Лидеры




Популярный контент
Показан контент с высокой репутацией 06.04.2014 во всех областях
-
Продолжим, нержавейка толщина 6мм колени ф 508мм. . Затёртые наждаками швы показывать не буду (ужас).
 8 баллов
8 баллов -
Поскольку доктора на некоторое время запретили мне порабощать Вселенную поднимать тяжести, а генераторы в машину грузить надо, пришлось в экстренном порядке и из подручных материалов лепить пандус. Набрал листа-четвёрки кусок 2х0,7 м, пару отрезков 50-го уголка по 2 м и слепил из этого самопальный пандус. О, Великая и Всемогущая Лень! Варил полуавтоматом прямо по краске и ржавчине. Получилось ничего так, лучше, чем ожидал... Поехали! Варил вот этим аппаратиком: Генератор сегодня затащил в машину и вытащил обратно спокойно, не напрягаясь. Генератор не понадобился, но родниковой водички родителям привезти надо. Поскольку ношение 50-литровых канистр на плече по одной и по две в руках-тоже под запретом, пришлось призывать на помощь супругу. Чтобы таскать канистры с одной ручкой вдвоём, по-быстрому, так же, из подручных материалов сваял приспособу. Распустил трубу на 1 1/4" напополам по вдоль, нашёл обрезки трубы на 3/4" и листа толщиной 3 мм: Полуавтоматом поигрался, принялся за аргонник... Соединил деталюшки. Получилось вполне функционально: Попутно, между делом, занимаюсь по просьбе начальства ремонтом растворомешалок. Вскоре сподвигнусь на более широкий фоторепортаж на эту тему. А пока была задача сдёрнуть "кокон" с вала. Кувалдой и какой-то матерью уже пробовали до меня. Забили края ступиц... Надо сразу выдавливать съёмником. А как его зацепить? Пришлось изобретать приспособу. Отрезал кусок трубы на 2" и прорезал в ней в диаметрально противоположных местах прорези под лапы съёмника. Прихватил к ступице: Тянем-потянем: За неполный час, со срезанием/прихватыванием, без матюгов и пота, сдёрнул 4 "кокона" с валов.
7 баллов
-
Ёмкость 13600мм на 3628мм толщина 14мм. Боковые стенки (крышки) 25мм. Внутри Собственно швы, просветка на пересечениях Работа бригады из пяти человек ( два сварщика, два слесаря и бригадир).
7 баллов
-
У друга пробило бойлер.Вот что получилось.
6 баллов
-
С учётом фото Шурпета и Угаида их (человеков) явно больше. Как-то однажды у дочери в начальной школе лопнула модная тогда швабра с ручкой-отжимом. Наивная девочка заверила всех, что папа-сварщик и влегкую починит. Но папа оказался лохом, аккуратно забрал запчасти из дома, на работе всё подогнал по линиям слома, зачистил и понёс к ст. товарищу. Тот покачал головой, понюхал-пощупал и задал вопрос: "А чо сам не хочешь попробовать?" На что и получил честный ответ: "Если у меня не получится, то будет мой провал. А если у тебя, то объективные обстоятельства, плохая свариваемость и пр." Короче после долгих мучений д.Саня заварил эту дрянь из непонятного китайско-АлсИлЮниевого сплава и с наказом: "Только не счищай швы, а то развалится...",- отдал мне. Швабру в класс купили новую, а когда дочь заканчивала 2 курс, в рабочем шкафу мне на глаза попалась та самая деталька. И решил я её все таки "подровнять" и провести мех. испытания. Дядя Саня был прав. После грубой зачистки швов первое же падение на палубу превратило всё это хозяйство в черепки. К счастью, я и был тем серьёзным дядей-заказчиком, так что разбираться с д. Сашей не пошёл, просто выкинул метал-лом в бункер и забыл.5 баллов
-
Супер теплый денек и надо срочно готовится к весне.Внук отказывается ездить на багажнике-требует трейлер.Теперь еще вопрос потянет ли такое сооружение велик(вернее я)Труба профильная 15х15 с местными усилениями 20х20.Требует еще кабину,приборную панель,гудок и руль
4 балла
-
Притащили на обварку и сварку запчасти с 8-мм листа. Это оборот, лицо ещё не варил, там малость посложнее. Разбираюсь с положением, учу наизусть )) Насратыши с боков - это "прихватки" ПА - так принесли ))) Потом буду срезать и разделывать нормально. Разделку фотать не стал, и так понятно, что без неё лажа будет. Сточил под 45 градусов по всем будущим швам ну и прошёл корень. Пару швов последних прошёлся, коряво идут, оставил на завтра. Электроды 2-ка китайские, транс китайский - переключатель на 2 положении, ампераж хз какой.
4 балла
-
@алексей0909, несколько замечаний. Здесь друг к другу обращаются на "Вы". Исключение для давних близких знакомых, лишь подтверждает это. Спорят и доказывают здесь с подтверждением своих слов. Фотографии работ, нормативные документы, ссылки на справочники и тех.литературу, итп. Человек вы здесь новый, так что весёлое тыкание пользователям, фамильярности с @Илария, необоснованные заявления про сварку любых ал.сплавов электропроводом, НА ПЕРВЫЙ раз вам проходят почти бесследно. Не надо так больше здесь делать. Задумайтесь над реакцией пользователей на ваши посты. Рады будем видеть вас в своих рядах.4 балла
-
@алексей0909, к Вам огромная просьба - проверяйте орфографию, а то я себе чуть глаза не сломал, а мне еще работать...4 балла
-
Первое апреля, вроде как, прошло... Господа модераторы, просьба перенести тему в "Курилку", либо вообще грохнуть. Призрак С.Никитина бродит по Вебсварке...4 балла
-
Родине труд вдохновенный! И ниипёт!
4 балла
-
Извиняюсь за длинный пост. Модераторы, если сочьтёте его лишним - просто удалите. Без обид. Хочу высказать своё мнение по поводу стиля общения некоторых участников на форуме. Ни коим образом не претендую на роль учителя или судьи, просто зарисовка с натуры. Некоторые из молодых, вновь появившихся пользователей, задавая вопрос не утруждают себя не только точностью формулировки своего вопроса, но и элементарным правописанием. Бывает, даже бравируют отсутствием знаний. Потом обижаются на резкие ответы. Ребята, обижаться не надо. Вы приходите на форум не для того, чтобы Вами здесь любовались. Это никому не интересно. Если вам надо получать ответы на конкретные вопросы, потрудитесь изучить общеизвестные вещи, чтобы не приходилось объяснять каждому с ноля, и чётко сформулировать свой вопрос. Грамотно поставленный вопрос содержит в себе половину ответа. И не ленитесь и не стесняйтесь переспрашивать - ничего дурного в этом нет,лично я так и делаю. Старожилы иногда грешат желанием поучать молодых. И вместо ответа на поставленный, пусть и примитивный вопрос, начинают поучать. Понимаю, что молодые сами провоцируют подобные ответы, но, на мой взгляд, не стоит этого делать. Люди иногда живут в таких условиях, что не имеют даже нормального школьного образования. Я не сторнник ликбеза на форуме, но хотя бы направление поиска дать надо. А обрубать на корню желание человека что либо узнать, право же, не стоит. И ещё один момент. Отсылка человека к поисковикам. На мой взгляд, что в Гугл послать, что на три буквы- по сути, одно и то же. Ну а местный поиск не всегда даёт результат. Своё же, старое, искал с помощью поиска - не нашёл. Потом вручную порылся, кое как нашёл. Так я хоть конкретно знал, что ищу. В таком случае надо человеку конкретную ссылку давать, что многие и делают. То, о чём я написал, явление не частое, но встречается. Хотелось бы, пореже. Понимаю, это похоже на монолог кота Леопольда, но я это вижу так. Кому не понравилось - просто улыбнитесь... P.S. - главное , отдавать себе отчет, для чего ты что - либо пишешь? Ответ получить, вопрос прояснить, ответить на вопрос или себя показать... Я так полагаю.3 балла
-
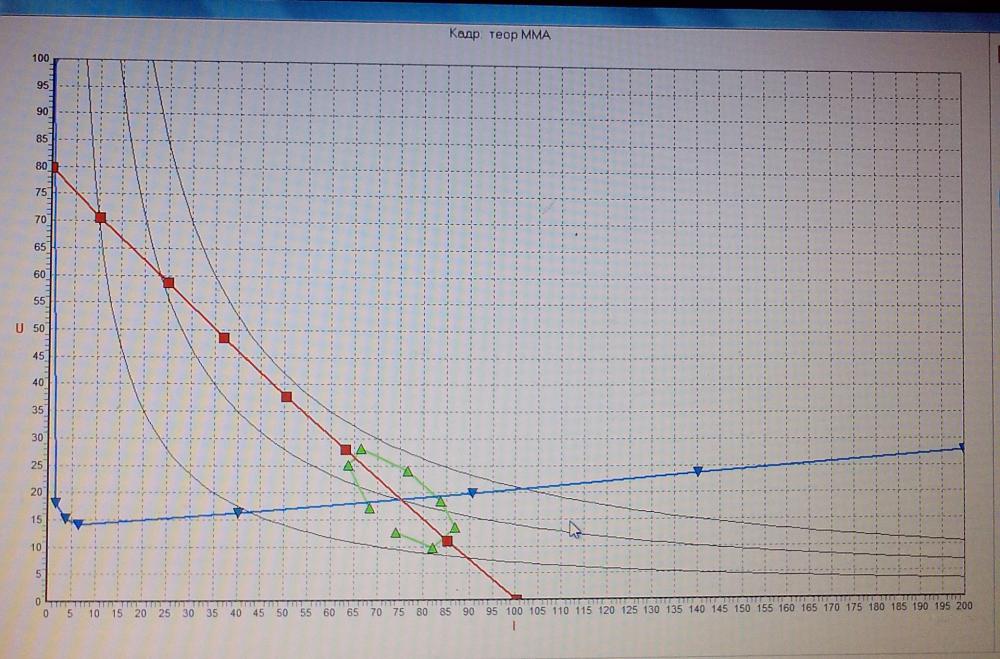
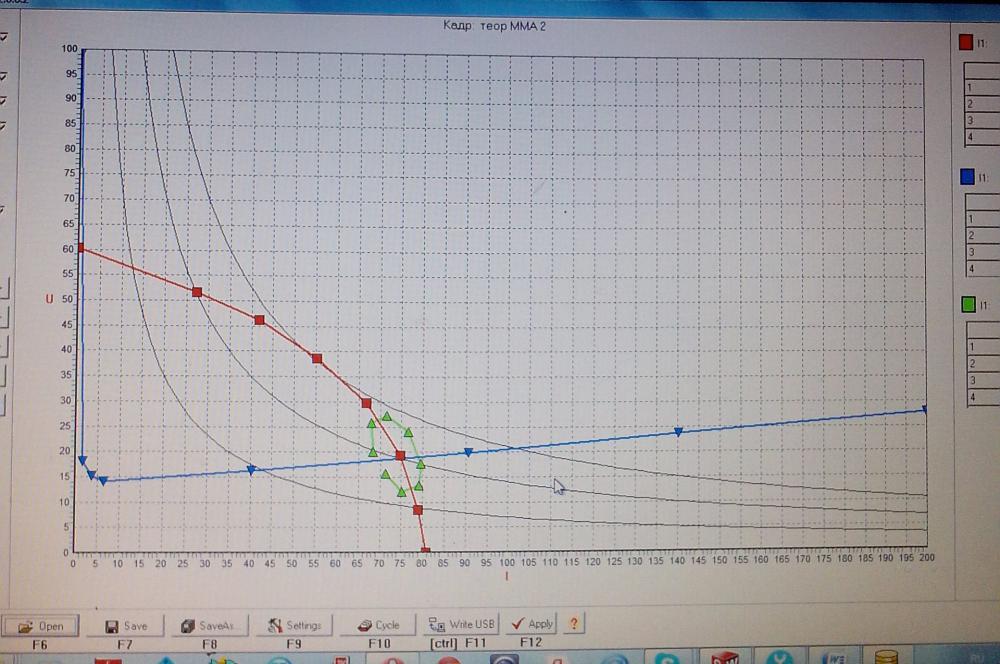
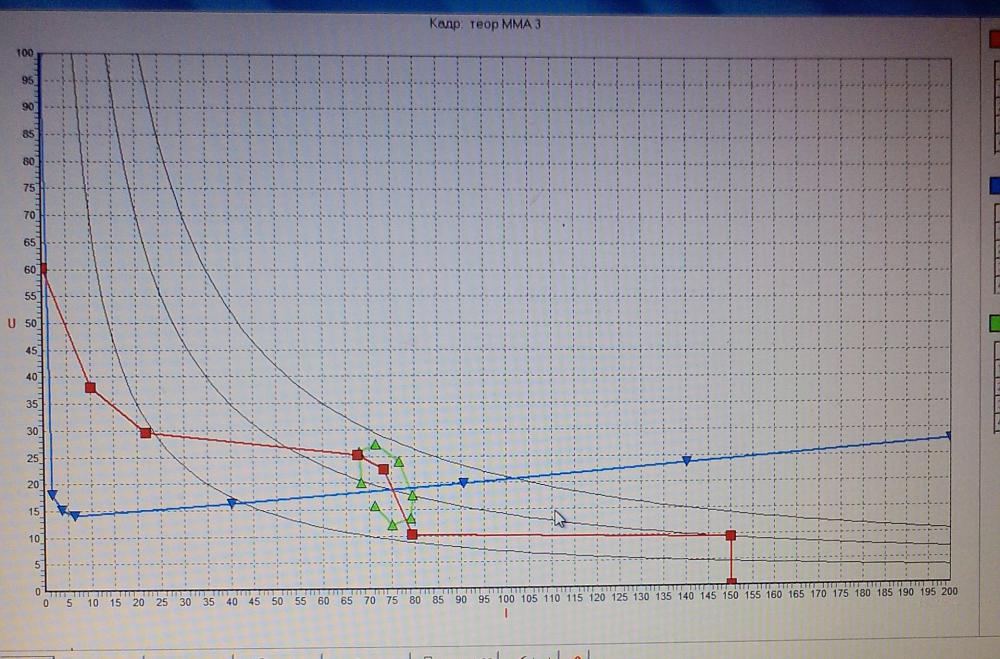
6. Прошу прощения за получившуюся длинную паузу, но, чтобы довести тему до конца, продолжу о самом интересном - взаимосвязи формы ВАХ источника и удобстве и качестве работы сварщика. Напомню виды ВАХ для ММА на примере которых удобно проиллюстрировать суть дела: Первая картинка описывает «классику жанра» поведение источника с регулировкой тока с помощью балласта, вторая «старого доброго» тиристорного или простого «без затей» инверторного источника, третья - современного профессионального инвертора. Напомню, синяя кривая – это ВАХ дуги данная нам природой повлиять на нее можно только одним способом - удалять электрод от детали - дуга будет длиннее напряжение дуги возрастет – кривая, сохранив форму, пойдет выше, либо приближать электрод к детали – соответственно напряжение дуги понизится и синяя кривая будет идти ниже. Красная кривая – ВАХ источника , а зеленый овал – типовая область пересечения ВАХ дуги и источника при нормальном режиме сварки при постоянной или мало меняющейся длинне и, соответственно, напряжении дуги (синяя кривая при этом синхронно приподнимается или опускается). Три гиперболических кривых – это подсказки кривые равной мощности, условно Р1, Р2, Р3 (на представленном графике 0,6 кВт, 1,3 кВт и 2 кВт соответственно (произведение тока на напряжние в любой точке этих кривых величина постоянная). Суть происходящего при сварке ММА: Для получения ровного шва при ВАХ источника первого или второго типа необходимо строго выдержывать постоянную длину дуги. Увеличение длинны приводит к повышению мощности выделяемой дугой и более интенсивному плавлению электрода и разбрызгиванию, снижение длинны приводит к снижению мощности выделяемой дугой, остыванию ванны и увеличению риска «залипания» электрода. Для более тонкого управления сваркой во многих случаях необходимо совершать сложные точно выверенные манипуляции электродом, чем с успехом пользуются высококлассные сварщики, но все равно возможности управления сваркой существенно ограничены. Источники способные реализовывать более сложные комбинированные ВАХ (например как на третьем рисунке кстати не самую мудреную из возможных) предоставляют большую свободу и удобства в работе, позволяя избегать грубых ошибок новичкам и быть виртуозным инструментом в руках Мастера. Работает такая система источник-дуга-сварщик следующим образом. В нормальной длинне дуги (зеленый овал) все как обычно. При сближении электрода с деталью сверх допустимого (напряжение дуги идет в низ) ток сварки, а соответственно мощность существенно повышаются, ванна остается горячей, а электрод плавиться быстрее, в результате (при достаточном запасе источника по току) спровоцировать залипание электрода практически не возможно, даже если с силой давить на электрод. При увеличении длинны (напряжения) дуги сверх заданного уровня, ток и мощность дуги быстро падают но остаются достаточными для ее поддержания без обрыва, при этом ванна охлаждается и появляется возможность ее эффективно контролировать.
3 балла
-
Заблуждение ! в большинстве случаев .Найдутся с менее качественным инструментом,с тачкой,с запросами нижесреднего и квалификацией посредственной.... Это Россия.3 балла
-
Позвонили мне, обрадовали... В одном из посёлков мусоровозом снесли опору компенсатора теплотрассы-воздушки. Уже собрались ехать, как отменили ремонт. Говорят, что и без нас всё поправили. Поехал в деревню, к родителям, заскочил посмотреть, как и что там сделали. Посмотрел. Заливку столбов в грунте расшатали. Ничего, поправим с помощью колышков. Бетон долго заливать-выдерживать...А так-чпок-чпок и готово. Гнутые столбы подрезали.Ясен день, по высоте они усохли. Нарастили и приварили к балке. Экспресаремонтамана...
3 балла
-
@алексей0909, Слушай умник,после таких как ты,даже переделывать не хочется не всех .... ещё война побила
3 балла
-
Проиллюстрирую, пожалуй. Кстати, мне предстоит это исправлять.
3 балла
-
Да ваапче лохи. Придумали тоже провалаку со сталбоф А-97 называть и (явно издеваются) заявили, что она отличается от 5356 и даже (!) от 4043. Проволока она и в Африке на столбах висит.3 балла
-
Да-а-а-а... вот мне повезло, теперь всегда буду ставить на переменке "полярность посередине". Слава Виктору Перестукину...3 балла
-
Добавочка: Отжигающий валик накладывается (ложится, кладётся, выполняется, заферлупенивается) на привариваемую деталь - это аксиома! А у нас ещё и дополнительно стали лупить за то, что в случае ферритного исполнения на перлитной стали валик отжигающий покладен на основной металл! (в ферритном исполнении отжигающий должен налаживаться на шов, а не на металл....) Но начинающим сварщикам это пока рано знать, но для профилактики пойдёт Главное что!? Главное варить с отжигающим! И самому спокойнее и за людей под краном не страшно! Есть много спобов снятия внутренних напряжений шва, но это уже совсем другая тема... З.Ы. И запомните, что сварщик, не знающий теории - это анархист! Можно научиться красиво варить, но не зная что чем и как - это бесполезное занятие! Учите мат.часть!
3 балла
-
Многие сталкивались с проблемой хомутов на горелках,цепляются.Проблема была решена 15-16 лет назад. Когда занимался в основном ГС.очень помогло.
3 балла
-
Судьбинушка у меня вооот такая. После школы поступил в Политехнический институт на специальность инженер ПГС, проучился с пол года и ушел. Сказал себе мол не мое всякие там высшие матиматики, бред какой то. Чтоб оставшиеся пол года не терять ушел в училище на электросварщика учиться, и вот оно мое родимое и оказалось, понравилась специальность, выучился. Патом думаю мол рано еще работать в 18 то лет, поучусь еще. Поступил в колледж на специальность Монтаж и эксплуатация оборудования и систем газоснабжения, квалификацию присвоили: Техник. Выучился спустя 3 года и попер Монтажером работать по наружным трубопроводам, в итоге че то не ладилось, все лез и лез в сварку постоянно, ненароком тут же и освоил сварку труб ПЭ с ЗН. Пошел в уч. центр по данной специальности подучиться и удостоверения получить, набрел на ГАЦ АР НАКС (раньше о них особо то и незнал) и мол думаю заодно и по РД разряд у них повышу. Насчет РД меня спросили мол трубник, я ответил что "да" и меня направили к мастеру, прихожу а мне приготовили катушки варить мол под просвет. Тут я опешил и разъяснил что к чему мол с 3го разряда на 4тый всего навсего, думал что заварю там вертикал или потолочный покажу. А они мне мол раз трубник то учись, судить строго не будем, тебе пригодятся знания, ну я и попер тут постигать азы, и дали мне в дальнейшем эти знания хороший фундамент так сказать. После уч. центра я закупаю трубу 76го диаметра и дома подгатавливаю ее с фасочкой и зазорчик в 1мм и попер дальше неповоротку, спустя 3 недели ухожу работать в отрасль водоснабжения и отопления, с хорошими показателями работал, все впорядке было, труба не текла, швы ничего в предел нормы. И набивал руку еще 3 года(и в энергетике в это время работал). Сейчас в данный момент собираюсь открывать(аттестовываться) на ГО. Проплатил в уч. центре на 2 недели, чтоб поднатаскаться получше(с корнем поработать, и с потолком) для надежности. Собираюсь в газификацию вернуться только уже сварным. Благо специальность уже есть, думаю с работой проблем не будет. Вот такая вот история(в краце)!3 балла
-
, почти всё так и идёт. Только, медленно очень. У фирмы я кредит сейчас не возьму. По одной, весьма простой причине. Благодаря стараниям нашего государства фирма-без 5-ти минут банкрот... Перспектива объёма работ и, тем более, их оплаты- весьма и весьма туманная. Своими силами делаю будку на свою же бортовую Газель. Да и не сторонник я набирать кредитов. Всегда считал, что тот, или иной инструмент должен отбиваться с одного большого объёма, а дальше-приносить прибыль. Доселе так и было. Как будет дальше-жизнь покажет. Поделюсь своими несостоявшимися по экономической причине планами. Работая на коммунальную сферу, постоянно мотаюсь по далёким едреням и бездорожью. В любую погоду. Планировал взять себе Унимог-416, либо 404 с кунгом. Сделать из него "летучку"-не архисложная задачка. Но, не вытянул финансово. В прошлом году финансирование строительства снизили на 40%, в этом ещё меньше будет. Конкуренты жмут... Как правильно сказал камрад BelaZZ , в экономически слабом регионе всегда будут пользоваться спросом те, что "числом-поболее, ценою-подешевле"... Вот и приходится ловко балансировать, чтоб не демпинговать и без работы не оказаться. @Isperyanc, спасибо за пожелания!!! В общем-то, я и не хвораю. Просто тормознуться надо. Всё ж, не 20 лет уже. И даже не 30...2 балла
-
Пока Васо29 отрывается перед рабочей неделей, я случайно тут накопал немного о кристаллизации и способах её уменьшения. Но думаю, что "чёртову гильотину" это всё равно не остановит.2 балла
-
Да вольному- воля. Когда -нибудь придут серьёзные дяди и спросят за диск , в дороге лопнувший по полной. Но это дело лично ваше. А даме то хамить для чего? Здесь хамить не принято. Не нравится - поищите другой форм. И смысл темы не понятен. Вона я какой крутой пацан, полюбуйтесь на меня, лохи! Как то так получается. И с орфографией бы разобрались , для начала.2 балла
-
Красива заварена, крепко... Главное - усиление на снимать... а то побижит.2 балла
-
Никак не борется. Самое простое и реальное - третий пункт. Диод, тиристор, небольшая схема управления. А вообще, если задача варить, а не повозится и что - нибудь сделать, заработайте немного денег и купите себе китайский сундучёк, для начала. Гораздо эффективней будет.2 балла
-
Компания Мерседес выкупила АВТОВАЗ и решила выпускать в России мерседесы. К удивлению немцев с конвеера стали сходить ЖИГУЛИ. Немцы демонтировали оборудование и поставили новейшие станки. В результате все равно с конвеера сходят ЖИГУЛИ! Немцы прифигели, снесли завод и построили самое современное в мире предприятие по выпуску авто. Но с конвеера все равно выходят ЖИГУЛИ! Тогда немцы уволили весь русский персонал и привезли своих рабочих. С конвеера все равно сходят ЖИГУЛИ... За заводом, на холмике сидят бывшие гендиректор Автоваза и главный инженер завода и пьют водку. Бывший главный инженер говорит бывшему ген. директору: - Я же говорил, что место проклятое! А ты - "руки из жопы", "руки из жопы"...2 балла
-
Speedglas столько не живут
2 балла
-
"Горизонты" пошли, осваиваю батерфляй на корень и заполнение.
2 балла
-
СВИ-1 ф 5мм, прис. 4мм, ток-350А...толщина 64мм
2 балла
-
Ох уж эта полярность.Одно время "подсел" на прямую - и дуга более ручная,и шов не так плывёт,и шлак не докучает.Шов более плоский,но чешуя более грубая и заметная.Но варить,на мой взгляд,комфортнее. Одно время с Morgmail_ом не мало копий в дебатах сломали , относительно удобства сварки на определённой полярности.Замечу,что просветку стыки проходили исправно.Тут решил развеять скуку и перекинул на клеммы на обратную полярность,"на правильную". Разница заметна невооружённым взглядом (в сравнении с ранее выложенными позициями) - чешуя еле заметна,шов "концентрированный) - не такой плоский и более выпуклый,ток,в сравнении с прямой,ниже на 5-10А .Шлак, конечно, досаждает,но не так уж и критично,как казалось ранее.
2 балла
-
Вот мои сварные швы:
2 балла
-
Лесенка винтовая
2 балла
-
2 балла
-
Друзья,всем привет!Сижу здесь не так давно,но раз уж здесь так заведено,пора и мне о себе рассказать немного.Мне 26 лет,проживаю в Самарской области.Так как в школе учился неважно,было решено,что после 9 классов школы,пойду в училище на сварщика.После 3 лет учебы,как у нас в России бывает,конечно ничего не умел.С горем пополам устроился у себя в деревне в местный ЖКХ,в бригаду сантехников.Там немного научился варить ацетиленовой горелкой,варили в основном регистры отпления и сантехузлы разные.Но в основвном специализируюсь на MMA-сварке.Там проработал почти 3 года.Потом устроился в город Сызрань на один из заводов производящих комплектующие для Автоваза.Где и работаю по сей день.Занимаюсь подводом коммуникаций для литьевых машин.(сжатый воздух,водоснабжение,канализация).Также часто приходится работать в стройцехе.Обычная сборка металлоконструций.В данный момент занимаемся со слесарями сборкой каркаса под экран IMAX 3D в местный кинотеатр,если кому интересно сфоткаю потом.Будем знакомы!2 балла
-
посмотрите по схеме 501-го. не думаю,что сильно отличаются. http://websvarka.ru/talk/index.php?showtopic=1165&do=findComment&comment=9455 или вот http://www.electrik.org/forum/index.php?s=34f233ffec9afc014b926761f7654590&act=attach&type=post&id=8662 в прикрепленном архиве-документация за 2004г. udgu351.rar1 балл
-
http://www.youtube.com/watch?v=e2GEs-SMGtE1 балл
-
Выезд на Мёртвое Море. Отель четыре звёздочки. Его тёмная сторона А потом меня спрашивают, почему я выезды не люблю.
1 балл
-
@chegevarik, Первый опыт закончился неудачно но после сушки в батарее(решил не выбрасывать) месяца2 -3 даже порадовали шов ровный шлак блестящий Судить тяжело так как тока начал переходить на основные электроды1 балл
-
Вот такой мангал получился. Металл тройка. думаю надолго хватит. Чтоб не забыть в каком году сделано, добавил своеобразный символ олимпиады. Хотел подкову на стенку приварить,год Лошади...
1 балл
-
Открываю для себя новую страничку на сварочном поприще - облицовка ТИГом ,а то только корень да корень.В одной конторе столкнулся с этим ,а я не умею.Народ не поверил,как это,корень умеешь варить а облицовку -нет.Не касалось как то,обычно электродом.Решил восполнить этот пробел для себя.
1 балл
-
Чертежи выполняет,(хороший,знакомый)человек.Правда косяки иногда всплывают,но не большие,исправляемые по ходу действия1 балл
-
Принцип суперпозиции флешки: http://img3.joyreactor.cc/pics/post/%D1%84%D0%BB%D0%B5%D1%88%D0%BA%D0%B0-%D1%81%D1%83%D0%BF%D0%B5%D1%80%D0%BF%D0%BE%D0%B7%D0%B8%D1%86%D0%B8%D1%8F-1030603.jpeg1 балл
-
1. Вольт-Амперная-Характеристика базовое понятие, угол печки от которой идет вся пляска. Очень простая вещь - показывает как ведет себя система из двух составляющих - источника и подключеной к нему нагрузки (например сопротивления вроде баластника с "лопатами" или дуги) при изменении ее (нагрузки) параметров, а конкретно - сопротивления. Некоторым больше нравится оперировать понятием проводимость - велечине обратной сопротивлению, Но это одна фигня под двумя терминами-антогонистами суть которой для сварки одна, а именно - электрод прилип сопротивление цепи минимально (проводимость максимальна) коротыш одним словом - это одна крайность. Источник включен - сварщик курит, это другая крайность - холостой ход, сопротивление нагрузки максимально (проводимость минимальна). Замерив напряжение и ток цепи в крайних случаях (точках), а также в нескольких промежуточных, например подключив к источнику баластник и подергав на нем "лопатами", можно построить график зависимости напряжения и тока в цепи при изменении нагрузки т.е как-бы вольт-амперную характеристику (ВАХ). Путаница в мозгу не привыкшего к этим делам индивидуума происходит от буквального понимания терминов (опять они). Если не понимать физической сути происходящего, и принимать все за чистую монету, можно всерьез думать и затем упорствовать в своих последующих заблуждениях и суждениях, что ВАХ это зависимост напряжения от тока. Нет - это просто термин произошедший от вида графика описывающего поведение системы источник- нагрузка при ее изменении. Ну вот, самое длинное и нудное позади! Дальше будет повеселее, но это уже в следующий раз. По крайней мере сегодня одно полезное дело сделали -подергали лопатами баластника и постоили статическую вольт-амперную характеристику (СВАХ) системы источник-нагрузка, которую для краткости называют ВАХ источника. из разряда "веселые картинки" СВАХ "источника" может быть для ряда специальных случаев весьма замысловатой, например как эта снятая на реальной дуге ММА - сварки.
1 балл
-
Аж в холодный пот бросило.1 балл
-
По выходным в поля и на просторы. Отрабатывать точки на старых картах. Смотреть что нам оставили после себя предки. Ноги убьешь за день, прибором намашешься аж рука болит. Но радости целые штаны и проблемы тебя никакие целый день не касаются. Пообщаешься с природой. Найдешь хозяйскую нычку на вымершей деревне. Прикоснешься к свидетелям великой Римской империи. Сеешь землю руками выбирая чешую Михал Федоровича. Полюбуешься на личные клейма старых мастеров по металлу. Помолчишь у могил героев войн имперских и советских.
1 балл
-
Когда тяжело и накопилось много негатива, приехав домой после командировок, ночью ухожу в лес, благо рядом есть родной. Всегда жду момент, когда поднимается сильный ветер и не погода, нет ни кого нигде. Деревья в ночи старые трещат, словно говорят со мной, ветер сильный треплет одежду, пробирающийся сквозь деревья со свистом. И если идет дождь, то оплакивает мои потраченые дни в разлуке с близкими и вновь куда то надо уезжать. Зубы берегу-деревья за меня по скрипят. Выть хочется-ветер за меня по воет. Плакать тянет-дождь за меня поплачет. Кому то страшно ночью в лесу-мне хорошо! Далее после описанного забиваю на все и просто дома сплю. Отпускает1 балл
-
@BelaZZ, ничего удивительного в этом нет.Многим другим пользователям Ваши навыки тоже кажутся удивительными.Мой "5 разряд" действителен только в определённой области судостроения,поменяй я отрасль и всё придётся начинать заново - дилетантом.1 балл
-
Старый добрый ТИР Далее ВС-300 старого образца и горелочка. Такие горелки - точно динозавры, хотя как видите, она в довольно приличном состоянии.
1 балл