон, стягивание идет с разных сторон, усредняя собственное напряжение, когда как сварка с 0 до 360 дает радиальное напряжение, и где то в месте маскимума трещина получит максимум энергии на разрыв, замок как на трубах иногда вреден из за конечной точки напряжения. http://cs617923.vk.me/v617923613/1bd3e/K9i6HOfydU4.jpg1 балл
-
Я тему создал чтобы более опытные старшие коллеги сюда заглянув что нибудь напомнили и дополнили более грамотно, один в поле не воин, тем более на минном поле с растяжками и датчиками перемещения бионики...1 балл
-
http://cs617921.vk.me/v617921613/1e562/BNLV9afhLg0.jpg http://cs617921.vk.me/v617921613/1e56b/9twP5lQWTWQ.jpg1 балл
-
Если ее сновья перебрать и потюнить - то это - САМАЯ ЛУЧШАЯ ГОРЕЛКА В МИРЕ ЗА 4500 РУБЛЕЙ. Изготовлена уборого и погано. Но тот кто ее конструировал заслуживает уважения, такой удобной посадки я не встречал, разве что на промках за 12 000 - 25 000 рублей. И кран под пальцем от прожега, и кнопка там где должна быть и такая какая должна быть, ее минус - не бывает под левшей, а я левша, поэтому швы пока на ней не самые лучшие, под левую сделал перезащелку на кран, хотя бы на полоборота но получается.1 балл
-
Со временем на остатке стальной части проволкопровода набегает налип от 4043 быстрее от 5356 медленнее, он дает 20% к снижению скорости, которая по ролику не распознается, если ролик 1 то совсем беда, на 4х роликовом это сразу заметно по заклиниванию (пора менять \ чистить). Если хотя бы раз к наконечнику приварило его надо на 1 мм выше расточить на 1 вглубь (полирнуть его всегда нечем). У Есаба и Миллера (Бернер и тп) есть наконечники на алюминий именно с большим вылетом (это раз) именно полированные (это два) и именно под любую резьбу (это два с половиной) их горелки полууниверсалки (с воздушным) так как только у них угол снижен по сравнению с горелками для черных сталей (этот загиб дает при убитом проволкопроводе 30% к заклиниванию). Длинные наконечники тяжело греются, реже клинят, и после переточки в общем дольше служат, плавно уменьшая свою длину. Короткие малых сечений обычно идут только для отрывистой техники на алюминии (вообще это подделка, они такие ((фото не могу показать) идут только на сталь). Если не охота мучаться с техникой "треугольника" то выручит спиральный наконечник на алюминий, его номер дает примерный размер валика шва, привыкать все равно надо, но проволока пойдет спиралью в ванну, формируя кромки по факту отношения ток\подача, крайне капризны к скорости подачи, зато выручают от рывков руки на 12 часу смены. Тефлоновый проволкопровод с рифлением тяжелее клинит в разы даже на моей ESAB AMG 400 !!!4 !!! метра !!! (воздушная), обычный дешевый проволкопровод (якобы тефлон, гладкий, любой перегиб на одном ролике дает проскальзывание, что приводит к вгоранию проволоки на токах выше 100А (либо 150)). На дешевых аппаратах канавки на ролике не U образные с припуском на 0.2 мм а обычные V образные под сталь, что дает 40% к проскальзыванию \ заклиниванию, да и пружинка вряд ли пригодна для корректировки особенно 4043 (ее элементарно проверить без марки загнув пальцем - 4043 еле касаясь - 5356 - сильная боль) у 4043 вроде как 3 см, у 5053 вроде как 5 см --- проверка натяжения пружины прижима верхних роликов - отключить ток от горелки и подачей на заданной высоте упереть в стол - должна изогнуться - если не изогнулась прижать плотнее, если порвало отжать на 1 оборот и повторить. Переход с ролика на Евро1 (а если у Вас встройка то беда еще выше) обычно застопорен пористой губкой для очистки (проволкопровод на 5356 служит дольше). ПушПул в принципе лишена этих недостатков кроме как доступности при потолочном и вертикальном исполнении когда ее края катушки мешают выставлять угол, повторюсь у меня 4.5 (!!!) метра ESAB AMG 400 (весит 1.2 кг) и алюминий варю даже когда она змеей (просто знаю все косяки от роликов до наконечника, именно их 4.5 метровый проволкопровод и научил что 0.8 проволока идет в нем на ура чтобы там не говорили, 0.6 естественно в ней дико клинит, подобрать стало возможно только на роликах с пластиковым покрытием). Если планируются короткие швы и техника в отрыв можно наоборот откусить стальную спираль оставив 5 см чтобы вытащить, а оставшийся пластик подогнать под Евро1 чуть с упреждением (запасоввывается внатяг) это когда в комплекте нету "штуцера" пластиковой (что часто бывает у наших продавцов) втулки для Евро1 из за нее на переходе может изгибать 0.8 4043 (АК5 АК3). Редко но бывает что продают 0.82 или же 0.86 наконечники вместо полированных 0.819999 они хуже на длинных швах, с непривычки низкий вылет и короткую дугу держат хуже (полированный сглаживает косяки от ролика до резьбы, и еще им хорошо калибровать скорость подачи, когда шкала уже врет, а по звуку на короткозамкнутом режиме мало что понятно. Сопла, обычные сопла плохо любят большой вылет наконечника, при угле свыше 30 появляется чернота (когда деталь чуть наклонена вбок и поток аргона завихряет). Для алюминия хороши цилиндрические с коническим концом, видимо они рассчитаны больше на аргон \ смесь, нежели универсальное для углекислоты \ аргона . Конические хороши для больших скоростей (обычно "вперед" без колебаний), но плохо любят высокий угол наклона наконечника к детали, хотя бывает по разному, правильное давление это сглаживает. Почти все что видел - только под 300А горелки, под мелкие видимо никто не берет. Сопла больших сечений уменьшают черноту\белесость на технике с отрывом (если продув не подведет). Касаясь токов от 200А сопла больших сечений немного позволяют поднять вылет электрода, что при том же проваре, не дает (!!!) валику вырастать вверх, оставляя его пологим (при отрывах, также игра вылета на повышение позволяет избегать прожега засчет снижения скорости, но уменьшения зоны ванны при безотрывной технике). Их минус - завихрения, линза размыта, не всякую деталь варить ими удобно. Сопла цилиндрического типа позволяют варить назад, и под 90 градусов, с большим НО - и вылет и длина дуги и вылет наконечника должны строго соответствовать подаче, иначе либо клинит, либо перенаплав. Полуавтоматом хорошо варить на маленькую риску (как бы разделка кромки второго типа) она и направляющая и еще формирователь корня шва, когда на низких токах повышается риск непровара из за биения рукой от корня к кромкам, корень быстро стынет и его лишняя часть на 5ххх серии на первых 300 мм шва меньше проваривается чем на следующих, уже прогретых 300 - 1000 мм (кроме случаев начального подогрева, баки с солярой нельзя было греть, уход за 80 цельсия повышал риск взрыва ТВС на 90% ). На Kemmpi ESAB Miller Selco и им равных есть спец блоки оперативных работ 2го класса, имеется ввиду 2 либо 3 программы, которые переключаются педалью \ двойным нажатием на кнопку горелки, тогда при сварке "назад" получается такое - 250 А корень, к кромке, пауза, 120 А резко ко второй кромке, пауза, 250 А корень. При тех же расходниках повышает и скорость и качество на вертикальном и на потолочном положениях, что резко оспаривает отсталость Classic Shor-Circuit MIG CV от ихнего новомодного (хотя крайне крутого в плане удобства) Super Spray (I, II) MIG CV (CC), но СуперСпрей это 15000 10 000 Euro, а CV MIG 350A это 4000 8000 Euro (цены на инвертора, трансы с корректором естественно дешевле, я про то что эти трехфазники на чистых позволяют работать от генераторов либо на просаженных фазах, когда магнитные могут сваливаться, и линии синергии (!!!!) дешевых аппаратов НАЧИНАЮТ СИЛЬНО ВРАТЬ. Гелий как примесь не учтен ни у кого с ценой до примерно 5000 Евро, что печалит. У Кеmmpi есть одно отличие - на осцилограмме (по крайней мере раньше) было четко показано, что только Kemmpi давало наиболее сглаженное распределение энергии до дуги что на 3х фазах что на 1й фазе, уступив лишь промышленным генераторным станциям с жесткой коррекцией входных фаз по разбежке пиков (обратная сторона чопперной осциляции - поток в принципе с одной частотой но "рваный", у магнитных еще более разбросан ввиду дороговизны качественной обмотки) . И напоследок - на "топовых" 1.2 и 0.8 марках бывает "биение" диаметра проволоки, на качественной аппаратуре это сразу видно и легко корректируется, а вот на дешевом... В общем на дешевом такой косяк понять тяжело. то касается только алюминия и нержавейки, для черных сталей это все написанное абсолютный полный бред. Не мажте маслом\силиконом мне ролики и проволкопрод... Он у меня последний. (с) Левша1 балл
-
@Sakhalin_Cat, в той книжке не было параметров самого слоя, видимо я про тонкие слои, на повышенных да проковка требуется, вопрос в том как на незакрепленных деталях это делать, они делят импульс молотка, также его можно разбить проковкой, слесарям такое доверять не всегда можно. Вопрос - проковка сразу вслед за швом (в 5 см слесарь) - более правильно, либо все же дать остыть до 400 градусов? Хотел когдато сделать шовный штемпель для слоев с риской для второго прохода и прочих удобных в производстве приемов, шовный штемпель не дает разбить слой и охрупчить чугун. Тут схожая тема есть, там про 20Х80Н и похожий способ термического влияния на чугун. http://websvarka.ru/talk/index.php?showtopic=2139&view=getnewpost1 балл
-
Молодец! точно и ясно сказано!1 балл
-
1 балл
-
По трубам водяным, п.а не нравиться толстый шов клиентам... им надо красивая труба , ацетиленовая... люди непонимают... что красота внутри, как лезвие толщиной может быть... по мне шов толстый должен быть, выпуклый... как металл покупаешь... 1.5 мм. И 3.0 мм... есть разница1 балл
-
Привет. Еще в планах научиться ацетилен, кислород научиться.. думаю, есть смысл.?.. или моим комплектом итак все работы сделать возможно... Вообще от ацетилена тошнит... и в машине возить опасно его.... то ли дело инертный газ... как вариан , продаються балончики мультигаз, так там температура 2400 градусов... в москве не заправляют таким... тема интересная, альтернатива ацетилену... горелку прикупить... один балон, шланг и горелка...1 балл
-
Привет! Горелка для тонкого металла отличная вещь... еще любопытно попробывать ей, черную полдюймовую трубу... Ваха, ты из какого города, я из мск1 балл
-
Маску из США получил. На первый взгляд всё нормально. Всё новое, не одной царапинки и даже включается. Как и написанно, 9100X. Примерно 8500 км. Чуть меньше месяца в пути. Америка существует!!! А я думал в школе обманывали.1 балл