Лидеры




Популярный контент
Показан контент с высокой репутацией 05.12.2013 в Сообщения
-
проект "эмпилер " закончен, вес в сборе 600кг
 7 баллов
7 баллов -
Наконец-то с пацанама-ваще-ребятами подвесили кран на стену и испытали на нагрузку в три туши (более 250 кг). Вот что получилось. https://www.youtube.com/watch?v=EbXh_Bi-nSM В гараже у меня временный беспорядок, т.к. сносилась полка со стены, где кран, припёрли холодильник на "органы" (мне только шкура с него нужна на заплатки).
7 баллов
-
Такой аппарат сделал на заказ,конструкция хорошая-флягу за 2-3 часа перегоняет,размеры 220×250.
6 баллов
-
Для серьезных работ на высоте есть у меня "козлы", но их довольно сложно перемещать, поэтому и родилась идея создания стремянки для небольших работ. Определяющие факторы-дешево и надежно, все остальное вторично. Пару вечеорв и родилось это чудо.
3 балла
-
Отвечаю напрямую - Индивидуально и бесплатно только для Вашей кошки !!! (Не копировать! - эксклюзив!!!)
3 балла
-
Я себе сделал переноску от тракторной фары,в нее галогенку 55х65 ватт 12 вольт,запитал длинным проводом от блока питания компьютера.Только один ближний подключил.Просто никаких лампочек 220 не хватит,упала волосок оборван,искра от сварки дырка в лампочке,а эта безотказная,можно и в прикуриватель если что воткнуть,и не боится ничего,в общем советую.2 балла
-
Выставляем первый косоур,обычно пользуюсь магнитным уровнем на 500мм ,выставляем проступь в уровень и боковой уровень.Потом метровым уровнем выставляем второй,верхнюю и нижнюю ступень.Скажу сразу что идеала на всех ступенях добиться очень тяжело,поэтому находим золотую середину,у меня ступени бывают разбегаються до 0,1-0,2 градуса.Потом при установке ступени это можно устранить,используя пробковые подложки2 балла
-
???? - так не бывает. Разница в 15 /10/8/5/3см по высоте - требует отдельного пересчёта по "формуле Блонделя" и как Вы собираетесь сделать "универсальный шаблон" ??? Как мы любим слова то фендиперсовые Есть такие закутки с такими сочетаниями высот и размеров в плане что даже если вам сам Блондель помогать будет, вы в его формулу не влезете. А заказчику именно там вот и надо. А что ваш Блондель говорил про лестницы с двумя поворотами, когда увеличение(уменьшение) проступи напрямую влияет на ширину среднего марша? А за ней тянется ширина первого и третьего? Жить по Блонделю вполне себе легко, главное не браться за заказы которые в его формулу не влазят. А с программой под рукой да еще в удобном месте, а еще лучше до начала строительства .. тут извините и кошка по Блонделю разложит.2 балла
-
Выкладывал уже...
2 балла
-
Суровые сварщики.
2 балла
-
кто не даёт,пожалуйста.Но не в этом узле и не на этой трубе,тут всё усилие от связей воспринимает продольный шов.Для уголковых "решёток" придуманы такие детали,как "фасонка", наверное зря,прямо к поясам бы и варили решётку,даже экономнее. Во первых тут принято не блестать знаниями,а выкладывать свою точку зрения и где то друг друга подправлять и чем проще решение,тем оно лучше. Во вторых http://slovari.yandex.ru/%D0%BF%D0%B5%D0%B4%D0%B0%D0%BD%D1%82/%D0%91%D0%A1%D0%AD/%D0%9F%D0%B5%D0%B4%D0%B0%D0%BD%D1%82/ вам до этого далеко. Извеняюсь за "флуд"2 балла
-
не внимательно читал. Дополню AMBIVERTа аргонят(РАДС) ещё и для того чтоб с полуавтоматом не заморачиваться,(очень сложно настроится на сварку корня),а когда диаметр и толщины меняются (на дню по несколько раз)-это очень хлопотно. А вот сварка полуавтоматом по заваренному (РАДС) корню,позволяет "пропускать через вращатель" несколько разных диаметров, с небольшим изменением только скорости вращения трубы....2 балла
-
Если варить покрытыми электродами,то вся шлаковая "шелуха" с обратного валика осыпется в трубу.В некоторых случаях,при сварке технологических трубопроводов и ёмкостей,это не есть хорошо.РАДС позволяет получить чистый обратный валик.Особенно,если выполняется газовая защита изнутри.2 балла
-
Проварить полуавтоматом за один проход трубу с формированием обратного валика? Лихо, однако. Проще на самом деле мне кажется корень пройти рАДС, а заполнение-облицовку полуавтоматом.2 балла
-
@G_Kar, Это то верно,но это оправданно когда сама пластина приваривается отдельно,а потом к ней всё остальное (а это уже другой вариант,где порядок выполнения швов "Как попало не уместен)....2 балла
-
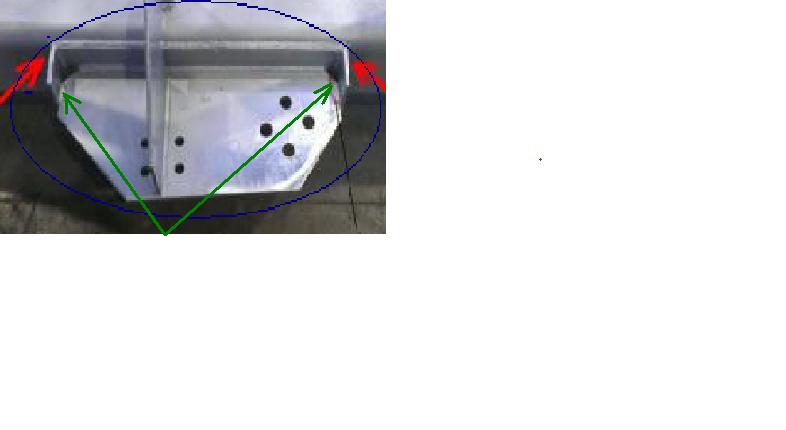
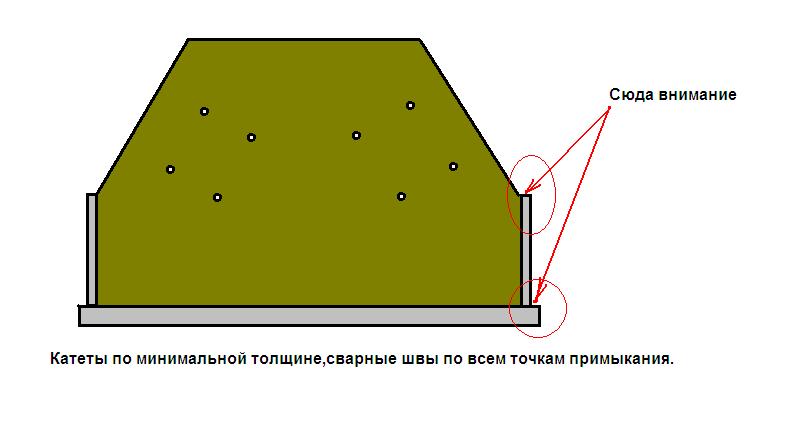
@Ferio, Чтобы очень конкретно обо всём рассказать,нужно не много больше данных: 1.Самое слабое место в этом узле, этот внутренний шов- он короткий(очень), 2.Сварка П/а - проволока Св 08Г2С (опять "гадания на кофейной гуще"),метал сварного шва прочнее,чем основной металл (Ст245)-поэтому и рвёт рядом со швом (достаточно небольшого перепада температуры). Порядка сварных швов,походу ваще нет никакого. я не знаю как они собирали этот узел (отдельно или в конструкции "по месту") рассказать можно было б и по больше. Поперёк варить в принципе не надо.
2 балла
-
этим я был
2 балла
-
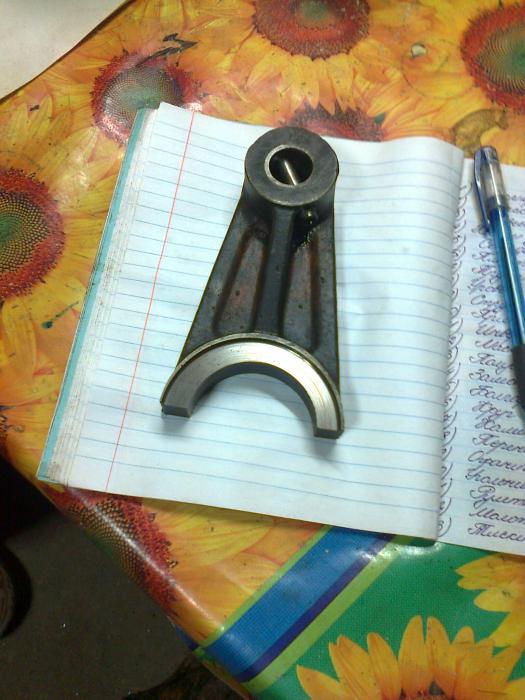
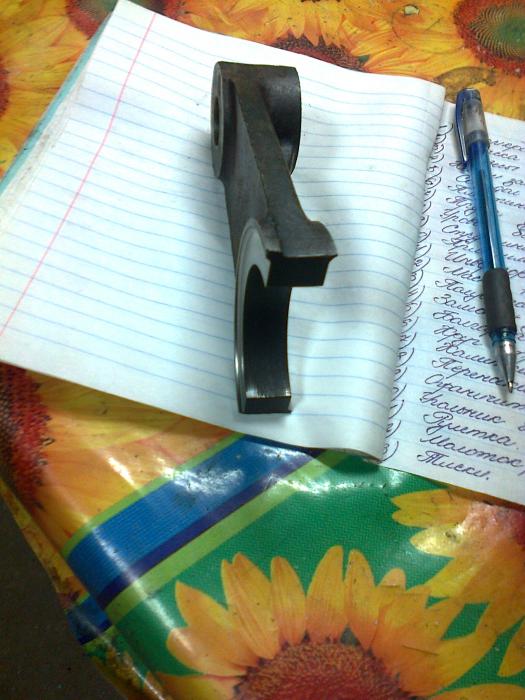
Опять чугун. Наплавка щёк вилки муфты включения фрикционов токарно-винторезного станка 16К20. Было. Предварительный нагрев, наплавка и медленное остывание в песке на печке. Проточка наплавленных поверхностей на специальной оправке в станке 1А616К.
2 балла
-
Оборудование на котором работал в одной конторе,первое место где был устроен сварщиком и занимался ремонтом техники, прорабатав там год уволился.Сварочный агрегат denyo dwl-400esw, полуавтомат от ewm phoenix 421, и в последстви купленые линкольны 350.
1 балл
-
Нет, это очень старое и правильное ТБ. Как-то работал в депо, там, что бы меня поднять на высоту, брали кару-подъёмник, которая поднимала специальную люльку, в которой со мной обязательно был слесарь, за лестницу - расстрел. @cimon, краник не хотите забацать? Вариантов много. - https://www.google.ru/search?q=%D1%81%D0%B0%D0%BC%D0%BE%D0%B4%D0%B5%D0%BB%D1%8C%D0%BD%D1%8B%D0%B9+%D0%BF%D0%BE%D0%B4%D1%8A%D1%91%D0%BC%D0%BD%D1%8B%D0%B9+%D0%BA%D1%80%D0%B0%D0%BD&newwindow=1&client=opera&hs=nw2&channel=suggest&tbm=isch&tbo=u&source=univ&sa=X&ei=HPOgUuXuFtT44QT6hYCIBg&ved=0CCkQsAQ1 балл
-
За последние два месяца работы на монтаже металоконструкций, АПС(агрегат передвижной сварочный) с технотронами 350, сварочный агрегат адд 2-2105ву2 производство уралтермосварка вроде так называется хуже агрегата не встречал варит хорошо если дугу зажгешь как дятел долбишь электродом, старая версия бес всех прибамбасов была намного лучше,вдм 2-313 производство есва и вдм вообще без опознаватальных знаков корпус весь в ржавчине.
1 балл
-
Сварка таврового шва в нижнем положении электродами УОНИ 13/55 ЛЭЗ ф 3мм. Толщина пластин 4 мм. Аппарат ВД-301-У3. Ток "до всирачки" на нижнем режиме. С одной стороны варил правой, рабочей рукой, вторую сторону проходил левой, но это было вчера. Сегодня у меня ничего путёвого не получилось.
1 балл
-
На стрелу фару приделать,будет доп освещение при работе.Вы что в розыске?1 балл
-
Ваш вопрос как бы тоже особой смысловой нагрузкой не страдает.1 балл
-
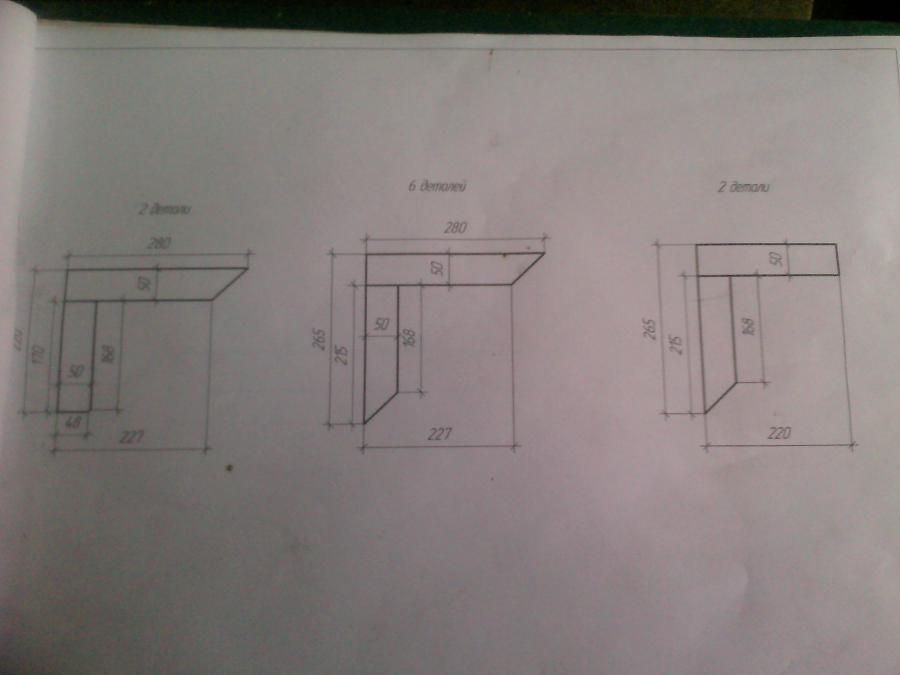
Тут проблема может возникнуть не то-что в 2-3см ,а в 2-3мм.Зная ширину проступи и высоту подступёнка,отпиливаешь профиля в размер,свариваешь их под 90гр и дальше так
1 балл
-
Раньше тоже так считал.Корень 108-й трубы проходится за пару минут.Если учесть сборку и разделку прихваток,то минут десять.Ручником это займёт гораздо больше времени и однозначно проиграет в качестве. 700-какая то труба занимала с перекантовкой минут 20.Многое зависит от сборки и подготовки. Кстати,полуавтоматом до этого варили стыки из этой плети,то израсходовали не один диск на исправление проблемных мест.Здесь уже правильно заметили,что если диаметры труб "гуляют",то ПА замучаешься настраивать.К тому же,насколько я понял,технология сварки труб толком не отработана.Разделка,зазор,кол-во проходов - всё это только в уме,а на практике пытаются судьбу обмануть. Если соберётесь варить корень ТИГом,то разделка кромок обязательна,зачистка околошовной зоны тоже и зазор необходим.Чем больше диаметр,тем больше зазор,потому как стягивает стык существенно.У меня присадка диаметром 2,4мм (на все случаи жизни,другой нет ),под неё я ставлю зазор до 100мм 3-3,2мм, на больших диаметрах 4 -5 мм.Вольфрам тоже 2,4мм,точу "на иглу".Импульсный режим не пользовал никогда (имею ввиду на трубе). @МИХА75, я только ТИГом на корне работаю (ну или РДС иногда) ,полуавтоматом только облицовкой занимался,да и то недолго.1 балл
-
Цементация стали — процесс поверхностного насыщения стали углеродом с последующей закалкой.http://ru.wikipedia.org/wiki/%D0%A6%D0%B5%D0%BC%D0%B5%D0%BD%D1%82%D0%B0%D1%86%D0%B8%D1%8F_%D1%81%D1%82%D0%B0%D0%BB%D0%B8 То-есть хрупкий твердый науглероженный слой глубиной всего 1-1,5 мм. Его можно ободрать болгаркой или не заморачиваться, он все равно удалится в процессе разделки вала. Меня больше затрудняли разделка вала и обеспечение соосности свариваемых половинок.1 балл
-
@Sudna, ПБ 03-605-03. Правила устройства вертикальных цилиндрических стальных резервуаров для нефти и нефтепродуктов. http://www.stroyoffis.ru/pb_pravila_bez/pb_03_605_03/pb_03_605_03.php ГОСТ 17032-2010 - Резервуары стальные горизонтальные для нефтепродуктов. Технические условия http://www.g-ost.ru/51010.html1 балл
-
На следующий сезон стоит задача утепления потолочного перекрытия кухни, вынесенной за периметр дома на 1 и 2 десятых метра и одновременно веранды. Общая площадь составляет 10м2. Железо закуплено еще в прошлом году, но как обычно времени в обрез, хватает только на мелкие проекты продолжительностью 2-3 суток. Предстоит придумать и собрать подъемник для подъема на высоту 3,5м,, максимальный вес до 125кг .( имеются лебедки грузоподъемностью до 800кг). Буду очень благодарен за реальные простые идеи, для воплощения моих задач.1 балл
-
т.е варинт "Варим как попало" касается всех остальных швов (в том числе и лопнувшего) лишь бы не в общей сборке? Странно. Я, видимо, уже потерял логическую цепь... Я тоже не вижу "никаких заморочек" ни с косынкой, ни с узлом вообще. Но раз народ решил на данном примере провести "ликбез". а некоторые ещё и блеснуть знаниями, то я позволил себе быть педантичным... Короче очерёдность наложения должна быть, причём независимо от того, на месте всё варится или по отдельности. И поперёк варить конечно-же можно (иначе у нас все решётчатые конструкции ограничивались бы длинной проката).1 балл
-
Не знаю, и в данном случае это не важно. Всё просто - Заказчик "принёс" заказ, его надо качественно исполнить. Назначение и нагрузку элементов конструкции знает только тот кто конструировал. Узел простой, сталь простейшая, нужно немного дисциплины труда и желание. Не понимаю почему такой ажиотаж. Уже дошли до "расположения волокон металла фасонки", скоро, видимо, будет предложение рассмотреть атомную решётку . V1980 Вы не ответили - Зачем пересчитывать катеты? Мне просто интересно, так, от балды ляпнули или подведёте теорию.1 балл
-
Моргунов ,царствие небесное!
1 балл
-
Такие трубы сначала аргонят по корню.Полуавтоматом заполняют. Сразу на раз полуавтоматом сложно,но можно.Тем более таким как у вас. Валик большой (10мм это круто),провара нет - скорость вращателя большая и горелка близко к "зениту" находится (смещается в сторону вращения).Посмотрите на рисунки (ещё раз).1 балл
-
@Fahrenheit_61 Это то понятно,нынешнее поколение конструкторов,не очень то заморачивается со сваркой,проще написать; -Сварка по замкнутому контуру или Сварка по всем точкам примыкания деталей-. Это тоже из цикла "Особенности национальной сборки и сварки" Я вам предлагаю один из вариантов избавления от этого "гемороя",(вообще их несколько).У этого варианта есть + (порядок выполнения сварных швов - "Варим как попало"). Сварить часть этого узла отдельно,потом "приляпать к трубе" и добавить недостающие элементы (средняя косынка)
1 балл
-
http://i.piccy.info/i9/07921b0b431ba2e247a4668340ae8915/1386160942/75454/568570/Kopyia_Yzobrazhenye_1076_800.jpghttp://i.piccy.info/a3/2013-12-04-12-42/i9-5541567/706x605-r/i.gif ...надпись на футболке...1 балл
-
При нагреве создаются дополнительные напряжения, т.е. термического расширения металла хватает, чтобы в сумме со сварочными напряжениями порвать узел. Только вот не вижу я там жесткого контура или других объективных причин для разрушения...1 балл
-
@Fahrenheit_61, Напряжения. Выгибает в обратную сторону при нагреве и рвёт.(?)1 балл
-
Обратите внимание на очередность наложения швов - это единственное что приходит в голову.1 балл
-
Определение понравилось. цитата(скрин) http://f3.s.qip.ru/IA4wMiPT.png1 балл
-
Надо ещё крановщицу в центр положить.1 балл
-
По жёлтеньким наплывам между чешуйками и кратеру характерной формы в начале шва-очень похоже на полуавтомат с углекислотой и обычной омеднённой проволокой.Имитация пульса цмыканием кнопкой.1 балл
-
Да, О-о-о и у-у-у http://f3.s.qip.ru/IA4wMiOm.png1 балл
-
Наши нигде не пропадут! http://youtu.be/vLAC-JGxDb01 балл
-
У кого там кризис среднего возраста? Кто "Титаник" пересматривает? -Бросьте. Специально для "кризисных" http://www.youtube.com/watch?v=kMoIxi_M1RU1 балл
-
1 балл
-
Начало истории.
1 балл
-
Атомный крейсер "Петр Великий" VS система "Иджис", Об окончании сообщу, не ломать [ Версия для печати ] http://www.yaplakal.com/html/static/share/facebook.gif http://www.yaplakal.com/html/static/share/twitter.gif http://www.yaplakal.com/html/static/share/yandex.gif http://www.yaplakal.com/html/static/share/vkontakte.gif Страницы: (2) [1] 2 http://www.yaplakal.com/style_images/1/newpost.gif [ ОТВЕТИТЬ ] [ НОВАЯ ТЕМА ] Bondo000 http://www.yaplakal.com/style_images/1/spacer.gif 15.11.2013 - 18:56 Статус: Offline http://www.yaplakal.com/pics/userpic/7/4/4/av-217447.jpg Приколист Регистрация: 3.12.11 Сообщений: 305 89 http://www.yaplakal.com/html/static/rating-cell-minus-disabled.gifhttp://www.yaplakal.com/html/static/rating-cell-plus-disabled.gif Усиление присутствия ВМФ России в Мировом океане откликнулось потоком громких сообщений в СМИ: интервью, вопросы, прогнозы, комментарии и оценки отечественных и зарубежных экспертов. Главной «звездой» происходящих событий, как обычно, является атомный ракетный крейсер «Петр Великий» - самый крупный из неавианесущих боевых кораблей в мире, 26 000-тонный исполин с монументальным обликом имперского крейсера и тремястами ракет на борту. Всякий раз, при упоминании имени «Петра», на форумах начинается его сравнение с зарубежными кораблями аналогичного класса и назначения. Разумеется, прямых аналогов отечественного ТАРКРа не существует – этот крейсер уникальный в своем роде технический шедевр. Но, по ряду параметров, соперников подобрать можно: возможности ПВО «Петра» принято сравнивать с американскими Иджис-крейсерами (или эсминцами - что, впрочем, одно и то же). И вот здесь-то и начинается самое интересное… http://s00.yaplakal.com/pics/pics_preview/8/8/8/2443888.jpg [^] Bondo000 http://www.yaplakal.com/style_images/1/spacer.gif 15.11.2013 - 18:57 Статус: Offline http://www.yaplakal.com/pics/userpic/7/4/4/av-217447.jpg Приколист Регистрация: 3.12.11 Сообщений: 305 - Крейсер несет на борту 200 с лишним зенитных ракет, этого хватит на всех – уверенно заявляют патриоты. - Нет! – вопят проамерикански настроенные граждане, - боевая информационная система «Иджис» («Эгида») стоит целого мира. Ваш крейсер просто щенок по сравнению с проверенной «Тикондерогой» или «Орли Берком». - Идите к чертям! – выходят из себя сторонники отечественного флота – на нашем крейсере стоят два комплекса С-300 - только попробуйте сунуться! - Стреляй, дешевка! – отвечают им из-за океана - Корабли янки умеют поражать цели на низкой околоземной орбите - вот где настоящая, а не показная мощь! Конструктивного диалога не случается до тех пор, пока кто-нибудь из бдительных граждан не замечает странности в облике российского крейсера: – Господа, отчего надстройки «Петра» выглядят, словно чернобыльский лес после аварии? Вычурный силуэт, громоздкие пирамидальные мачты, по всюду торчат раскидистые «ветви» антенных устройств радаров и систем связи… Одно лишь перечисление этого «зоопарка» способно вызвать улыбку: комплекс радиолокационных средств «Петра Великого» включает в себя радары «Восход», «Фрегат М2», «Подкат», «Позитив», «Волна», 4Р48 с фазированной антенной решеткой, антенный пост 3Р95, радар управления артиллерийским огнем МР184 «Лев», наконец, две навигационные РЛС «Вайгач-У». http://s00.yaplakal.com/pics/pics_preview/3/9/8/2443893.jpg [^] Bondo000 http://www.yaplakal.com/style_images/1/spacer.gif 15.11.2013 - 18:58 Статус: Offline http://www.yaplakal.com/pics/userpic/7/4/4/av-217447.jpg Приколист Регистрация: 3.12.11 Сообщений: 305 Помимо общей нерациональности и сложности в согласовании работы столь большого количества радиотехнических средств, неряшливый облик «Петра» здорово увеличивает его заметность – крейсер сияет на экранах вражеских радаров, подобно ярчайшей звезде. Наверняка определенную роль сыграли «отсталые большевистские технологии»… Но не до такой же степени! Каким же ладным и современным, после этого, кажется американский Иджис-эсминец типа «Орли Берк» - чистые линии надстроек, выполненных с учетом технологии «стелс», минимум внешних декор-элементов, единственный многоцелевой радар обнаружения с неподвижными полотнами ФАР. Американский «Берк» похож на гостя из других миров – настолько необычен его облик, по сравнению с кораблями российского ВМФ. http://s00.yaplakal.com/pics/pics_preview/8/9/8/2443898.jpg [^] Bondo000 http://www.yaplakal.com/style_images/1/spacer.gif 15.11.2013 - 18:59 Статус: Offline http://www.yaplakal.com/pics/userpic/7/4/4/av-217447.jpg Приколист Регистрация: 3.12.11 Сообщений: 305 Но так ли это на самом деле? Какие «подводные камни» скрываются за стильным образом американского эсминца? И так ли устарел наш «Петр Великий», как это кажется на первый взгляд? В гламуре высоких технологий, или Скупой платит дважды Американский корабль построен вокруг боевой информационно-управляющей системы «Иджис», объединившей в себе все средства обнаружения, связь, оружие и системы борьбы за живучесть корабля. Универсальные эсминцы-роботы способны обмениваться информацией с себе подобными и принимать решения за командира. К созданию подобной системы янки шли 20 лет – по-настоящему серьезная разработка, в которой заложены самые прогрессивные идеи современного морского боя: во главе угла стоит обнаружение и мгновенная селекция целей. Американский корабль первым примет решение, первым выстрелит и первым уничтожит противника. Пентагон называет Иджис-эсминцы лучшей морской системой ПВО на сегодняшний день. Ключевой элемент системы – радиолокационная станция AN/SPY-1, представляющая комбинацию из четырех плоских фазированных антенных решеток, закрепленных по бокам надстройки эсминца. «Спай» способен в автоматическом режиме выполнять поиск по азимуту и углу места, осуществлять захват, классификацию и сопровождение сотен воздушных целей, программировать автопилоты зенитных ракет на стартовом и маршевом участках траектории. На фото эсминец типа "Орли Берк" http://s00.yaplakal.com/pics/pics_preview/9/9/8/2443899.jpg [^] Bondo000 http://www.yaplakal.com/style_images/1/spacer.gif 15.11.2013 - 19:00 Статус: Offline http://www.yaplakal.com/pics/userpic/7/4/4/av-217447.jpg Приколист Регистрация: 3.12.11 Сообщений: 305 Применение единого многофункционального радара позволило упростить сбор и анализ информации, а также исключить взаимные помехи, возникающие на других кораблях при работе большого числа радиолокационных станций. Однако, за видимым преимуществом SPY-1 скрывается сложнейшая техническая проблема: Как научить радар эффективному обнаружению целей на больших и на малых дистанциях одновременно? Дециметровые волны («Спай» работает в диапазоне S) хорошо отражаются от морской поверхности – шквал помех затрудняет распознавание несущихся над самой водой ракет, делая эсминец совершенно беззащитным перед сверхзвуковыми ПКР. Кроме того, низкое расположение антенн SPY-1 сокращает и без того небольшую дальность обнаружения низколетящих целей, отнимая у корабля драгоценные секунды, необходимее для реакции на угрозу. Никто в мире не рискнул повторить американский фокус с «единым многофункциональным радаром» - на проектах боевых кораблей, созданных в других странах, в дополнение к радару общего обнаружения всегда предусматривается установка специализированной РЛС для обнаружения низколетящих целей: - британский «Дэринг» (дециметровый обзорный S1850M + сантиметровый SAMPSON) - франко-итальянский «Горизонт» (S1850M + сантиметровый EMPAR) - японский «Акидзуки» (двухдиапазонный FCS-3A с активными ФАР. По-факту - два радара (диапазон С и X), объединенных под общим названием). Но как обстоят дела с обнаружением ВЦ у российского атомного крейсера? http://s00.yaplakal.com/pics/pics_preview/4/0/9/2443904.jpg [^] Bondo000 http://www.yaplakal.com/style_images/1/spacer.gif 15.11.2013 - 19:01 Статус: Offline http://www.yaplakal.com/pics/userpic/7/4/4/av-217447.jpg Приколист Регистрация: 3.12.11 Сообщений: 305 Радары «Петра Великого» У российского корабля все в полном порядке – обнаружение воздушных целей возложено на три радиолокационные станции различного назначения: - мощный обзорный радар МР-600 «Восход» (расположен на вершине фок-мачты – первой мачты с носа корабля); - трехкоординатный радар МР-750 «Фрегат М2» с фазированной антенной решеткой (располагается на вершине следующей, более низкой грот-мачты); - специализированная двухкоординатная РЛС МР-350 «Подкат» для обнаружения низколетящих целей (две антенны расположены на площадках по бокам фок-мачты). Главной особенностью станции являются особая диаграмма излучения с зауженными «боковыми лепестками» (сканирование по малому углу места) и высокой частотой обновления данных. Именно такого радара не хватает американскому Иджис-эсминцу. Это сообщение отредактировал Bondo000 - 15.11.2013 - 19:02 http://s00.yaplakal.com/pics/pics_preview/0/1/9/2443910.jpg [^] Bondo000 http://www.yaplakal.com/style_images/1/spacer.gif 15.11.2013 - 19:03 Статус: Offline http://www.yaplakal.com/pics/userpic/7/4/4/av-217447.jpg Приколист Регистрация: 3.12.11 Сообщений: 305 Но обнаружить – еще не значит уничтожить. Цель необходимо взять на сопровождение, навести на неё оружие и проконтролировать весь процесс полета ракеты к цели. У штатовского корабля этим занимается, как обычно, многофункциональный радар AN/SPY-1 вкупе с тремя радарами подсветки цели. Супер-радар «Спай» способен одновременно контролировать до 18…20 зенитных ракет: определять их положение в пространстве и автоматически передавать на автопилоты ЗУР корректирующие импульсы, направляя их в нужный сектор неба. Однако, система «Иджис» тщательно следит, чтобы число ракет на конечном участке траектории не превышало трех единиц. Фокус в том, что большинство современных морских ЗРК (в т.ч. «Стэндерд» и С-300Ф) используют полуактивный способ наведения: специальный радар «подсвечивает» цель, головка ракеты реагирует на отраженное «эхо». Все просто. Но кол-во одновременно обстреливаемых целей ограничено кол-вом радаров подсветки. Как уже отмечалось выше – у американских эсминцев всего три РЛС AN/SPG-62. Курсовые углы прикрывает одна, кормовые – две, с борта – все три сообща. У российского атомного крейсера ситуация принципиально иная: наведение ракет комплексов С-300Ф и 300ФМ занимаются две специализированные РЛС, каждая из которых обеспечивает сопровождение ЗУР с момента её пуска до попадания в цель: - радар с фазированной антенной решеткой 4Р48 (плоская «пластина» в передней части надстройки «Петра Великого»). В отличие от американского AN/SPG-62, который обеспечивает одновременную подсветку всего одной цели, отечественная система формирует шесть каналов наведения: всего 4Р48 способна одновременно наводить до 12 ракет по 6 воздушным целям! - второй радар - 3Р41 «Волна», получивший на флоте за характерный облик прозвище «сиська» (хорошо видна в кормовой части надстройки). Вообще-то, на этом месте панировали установить современный 4Р48, но, увы, при строительстве крейсера средств хватило только на «сиську», а современные 4Р48 были проданы за рубеж и установлены на борту китайских эсминцев типа «Лючжоу». В результате, со стороны кормы «Петр» способен наводить всего 6 ракет по трем целям – но, в любом случае, это лучший результат, по сравнению с американским Иджис-эсминцем. Помимо большего числа каналов управления, отечественная схема управления огнем на основе специализированных радаров 3Р41 и 4Р48 обеспечивает гораздо более надежное и помехоустойчивое наведение ракет на маршевом участке, по сравнению с американским многофункциональным AN/SPY-1. http://s00.yaplakal.com/pics/pics_preview/2/1/9/2443912.jpg [^] Bondo000 http://www.yaplakal.com/style_images/1/spacer.gif 15.11.2013 - 19:04 Статус: Offline http://www.yaplakal.com/pics/userpic/7/4/4/av-217447.jpg Приколист Регистрация: 3.12.11 Сообщений: 305 В отличие от американского Иджис-эсминца, где наведение всех типов зенитных ракет («стэндерд-2,3», «си сперроу», ESSM) оосуществляется одной-единственной системой управления огнем (SPY-1 + три SPG-62), российский крейсер оснащен двумя типами комплексов ПВО с индивидуальными системами наведения. Кроме зональных ЗРК С-300Ф/300ФМ, на борту «Петра» установлен зенитный комплекс самообороны «Кинжал» - 128 ракет малой дальности, предназначенных для отражения атак противокорабельных ракет. «Кинжал» имеет собственный антенный пост 3Р95, находящийся в кормовой части надстройки, рядом со спаренным артиллерийским орудием. Зенитный комплекс использует 4-х канальную радиокомандную систему, обеспечивающую одновременное наведение до 8 ракет по 4 воздушным целям в секторе 60° х 60°. http://s00.yaplakal.com/pics/pics_preview/7/1/9/2443917.jpg [^] Bondo000 http://www.yaplakal.com/style_images/1/spacer.gif 15.11.2013 - 19:05 Статус: Offline http://www.yaplakal.com/pics/userpic/7/4/4/av-217447.jpg Приколист Регистрация: 3.12.11 Сообщений: 305 Последний рубеж обороны «Петра» образован шестью зенитно-артиллерийскими комплексами «Кортик» - каждый боевой модуль представляет собой спаренный автомат калибра 30 мм (суммарный темп стрельбы 10 000 выстр./мин) вкупе с блоком зенитных ракет 9М311 малой дальности. Помимо собственных радиолокационных средств, «Кортики» получают целеуказание с двух антенных постов РЛС «Позитив». У американских крейсеров и эсминцев в этом случае все намного печальнее – на борту «Орли Берков», в лучшем случае, смонтирована пара автоматизированных зениток «Фаланкс», представляющих собой комплект из шестиствольной 20 мм пушки и компактной РЛС управления огнем, смонтированный на одном лафете. В связи с попытками снижения затрат на их постройку, эсминцы ВМС США последней серии вообще лишены каких-либо зенитных средств самообороны. Собственно, «Орли Берк» много чего лишен – фантастические Иджис-эсминцы, позиционируемые Пентагоном, как лучшие боевые корабли ПВО/ПРО, не имеют ни специального радара для обнаружения НЛЦ, ни достаточного количества РЛС подсветки целей. Именно этим объясняется приятная взору «гладкость» их надстроек и отсутствие «лишних» антенн. http://s00.yaplakal.com/pics/pics_preview/0/2/9/2443920.jpg [^] Bondo000 http://www.yaplakal.com/style_images/1/spacer.gif 15.11.2013 - 19:08 Статус: Offline http://www.yaplakal.com/pics/userpic/7/4/4/av-217447.jpg Приколист Регистрация: 3.12.11 Сообщений: 3051 балл
-
@ARGONIUS, Зато есть у кого диагноз спросить1 балл
-
Алексей 39 лет, Украина г. Узин. Сварщик самоучка с 1995 г. в 2002году получил корочки 4 разряд, 2011 Патоновские корочки присвоили 5. К сварке пришёл не сразу, был водителем электро погрузчика,потом слесарем работал. Вот вроде и всё. Без сварки не могу, без websvarka.ru тоже не могу.1 балл