Лидеры




Популярный контент
Показан контент с высокой репутацией 20.04.2013 во всех областях
-
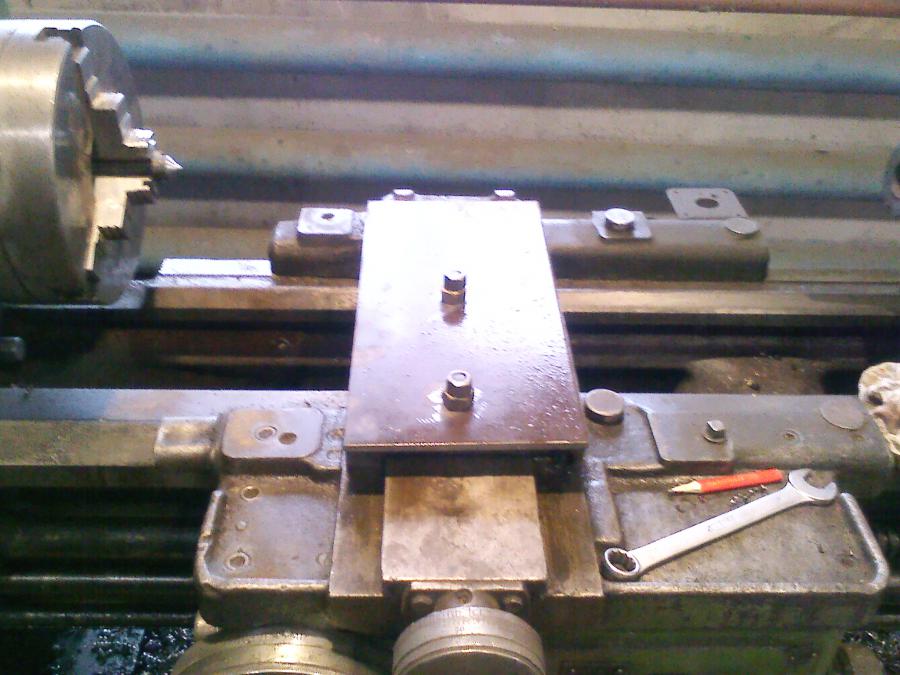
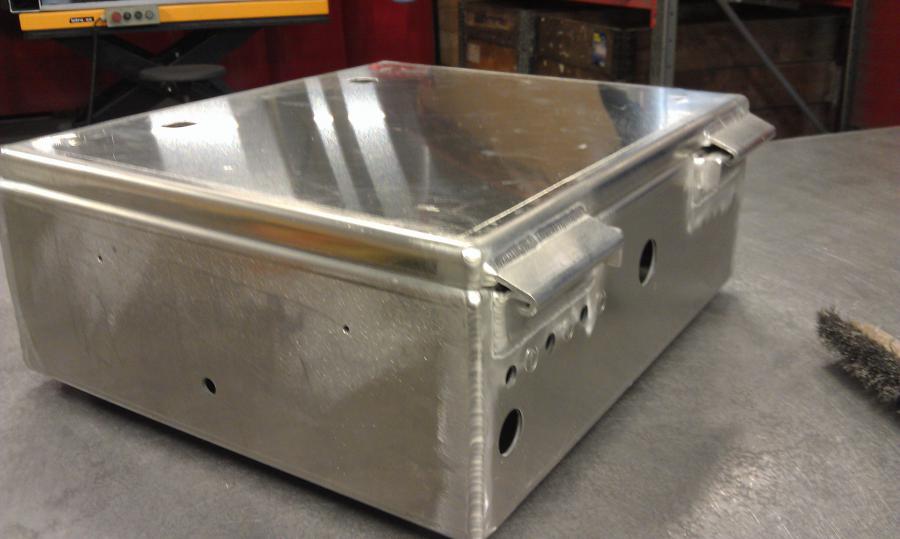
всем привет....вот на этой недели ремонтировал раму камаза. сделал себе приспособу на станок, сверлить отверстия под трубы на котлы отопления , ну и так по мелочам там, пару ворот да стандартную печь в баню (сфотать не успел)
 9 баллов
9 баллов -
Демонтаж РВС-2000. Вот так прошла осень. Листья падали не только с деревьев. Непруха Поиграли в индейцев. Уронили. Справа стоит мой рабочий конь. Потом рутина, порезали все в габарит 2х4м. Работа выполнена за 16 дней в составе 2 ЧЕЛОвека
6 баллов
-
Кладёшь сверху пруток из Ст3 и режешь через него. Не фонтан конечно, но режется.5 баллов
-
Покраснеть и мне что ли...
4 балла
-
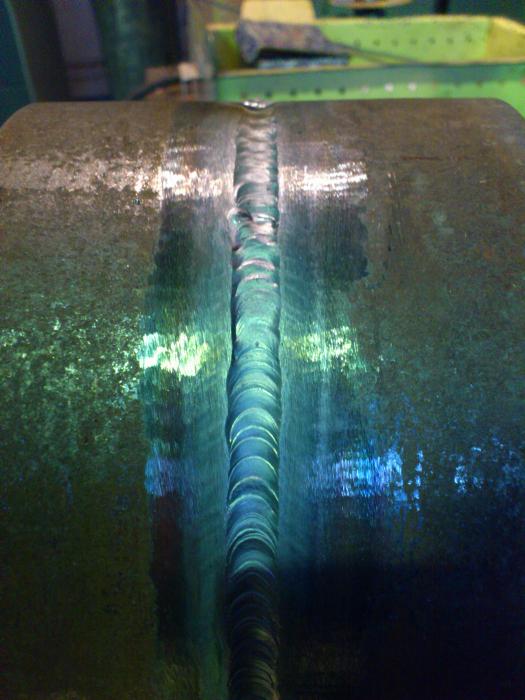
У нас тут не Академия Художеств,чтобы за картинки извиняться.Судя по DSC_0146 у Вас БУСП-ТИГ 6 версии,с подводом водяных шлангов.Обычно не использую из настроек ничего кроме постгаза.Жаль,что не сделали фото фасок до сварки.По рисунку шва могу предположить,что слишком спешите.Чешуйки неустойчивые и слишком редкие.Второй проход чаще делают с перекладкой валиков,делая остановки как раз по середине предыдущих участков.Отделку выполняют обычно напроход "для эстетики".У Вас нет чёткой границы шва и осн.металла,усиление (q) "стремится к нулю",а должно начинаться от 0,5 мм до 1,5-2 мм.
4 балла
-
@АВН, хорошо,я Вас понял.Опишу всё поэтапно! Зачистил изнутри и снаруши машинкой примерно по 3 см. от разделки.Очистил/обезжирил ацетоном свариваемые детали + присадку(валялась непонятно где).Зазор выставлен был чуть меньше прутка присадки (d2) [половина диаметра без притупления,остальная полвина 1-1,5мм.,токаря сослались на неровность трубы.Фото этого этапа будет позже!]Рабочий ток выставлен примерно 100-120А(ориентировка на приборку ВД506).Корень варил участками прим.100мм.(поворот,от 10 до 1ч.)[Заранее извиняюсь за кривую схематику на фото]Прихватки срезать не стал,в процессе сварки немного задерживался на участках прихваток.2-й слой проходил уже без соблюдения технологии,а зря,наверное поленился.Ну и 3-й облицовочный,тоже без всяких соблюдений.
4 балла
-
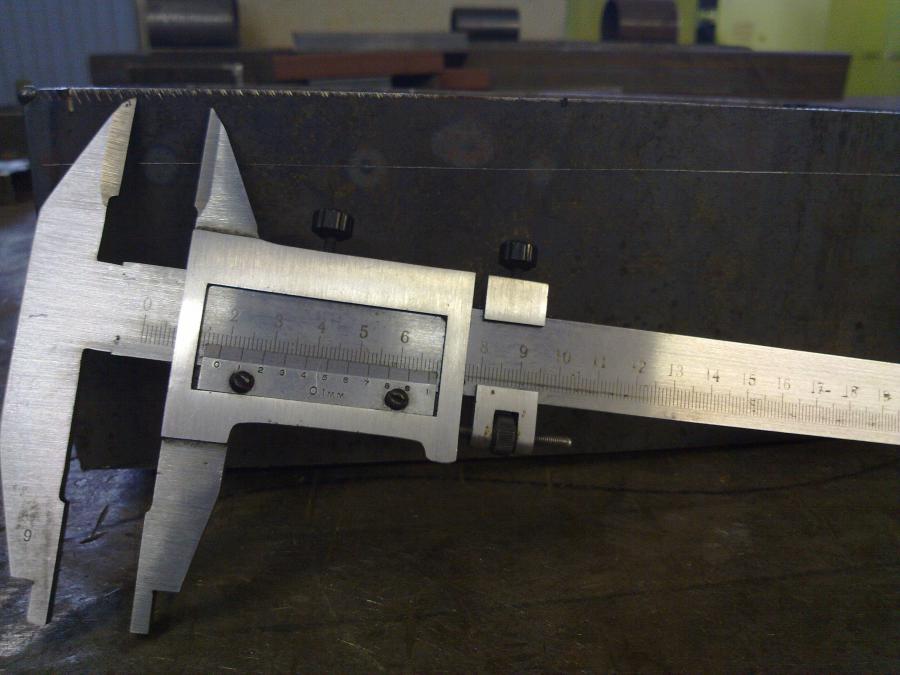
Небольшой P.S. Свою конструкцию я слегка дополнил. Чтобы и пластины в мангале лежали плотнее, и отверстия можно было прикрыть – уменьшить тягу или от ветра отсечь, а заодно и угли пошебуршить, внедрил я в конструктив две пластины. Весу особо не добавят, но пользы прибудет. В предыдущих постах делал акцент на ровный и аккуратный рез, а так же использование в дальнейшем «отходов» мангального производства.С этой сборки,кроме этого мангала,получилось ещё пару днищ,а если заменить одну сторону,то можно и ещё «выжать» заготовку. По поводу разметки.Штангель-это хорошо и точно,но в ходе реза,как бы мы не владели болгаркой, линия реза немного,но «разбивается».Соответственно,при отбивке волна передастся на предполагаемую линию реза.Поэтому лучше использовать для разметки ровную поверхность и подбор по нужной высоте пластины.Я использую свой джентельменский набор – «массивная» плита и пластина (3-4мм).Как раз выходим на нужный размер. Если пластина под днище оказалась немного великовата,то лучше не ровнять её зачистным диском-волна обеспечена,а аккуратно сделать всё отрезным. При соблюдении выше описанных операций получаем «близнецов». Ну вот ,пожалуй, и всё.Удачи !
4 балла
-
Оргонщики.....
3 балла
-
@АВН, Учиться учиться,ещё раз учиться! Некому меня учить,иногда поглядывая делать замечания,давать советы.Не везёт с напарниками,был один 20-лет стажа,а как не мог варить под давление так и не может,второй пил,много пил,так что не то что подсказать,да на ногах еле держался. А начальство потихоньку мне подкидывает работку под контроль,благо до этого было под давление.Всё хорошо сдал,но недавно подкинули под УЗД.3 балла
-
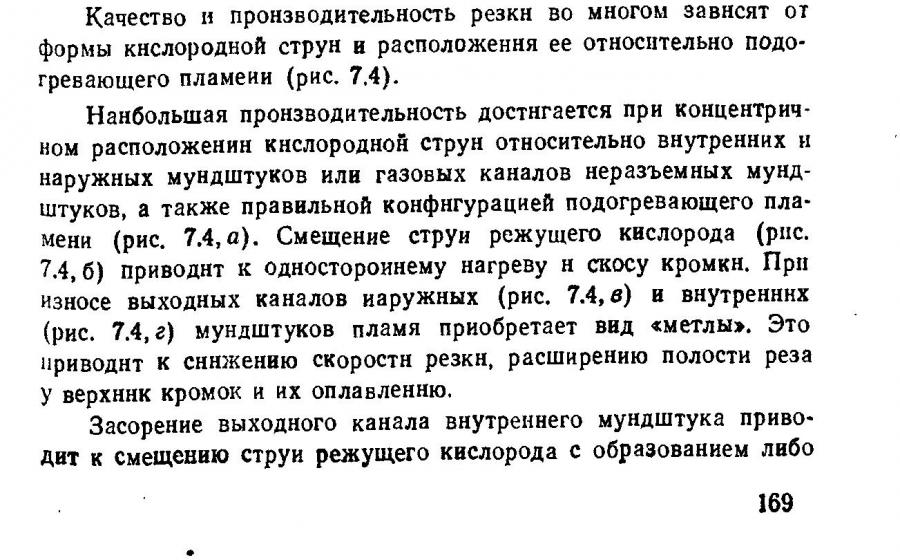
Вот еще немного из будней, попросили разрезать шток от гидроцилиндра эксковатора резаком на вопрос он хоть разрежется, последовал ответ беспроблем, вот тут и вкралися сомнения, поставил на резак самое большой внутрений мундштук что было 4 толщина штока где то 80мм, начинаю резку шток не плавится не в какую, тут последовало предложение что надо разрезать болгаркой, на что последовал ответ режте сами, в итоге земляк эксковаторщик подсказал что сваркой надо прорезать чуть и дальше резаком резать.
3 балла
-
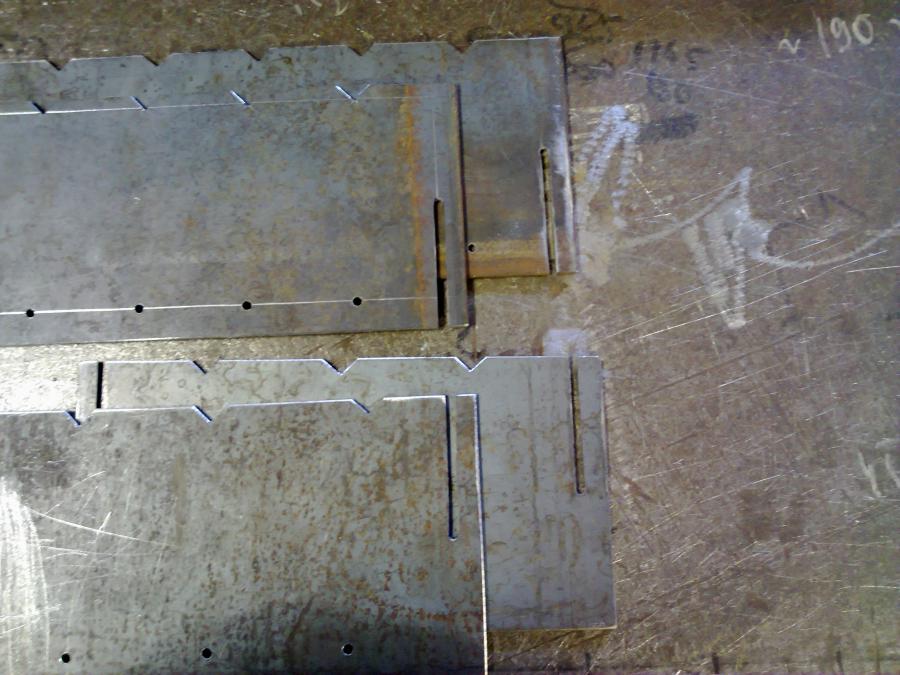
Расписал в тексте и картинках изготовление переносного мангала,может кому то пригодится.Старался все изложить досконально и доступно,так что если кому то покажется слишком тягомотным,пошу извинить. ВАЖНО !!! Весь используемый материал 3мм толщиной (за редким исключением)и даваемые размеры пляшут от этого.2-ка ,мне кажется, хлипковата, а 4-ка перебор. Но это мое мнение, как и метод изготовления. Если кто задумает использовать лазерную резку, штампы (и т.д. и т.п.) или изменить процесс, равно как и материал ,то дерзайте. Полный карт-бланш. Я делаю так как считаю нужным, основываясь на своём опыте и ранних результатах,но никому не навязываю свою точку зрения.Просто делюсь опытом ,способом изготовления и нюансами. Спасибо за внимание! Чтобы ловчее было собирать вырезал пластину нужной толщины (14мм) и за материальный стимул, фрезеровщик из другой шараги вывел её в «0» .Сверловкой отверстий и нарезкой резьбы занялся уже сам,после первой засады -в дальнейшем их предназначение будет понятно. С одной стороны на пластине снята фаска-это тоже нам в помощь. Массивная толщина –хороший теплоотвод и надёжный каркас-шаблон. Дно в размер, а боковые стенки с запасом. Гильотиной пользуюсь крайне редко, только если делаю лист со значительным запасом. Мало того, что рубит она некорректно, да вдобавок и мелочь загинает винтом. Поэтому все работы, в основном, делаю болгаркой. Итак, лист на пластину, сверху «блин» для лучшего прижима. Выставляем боковины, выравниваем по плоскости прилегания и выступания. Фиксируем все детали струбцинами. Когда все устраивает, то делаем прихватки. Можно не скупиться. Далее так же поступаем и с другими сторонами. Если длинные стороны немного выступают за края днища, то короткие встают в паз. В итоге получаем рабочую сторону идеально ровной. С внутренней стороны так же делаем несколько прихваток. Они потом буду сточены, чтобы не мешали плотно вствать пластине, поэтому прихватки делаем так, чтобы можно было их подлезть диском.Я делаю их на таком расстоянии от углов и проблем никаких. Сразу провариваю углы. Штангелем отбиваем 18мм (от лицевой стороны) и отрезаем лишнее. Если руки ровные и диск нормальный, то остаток можно использовать на второй и далее мангалы. Выступающую на уже мангале кромку снимаем болгаркой вровень с днищем. Можно изначально уменьшить размер на штангеле, но тогда момент отрезания будет сопряжён с возможным закусыванием диска о днище.Думаю,1 мм не стоит того, чтобы рисковать. После того, как всё отрезали и зачистили, поэтапно фиксируем и варим небольшими участками. Целиком варить смысла нет, да и поводки будут, невзирая на фиксацию. Я разбил швы на такие фрагменты. После сварки усиление снимаем, шлифуем и получаем презентабельный вид и идеальную диагональ.
3 балла
-
Не боИсь! У меня наставники по сварке и монтажу трубопроводов, а соответственно и чертежи, схемы и т.д., говорили вообще на незнакомом мне в то время языке - финском! (Сам - русский, рабочий язык - эстонский, ну а начинал профессионально у финнов. До них было мало опыта по сварке, основное - установка, тех.обслуживание и ремонт оборудования). То же приходилось своим умом, трудом и жизненным опытом добиваться всего... Удачи!2 балла
-
Ничего,жизнь научит.Меня строгать тоже никто не учил,кроме угловой машинки и лужского круга.Хорошо уже то,что Вы стоите на земле и всё под рукой,в том числе и чертежи.
2 балла
-
На строительстве газопровода «Ямбург – Западная граница СССР». В работе автоматический сварочный комплекс «Север». Тюменская область, 1988 год.
2 балла
-
шноркель делал в прошлом году.А сегодня устанавливал интеркулер и подсоединял его.
2 балла
-
Обобщил многочисленные и неполные статейки/заметки из Интернета. Глазная аптечка сварщика Любые сварочные работы сопряжены с ярким светом. Особенную опасность представляет синяя часть спектра, которая при сочетании с интенсивным инфракрасным излучением способно дойти до сетчатки, вызвав фотохимическое повреждение. Инфракрасное и ультрафиолетовое излучение не воспринимаются человеческим зрением. Если небольшое воздействие ультрафиолета хоть и может повредить сетчатку, но не лишит ее способности к восстановлению, то интенсивное облучение может привести к ожогу. Ожог Симптомы ожога глаз имеют нарастающий характер и ощущаются на протяжении 6–8 часов. Начинают болеть глаза, отмечается светобоязнь, спазмы век, слезотечение. Само зрение может не пострадать, если не повреждена сетчатка. Как правило, все происходящие изменения имеют характер обратимый и проходят по прошествии нескольких дней. Действия при ожоге: 1) глаза надлежит промыть большим количеством холодной воды или слабым раствором марганцовки светло-розового цвета. Промывание должно осуществляться в течение трех-пяти минут. Лучше всего для этого использовать большой шприц (без иглы) или резиновую грушу; 2) закапать в глаза капли с анестетиком для обезболивания: например, инокаин. Закапывать рекомендуется не более 4-х раз в день, иначе могут образоваться обширные эрозии роговицы; 3) закапать средство для предотвращения инфицирования (антибиотики): например, 20–30% раствор сульфацил-натрия (раньше назывался Альбуцид), капли левомицетина; 4) закапать капли для регенерации слизистой оболочки: например, сикапротект; 5) 3 –4 раза в день закладывать за веки средство, позволяющее восстанавливать пораженные клетки и помагающие скорейшему заживлению: например, гель солкосерил, актовегин. Тяжёлый ожог При воздействии на глаза рассеянного инфракрасного потока излучений происходит поражение придатков глаз и переднего отдела глазного яблока. Если на глаз попадает более или менее параллельный пучок мощного потока инфракрасных лучей, то есть возможность его проникновения на глазное дно. Для таких случаев характерно поражение сетчатки, которое сопровождается отеком. Под влиянием поглощенного облучения в эпителиальных клетках формируются свободные радикалы и активные формы кислорода, они повреждают ДНК и мембраны; клетки разрушаются, возникает некробиоз, гистамин скапливается у окончаний троичного нерва, которыми пронизан верхний слой роговицы. После того как отек проходит, на глазном дне постепенно формируются дистрофические изменения с формированием очага и отложением пигмента. Для нормализации состояния глаз врачом назначаются антигистаминные препараты: тавигил, супрастин. Для обезболивания и снятия воспаления применяются, например, диклофенак, анальгин. Чтобы уменьшить отек век, используют холодные примочки с водой или раствором питьевой соды. По три раза в день внутрь необходимо принимать антигистаминный препарат. Обычно через несколько дней симптомы проходят. В течение первых нескольких дней следует носить затемненные очки, защищающие от яркого солнечного света. Химический ожог Дым и другие вредные вещества выделяемые при сварке, в основном негативно влияют на органы дыхания, но слизистая оболочка глаз также подвергается их воздействию. Действия при химическом ожоге: 1) промыть глаза; 2) закапать капли с анестетиком. После этого осуществить визуальный осмотр глаз. Веки понадобится отогнуть и если видны остатки химического вещества, то удалить их тугим влажным тампоном. Затем глаза промыть повторно; 3) закапать средство для предотвращения инфицирования; 4) закапать капли для регенерации слизистой оболочки; 5) применить средство, позволяющее восстанавливать пораженные клетки; 6) заложить за веки мазь с антибиотиком: левомицетиновую, синтомициновую, тетрациклиновую (на ночь), и т.д. для предотвращения инфицирования. В течение первых нескольких дней следует носить затемненные очки, защищающие от яркого солнечного света. Механическое повреждение В глаза могут попасть частицы металла, грязь и прочие инородные предметы, которые вызывают механические повреждения. Мелкие частицы при попадании в глаз, как правило, прилипают к конъюнктиве, а затем задерживаются под верхним веком. Сразу же появляется слезотечение, как естественный процесс попытки вывода инородного тела, затем возникает боль, особенно при мигании и стремлении посмотреть на свет. Человеку хочется держать глаз закрытым, поскольку только в таком положении удается несколько уменьшить силу болевого синдрома. Действия при механическом повреждении: 1) промыть глаз; 2) закапать капли с анестетиком; 3) отогнуть веко и тугим влажным тампоном удалить инородное тело; 4) закапать средство для предотвращения инфицирования; 5) закапать капли для регенерации слизистой оболочки; 6) применить средство, позволяющее восстанавливать пораженные клетки; 7) заложить за веко мазь с антибиотиком. Такие манипуляции следует делать только в том случае, если инородное тело находится на поверхности и не проникло в глазное яблоко. Если самостоятельно извлечь частицу не удалось, или оно все-таки глубоко проникло в ткань глаза, обязательно следует закапать какое-либо из вышеуказанных средств, после чего осуществить наложение стерильной повязки и обратиться к врачу. Даже после того, как травма прошла, исчезло воспаление и боль, в течение первых нескольких дней следует носить затемненные очки, защищающие от яркого солнечного света. А чтобы избежать травмирования глаз, пользуйтесь защитными средствами электрогазосварщика: маской и очками.
2 балла
-
Вероятно в тюркских языках нет сочетания слов "маску опусти" и "потом зажигай",а есть только "надевай и вари"? Однажды поздно-поздно ночью ко мне домой ввалился кореш по военной службе.Весь в соплях,слезах и с красной рожей.На озадаченное:"-Это где ж тебя так?" Он проблеял только одну фразу:"- У себя на фабрике,..варил"...Когда уложил его на диван наложив ему полную морду компрессов,то услышал более-менее связную историю. На их сушечной фабрике у Балтийского чего-то там сломалось,а сварщик был немного э-э-э ну как обычно и потому варить ничего не мог по определению.Тогда бывавший у нас в кАнторе и видевший процесс энтузацист решил взять всё в свои руки и взял...но только "вилку" и электроды.Маску он категорично отмёл по соображениям,что "в неё ничего не видно,я на окно проверил".На мой "брутальный" хохот,этот придурок жутко обиделся и отвечал,что "вы ведь тоже титан привариваете иногда без маски".В общем морда его окончательно облезла через неделю,глаза зажили на второй день.Как и что он приварил я увидел много позже,в принципе заварено было - "не оторвёшь",хотя без маски и с минимальными навыками.А про "титан без маски" я только потом понял - он про поддувальщиков говорил.2 балла
-
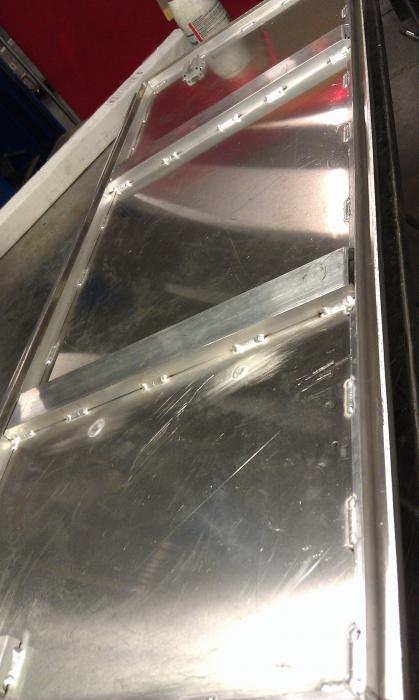
Просто лист в середине все ровно следует закрепить. В моем случае всегда делаю перемычку из уголка. Лист сверлится в 2 местах, присмотритесь на фото, где стол стоит отдаленно, там есть кружки зачистки. Лист приваривается к уголку(перемычке) Пробовал с низу прихватывать, ерунда, лучше сверлить и на малом токе, прижав лист плотно, прихватить вначале, потом варить тоже на малом токе и постараться за под лицо. Потом машинка с новым кругом шкурочным, слегка подшаманив место сварки, берем скотч брайт и толстым пальцем крутим туда сюда. Получится симпатичный кружок. Только сверлить эстетично, соосно и строго по размерам центра.2 балла
-
@папаша, Практически, что- бы правильно затянуть прижимные ролики, советую вам выставить по шкале среднее положение- т.е 2,5, а затем на выходе проволоки из наконечника слегка придавить её пальцами- она не должна останавливаться. Если подтормаживает, то подтяните еще немного.Но это для чернухи- нержавейку желательно прижимать слегка, уж очень она мягкая, немного перетяните и будет "зажевывать". Обратите внимание на поверхность самой проволоки, она должна быть чистой , гладкой, без зазубрин и насечки- если это появилось, то значит ролики перетянуты. Каналы в горелках служат долго лишь на омеднёнке их можно снять и продуть сжатым воздухом, на нержавейке их приходится менять чаще, забиваются графитом. Смотрите внимательно за состоянием наконечника, желательно использовать его в соответствии с диаметром поволоки. Можете услышать мнение, что воткнул 1,2 и вари любой, будет всё пролетать со свистом, по-началу будет, но потом по каналу к наконечнику подтянется всякая бяка и на выходе вы будете получать "выплески" и залипания проволоки, да и проволока в таком наконечнике будет "гулять" и в шве и около него.2 балла
-
Каждый "солидный" производитель на рынке сварочных материалов производит и продаёт средства от налипания сварочных брызг. Все они делятся на смазки, спреи и краски- всё зависит от способа нанесения. Если внимательно читать состав данных препаратов, то видишь, что основой для их изготовления служат жиры, масла, восковая основа, жирные кислоты, силиконы ( самая хитрая группа, потому как в неё входят и силик.масла и низкомолекуляр.каучуки и кремнийорг-кие мономеры) , и средства, созданные на водяной основе. Универсального препарата нет, всё лишь зависит от состояния кошелька покупателя и в небольшой мере от отзывов самих сварщиков. Использование всей этой химии напрямую зависит от производимой работы. Обычно для сварки ответственных узлов, деталей машин и механизмов, при сварке труб эти средства практически не применяются, так как это обусловлено чистотой поверхностей перед сваркой и наличие инородных тел и взвесей в шве и околошовной зоне крайне нежелательно. Короче, варите п/а, брызнули на горелку, потом её надо немного обжечь - поварить в сторонке , и уж только потом приступить к основной работе. Эти препараты широко применяются при массовом производстве металлоконструкций, но при повышенных режимах сварочного тока, так как при небольшом токе они не будут успевать выгорать и испаряться, и как следствие- поры. Ну и пожалуй самое главное- не забывайте пользоваться средствами индивидуальной защиты, химия- она и в Африке химия.2 балла
-
Шведский журнал о сварке, первый номер, 1936 год
2 балла
-
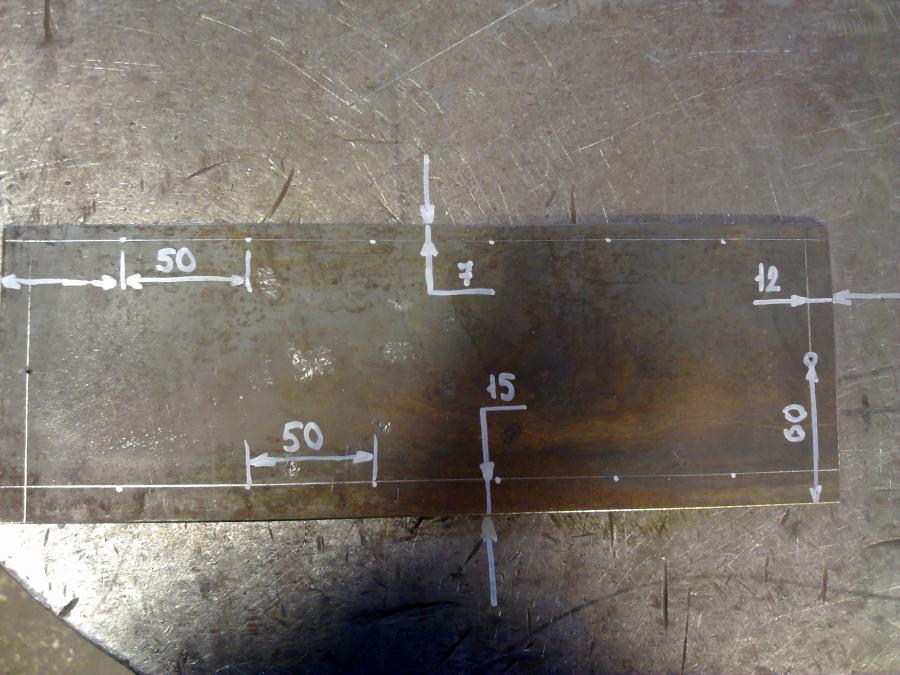
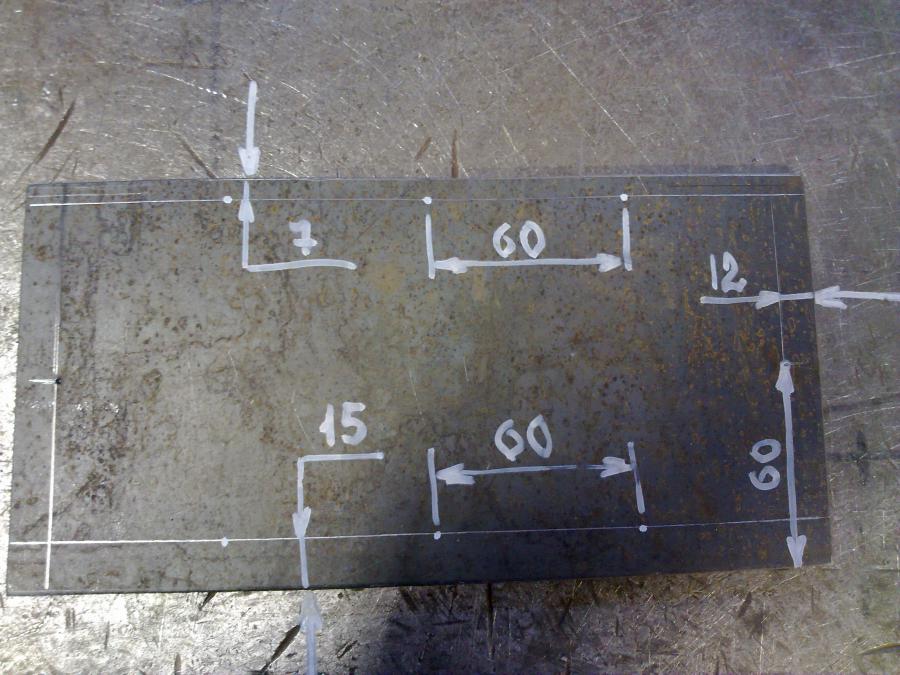
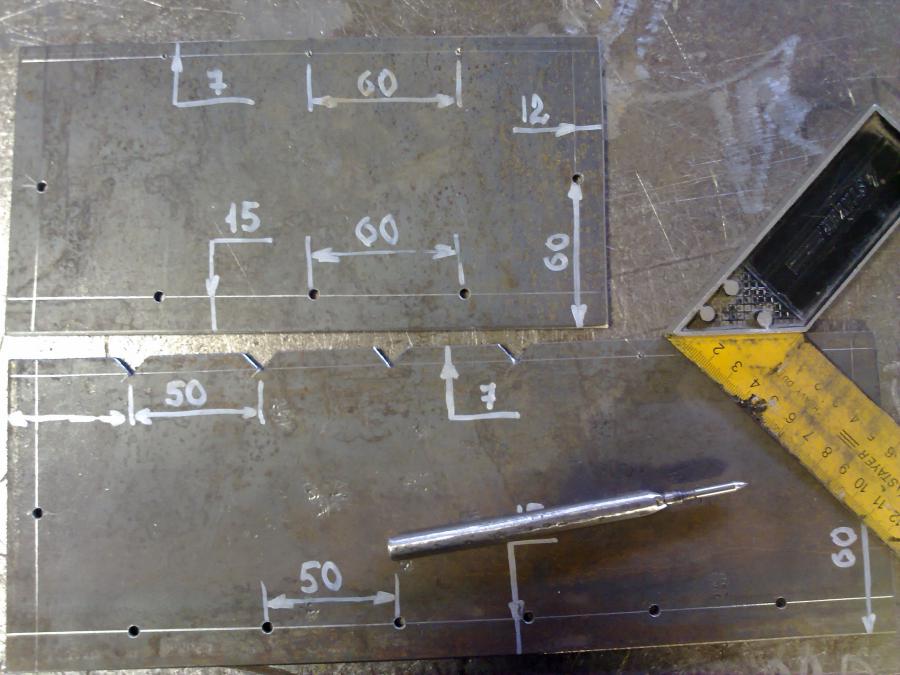
Размечаем пластины. Размеры могут быть произвольными, я методом проб и ошибок пришёл к этим. Накерниваем (всё)и сверлим (ф 4мм),всё, кроме верхней части. Её отбиваем угольником и делаем вырезы под шампуры. Я делаю со всех сторон, но это дело вкуса. Нижние отверстия рассверливаем до …Я делал в диапазоне от 10 до 13мм.Когда как. Здесь каждый подберёт оптимальный диаметр. Начните с 10-и,будет мало- рассверлите. На мой взгляд,10 мм –медленно разгорается, да и веером иной раз приходится оживлять угли. Далее предстоит сделать пазы. Каждую пластину размечаю штангелем персонально, потому как во время сверловки размеры, как ни крути, а уходят- на фото видно. Режем всё болгаркой. Диск 1мм.Можно и тоньше взять, но они слишком деликатные в обращении, поэтому лучше 1мм,но фирменный и ровный рез обеспечен.Зачищаем надфилем ли напильником кромки.Главное -это не запутаться с расположением пазов.Не важно,на длинной стороне паз вверх,или на нижней.Важно,чтобы они были попарно и согласованы с остальными вырезами- отверстиямми. Как уже писал-с токарем проблемы, поэтому мы сами себе токарь. Из подручных материалов мудрим мудрило. Всё бы ничего, но оцинковка на гайке…Ну и ладно. Пару вжиков болгаркой и нормальная, колхозная гайка. Ставим всё на место, обрезаем лишнее, прогоняем или дорезаем резьбу. Собираем, любуемся, принимаем заказы от сослуживцев и поминаем меня плохим словом. Ну всё, осталось дело за малым. Дождаться выходных, замариновать мясо и опробовать конструкцию. Приятного аппетита!
2 балла
-
вырезал"латки".волосы на голове зашевелились! Сделал новые ,и вварил - получилось вот так :
2 балла
-
Ух ты...Как всё тут масштабно!У нас всё как-то куда мельче... Вот,сварили-связали армокаркас под монолитную плиту в основание нового дома. http://img-fotki.yandex.ru/get/5647/88923973.1/0_8c5c1_31d8a7a6_L.jpg.jpg Действующие лица-сварочные аппараты: http://img-fotki.yandex.ru/get/5646/88923973.1/0_8c5c6_32ba61c8_L.jpg.jpg http://img-fotki.yandex.ru/get/5640/88923973.1/0_8c5c7_fd1edb8e_L.jpg.jpg http://img-fotki.yandex.ru/get/5633/88923973.1/0_8c5c8_3a1baced_L.jpg.jpg http://img-fotki.yandex.ru/get/5643/88923973.1/0_8c5c9_f9910b48_L.jpg.jpg И сварщики: http://img-fotki.yandex.ru/get/4131/88923973.1/0_8c5c3_ddcc2783_L.jpg.jpg http://img-fotki.yandex.ru/get/4124/88923973.1/0_8c5c2_f70ddf58_L.jpg.jpg http://img-fotki.yandex.ru/get/6440/88923973.1/0_8c5c4_e7cd7ad9_L.jpg.jpg http://img-fotki.yandex.ru/get/4122/88923973.1/0_8c5c5_d1f8e3e1_L.jpg.jpg Пока сегодня мои "подельники" заливали бетон,меня отправли отрубить порванный водовод и сделать временную врезку.Поскольку,я-обладатель универсального автомобиля и сварочных агрегатов, http://img-fotki.yandex.ru/get/5637/88923973.1/0_8c5ca_88806a1d_L.jpg.jpg ,то и мне-лезть в колодец... http://img-fotki.yandex.ru/get/4121/88923973.1/0_8c5cb_faea46f1_L.jpg.jpg Воспользовался стандартными инструментами и СИЗ: http://img-fotki.yandex.ru/get/6441/88923973.1/0_8c5cc_ee804436_L.jpg.jpg И немного "нестандартной" одеждой: http://img-fotki.yandex.ru/get/4131/88923973.1/0_8c5cd_f5ae7d29_L.jpg.jpg В общем,будни-как будни.Обычная рутина.2 балла
-
Далее. Располагаем мангал таким образом и делаем замер по внешним краям. Указанный размер не является привязкой. И отрезаем от профиля (15мм) нужную длину. Я всяких ручек за всё это время понаделал и смею заверить, что фантазия людская не имеет границ. Так что смело выдвигайте новые идеи. На данном этапе я остановился на этом варианте. Прикладываем, отмечаем, лишнее аккуратно вырезаем и получаем это. Монтируем на место. В качестве зазора я применил профиль (50 х 25),вроде не жмёт. Прихватываем, варим, окультуриваем. Далее на очереди стенки, но это самое лёгкое.Сегодня не успел "доделать" телефон сел.В качестве гаек следует,конечно,сделать что-либо удобнее,но так как знакомый токарь ,в связи с невыплатой з/п бастует,то перебиваюсь,как могу.
2 балла
-
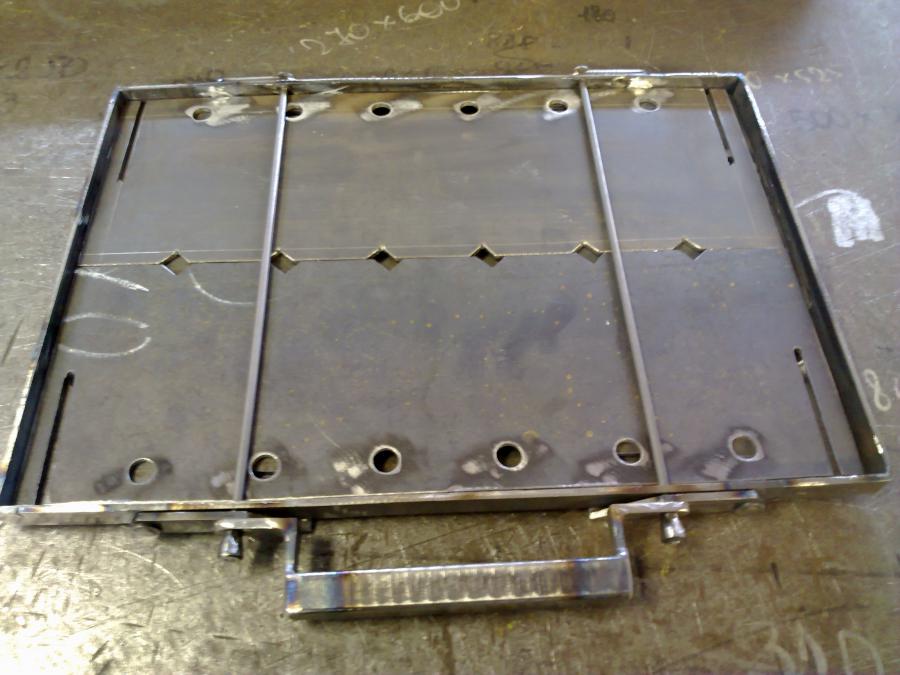
Вот теперь мы вспомним за отверстия, резьбу и болты. Если делать сборку с припуском, то есть шанс всё это дело скособочить.А если так,как делаем,то усадка имеет место быть и пластину зажимает,существенно. На первых её испытаниях мне пришлось изрядно попотеть,извлекая её. Днище немного пострадало.Сделал сначала два отверстия, по осевой. Результат есть,но малоэффективный,ещё и перекос доставляет проблем .Поэтому были сделаны отверстия по углам и проблема извлечения исчезла. В процессе монтажа ещё не раз будет использована эта пластина ,поэтому такая доработка, как нельзя кстати. Далее, делаем «ноги». Отрезаю пластину шириной 70мм .На ней размечаю полосы по 17мм и отрезаю. Всё болгаркой. В моих условия так точнее и качественнее. Получившиеся пластины должны быть вровень. Затем отрезаем поперечину для опоры. Я использую шину (40 х 4 ),но можно из металла вырезать. Размер делаем с учётом толщины ранее вырезанных пластинок + небольшой запас. Под небольшим запасом имеют место быть 1мм пластинки. Далее будет всё ясно. Они рассчитаны на сохранение зазора при дальнейшем монтаже опор, иначе зажмёт и приводить в действие мангал будет не комфортно. Отбиваем от краёв по 120мм с обеих сторон. Все разметки делаю чертилкой, потому как маркером сильно жирно, в прямом смысле слова-погрешности в миллиметры потом вылазят в косяки, но это уже мелочи, можно размечать хоть мелом. Заправляем в мангал пластину. По меткам выставляем шину, с одинаковым смещением по сторонам, ставим «зазорные пластинки»,а потом и опоры. Всё это «лего» фиксируем .Прихватываем опору и поперечину, а затем, не ослабляя фиксацию, прихватываем на три точки к днищу. Это позволит нам без заморочек, смещений и лишних телодвижений разметить, просверлить и соединить монтируемые узлы. После разневоливания можем убедиться, что зазор присутствует по всем плоскостям, чего и добивались. Перед тем, как сварить поперечину и опору между собой, вставить «зазорники» с обеих сторон и зафиксировать струбциной.
2 балла
-
, хорошо вылечил рАДС. Противни для духовки, aisi 304, толщ. 0,8 мм. Присадка ER 316 LSi- 1,6 мм. Импульсный режим.
2 балла
-
Ремонт ручного пресса (чугун) из поднебесной ММА sabaros me 140
2 балла
-
Вообще взять УОНИ 13/55 3мм Сычёвского завода, шлак тёмный и пористый а если поставить 2,5мм этого-же завода, шлак уже чёрный и блестит как зеркало, причем если гнать вертикаль тройкой то наплывы шлака наскоками а 2,5 уже шлак без наплывов, как-будто сверху шов облили, поэтому как висит шлак, это не показатель качества шва.2 балла
-
@Корабел, зазора не было совсем , разделка под 90º на всю толщину. Три прохода. Я бы сказал ну очень надо ещё развиваться и развиваться @АВН, ну что Вы...я наверно догадался, но никому не скажу1 балл
-
То же самое, киваю невпопад в очках, только рядом обычно никого, сам над собой угораю1 балл
-
Скажу немного и про сварку полуавтоматом: многие говорят и думают, что после проведения работы Ме шва чистенький и без шлака- это ошибка многих начинающих сварщиков. Зачистка поверхности шва при послойной сварке- это правило для всех и ручников и полуавтоматчиков. При сварке под УЗК (УЗД) после прохождения корня шва необходимо провести механическую зачистку поверхности. Первое впечатление что шов чистенький обманчиво, если внимательно присмотреться, то можно увидеть. что легкий золотистый цвет, который вы иной раз и принимаете за оттенок побежалости , есть ни что иное как Шлак, но это такая тоненькая плёночка! Не стоит надеяться, что последующим слоем вы его переплавите- это лотерея, последующий контроль докажет вам это.1 балл
-
Что то тема совсем заглохла, вертикальное положение электроды уонии 3мм (эсаб-свэл)
1 балл
-
@папаша, скорее всего подтормаживает проволока в рукаве. Старайтесь держать рукав как можно прямее, следите за входом в канал, там часто грязь и стружка с проволоки собираются, еще может притормаживать из-за грязи на входе в токосъемный наконечник. Если все чисто, то пробуйте поджать сильнее проволоку в роликах, либо поменять токосъемный наконечник.1 балл
-
А для такой толщины,чтобы не в ущерб ширине разделки,можно и двустороннюю сделать.Мне одно время тоже пришлось с ковшами да отвалами повозиться.1 балл
-
Смотря что варить, например столы и листовое железо на пищевую. Использовал сырое полотенце, несколько штук, что бы при сварке краев, то есть листа к уголку, нагрев не расходился на лист. Сырое полотенце хорошо справляется с этой задачей и блокирует не только расхождение нагрева, но и сопутствующую деформацию металла. Края полотенца по всей площади оставлял 40мм от края уголка и свариваемого листа. Вообще использование сырой тряпки много где помогает, но это уже другая тема. А что конкретно Вы имели в виду, не указали. Середина 100 мм, угол левый 100мм, угол правый 100мм, переходим на противоположную сторону стола, повторяем процедуру. Переходим где начинали и между серединой и углом середину 100мм, так же с левой стороны, переходим. Деформаций нет. Не спешите, может кому пригодиться. Да, чуть не забыл, в середине листа отверстие 5 мм просверлить, там где уголок снизу и к уголку приварить середину в 2 местах.
1 балл
-
Тельфер в стиле хеви мэталл! Наверно производитель фанат известной немецкой группы...
1 балл
-
Блин мужики,эта тема сто раз обжована . Какой нашатырь вы о чем!?! У нас сварной почти пол года в бальничке провел.Бак был из под соляры и вроде пропарили ,а рванул так что суставы на руках в обратную сторону завернуло. Баки варю смело ,но после того как он с часок на камазовском глушаке повесит, а если нет возможности то клиент оплачивает балон углекислоты.Даже в мороз и из под солярки всегда придерживаюсь этих правил.1 балл
-
Приступаем к ручке.32-й уголок,2-е заготовки по 10мм каждая. До конца не режу – так удобнее размечать и сверлить (ф ~4мм).Затем берём 2 электрода ф4мм,оббиваем обмазку,шлифуеим и нарезаем резьбу. Размечаем место для отверстия (под ручку).Можно штангелем, можно пластиной, благо их под рукой валом. Я взял 4-х мм. От края отмечаем 100мм.Накерниваем и сверлим.Эти операции я делал вкупе с пластиной и струбцинами. Стенку насквозь не сверлил,а лишь наметил. Досверливал, когда извлёк пластину. Уголок на электрод, туда же гайку, всё это в мангал и фиксируем вайсгрипом. Можно просто отмерить, отрезать и заварить. Я всегда по-разному действую, в этот раз- так.Ну а дальше,по наработанной схеме. Поставили шайбу, отрезали лишнее, заварили. Готово.
1 балл
-
закончил ремонтировать бак с Мана,залатал и то что вырезать пришлось:
1 балл
-
Эхх,была не была. Прислали нам бригаду с Балакова и мне попался слесарь, не обременённый разумом. У него работы нет, сидит слева, я варю аргоном и так увлёкся, что пукнул Самому неудобно и начинаю бухтеть; Сволочи, опять грязный аргон купили и тд. и тп. Он говорит, мол дунь на меня, посмотрю на что грязный похож.Я дунул и как раз через "облако", он понюхал и выдал; Ну да, дерьмом пахнет--занавес, я ползаю по полу и дышать не могу.1 балл
-
Кстати, это неплохой способ повысить рентабельность сварочного производства... Чтобы ничего впустую не пропадало, даже излучение. Типа открыть солярий, в котором источником ультрафиолетового излучения является сварочная дуга. Рабочее место электросварщика разместить в центре помещения и огородить специальным материалом, пропускающим только лучи определённого спектра, безопасные для кожи. А по другую сторону ограждения оборудовать салон для загорающих. Прикольно - сварщик варит, а вокруг него, как на витрине магазина, голые девки стоят...1 балл
-
@Isperyanc, Пробивка это сложный элемент "фигурного катания", особенно от 20мм и толще. Без хорошего мундштука не пробьёшь,-одни хлопки да зашлаковывание.Дополнение в тему:
1 балл
-
@morgmail, Ну, скажем так в процессе работы, в начале смены когда зажигаешь резак не всегда так: "Зажёг, отрегулировал, погнал резать". Попробовал- многовато(слабовато), подрегулировал(добавил убавил) и режешь. На металле "по пятну" это всё как-то...мудрёно и не точно что ли... На качество реза влияет не только мощность, но и номер(диаметр) мундштука ,его качество отверстия, и давление кислорода. Можно успешно резать и маломощным факелом но с новеньким мундштуком который струю кислорода режущего не разбивает "веником"- как старый заср....ый а выглядит при открытом "режущем" как длинная игла. Рез получается, тонким и чистым почти без грата.1 балл
-
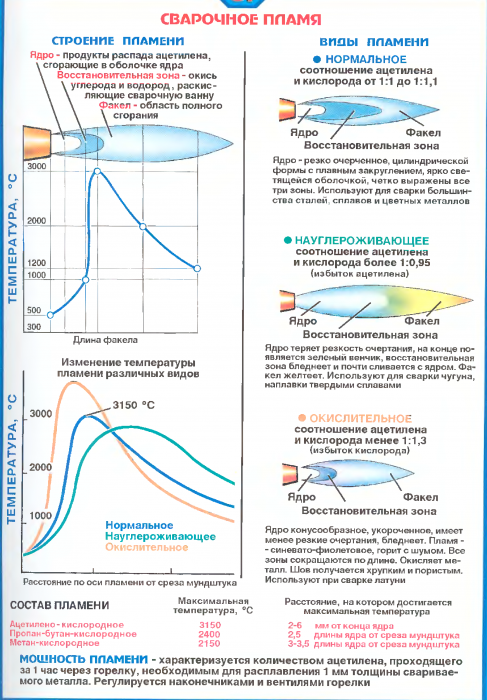
Мощность пламени подбираем в соответствии с толщиной разрезаемого металла, ядро должно быть максимально ясным, "прозрачным" по очертаниям но не вытянутым-мало кислорода или много газа, и не матовым, коротким - избыток кислорода, мало газа.на скрине регулировка пламени горелки, что по сути одинаково подходит по структуре и для резака.
1 балл
-
всем привет. вот сегодня сделали печь в баню а арендодатель припер бочку из под масла, надо говорит выправить. выточил штуцер, завтра накачаю компрессором( сомневаюсь что поможет, но спорить не стал, сказал сделать-сделаю). вот ещё подсмотрел приспособу для приварки шарниров хорошо облегчает работу.
1 балл
-
Там затемнение 4 DIN в нерабочем состоянии, и у него точь в точь как моя, а моя срабатывает если даже в 3-4 метрах впереди меня горит сафит(лампа дневного света) Ну и еще немного фото: Аппарат моего коллеги,пока он на выходных я пользуюсь... Моя "техника")) 630ая... Залез... Надо "лечить"... Выбрал Вылечил))) Справа-"Диаратор", слева-Турбинный зал...1 балл
-
несколько моих.... 2 года варила алюминий( AlMg5, AlSi, Al), а с недавних пор и на нержавейку перешла))) ну вообщем всякое такое...
1 балл
-
Рихтовка штока гидроцилиндра
1 балл
-
Даже 68 лет назад, сварщики делали граффити на своих масках Июль 1940 - Сварка рамных 10-тонных трейлеров. Калифорния. Сентябрь 1939 - Сварка правой трибуны на Crosley Field, домашний стадион бейсбольной команды Reds Cincinnati в 1912-1970гг. Октябрь 1939 - Сварка полуторатонного колеса для корабля "Admiral Richard E. Byrd's" для Арктической экспедиции
1 балл