Лидеры




Популярный контент
Показан контент с высокой репутацией 23.05.2014 во всех областях
-
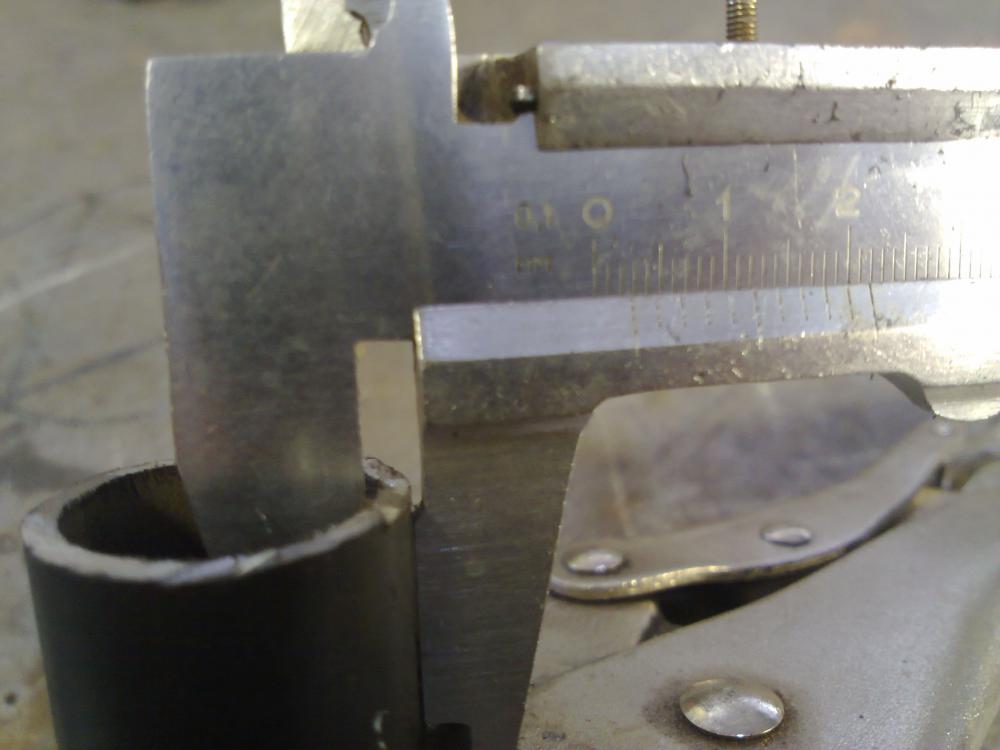
Сделал мне корефан - наш форумчанин,коллега по цеху и отличный парень,презент.Спасибо ,Валерий ! Стояли банки радуя глаз и рука не поднималась запускать их в дело,но и устоять от соблазна- совесть не позволяет.После LB,конечно,разница чувствуется.Вернулся на прямую полярность,текучесть выше (сказывается содержание рутила,по всей видимости),замок перекрывать надо "более серьёзнее" - начало изобилует порами,но из плюсов - всё остальное.Шов формируется отлично ,повторный поджиг изумительный, св.ванна ,кажется,"держится" на грани фола,но,тем не менее, держится и , довольно-таки,уверенно.Из первых впечатлений.Варить Бохлером сложнее ,чем LB (может по-первости так показалось),но ,тем не менее,они стоят того.Варить ими пробовал очень давно и ,всего-навсего, пол-пачки. Из личных впечатлений - не разочаровался Да,кстатиТруба 1/2",электрод -вышеупомянутый Бохлер,ф 2,5мм,ток 40А ,стык поворотный.Уж не знаю,по ГОСТу ли?
 6 баллов
6 баллов -
Стеллаж из профиля 20х20х1.5, длина 6м, высота 2м
6 баллов
-
@Рудольф Шнапс, http://f5.s.qip.ru/IA4wMowQ.png5 баллов
-
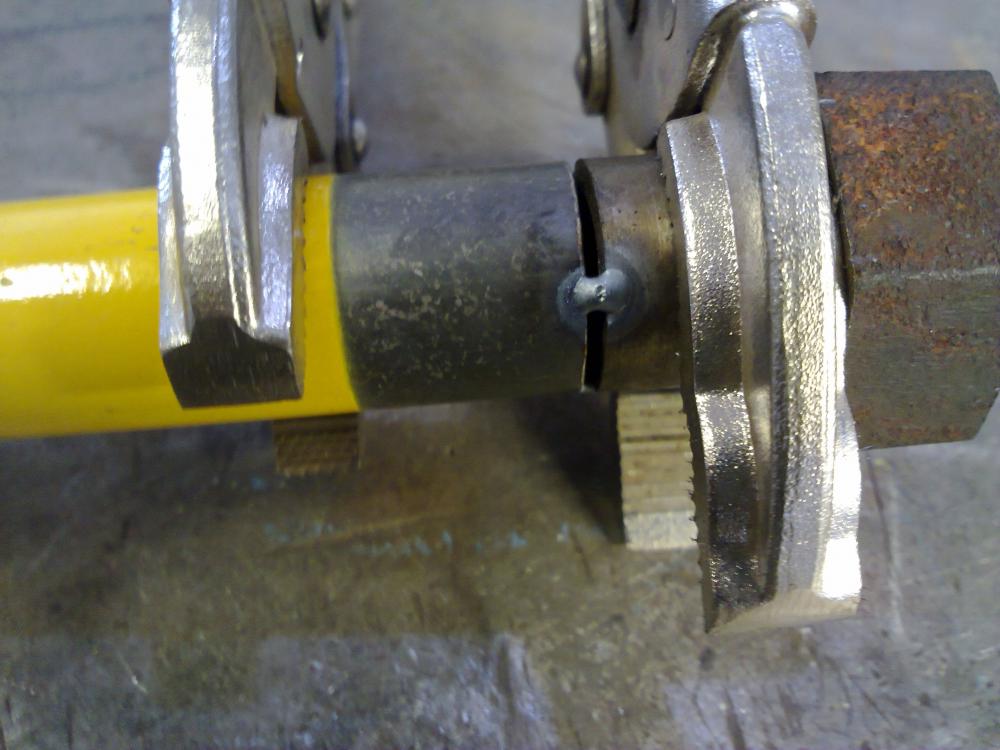
Ну в этом - перебьётесь ,слишком много чести. Амбиции попридержите.Кроме звона от Вас- пока ничего,и непонятно,спец ли Вы,или же очередной понторез.Не умаляю Ваших возможностей,но прежде чем бросаться такими предложениями,обозначьте свой профессионализм.На форуме есть для этого отведённое место. Потешу Вас,как раз сегодня,предвидя такое развитие событий,сделал небольшой отчёт. По характеру работ на сей момент была мелочёвка,ей и ограничился.С большими диаметрами на сей момент не стыкуюсь,да и не стал бы ради потехи время убивать.Итак.Труба 3/4".Толщина стенки ~4мм. Зазор 2мм. LB-52U. Ток 50-55А. Поворотный способ сварки. Один стык специально "распахал" ,чтобы представить провар.После этого заварен и окультурен Это тоже просто стык,с "потрохами".С фонариком и вспышкой. В ходе этих заморочек был сделан неправильный стык,который пришлось резать.Может оно как раз кстати. А это- как бонус.Конструктивно схема была изменена и одна из " лишних деталей" покоилась в углу.Привлечём её к делу.Это относительно того,как желательно в будущем представить свой высокий пилотаж в сварке труб.Облицовку можно и болгаркой зализать,а вот корень-это ЛИЦО стыка и вся свистопляска с пилотажем ничего не стоит,ежели он сомнительный.Труба 159 х 4. Зазор 3,2мм,притупление 1,5мм, фаска 30*,корень ,правда,ТИГ,но я им и работаю на этих изделиях,так что ,извините .А "ручник" я выше продемонстрировал.Ежели неповоротный возжелаете,то могу и его по-возможности и при наличии,но не по сомнительным параметрам,ибо ещё раз утверждаю,что 5мм неповоротный с зазором 2мм серьёзным диаметром и допусками на шов качественно не сделать,а уж если на потоке,то тем паче. Всем спасибо за внимание и пардон за столь длинный пост.
4 балла
-
Ремонт педального узла, восстановление крепления зеркала. Пластина к теме форума не относится, отполировал (накладка с авто).
3 балла
-
Здесь фото вставляются без проблем, видео через ютуб, а правила как новые выйдут, так прицеплю.3 балла
-
3 слоя.межслойка-выдержка около часа. четвертый дуть не рискнул-третий за малым,не сорвался в потек.небольшая *смаржопа* пошла. в общем,где-то так. завтра попробую добить-2 люка,две створки,капот и по мелочи-лючки,крепежи ит.д...
3 балла
-
Продолжу. Второй день обещал скорую развязку. Но это я так думал! Между 11 и 12 часами вырубили свет, сказали не будет до четырех. Настроение ушло в минус. Но что поделаешь. А так хорошо шло. В результате проб и ошибок я пришел к варианту с косоурами собранными из балки и плоских боковин. После монтажа каркаса остается вварить уголки и полосы. Приспособился уже при помощи зажимов и полос фиксировать одну плоскость. Варю изнутри, хоть и выгибаться приходится, зато потом зачищать не нужно. Исключение первая ступень. Туда жбан в маске не пролазит) Так как почти все покрасил дома, после осталось подмазать только боковые полосы и места где грунт обгорел. Жаль только свет дали в начале пятого. Вскоре подъехал друган и помог добить. Всю лестницу сфотать не вышло, маленькое помещение там. Да еще и свежая стяжка.
3 балла
-
Сегодня с горем пополам домучал еще одну. Опус о том как было. Заказали к тем двум что делал ранее на таун - хаусах. Сразу предлагал три, но отказались от чердачной. Мол нам бы что полегче, или вообще что то очень легкое. Мне лично ничего кроме алюминиевой стремянки в голову не пришло. А потом передумали, долго везли металл и расходники. Потом спину прострелило. В общем не шла у меня эта лестница. Делал эту вместе с предыдущей, которую другу ставил. Но из за затупки посредника в выходной установить не удалось. Сказали что там делают стяжку и мол никак. В результате среди недели стяжку все еще делали, а в выходной как оказалось можно было и поработать. Тогда бы мы её с друганом за день уконтропупили. А так эпопея растянулась на два! Собственно в виде полуфабриката лесенка двухмаршевая выглядит вполне скромно. Утром загрузил и отвез. Хорошо зятек таксист у меня. Помог. Верный мой подсобник серед недели работал( На месте обнаружилась приличная толпа узбеков. Делали стяжку. В общем мы начали активно мешать друг другу, но что делать, все по доброму понимали ситуацию. Я сложил вещички в уголок и потихоньку начал. За день удалось выставить каркас, а после пяти подъехал друг. С ним пять ступенек собрали. Еще и прожектор не взял. Почему то показалось что там было светлее когда замерял. А на самом деле темень хоть глаз коли. Вроде глазами видишь а как прицеливаться надо, так ничего и не разглядеть. На другой день привез. И из за того что узбеки плотно ходили рядом, пришлось городить настил. Так что бы они мне и я им совсем не мешали. Заволок все под лестницу на настил. Сварочник примастырил на фанерку, сам по жердочкам. Как оказалось не ленивые парни лупили стяжку аж 11см. Зачем не ясно. Это позволило мне немного приподнять всю лесенку. Перестраховался от того что верхняя ступень выйдет высокой, если на чердаке такой же слой вдруг зальют) Дело шло.
3 балла
-
Доделал:http://images.vfl.ru/ii/1400693246/3c885cb1/5203744_m.jpg http://images.vfl.ru/ii/1400693247/a7665b61/5203745_m.jpg http://images.vfl.ru/ii/1400693247/63da5a28/5203746_m.jpg http://images.vfl.ru/ii/1400693247/06c3cd41/5203747_m.jpg http://images.vfl.ru/ii/1400693248/97ae6979/5203748_m.jpg http://images.vfl.ru/ii/1400693248/369ffdb3/5203749_m.jpg http://images.vfl.ru/ii/1400693248/56330091/5203750_m.jpg http://images.vfl.ru/ii/1400693249/a9152c76/5203751_m.jpg Зак в восторге, он мужичИна на голову выше меня ну и в шырь, короче таких как я двое(а во мне 90кг), несколько раз прыгал на лестнице в разных местах-искал сыграет или нет. Не сыграла3 балла
-
Мой сундук!
3 балла
-
А у меня сегодня праздник! Выпросил апппарат для ММА сварки, компактный. Привезли!!! Теперь не таскать за собой Бриму - ТИГ (30кг)...
2 балла
-
Ваши можно где нибудь на фото увидеть?2 балла
-
@Испананец,Вы ,вообще ,кто ? Такое впечатление,что в спецзаведении был День открытых дверей.Если подписались подискутировать от скуки,то Вам в курилку.Если Вы что-либо из себя представляете,то обозначьтесь.Молотить языком - ума много не надо,равно как и писать неграмотно,или,как по Вашему,"шмурдяк".Если Вы действующий специалист,то будьте добры подтвердить свои позиции делом,если же офисный планктон,то продолжайте сидеть ровно.Начал было комментировать Ваши претензии,но затем изменил своё решение,потому что и стиль "шмурдячный" - всяко-разно можно толковать сие , и суть некоторых "непоняток" - это невнимательность с Вашей стороны - можно и фото увеличить,и мозг включить.2 балла
-
Тюниг на занижение,раритет.Пройдёт время и новые машины станут заниженными.
2 балла
-
Вот как раз таки у miha28 с перилами никаких головняков и не будет в дальнейшем. Выявляется просто. Лестница разворачивается в одну прямую по линии поворотов. И тогда у miha28 выйдет что перила пойдут в одной плоскости с косоурами на равной высоте над каждой ступенькой. И если место позволяет то его вариант правильнее чем если бы площадка на повороте являлась ступенькой. Тогда при развертке оказалось бы что образуется провал. А значит на перилах пришлось бы ставить переходной столб. Да и делать так по проще. На стадии расчета в ручную каждого элемента, как на моей, начинаются танцы с бубном. Потому что готовлю элементы дома, а значит надо знать точный размер каждого заранее. И вот тогда последняя ступенька-площадка дается через таблицы брадиса, подобие треугольников и свойства прямоугольных треугольников. Это не каждый и вспомнит щас. А по другому сопряжение не расчитать, нужны углы и желательно с минутами. Иначе поворот пол градуса на 15 сантиметрах подарит незабываемые минуты с болгаркой при монтаже. Теперь развернем мою лестницу. Резкого провала нет, но проступь ступеньки образующаяся меж двух маршей будет равна расстоянию меж маршами. В моем случае в полтора раза уже остальных. А значит прямой линии перил не выйдет. И если ставить приставные перила то через переходной столбик либо двумя отдельными секциями. А если перила на марши, то в месте двойного поворота уклон будет в два раза больше. Но место у меня не позволяло делать по другому. Как вы правильно сказали за каждый миллиметр бился. Ибо нижний марш сходит в стену, а от нее для комфорта пользования надо отступить хотя бы на ширину марша. Да и в целом под каждый угол лестница индивидуальна. Свои просторы, свои ограничения. Меня отделочники лестниц будут вспоминать более эпично чем mihu28 при подборе перил. Хотя для человека свое дело знающего в обоих случаях проблем в работе не будет. На истину в первой инстанции не претендую, просто высказал свое видиние ситуации.2 балла
-
http://img.huyandex.com/FilesPics/huyandex/1314/001/175.jpg2 балла
-
Вдруг пригодится. Заказали пожарные воротчики на стоянку. Вся ограда из трубы ДУ20Х2,5, из этой же трубы и воротчики сделал, ну и шарнир из неё. В дело ещё пошли обрезки восьмёрки, и два обрезка 60мм круга 20.
2 балла
-
В отпуске... Отцовскую "калину" шаманим... Ушки на защите поотлетали, лепим новые + бампер ремонтируем +крылья...
2 балла
-
Отойдем чуть от политики,любимые картинки.
2 балла
-
2 балла
-
Приветствую. Начало. http://images.vfl.ru/ii/1400605538/2ebdb37d/5193558_m.jpg http://images.vfl.ru/ii/1400605540/c8b32415/5193559_m.jpg http://images.vfl.ru/ii/1400605540/5688703f/5193560_m.jpg http://images.vfl.ru/ii/1400605541/fae0e193/5193561_m.jpg http://images.vfl.ru/ii/1400605541/4a533b78/5193562_m.jpg http://images.vfl.ru/ii/1400605541/14217be6/5193563_m.jpg http://images.vfl.ru/ii/1400605542/a80284f5/5193564_m.jpg http://images.vfl.ru/ii/1400605542/60e4aa64/5193565_m.jpg http://images.vfl.ru/ii/1400605011/60100c1f/5193436_m.jpg http://images.vfl.ru/ii/1400605012/2204da3f/5193437_m.jpg http://images.vfl.ru/ii/1400605012/7157b8b8/5193438_m.jpg2 балла
-
Смонтировал на днях
2 балла
-
О.к. По поводу светофильтров: такой большой разброс в затемнении вполне может объясняться тем, что кто-то работает в помещении (цех), а кто-то на улице. Например в солнечную погоду я с удовольствием использовал С3, но если варить без отрыва и короткой дугой. А вот в помещении С4-С5 - за милую душу. Так же глаза могут очень сильно уставать, если очень много варить в отрыв, даже с С7 в помещении. Постоянная смена яркости очень напрягает (особенно в момент отрыва электрода) + отражение от стен (залетающее в маску) сказывается. п.с. как-то в поле закончились С4, так чтоб вечером легче было варить использовал очень сильно "закиданное" С3 )1 балл
-
Во всяком случае я прочитал: Что НЕ следует делать: создавать темы в неподходящих разделах. Если считаете, что необходим какой-то новый раздел форума, то отпишите об этом - обязательно рассмотрим предложение.писать названия тем и комментарии к ним только прописными буквами. Если Ваша тема будет интересна, то ее обязательно заметят и без использования всех прописных букв.дублировать свои темы и сообщения в разных разделах. Такие дубли будут удаляться. Если Вы нечаянно создали тему не в том разделе или ответили не в то сообщение, то дайте знать модераторам. Это можно сделать, воспользовавшись кнопкой "жалоба" на том сообщении, которое следует отредактировать или удалить.неуважительно общаться со своими собеседниками.И мне этого достаточно.1 балл
-
Это не помогает. Если находиться в вакумной упаковке, блестит и не оставляет налета на чистой белой ткани после протирки (сейчас вскрывать не буду и проверять на белой тряпке, катушку жалко пачкать, в течении месяца обещали заказ вот тогда и потру если не забуду.) то от чего её еще можно очищать, чтобы при сварки не было копоти? Остается только оксидная пленка либо проволоку накрыло цеховой пылью.) А про газовую защиту я вроде писал уже: Что мол все это из-за плохой газовой защиты - неправильного расхода, неправильного вылета, неправильного угла расположения горелки, неправильно подобранного внутреннего диаметра сопла и т.д.))1 балл
-
Для информации. По ряду причин было принято решение не накладывать копирайт поверх фотографий, загружаемых на форум.1 балл
-
Вот так горелка ушаталась, но варила нормально. Сейчас вот такое оборудование дали:
1 балл
-
http://cs406828.vk.me/v406828423/7892/mGennEFV0DE.jpg http://cs406828.vk.me/v406828423/78da/jYP8wQANntY.jpg http://cs406828.vk.me/v406828071/6808/6b4UjK8p0Kw.jpg1 балл
-
Может слишком сильно затемняет? Светофильтр поставте типа С-4. Об остальном посоветую читать тему с самого начала:-). Да и не только эту тему. Много тем есть в разделе "Ручная дуговая сварка" из которой многое можно подчерпнуть для себя.1 балл
-
BelaZZ Ваша ширина шва облицовки какая? Сейчас реальная на Вашей работе при условии Вы варили лб-2,6мм? 2) Зазор 2 мм а толщину 3мм возьмите для начала, а не зазор 3мм. И будете делать отчет если хотите учиться. Если нет, тратить время на Вас не буду. И начнете делать для первых попыток поворотный стык. 3) Технологическое окно у Вас сомнительное действо- а тут бабка надвое сказала. Урий при 5 мм толщины и зазоре 1,6мм сделал первый слой в толщину обмазки лб-2,6мм. Это хорошо, Вы тоже это сделаете если у Вас зазор стянет до 1,5 мм . В личку не пишите ,читать я там не хочу и не буду.1 балл
-
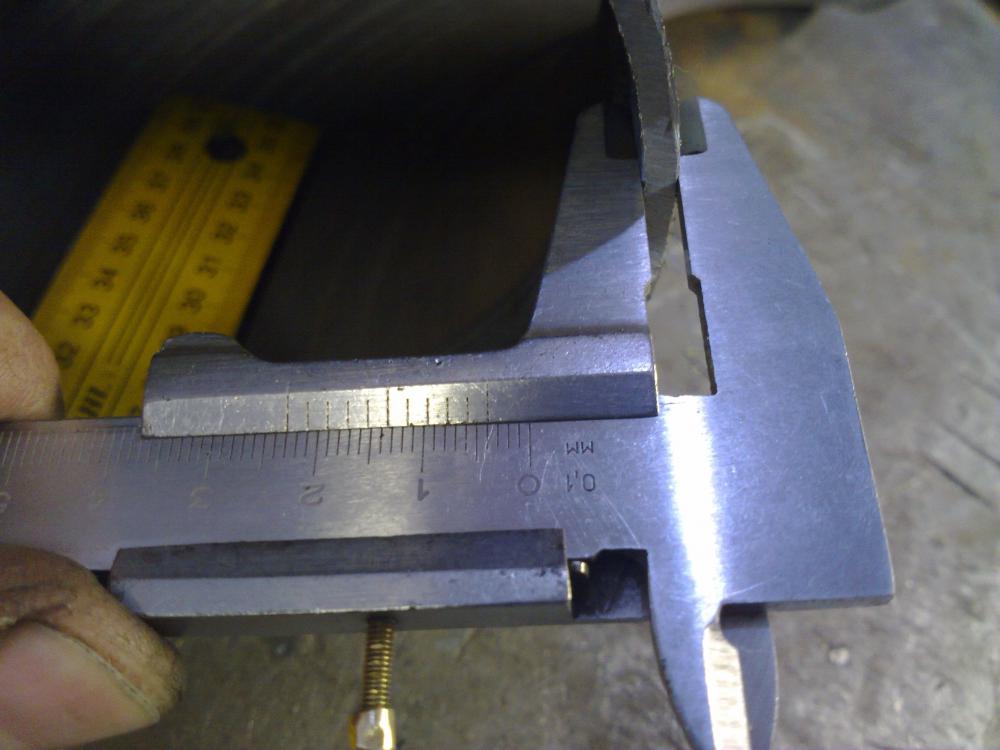
@Испананец,Не стоит так сотрясать воздух.Слова-они словами и остаются.Если есть чем подтвердить свои доводы,то пожалуйте небольшой фотоотчёт,с нормальным ракурсом,в подтверждение выбранных параметров,а не размытый контур со скользким фактом.Никто не утверждает,что такое не возможно в принципе и ГОСТ тоже не дураки писали,но есть и другая сторона медали.Если этот пункт Вам для "поколотить понты" на одном стыке в своё удовольствие,то это одно.Получилось-не получилось,какая разница.А если стыков на десяток-другой и под просветку,то это другая песня. На этом снимке зазор ~3мм ( в ходе выравнивания зазор мог увеличиваться - для сравнения,стык лежит на пластине 4мм), ф 57мм и толщина стенки 4мм.Варилось в один проход.Электрод LB-52U , ф 2,6мм ,ток 40-50 А. В чём киворукость?В том ,что стык сделан с заведомым качеством?И я уверен на 99% ,что он пройдёт просветку и резать его не буду.Или конечные параметры не нравятся ,ширина да усиление ? На трубе с большим диаметром и толщиной ,,зазор в 2мм стянет махом.Увеличивая ток тоже не решаем проблему - разделку элементарно забивает металлом.Как предполагается формировать обратный валик - диапазон колебаний ограничен.Технологическое окно на такой толщине сомнительное действо по ряду причин,к тому же и за рамки стандарта выйдем.Возможно,я заблуждаюсь,так переубедите меня реальными делами,а не балабольством.
1 балл
-
Чёрный квадрат? Или параллелепипед? А на улице +300С.
1 балл
-
Не знаю,смешно или грустно: не более 20 дней назад,морозил морду лица по тундре,звонит мне главный по МТС(мат.-тех снабжению) и говорит,встреть,мол и проконтролируй получение супер-пупер электродов на приличную сумму с тремя нулями...а на хрена говорю,в ответ,вроде ничего такого в производстве не наблюдается....так это не тебе!!! это механику!!! на бульдозер!!между прочим,если тебе так интересно,раму варить...Дык это же электроды вроде как переходные сталь-чугун?!!!Так это же рама там ЧУГУННАЯ!!...в лёгком ступоре спрашиваю-кто тебе инфу дал подобную? чуть не падаю-бригадир! монтажников! он у нас давно работает!!! это преамбула была... Приезжает генеральный,смотрит-супер-пупер электроды в диспетчерской лежат...чего бульдозёр не варим??? так не нужны вроде как..ааааа!! где механик?? мать-перемать,нахрена мы их купили?!!! Пообещал линейному с главным механиком аванс этими электродами выдать...Мораль-консультации со спецами экономят личный бюджет1 балл
-
@Niim, бесполезно... теории неплохой много, а что толку.. Ну, поймут они процессы (если захотят) а вот на практике сделать полуавтоматом что то, отдалённо приближенное к шву РДС ой как непросто. Я сам в своё время намучился, хотя от окружающих специалистов и "специалистов" только и слышал, "ачётамварить. ткнуливари" Надо чтобы с ними грамотный полуавтоматчик с недельку позанимался хотя бы, последил за ошибками, "поставил руки". Или моим (и не только моим) путём: пусть заходят на форум, выкладывают швы и задают вопросы. Как то вот так в общем... А это ЕВМовская брошюрка по п/а сварке. Не очень длинно и в принципе понятно: https://www.dropbox.com/s/zqvf4o22vmz3vga/EWM%20%D0%BF%D0%BE%D0%BB%D1%83%D0%B0%D0%B2%D1%82.%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0..pdf Да, и в библиотеку форума вы зря не заходите, там и литература и видео обучающие есть. Например: http://websvarka.ru/talk/index.php?showtopic=3351 Если ребятки захотят учиться на форуме - сразу предупреждаю: ликбеза и обучения в отдельной для них теме НЕ будет. Всё на общих основаниях. Читаем-учимся- варим-выкладываем швы на обсуждение- выслушиваем мнения и делаем работу над ошибками. Помогают здесь охотно, но только тем кто сам ищет и учится. По принципу: "Читал, но что то не понял-объясните. Варю-настройки вроде правильные, но почему то не получается-поправьте. Разбирался в теории, такой то момент неясен- подскажите".1 балл
-
Вертикалы на косынках свай; ток 100 А электроды уонии 13-55 d 4мм, варилося с ВДМ-ки, на втором фото ток 120А варилось без отрыва дуги лень до балластника идти было с потолка на вертикал переключать и тем более дело шло к обеду, последнее фото варилося с технотрона ток 125А. Потолок, ток 135А электроды уонни 13-55 d 4мм. ак3797322, вставляйте пожалуйста свои фото в текст поста, чтобы было понятнее, где какой ток и пр. положение. А.В.
1 балл
-
В этот выходной у друга устанавливал лесенку. Места кот наплакал, да еще жена его хотела прямую без всяких поворотов. Хотя там и каркас крыши не располагает к выпиливанию грандиозных дыр. Каркас крыши новый, а потолок старый, причем весь поеденный жуком. Пришлось все усилять на шпильки и винты перед тем как пилить. Из имеющихся размеров вышли ступеньки 23*24. Их предложение было 25*25, но я не стал уменьшать и без того не большую площадку. Потому что площадка выходит под скат. И при размере её 90*90 см, полезной площади выходит чуть меньше. Хорошо что скат крутой. Вот уж как захотят где лестницу! Благо вся семья ростом метр с кепкой) Но главное заказчик доволен. А я чуть богу душу не отдал. На улице было под тридцать. Немного фоток.
1 балл
-
Заморочусь все же)
1 балл
-
Значит предчувствия меня не обманули! Спасибо Валерий! Наверное остановлю свой выбор на Спике.1 балл
-
@piton3217,Но судя по скудному описанию в нете, ответить тяжело, но вот по максимальному сварочному току лохотрон.1 балл
-
лист под уголком имитирует стенку здания , под будущую обшивку здания сайдингом ось вращения вынесена наружу уголком, и ворота при открытии наотмашь его не замнут.
1 балл
-
Воротины сварить единой секцией вполне нормальное решение, часто практикую на легких небольших воротах. При сборке следите что бы боковые элементы ворот находились в одной плоскости. Иначе потом притвор винтом получится. Верхнюю планку ставьте как удобно. На трех метрах не критично. Петли варите так что бы ось вращения находилась за пределами наиболее выступающей конструкции. Тогда ворота будут открываться на 180 градусов. Притвор можно сделать и профлистом. Тогда профлист крутить надо от притвора к петлям. Нахлест профлиста и будет притвором. Можно сделать ахлест притвора полосой а профлист прикрутить изнутри. Тоже симпатишно смотрится. Еще как вариант можно трехметровые ворота сделать одним полотном вообще. Тогда на одном столбе будут петли а к другому примыкание. На притворном столбе сделать упоры изнутри и закрывать на талреп. Талреп петлевой стороной повесить на столбе, а крючковой цеплять за ворота. Ворота в этом случае не гремят в ветер да и вообще стоят мертво закрытые. У меня шестиметровые единым полотном висят так, правда где упоры там еще пятка приварена. И воротина на ней стоит. Потму что грунт у нас болотный и играет.1 балл
-
Добрый день, Сейчас в сервисе находится 1 маска сданная от продавца совпадающая данному описанию, магазин, который сдавал (Сваргон) - в описание неисправности указал - неизвестно. Маска была продиагностирована на стэнде на затемнения, из всех раз проверки, затемнение происходило сразу, по поводу "ловли зайцев", диагностика не проводилась, т.к. обычно не рабочая маска не работает сразу. Дополнительно в полученных документах никаких особых отметок по проблемам во время работы не было, в связи с чем, вы и получили такой ответ. Далее, если у маски не утерян товарный вид, то обмен ее возможен, если товарный вид утерян, то возможна только замена неисправной части. В вашей маске есть скол краски - ее не обменять. В результате, сейчас будет произведена замена светофильтра по гарантии. P.S. количество гарантийных случаев по светофильтрам данной серии - 0,5% (по статистике из более 20 тысяч проданных штук).1 балл
-
@Sakhalin_Cat,Присадочный пруток 1160.При сварке Д16 ,сразу наблюдаются трещины.Не много не в тему,по наблюдениям.сопоставим со сваркой серого чугуна.Я не в праве говорить ,так правильно!При ремонте изделия из сплава 2024,мне принесли пруток 1160 и сказали варить только им(1160).После сварки нагрев до 350 С.И резкое охлаждение.Потом ,при 250-300 выдержка в печи(8 час.) .Медленное охлаждение на воздухе.Это не мой метод,требованивание специалиста из MD (Macdonal-Duglas).1 балл
-
БлуВелд "Престиж" 210 Про. Легкий, тянет неплохо ( электроды - ф 3мм). Уперли на объекте... , заказчик деньги за аппарат отдал, но осадок остался.
1 балл
-
У меня аппарат ESAB baddy TIG 160, в работе очень нравиться, в основном им варю только нержавейку на ММА почти не использую, проверил данный аппарат на выезде варил трубопровод из нержавейки, удивился когда работал он от генератора 3 Квт, не ожидал от него что будет работать без перебойно 5 часов и даже не вырубался, что меня это очень удивило. Если коротко окупил он себя очень быстро и не разу не подвел. Вот один из моих кормильцев.
1 балл
-
Сделал под заказ мегабубафоню. Никаких изысков и наворотов по части теплоотдачи, всё должно быть просто, надёжно – таковы были пожелания клиента. Высота топочной части 1000 мм, диаметр 530 мм. По периметру сделан желобок для песка, чтобы уменьшить нежелательный подсос воздуха через крышку. Поддувало сделано из 76-й трубы. Печка будет использоваться заказчиком в цветочной теплице. С другом-компаньоном еле ворочали этот «дот» (можно отстреливаться от фашистов через дымовую трубу, а по вражеским самолётам палить через поддувало, хи-хи).
1 балл
-
поддерживаю,нужно не как попало,а как надо (как положено)...ну и для всеобщего развития.... AlSi5 (ER-4043) - аналог проволок Св-AK5, Св-АК6 AlSi5 (ER-4043) - предназначены для сварки и наплавки алюминия и алюминиевых сплавов содержащих кремний (Si) до 5%. Алюминиевый сварочный пруток, широко применяемый для аргонодуговой сварки литейных Al-Si; Al-Si-Mg сплавов. Сварка на переменном токе AC. Защитный газ - Ar. ALSi12 (ER-4047) AlSi12 (ER-4047) – предназначены для сварки и наплавки алюминия и алюминиевых сплавов с содержанием кремния (Si) до 12%. 4047 была первоначально разработана в качестве пайки сплавов, чтобы использовать преимущество своей низкой температурой плавления. Сварка на переменном токе AC. Защитный газ - Ar. AlMg5 (ER-5356) - аналог проволок Св-АМг5 AlMg5 (ER-5356) - предназначены для сварки и наплавки алюминия и алюминиевых сплавов содержащих магний (Mg) до 5%. Алюминиевый сварочный пруток, широко применяемый для аргонодуговой сварки профилей и металлоконструкций из Al-Mg сплавов, содержащих > 3% Mg, таких, как AlMg3, AlMg4, AlMg5, AlMg6 с аналогичными материалами. Сварка на переменном токе AC. Защитный газ - Ar. Al 99,5 (ER-1100) - аналог проволок Св.-А97, Св.-А85, Св.-АМц Al 99,5 (ER-1100) – беспримесные алюминиевые сварочные прутки для TIG сварки нелегированного алюминия. Высокая устойчивость к коррозии и превосходная удельная проводимость. Предназначены для сварки и наплавки алюминия и алюминиевых сплавов с максимальным содержанием легирующих элементов до 0,5%. Основные области применения: электромеханическая, химическая и пищевая промышленность. Эти нелегированные прутки используются при пламенном нанесении покрытия в процессе металлизации. Сварка на переменном токе AC. Защитный газ - Ar. Для силуминов само то,это ALSi12 (ER-4047),но на "без рыбье" AlSi5 (ER-4043) будет не плохо (зачастую хорошо).... Дима,а вот тут не надо понимать,это так "фуфло",потом;.лопнет,треснет,разлетится.... @mouse812 А99 или А97,как вариант,но не предсказуемый.... Вы хоть и "инженер"-но зачем "Русскую рулетку" советовать,ведь есть же правильные материалы.....Кстати,чуть не забыл,"по секрету" у Миротворца и Tig гораздо больший опыт работы с Ал сплавами ,так что стоит прислушиваться.... э-эх ступени,ступени........1 балл
-
Вот список имеющейся у меня литературы по сварке и смежным вопросам. Запросы на бесплатную раздачу для некоммерческого использованию пожалуйста в личку. По техническим причинам слить весь массив не могу, но выборочно всегда готов. 1. Багрянский К.В. и др. Теория сварочных процессов. - К, 1976, Вища Школа, DJVU, 213 с. 2. Бачин В.А. (ред) Теория, технология и оборудование диффузной сварки, М., 1991, DJVU, OCR, 352 с. 3. Быков Б.Ф., Поволоцкий А.М. Сварка шин. 1976. DJVU, OCR, 96 с. 4. Винокуров В.А. и др. Сварные конструкции. Механика разрушения и критерии роботоспособности. 1996 DJVU, OCR, 576 с. 5. Грановский В.л. Электрический ток в газе 1971. -М. Наука, 488 с. PDF 6. Глебов Л.В. и др. Расчет и конструирование машин контактной сварки, Л., 1981, DJVU, OCR, 424 с. 7. Гуменюк І.В. та ін. Технологія електродугового зварювання. К., 2006. DJVU, OCR, 512 с. 8. Гуревич Г.И. Как паять - Л.,1964, DJVU, OCR, 60с. 9. Гуревич С.М. Справочник по сварке цветных металлов, К.Наук.думка, 1990, DJVU, OCR, 512с. 10. Заруба И.И. Автоматическая и полуавтоматическая сварка тонколистовой стали. 1959. DJVU, OCR, 62с. 11. Зусин В.Я. Сварка и наплавка алюминия и его сплавов. -Мариуполь.Рената, 2004. DJVU, OCR, 468 с. 12. Капцов Н.А. Электрические явления в воздухе и вакууме - М-Л. ОГИЗ. 1947 DJVU, 821 с. 13. Каракозов Э. С. Соединение металлов в твердой фазе -М.Металлургия, 1976. DJVU, OCR, 264 с. 14. Каракозов Э.С., Сапрыгин В.Д. Холодная сварка труб. -М.,Металлургия, 1978, DJVU, OCR, 176 с. 15. Каховский Н.И. Сварка нержавеющих сталей, 1968, DJVU, OCR, 312 стр. 16. Квасницкий В.В. Специальные способы сварки -Николаев.УДМТУ,2003 (укр) DJVU, OCR, 467с. 17. Квасницкий В.В. Теория сварочных процессов -Николаев.УДМТУ, 2002 (укр) DJVU, OCR, 181 с. 18. Кесаев И.Г. Катодные процессы электрической дуги. - М.Наука, 1968. DJVU, OCR, 244с. 19. Киселев С.Н. и др. Соединение труб изи разнородных металлов. 1981. DJVU, OCR, 176с. 20. Кисельников В.В. Пневматические приводы и аппаратура электросварочного оборудования. - Л., 1978. DJVU, OCR, 200 с. 21. Китаев А.М. Сварка и пайка тонкостенных трубопроводов. 1972. DJVU, OCR, 133с. 22. Китаев А.М. Справочная книга сварщика -М.,1985. DJVU, OCR, 256 с. 23. Колганов Л.А. Сварочное производство. -Ростов-на-дону, 2002. DJVU, OCR, 512 с. 24. Колганов Л.А. Сварочные работы. Сварка, резка, пайка, наплавка М.,2003. DJVU, OCR, 408 с. 25. Корниенко А.М. История сварки. XV-середина XX ст. -К, Феникс, -2004, DJVU, OCR, 212 с. 26. Корякин-Черняк С.Л. Справочник сварщика -СПб, Наука и техника, 2008, DJVU, 400 с. 27. Костин А.М. Зварювальни материали. -Микалаiв, 2004. DJVU, OCR, 228 с. 28. Кривов Г.А. и др. Сварка в самолетостроении. -К.МИИВЦ,1998. DJVU, OCR, 696с. 29. Крикунова И. И. Некрасов Ю. И. Газовая сварка пластмасс -М.Машиностроение, 1974. DJVU, OCR, 88 с. 30. Лашко Н.Ф Контактные металлургические процессы при пайке, 1977, DJVU, OCR, 192 с. 31. Лесков Г.И. Электрическая сварочная дуга. 1970. DJVU, OCR, 335 с. 32. Лосев В.А. и др. Иллюстрированное пособие сварщика. -М. Соуэло 2000, DJVU, 59 с. 33. Малышев Б.Д. и др. Ручная дуговая сварка -М. Стройиздат 1990, DJVU, 319 с. 34. Моисеев В.Н. и др. Сварные соединения титановых сплавов. М.Металлургия, 1979. DJVU, OCR, 248 с. 35. Назаров В.И. и др. Сварочный инвертор. Теория и практика. 2008. DJVU, OCR, 32 c. 36. Негуляев В.Ю. Инвертор - это просто (2). Киев, 2006. DJVU, OCR, 50 с. 37. Николаев Г.А. Ольшанский Н.А. Специальные методы сварки. -М Машиностроение, 1975, DJVU, OCR, 232 c. 38. Орлов Б.Д. и др. Контроль точечной и роликовой электросварки. -М., 1973. DJVU, OCR, 304 с. 39. Пацкевич И.Р. Поверхносные явления при сварке металлов, DJVU, OCR, -К.Наук.думка, 1991. DJVU, OCR, 240с 40. Петров Г.Л., Тумарев А.С. Теория сварочных процессов -М, Высшая школа, 1977, PDF, 198с. 41. Петушков В.Г. Применение взрыва в сварочной технике. -К.Наук.думка, 2005. DJVU, OCR, 758с. 42. Потапьевский А.Г Сварка в защитных газах плавящимся электродом. -М.Машиностроение, 1974. DJVU, OCR, 240с. 43. Походня И.К. Металлургия дуговой сварки. Процессы в дуге и плавление электродов. -К.Наук.думка, 1990. DJVU, OCR, 224с 44. Походня И.К. Металургия дуговой сварки, взаимодействие металла с газами. -К.Наук.думка, 1994. DJVU, OCR, 444с. 45. Рабкин Д.М. Металловедение сварки алюминия и его сплавов. -К.Наук.думка, 1992. DJVU, OCR, 160с 46. Райзер Ю.П. Физика газового разряда. -М. Наука, 1992, DJVU, 537с. 47. Романов Д.И. Электроконтактный нагрев металлов- М. Машиностроение, 1981. DJVU, OCR, 168 с. 48. Русско-украинский словарь сварочной терминалогии. -К.Экотехнология, 2001 DJVU, OCR, 224 с. 49. Слиозберг С.К. Контактная стыковая сварка оплавлением меди и ее сплавов. -Л.,1958. DJVU, OCR, 33с 50. Смирнов В.В. (ред) Оборудование для дуговой сварки. Л.Энергоатомиздат, 1986, DJVU, OCR, 656 с. 51. Фоминых В.П., Яковлев А.П. Ручная дуговая сварка. -М.Высшая школа, 1981. DJVU, OCR, 256с. 52. Фролов В.В., Дуговая сварка алюминия. -Х.Технология, 2003. DJVU, OCR, 66с. 53. Фролов В.В. Теория сварочных процессов -М. Высшая школа, 1988. 560 с. 54. Холопов Ю.В. Оборудование для ультразвуковой сварки. - Л.,1985. DJVU, OCR, 168 с. 55. Холопов Ю.В. Ультразвуковая сварка пластмасс и металлов -Л.Машиностроение, 1988. DJVU, OCR, 224 с. 56. Черненко В.С. Променеви методи обробки. Навч.посіб. 2004. DJVU, OCR, 166 с. 57. Черный О.М. Электродуговая сварка. Практика и теория - Ростов на Дону, Феникс, 2009. PDF, 321 с. 58. Чулошников П.Л. Точечная и роликовая электросварка легированных сталей и сплавов. - М., 1974. DJVU, OCR, 232 с. 59. Шоршоров М.Х. Клинопрессовая сварка давлением разнородных материалов. -М.Металлургия, 1982. DJVU, OCR, 112с.1 балл