Лидеры




Популярный контент
Показан контент с высокой репутацией 05.04.2014 во всех областях
-
СВИ-1 ф 5мм, прис. 4мм, ток-350А...толщина 64мм
 12 баллов
12 баллов -
"Горизонты" пошли, осваиваю батерфляй на корень и заполнение.
10 баллов
-
Ёмкость 13600мм на 3628мм толщина 14мм. Боковые стенки (крышки) 25мм. Внутри Собственно швы, просветка на пересечениях Работа бригады из пяти человек ( два сварщика, два слесаря и бригадир).
8 баллов
-
Ох уж эта полярность.Одно время "подсел" на прямую - и дуга более ручная,и шов не так плывёт,и шлак не докучает.Шов более плоский,но чешуя более грубая и заметная.Но варить,на мой взгляд,комфортнее. Одно время с Morgmail_ом не мало копий в дебатах сломали , относительно удобства сварки на определённой полярности.Замечу,что просветку стыки проходили исправно.Тут решил развеять скуку и перекинул на клеммы на обратную полярность,"на правильную". Разница заметна невооружённым взглядом (в сравнении с ранее выложенными позициями) - чешуя еле заметна,шов "концентрированный) - не такой плоский и более выпуклый,ток,в сравнении с прямой,ниже на 5-10А .Шлак, конечно, досаждает,но не так уж и критично,как казалось ранее.
7 баллов
-
Продолжим, нержавейка толщина 6мм колени ф 508мм. . Затёртые наждаками швы показывать не буду (ужас).
6 баллов
-
@Dmitry N, да, галтель.
5 баллов
-
Вот мои сварные швы:
5 баллов
-
У друга пробило бойлер.Вот что получилось.
4 балла
-
Облицовка, сварка разделки и сварка труб - это, в плане техники ведения электрода, совершенно разные вещи! Не надо стремиться к шаблонному копированию (ёлочка, серп, молот и т.д.)! Надо чувствовать дугу и знать как должен выглядеть качественный шов, и не важно каким способом он заварен...4 балла
-
Ну видимо потому что каплю от проволоки ловит ванна за счет поверхностного натяжения. Пауза тока прилипание конца проволоки к ванне, первый импульс формирование перемычки второй отжиг ее без лишнего разгона капля при этом втягивается поверхостным натяжением в ванну без лишних брызг, так как в период втягивания снижается ток дабы не разгонять каплю. Опосля дугой догрев ванный широким импульсом как элемент основного тепловложения. Все бы хорошо, но режим очень чувствителен к ОС и наличию помех.3 балла
-
Я ими варю, прошлогодние они у меня ещё, брал по лету 300 р. за пачку. Из пачки электрода 2-3 бывает козыряют. Как сейчас они у них получаются соответственно не знаю. Фото их шва сегодня выглядело примерно так (тройкой, толщина круга для ориентира 4-ка), или так:
3 балла
-
После нахождения формулы счастья,решил человек зайти за лекарством ,в аптекупосле принятия лекарств,почувствовал душевный подъём и решил выразить в музыке.
3 балла
-
Родине труд вдохновенный! И ниипёт!
3 балла
-
Добавочка: Отжигающий валик накладывается (ложится, кладётся, выполняется, заферлупенивается) на привариваемую деталь - это аксиома! А у нас ещё и дополнительно стали лупить за то, что в случае ферритного исполнения на перлитной стали валик отжигающий покладен на основной металл! (в ферритном исполнении отжигающий должен налаживаться на шов, а не на металл....) Но начинающим сварщикам это пока рано знать, но для профилактики пойдёт Главное что!? Главное варить с отжигающим! И самому спокойнее и за людей под краном не страшно! Есть много спобов снятия внутренних напряжений шва, но это уже совсем другая тема... З.Ы. И запомните, что сварщик, не знающий теории - это анархист! Можно научиться красиво варить, но не зная что чем и как - это бесполезное занятие! Учите мат.часть!
3 балла
-
Э Нет, металл снизу ложится, дальше и работает поверхностное натяжение. И плюс, ванночка туда - сюда гуляет, нагоняет волну жидкого металла на закристаллизовавшийся, часть кристаллизуется. Мы так же при РДС тли ПА сварке металл нагоняем в нужное место, только здесь частота колебаний высокая.. Вот, и Nub уже ответил2 балла
-
Электроника не определяет наличие или отсутствие валика, за счет обратной связи электроника следит чтобы процесс от цикла к циклу совершался одинаково, в ванну вносится одинаковое количество металла не зависимо от того потолок это или нижнее положение. Именно исключения функции переноса металла дугой и позволяет достич примерной одинаковости процесса, так как поверхностному напряжению фиолетво откуда подбирать каплю сверху или снизу. Усилие при этом развивается примерно одинаковое. А вот когда работает дуга, результат переноса значительно отличается при толкании магнитным полем капли вниз или вверх.2 балла
-
@Dmitry N, Дима, надо было брать с надписью " LINCOLN SWARSCHEK", тогда и размер подошел. Ну а по существу- всё это красиво, но огнеупорные свойства ткани желают лучшего, да и стираться она должна спец.составом. Самое слабое место в них это сгибы- на рукава попадает окалина и дымит за милую душу. Я пользуюсь нарукавниками с пробановской пропиткой, но менять их всё-равно приходится через 1-1,5 месяца. Из плюсов- лично для меня- в ней намного комфортнее чем в нашей дерюжной. Со спилковой не сравниваю- это разные "весовые" категории.2 балла
-
Сегодня работал на выезде,немного,алюминиевые распорки в кузове полуприцепа фуры.Варилось все хорошо,затем остался какой то сантиметр шва и ни в какую.То газ не идет,то все пропадает,как курок горелки отпустил.С трудом заварил.Расстроился немного,приехал домой,включил,поварил как ни в чем не бывало.Позвал соседа электронщика,рассказал о проблеме.Я варю,он меряет напряжение,все в порядке.Принесли мощный ЛАТР,давай снижать напряжение,вот когда напряжение стало ниже 200-205 вольт в сети,начались глюки.Заявленные в характеристиках 220+-20% не соответствуют действительности.Сосед сказал возможно таким способом решили проблему защиты IGBT транзисторов от низкого напряжения.В общем пока так,буду отписывать хорошие и плохие моменты в работе аппарата.2 балла
-
Рвется то не по шву, а по ЗТВ, поэтому результат от проволоки не будет зависеть.2 балла
-
Перенос осуществляется не силами поверхностного натяжения, а магнитным полем, воздействующим на каплю, вопреки силе поверхностного натяжения. На видюшке хорошо видно, как ванночка колышится в такт с импульсами. Сила магнитного поля, воздействующая на каплю пропорциональна, если память мне не изменяет, квадрату тока. В этом и суть импульсного режима - принудительно срывать капли металла с заданной частотой. Можно с формой импульсов поиграться, добиться требуемого переноса металла. Только всё это давно известно, не Линкольн это выдумал. Я не говорю, что Линкольн плохую технику делает, но данная реклама, извините, больше на лохов, чем на спецов рассчитана. Спецы это давно знают. И не только Линкольн такие ПА впускает. Эти исследования проводились, еще когда инвертора на тиристорах делали. Швы на фото - обычные для ПА, даже без импульсного режима. Я то же самое Сварогом делаю. Кто ПА работает - подтвердят. Вы потолочный на алюминии покажите - это демонстрация возможностей будет. А чёрную трубу с идеальной разделкой варить - это банальность.2 балла
-
@ARGONIUS, в моём распоряжении (для тестов) имеется Power Wave 350 CE с STT модулем. На следующей неделе буду пробовать варить образцы. Есть одно НО. STT технология применяется на трубах с диаметром от 152мм, необходима разделка с притуплением кромок 2мм и открытый зазор 3-5мм. Это очень важные параметры. Рower Wave 350 CE с STT модулем: Механизмы подачи проволоки: Корневой проход сваренный с применением STT (без разделки кромок, зазор неравномерный, толщина стенки 4мм): Демонстрация:
2 балла
-
Новая спецовка.....тоже размер на вырост .
2 балла
-
Как на самом деле хоббиты добирались до Изенгарда.
2 балла
-
Сделано для Шурпет, по мотивам репризы из давнишней программы: военный "Городок". http://www.youtube.com/watch?v=2MVOtc8PP1Q
2 балла
-
@ARGONIUS, Да, погонял "в двух масках" по очереди. У Оптреля фильтр более похож по ощущениям на новый стеклянный. Попытался в ф.шопе изобразить разницу с "корундом", ореол-засветку изобразить правильно наспех не очень получилось(надо светлее), но приблизительно выглядит примерно так: "оптрель" "корунд" http://f5.s.qip.ru/IA4wMn0C.png2 балла
-
кто ножи варит?первый раз об этом слышу,тем более рдс.2 балла
-
http://s58.radikal.ru/i162/1404/a4/01a5e6da3d01.jpg2 балла
-
отжигающий валик накладывается для отпуска закалённой зоны: "Если отжигающий валик наложить в сильно разогретый шов, то может не получиться отпуска закалённой зоны. Если запоздать с наложением отжигающего валика, то процесс закалки может закончиться и в зоне закалки могут появиться трещины до наложения отжигающего валика".2 балла
-
Оптрель550-ый, обошёлся в бутылку "Талки". Знакомый с нефтезавода вывез, он не сварщик и не представляет, что это за штука а им там всем выдали такие. Живут же люди... http://f6.s.qip.ru/IA4wMmZa.png2 балла
-
Прошел месяц работы в робе, которую прислал Иван Слугин. Пока даже намека нет на какие то дырочки, брызги от сварки держит хорошо, по швам нигде не расходится, клепки все на месте, залипы тоже работают. В общем доволен, замечаний пока нет, хотелось бы еще карманы на штанах.
2 балла
-
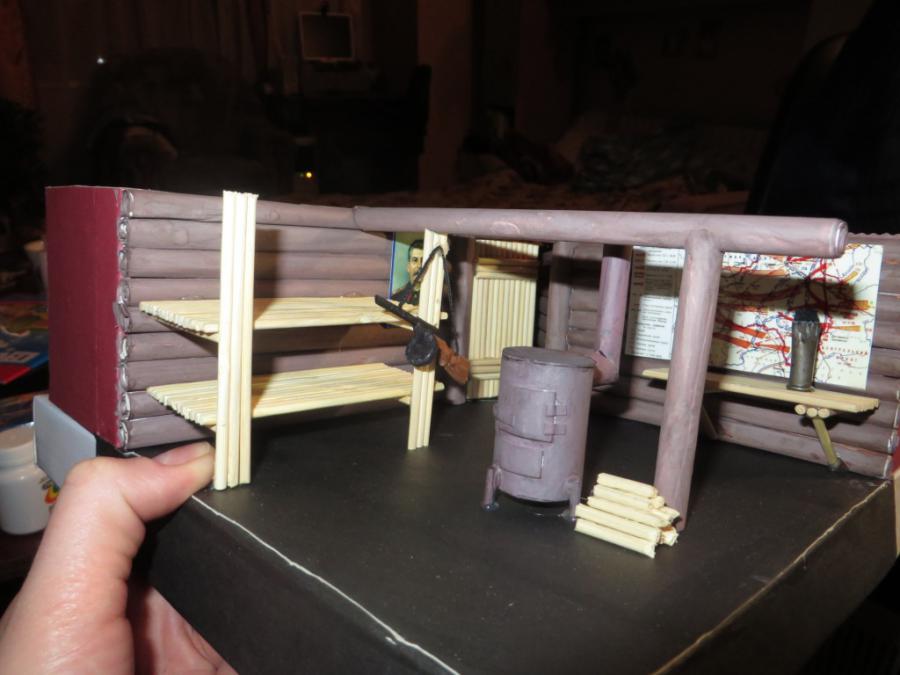
Денька три разряжался на кропотливой работе. Развивал так сказать фантазию и мелкую моторику пальцев. Мелкому в школе дали задание макет землянки сделать и сдать. Пацаном я любил поклеить. Расслабляет, затягивает. Но со временем все забылось. Решил вот взять патриотическое воспитание в свои руки. Изобразить землянку для новых поколений. Которые уже и не знают что это. Материал картон, бумага, гильза от монтажного пистолета. Бамбуковые шампура, а траву мама связала из хитрых ниток. Карта и Виссарионыч на фотопринтере. Все на ПВА или термопистолет. Покраска фломзики и гуаш. Красила девушка моя. Все остальное я. Сегодня днем закончил. Это начало на крышке от обувной каробки и я со своими толстенными пальцами. добавил элементов и собрал буржуйку, солнце мое покрасила. Постепенно добавлял элементов, пока не собрал всю. Эт я с готовой. А это она с размером для ориентира и с разных ракурсов.
2 балла
-
Хм.. а чего тут на вентилятор то? То что там описано это и есть функционально Они ж датчики цепляют к одной трубе и массу тоже, вот и измеряют перекрестно друг друга и себя, у дуги же позывных нету чтобы аппарат смог узнать что капля оторвалась на своей горелке а не на хвосте соседа. Это не бага, это фича, так и должно быть. Вполне очевидная исходя из принципа работы.1 балл
-
@Valeriy31, не забывай о регулировках фокуса дуги и дросселе. Если крутить баланс фокуса дуги в минус,то капля становится ближе к металлу и прогрев и проплав меньше да и разбрызгивать начинает. Я отодвинул сопло, чтоб наконечник был утоплен на 1 сантиметр, легче регулировать и не боишься, что проволока прилипнет к наконечнику.1 балл
-
Speedglas столько не живут
1 балл
-
если Мы говорим о манипулировании электродом при сварке вертикалов, то я чаще для разделки использую способ ведения "капля" или "треугольник" (что по сути своей одно и тоже). Для отделки иногда за проход по несколько раз меняю тактику ведения, чтобы избежать перегрева и подрезов.1 балл
-
@NNEONN, если бы было так просто , то в каждом колхозе уже сколхозили сварочник по алюминию . А Вам бы Я советовал сначала научиться писать без ошибок .1 балл
-
Вот такой мангал получился. Металл тройка. думаю надолго хватит. Чтоб не забыть в каком году сделано, добавил своеобразный символ олимпиады. Хотел подкову на стенку приварить,год Лошади...
1 балл
-
мастер.. - а вот если кабана,килограмм на 300 подстрелю,как его затаскивать?давай еще такую поворотную консоль сделаем,чтобы вовнутрь убиралась.. я.. - .... очень много нехороших слов. ну,вы поняли.. ps.(Хосподиииии....дай сил,терпения и спокойствия еще на 2-3 недели.. ) pps.
1 балл
-
Понюхайте, углекислоту ни с чем не спутаешь. Она приятно в нос шибает, как от газировки в детстве. И если баллон заметно тяжелее кислородного - однозначно углекислота.1 балл
-
@Шурпет, Я не знаю, надо спросить, - может и вывезут ещё одну "не нужную". Сравнил с "корундом" своим старым, разницу ощутил в отличной детализации дуги и стыка на малых токах - до 25А. На Корунде дуга выглядела с излишним ореолом который засвечивал "околованнное" пространство, было плохо видно куда вести дугу, риск съехать в сторону заставлял понервничать. Особенно это выразилось при сварке п/а - Оптрель показал себя с положительной стороны при сварке 08-1мм.1 балл
-
http://f6.s.qip.ru/IA4wMmZB.png1 балл
-
А оживлю-ка я прошлогоднюю тему. Тем паче, есть повод. Короче, теперича у меня вот так... Начинаю прорабатывать "пульс". В коробке из-под БВО пока спряталась "Брима". Постараюсь и ее "запараллелить" в связке с 315 - м. Ёрш - тройник или, все-таки, расходомер с двумя выходами?
1 балл
-
Вот те на.. http://f5.s.qip.ru/IA4wMmKF.png http://f6.s.qip.ru/8walgW2w.jpg1 балл
-
Открываю для себя новую страничку на сварочном поприще - облицовка ТИГом ,а то только корень да корень.В одной конторе столкнулся с этим ,а я не умею.Народ не поверил,как это,корень умеешь варить а облицовку -нет.Не касалось как то,обычно электродом.Решил восполнить этот пробел для себя.
1 балл
-
А ну зафтыкайте, парни, техносимфонию от нашего собутыльника соотечественника. http://youtu.be/m-5EbEyr7go @бензопилорист, первый трек напомнил милые сердцу времена когда только начинал осваивать компьютор и крякал/патчил нахрен мне не нужный софт. Открываешь кейген, а там музон хеrrачит мжвачне и ништяки с неба сыпятся! Кстати, кочял недавно достаточно большой сборник этих amr. А ещё радио есть: http://keygen-fm.ru/index.php/ru/-g-listen-.html1 балл
-
@Корабел, порошочек? Что за проволока? Кислота? Смесь? С газом? Без газа? Без порошка? Без проволоки? Без смысла.... Что-то вот на подобии...
1 балл
-
Сегодня резьбу вваривал в бак, пару швов понравились, 3мм АМГ-5, ток 80-90 ампер. http://i016.radikal.ru/1401/2b/bf91a1b2885d.jpg http://s018.radikal.ru/i505/1401/e3/372a76bef71f.jpg1 балл
-
Зазор 2*мм. Предварительный подогрев 200%*,Температура отпуска по цвету побежалости видно -250-300%. После третьего прохода ... первый срезается.
1 балл
-
Добил я самосвал в общем, который выкладывал ранее на стр.33
1 балл
-
я думал тут картинки уж не нужны в основном для холодной сварки чугуна, например: UTP 86FN untitledее.bmp untitledрр.bmp1 балл