Лидеры




Популярный контент
Показан контент с высокой репутацией 01.03.2013 во всех областях
-
из н\ж на стол сахарница,сольница,и вагон для чая7 баллов
-
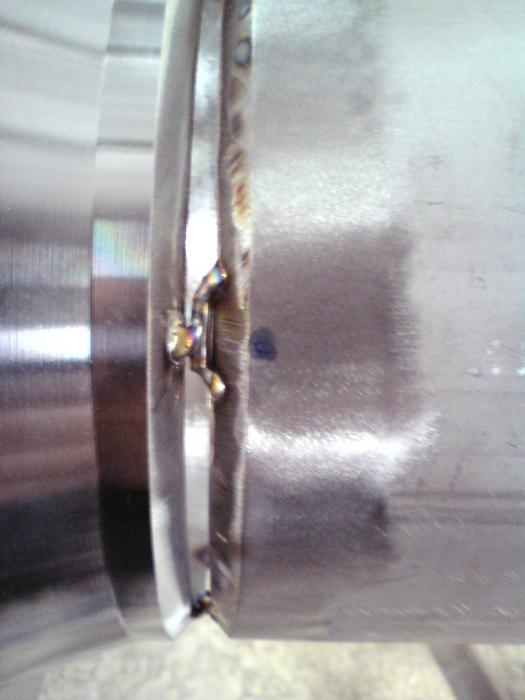
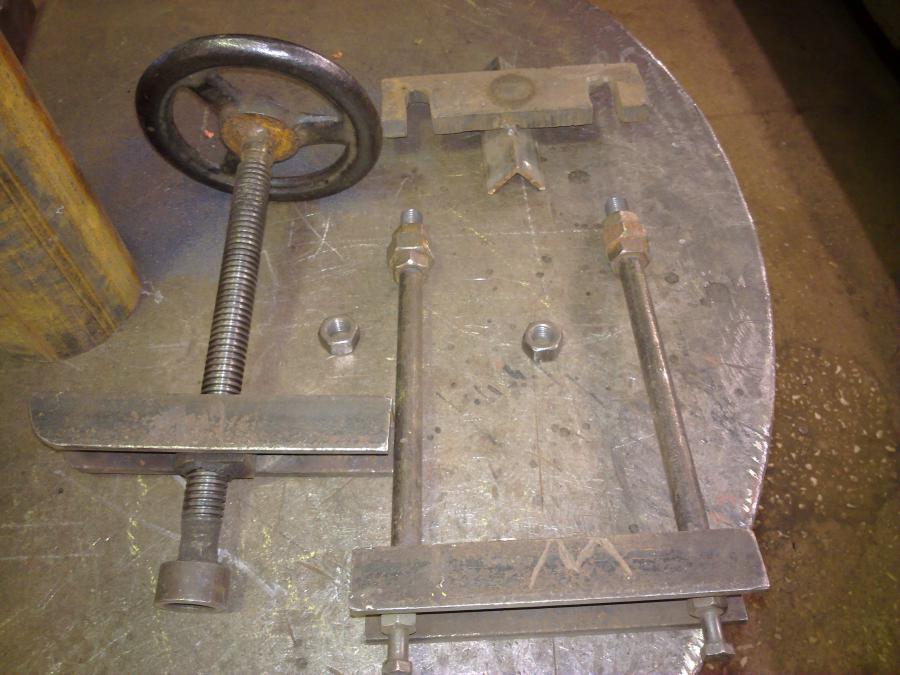
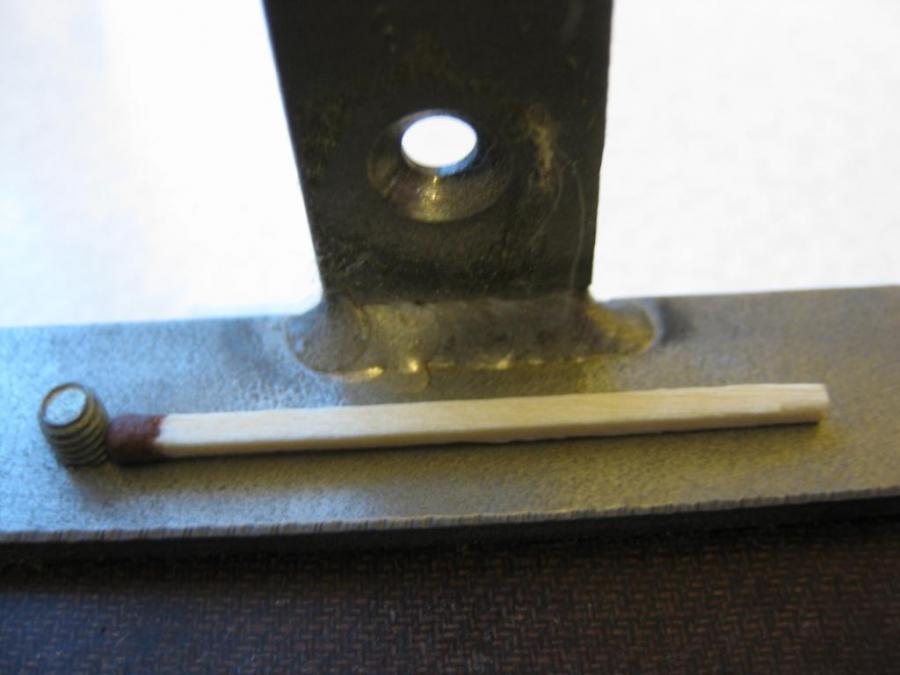
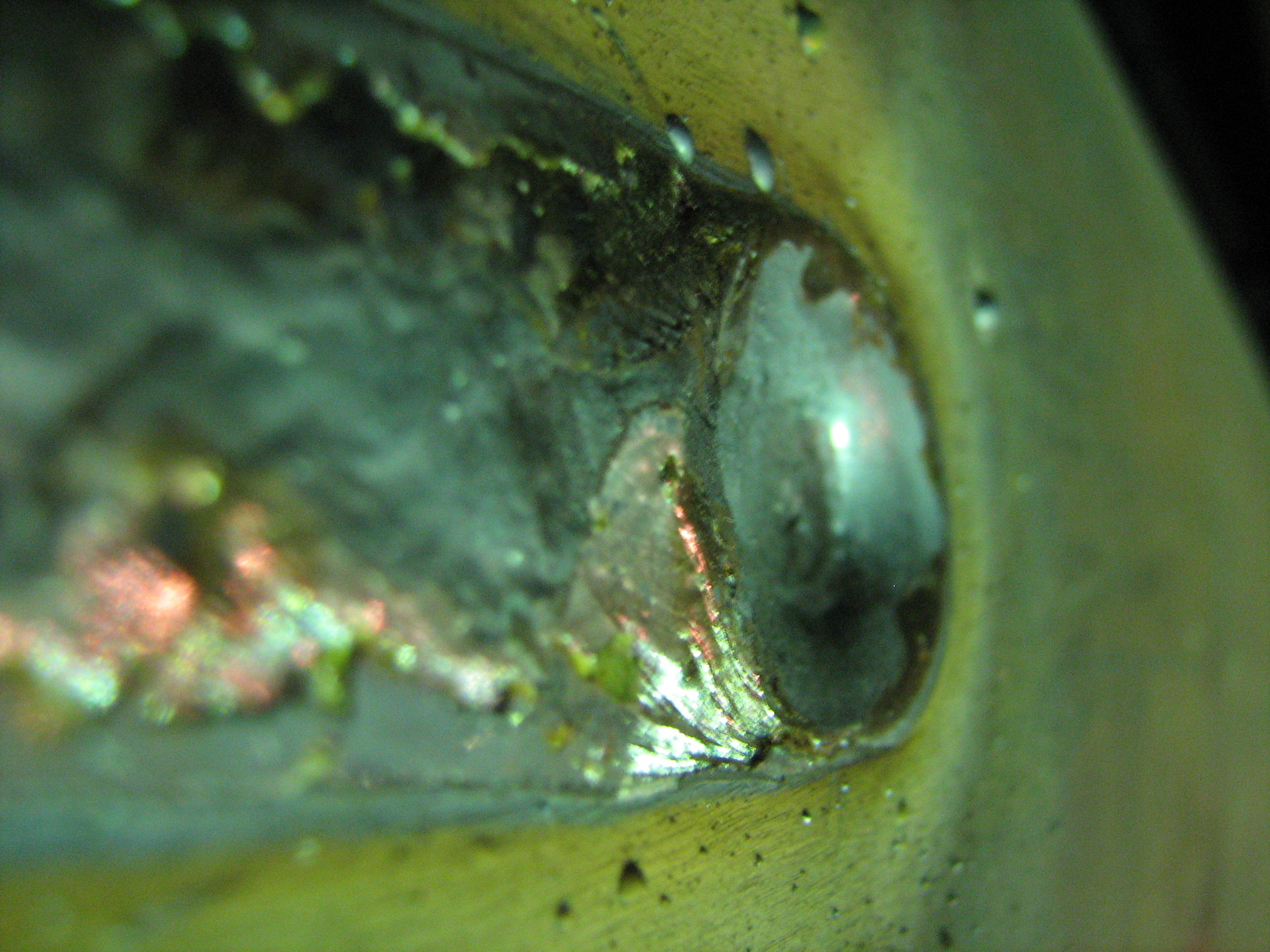
Еще вчера узнал от одного человека, монтажника, имя ему Сергей, как работают англичане при стыковке и сварке труб. Так как гибкости и смелости к экспериментам у меня не занимать, решил попробовать. Как известно, нерж. сильно тянет друг ко другу при сварке корневого шва и многие прибегают к зазору в 5 мм, стягивает в конце бывает до 2мм. Итак, у нас 7 мм толщина, нарезаем проволоку, как на снимке примерно 12-15мм(у англичан в мешочках готовая) и прихватываем в наше притупление, как на снимке в расстояние не меньше спичечного коробка(дедушкино) друг от друга. Проволока вдоль стыка между кромками очень хорошо держит зазор, это есть Вам и корректный зазорник, это есть и чистые прихватки, которые не надо вырезать, и при сварке, просто не надо подавать проволоку, а просто дугой сплавлять ее в сварочный корневой шов. Зазор держит четко 3мм, ПРОВЕРЕНО!!! Кстати с бумажным скотчем тоже нет проблем по заклейке стыка. Варил поворотную, где начал, там закончил, стык увело в 1мм., проверено угольником. Не поворотную, с 6 на 12 тоже нет проблем, зазор держит. Применял 2 способа сварки корневого шва, 1 в слепую, тот, что более ровный, второй с прожиганием кромок, как на снимке и сгон присадочной проволоки в сварочный шов. Облицовка не очень ровно получилась не спал пару недель нормально из-за храпуна. Вопрос решен сегодня в мою сторону. Сергею спасибо, в славе сегодня он , ну и англичанам
 5 баллов
5 баллов -
Добрый вечер, коллеги,хотелось бы поделится и своими наработками.На фото серый чугун 14мм и стальная труба 12мм диаметр 250мм.Электроды подобрал китайские СНС 408 варят не хуже чем 92 60,правда фаски слесаря совсем плохо сняли ,и в (спешке) всё делалось,но получилось нормально.3 балла
-
1) Регулировка плавного спада и нарастания тока, импульсный режим, регулировка катодного распыления и следовательно возможность варить на переменке, установка времени продувки перед и после сварки, ток до 200 ампер минимум. 2) Китайская нержа одну тубу пруток 1,6-2мм, алюминий по тубе 4043 и 5356, бухта чернухи 1,6-2мм, магний (тут есть много вариантов), титан (тоже есть варианты). 3) Обычный китайский редуктор с расходомером в виде стального шарика в колбе за 1,5 тысячи. 4) Горелка длинная 6-8 метров с водяным охлаждением стационарно и одна горелка 3 метра с водяным охлаждением на выезд, можно еще одну с воздушным охлаждением на черный день и чтобы блок охлаждения с собой не возить. 5) Хамелеон и на грязную работу маска с фильтром с5. 6) Блок охлаждения горелки, болгарка маленькая, бормашинка, спецодежда, респираторы, защитные очки и т.п. 7) Делать всегда все на совесть, как для себя или лучшего друга - качественно и красиво. Даже если просят - "Ну прислюнявь как ни будь, чтобы держалось!" - отказывать таким. Либо делаем как надо, либо ни как!3 балла
-
Бачек на японку, не успел крепления только доварить.
3 балла
-
Амг 5,s=3mm. Полозья для рыболовных санок.Требование заказчика:-)Прихвари,чтоб не оторвалось...Заявленное качество:"Не красиво?А ты попробуй,оторви!"Схема расчётов:"Свои люди - сочтёмся".
3 балла
-
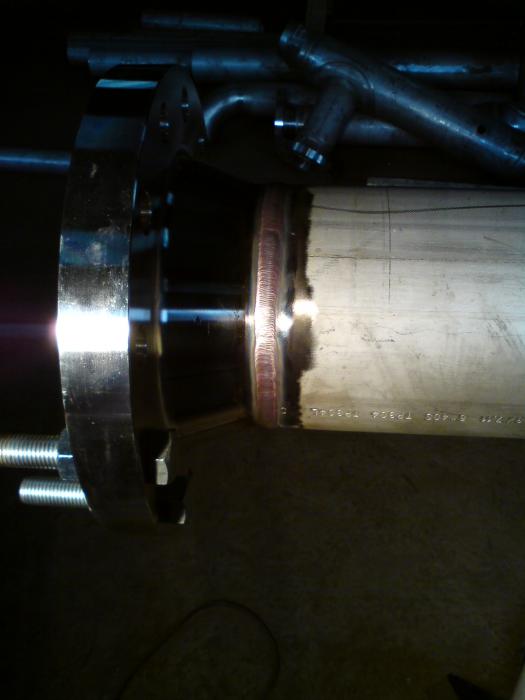
@Васо_29,Зверская толщина.Самое толстое,что мне доводилось резать-это 40-ка (один раз,правда болванку толстенную подфартило помучать,иначе и не назовёшь тот опыт.Диаметр могу показать только руками,как рыбак ) Тоже засвечусь здесь.Корень,труба + отвод,ф 108мм,аргон.
3 балла
-
Пролистывая страницы данного форума,заметил,что в разных темах,нет-нет,да и всплывают сообщения,напрямую к этим темам отношения не имеющие,но содержащие разрозненную информацию о трубах в сантехнике.Чтоб не оффтопить и не засорять темы,а заодно как-то систематизировать информацию по трубам,сподвигся на создание данной темы.Как говорится,добро пожаловать! Имея опыт работы конкретно в сантехмонтаже 14 лет,поделюсь своими наблюдениями и личным опытом. Итак...Со сталью,думаю,почти всё ясно.Ну,или почти всё... В плюсе-дешевизна материала,надёжность и терпимость к разного рода сюрпризам эксплуатации (скачки температуры и давления),высокая механическая прочность. Минусы.Соединение на резьбе,особенно в больших количествах и,учитывая отвратное качество ныне производимых чугунных и латунных фитингов (привет братьям-китаясам...)-тот ещё секас...Сварка-процесс непростой,с кандачка не одолеешь.Опыт и ещё раз опыт.И оборудование надо для сварки габаритное и недешёвое.Да и сами трубы в последнее время всё чаще стали попадаться с браком,особенно,шовные.Коррозионная стойкость тоже ухудшается.Думаю,всем сантехникам встречались трубы 60-х,70-х гг,а то и раньше сделанные,насмерть забитые,но без сквозной коррозии.Более свежие трубы зачастую дают течь через 5-6 лет...Как-то не кузяво...Конечно,последние две проблемы имеют дисциплинарный характер,но нам-то от того не легче. Прогресс на месте не стоит и рынок наполнился материалами,имеющими высокую коррозионную стойкость,простыми и дешёвыми в монтаже и имеющими пониженные требования к квалификации сантехников и сварщиков.Исторически раньше у нас появился металлопластик.С него и начнём.Сама металлопластиковая труба дешёвая,гибкая,коррозионно-стойкая.Коэффициент линейного расширения-как у стали,т.е.,с температурной компенсацией длины можно особо не заморачиваться.Фитинги существуют в двух вариантах стыковки с трубой:обжим пресс-клещами и обжим накидными гайками.Обжим клещами более надёжен,но в малых масштабах невыгоден из-за цены инструмента.И само соединение фитинга с трубой-неразборное.Если что,только отрезай и устанавливай новую деталюшку.Обжим накидными гайками более популярен именно при небольших объёмах работ и практически полном отсутствии опыта.И инструментов нужен рекордный минимум.Ножницы для резки труб (пойдёт даже ножовка),да пара разводных ключей.На этом плюсы металлопластика заканчиваются.Металлопластик хорошо переваривает холодную воду.С горячей-не всё так гладко.Гарантированно он держит до 65 градусов,а дальше-как карты лягут.Много зависит от качества самой трубы (а оно весьма разнится),уплотнений фитингов и грамотности монтажников.Я в своей практике уже много встречал аварий именно на отоплении и ГВС,где трубы выполнены в металлопластике.Есть ещё одна проблема,связанная с проходным сечением фитингов.Допустим,сама труба вполне соответствует по своему сечению.А вот проход в фитинге-эдак в 2 раза меньше.Ладно,когда смонтирована времянка с несколькими фитингами.А если-целый дом,где их-сотни?Из-за такого количества дросселей от напора на входе в конце остаётся пшик...Впрочем,в таком случае дешевизна очень относительная,так как сами фитинги стоят не 2 рубля.Встречал случаи,когда сделать дом\коттедж медью вышло бы дешевле...Посему,я монтажом металлопластика почти не занимаюсь,предпочитаю иные композитные материалы.Исключение-тёплые полы в коттеджах,где температура и давление невысокие и всегда под контролем. Собственно,о меди.На рынке она появилась параллельно с металлопластиком,но учитывая её цену и малый опыт монтажа,она оставалась вешью в себе.Так,чисто для пацанов...Позже плюсы меди расчухали и процесс пошёл.А что,коррозионная стойкость высокая,фитинги относительно дешёвые.Можно спокойно хоронить в штробе.Сечение соединениями не заужается.Самих фитингов-на любой вкусТруба отлично противостоит температуре и давлению.По этим позициям впереди-только сталь.Композиты-аутсайдеры.Соединение труб-в трёх вариантах.Обжим.Популярен ту низкоквалифицированных монтажников.Так же,как и металлопластик,по тем же причинам.Но,фитинги дорогие.Пайка оловянным (мягким припоем).Проста ,дешева и относительно надёжна.Важны аккуратность и тщательность при подготовке и пайке.Фитинги стоят дешевле,чем на обжим.Данный способ пайки медных труб-самый распространённый.Требует самой простой пропановой горелки.Пайка медными припоями.Обладает очень высокой надёжностью,но требует повышенной квалификации (ибо по процессу ближе к газосварке) и пропан-кислородной,или,хотя бы,ацетилен-воздушной горелки,дающей большую температуру.Данный способ,в основном,практикуют монтажники климатического оборудования.Они же,для предотвращения окисления труб изнутри в процессе пайки,продувают их изнутри инертными газами (в основном,азотом и аргоном).В сантехмонтаже это не шибко актуально и выполняется чаще по прихоти богатых заказчиков (было бы предложено).Медью я работаю помногу и с удовольствием.Предпочитаю пайку жёсткими припоями. Гофротруба нержавеечная.Её появление сантехники восприняли с особой радостью.Коррозия пофигу.Температура-тоже.Гнётся на раз-два руками и под любым углом.Фитингов-минимум и они не заужают сечение.Стыковка-накидной гайкой и уплотнение силиконовыми манжетами.Мечта!И начали лепить гофронержу,куда можно и нельзя,напрочь забыв про то,что гофрированная поверхность создаёт нехилое гидравлическое сопротивление...Отсюда проблемы в системах отопления и водоснабжения (особенно,с высоким расходом воды).Я применяю гофронержу в нескольких случаях.Её применение связано со способностью данной трубы сжиматься и изгибаться.Например,при монтаже и обвязке канальных и подвесных калориферов в системах приточной вентиляции.В этом случае труба сглаживает вибрации от вентиляторов и не даёт расшатать соединения с магистралью.Также это практикую при обвязке медицинского,пищевого и прочего оборудования,при работе которого присутствуют вибрации.Ну и,само собой разумеется,при обвязке гидромассажных ванн,душевых кабинок и прочего сантехоборудования,которое запитывается скрытой подводкой и,при том,от случая к случаю (при ремонте и обслуживании),передвигается и разбирается.Разного рода гибкую подводку из резиновых шлангов в оплётке ставлю только на смесители,да и то,чаще (если клиент согласен),выполняю подключение гибкой медной трубкой ф 10 мм.Знаете ли,люблю спокойный сон. Композитные (полимерные) материалы. Полиэтилен низкого давления (ПНД).Чёрная полиэтиленовая труба.Применяется для холодной воды.К коррозии равнодушна.Пластична (в известных пределах).Лёгкая и дешёвая.Стыкуется на обжимных фитингах,которые нисколько не заужают сечение.Обжим применяется до диаметров 65 мм.Высокое давление обжимные фитинги не держат.Впрочем,на холодной воде оно бывает редко.Для больших диаметров-только сварка.Сварка стыковая применяется,в основном,при укладке труб под землю.Особенно это актуально при бестраншейной укладке,чтоб при протяжке трубы ничего не мешало.Разного рода ответвления,изгибы и примыкания сначала выполнялись через стальные тройники,отводы и переходы сталь\ПНД типа "ёрш".ныне от таких "сборных фитингов" отказались.Нафиг в трубе коррозионно-нестойкий участок?Широкое применение получила муфтовая сварка электромуфтами.В муфту вделана нагревательная спираль.Муфта с натягом напрессовывается на трубу и фитинг (отвод,тройник,переход сталь\ПНД),подключается аппарат для нагрева и по соответствующей программе выполняет прогрев.Стык готов.Сейчас электромуфтовым способом соединяются и мелкие трубы ПНД.Да,стоит оборудование немало,электромуфты-тоже не копейки,зато надёжность-выше всяческих похвал.Кроме укладки магистральных водоводов,ПНД применяется даже для подвальной разводки холодной воды в многоквартирных домах (бюджетный вариант) и обвязке систем водоснабжения в бассейнах,на водоочистке.Также,при обвязке бассейнов применяют фитинги,приклеиваемые к трубам.На небольших давлениях и температурах работает,но очень тщательно надо зачищать,обезжиривать и промазывать клеем стыкуемые поверхности.Поэтому,склейка полиэтилена-удел немногих фанатов данного процесса. Сшитый полиэтилен.В отличие от ПНД,может переносить умеренно горячую воду (до 65 град. гарантированно).Стыкуется муфтовой сваркой (аналогично полипропилену) и на обжимных фитингах.В отличие от забугории,у нас муфтовая сварка как-то не задалась и стыкуют трубы обжимом.Основное применение сшитого полиэтилена-укладка труб тепло- и водоснабжения в пол и стены.Прокладка труб осуществляется в гофротрубе или теплоизоляции из вспененного полипропилена и т.д.,ибо коэффициент линейного расширения СП выше,чем у стали.Трубы применяются,в основном,малых диаметров (15-20мм) на монтаже радиальных систем отопления в коттеджах.Лично я с сшитым полиэтиленом не работаю по причине отрицательного отношения к радиальным системам. Полипропилен.Думаю,что и распространяться о нём много-излишне.Плюсов у него немало.Дёшев,прост в монтаже,коррозионно-стоек.Фитинги стоят копейки,разнообразия великого,сечение не заужают.Но,коэффициент линейного расширения у него-куда больше,чем даже у меди.Отсюда,трубы,применяемые для отопления и водоснабжения,лучше прятать от глаз подальше.Лежащие по синусоиде "кишки" красоты не добавляют.Полипропилен (даже армированный фольгой) плохо переносит высокую (свыше 80 град.) температуру.Начинаются необратимые удлиннения трубы,вздутия,расслоение армировки и порывы.Посему я никогда и ни за какие коврижки не смонтирую полипропилен в системе отопления или ГВС,где нет контроля за температурой и давлением.Слишком часто там,где подача ГВС-не через теплообменник,а напрямую,с теплоузла,да с подачи и перед узлом смешения,температура взлетает по зиме за сотку.Ну,не рассчитан полипропилен на такое издевательство.В загранице такой технический авантюризм давно под запретом.Давление-до 6 атм и температура 60,ну,70 град.,не более.А у нас ещё почти вся страна-на элеваторных теплоузлах...Какой тут контроль?Безусловно,применение полипропилена в системх центрального отопления разных малых городков и посёлков-вполне оправданная мера.Материал и его монтаж стоят копейки (значит,хилый провинциальный бюджет не так пострадает).Температура и давление в системах невысоки и,как правило,зависят от степени адеватности кочегаров.А,вот,химподготовка теплоносителя-часто ни к чёрту...Стальной трубе жить пару-тройку лет...Хрен с ними,с наружными сетями.Главное,чтоб в домах ничего не текло и не отваливалось...В коттедже,частном доме,полипропилен для водоснабжения-само то.Уже немало смонтировал систем в домах на полипропилене.Но,всё стараюсь спрятать.В стяжку,в штробу.Чтоб глаз не резало.И трубу укладываю в рубашку из теплоизоляции,в короба со свободным креплением,чтоб трубы двигались при удлиннении.Пока нареканий нет.Монтировал из полипропилена системы снабжения сжатым воздухом на производстве.Оченно кошерно!Влага,даже если и есть (осушителей нема или филонят),то не вызывает коррозии труб и не убивает частицами ржавчины оборудование. Ну,вот...Вкратце,о своём опыте,всё.Вышеизложенное основывается только на моём мнении и на ранг абсолюта не претендует! Если кто тоже поделится своим опытом-буду только рад!2 балла
-
Мои помощники.От работодателя - одна болгарка Мелкие ключи в прокате.А на другом фото-закрома родины.Но тягать сие добро тяжеловато.Пару труб,4 фланца легко решают эту проблему.
2 балла
-
Сомое интересное,что если сделать всё как надо,даже быстрее получится. Не надо воздух по 3см заваривать,залеплять целый день.И качество-100лет простоит. А фаска действительно удивила.Толи прикололись,толи совесть на секундочку включилась.2 балла
-
Ну и несколько слов о МФУ "Стол".Чисто фото. Ну пока всё,поделился всем,чем мог.На данном этапе.По мере продвижения буду пополнять тему и процессом монтажа,и очередными "Прибамбасами".Всем спасибо за внимание!
2 балла
-
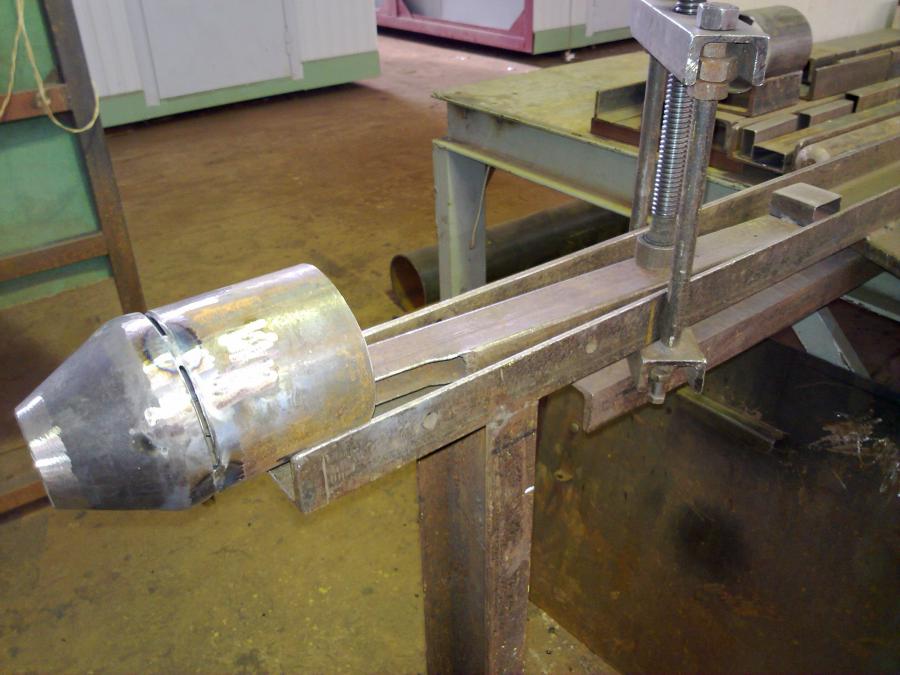
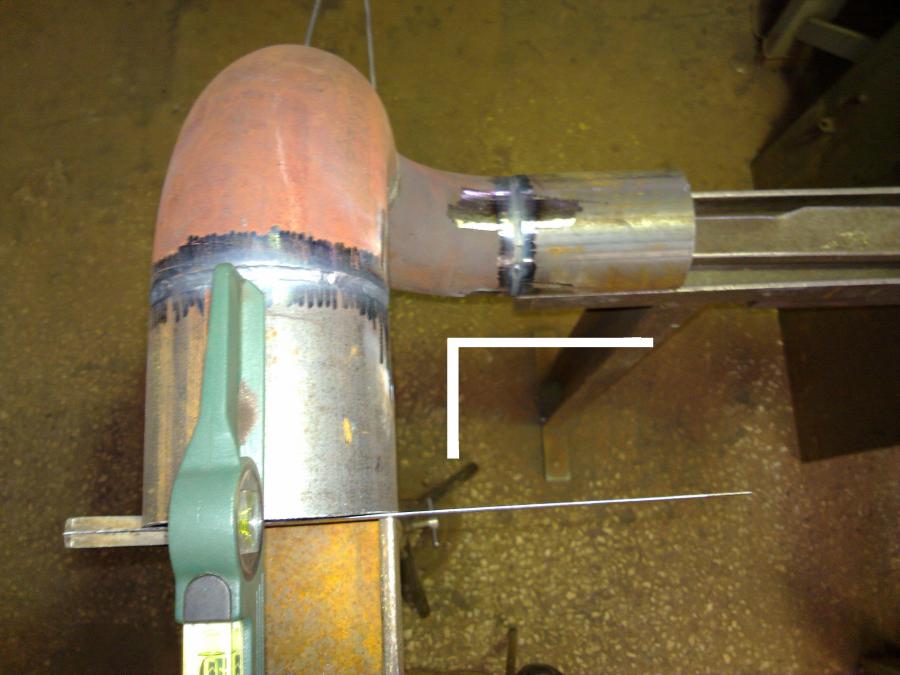
Вчера на Ваш пост ответил,а сегодня мысли терзали,что не так истолковал поставленный вопрос.Если я правильно понял,то суть проблемы в правильной геометрии узла.За размеры уже тему поднимать не буду,из фото будет ясно.Я расчёты веду от центра,будь то труба или "фигура".Постарался привести возможные варианты монтажа отвода и иже с ним.В качестве прижима использовал левую (на фото) деталь.Можно и обрезок швелера,но,на мой взгляд,при зажимании последний "уводит" фиксируемую деталь в сторону.Хотя можно и швеллер доработать,вварив уголок подходящего размера. После выставления одной детали,фиксируем её и только потом монтируем следующий узел.На нижних фото как пример (белая полоса),на что ориентироваться,дабы соблюсти геометрию.Угольник,должен бы в другом положении находиться (но если рез трубы ровный,то и так пойдет). На следующем фото достаточно осевую сверху отбить,"на глаз" Если для монтажа отводы надо "разбить" в противоположные стороны,то выставляем,фиксируем и в путь А это до кучи.Готовые узлы просто спозиционировал для наглядности.Всё тоже самое,"вертикаль,горизонталь и параллель".Ещё и швеллер облегчает задачу,центруя трубы.Только уровнем орудуй. Если на начальных этапах монтажа (при условии качественной подготовки деталей) будет соблюдаться аккуратность (слово то какое),то вся конструкция в дальнейшем,строится как конструктор "Лего",при условии ниличия необходимых знаний монтажа.Ну и оснастки.
2 балла
-
@Беня, Вроде мусолят мусолят этот закон, а все никак. Это самое правильное-расчет по недельно. Восемь лет так работали. Тем паче что неофициально. Не отпускных, не больничных ничего. И не сказать что прям шикарно. В сезон вроде нормуль а с зимой на круг в районе двадцатки. На весну куча предложений аля всю неделю по 12 часов причем от хороших знакомых которые желают мне добра. Благодетели ети их мать. Правильнее всего исчислять зароботок в рублях в час. Если оклад. А в месяц там как обещают, это всегда почти слишком растяжимое обещание. Потому что в месяце в среднем 30 дней по 24 часа. Так что можно 20 по 8 отработать, а есть маза за те же деньги и все 30 по 12-14 часов. Во время последних непоняток с деньгами я спросил у начальника. Прямо спросил. Где та грань когда вы из людей в начальство превращаетесь? Ниче не ответил! Попал по наитию одного придурка в командировку. Не инструмента не материала, только требования и сроки. Не свалил только что бы заработанное забрать. И то забирал с трудом, без договоров же работали. У нас не только с начальством ухо в остро держать надо но и с некоторыми коллегами. Есть тип товарищей любящих понарасказывать ни вчем не убедившись, а мож и за долю малую от начальства. Кто знает, чужая душа потемки.2 балла
-
А мне вот так стыкуют .И с удивлением "Чё, не заваришь?":
2 балла
-
Сегодня,кстати,на работе подумал,что вся эта тема,скорее слесарям-сборщикам подходит,чем сварным.Хотя,опираясь на свой опыт,когда приходится выполнять все операции - от и до самому,то может и не всё так радужно на просторах нашей безалаберной Родины.Потихоньку продолжу. Совсем короткие катушки и единичные негабариты обрабатываю на столе.А когда всего валом,то перенастраиваю немного "винт".По времени занимает пару минут,но подспорье весомо. Вдогонку с зазорниками дополню тему.Разные толщины и "ширины".Вырез-чтобы напильником выбивать.Той приблудой,что с лопаткой,удобно и зазор расширять,забивая туда,и отжать ,если что.
2 балла
-
Циркули.Для резки и для разметки.Следом-для разметки труб 57 и 108.Ну и результаты. Отвлекусь.Толщина стенки.Разница в 0,5 - 1,0 мм вроде бы и не такая существенная,но в ходе сварки ощутима.Ток менять не охота и приходится идти на ухищрения.Та же проблема и с разнотолщинностью,особенно этим грешат наши,российские отводы,даже ГОСТ-овские.А вот китайский фасон ,что по геометрии,что по толщине хороший,правда там металл немного другой(чисто органолептически сужу)
1 балл
-
Попытки усовершенствовать рабочий процесс,равно как и облегчить условия труда,заставляют серое вещество искать пути к воплощению этих идей.И создаются всякие прибамбасы-одни удачные,другие -нет,но даже если результат не тот,что ожидал,это тоже "мясо".Иной раз неудачный эксперимент даёт совершенно новые идеи.Все мои приблуды делались под себя и под цеховые условия,но непохо себя зарекомендовали и на диких просторах.Время от времени буду пополнять тему экспонатами,потому что в силу обстоятельств что то пылится в углу,что то уже забыто,да и со временем начинаешь обходиться малым.А когда только начинал осваиваться в новой профессии,то идеи так и пёрли-сказывалось и отсутствие опыта,и смутное представление процесса,и неправильная установка работяг старой закалки (хотя и у них опыта набрался).Может кто то для себя найдёт что то интересное или же,наоборот, подкинет идею.Так что,господа-сварщики и иже с ними,не стесняемся.Всем спасибо за внимание. Никакой системы в порядке файлов не предусматривается.Кинул,в двух словах-что о чём и для чего,если будут вопросы-ответ. Это мой "четвероногий" друг.Стол.Ног гораздо больше на самом деле,но это не важно.Весь процесс крутится вокруг него.Устойчив,зафиксирован и выставлен в "0"(рабочая часть).Зафиксировав трубу таким образом,можно уверенно обрабатывать трубу большой болгаркой -и торцевать,и снимать фаску,не боясь получить по конечностям.Хотя,таким макаром болгаркой не работают,но другой альтернативы нет . Это уже другая вещь."Создавалась" под воротниковые фланцы (потом изображу в действии),но потом она обрела себя и в других областях.Высота,как и фиксация к столу осуществляется струбциной. Для удобного расположения и фиксации коротких катушек и фасона,добавил пару элементов: Несколько моментов монтажа: Этой штукой размечаю трубу под резку.Альтернатива ленте.Имею такую на 57-ю и 108-ю трубу.На большие диаметры использую ленту,а для мелочи очень удобно и быстро. Пока всё,а пост уж слишком длинный получился.
1 балл
-
Китай мне еще не попадался. Швы зачетные. Марку записал и попробую найти у нас (у Оливера есть представительство на Украине) Как ваши впечатления о них? При первом проходе не пузырили? Трубы новые? или б\у?1 балл
-
Вот про эти присадки поподробнее пожалуста. ГДЕ КУПИТЬ?1 балл
-
Чё то давно не захадил...думал фоток залить и ненашол нечё(( так разнобой) http://i072.radikal.ru/1303/25/2e3c06b346fe.jpg http://s45.radikal.ru/i109/1303/01/50a5caf329ea.jpg http://i064.radikal.ru/1303/cc/c95f7139b327.jpg http://s017.radikal.ru/i423/1303/63/212577a0ad9a.jpg http://s49.radikal.ru/i125/1303/d4/a351df4073e6.jpg http://i078.radikal.ru/1303/0c/73746160a21e.jpg http://i062.radikal.ru/1303/e8/8fc8665ec4c7.jpg http://s55.radikal.ru/i147/1303/0e/1792d483cd11.jpg http://s020.radikal.ru/i715/1303/6c/6d6ae50c4790.jpg1 балл
-
Термопенал вкупе с трансформатором 220/36В. Зазорник (1).Магнит (2).Очень удобен для изымания окалины из врезок (когда сваркой отверстия вырезаешь).
1 балл
-
Грунт и предсборка весьма напоминают водонепроницаемые переборки любого парохода.Трубы и леса на втором плане - процесс постройки на стапеле.
1 балл
-
Соединители разогреваешь в горячей воде, снимаешь, увидишь кабель и откручиваешь его, ставишь на новый. аналогично с остальными. есть грубый способ отсоединяешь кабель от держака или массы соединяешь с другим болтом с гайкой и шайбами, обматываешь изолентой. но может повлиять на качество сваривания. сам не делал, но видел оба варианта.1 балл
-
Титан у титанщиков,а у нас "сплавники".Это АМг5 и присадка АМг61,d=3.0 Сплавные швы выглядят по-другому (ранее публиковались): 1) сп.2в s=3 mm, присадка сп.3в d=2.0. 2) сп.2в s=1mm+4mm и 14 mm, присадка сп.3в d=2.0,3.0 и 4.0
1 балл
-
@Elektro_D, напишите например им, про свои потребности - http://trafimetgroup.com/ru/accessori/f_connectors_working/V07/f_connectors_working.html1 балл
-
Что Вы называете словом оснастка?1 балл
-
Продолжу начатое. Внял подсказкам, попробывал изменить окончание, добавляя присадку почти до самого завершения процесса. Вроде как стало получаться. Не скажу, что всегда так, но стремился к 100% результату. Пара фоток с окончанием. Решил заодно и держаки показать: ESAB это от сварочного по алюминию, второй - с моего Kempi MinarcTig 180mlp. Всяко не оригинал, но очень удобный по размеру (чуть ли не в 2 раза меньше) и лёгкий. Но меня ждало не большое разочарование: на материале 5мм стало как бы получаться. Сделав работу, рушил попробывать другой материал. Нашёл рифлёнку, толщина 3мм. Настроил аппарат, сила тока 90-100А, сделал прихватки и стал пробывать варить... Вот помучался: то трещинка образуется в начале, то в конце шва, не поймать скорость, не добиться однородного шва . Помучался с полчасика (мало очень!) но нужно было делать другую работу, оставил пока до лучших времён От чего такая разница? Что делаю не так? Ещё вопрос: после сварки алюминия, сварочный шов чем-нибудь чистят, обрабатывают?
1 балл
-
для "рутила" плевое дело,страшнее когда слесаря тормоза или "нубы" с такими не заработаешь...@jaan,на монтаже "сантехники" даже не знают что это,там чем быстрее и "абы не текло"...удивили "фаски", очень удивили)))1 балл
-
Когда указывают на чертеже катушку-с одной стороны фланец,а другая встык и размер 150,то я откидываю только на фланец (на подкладное кольцо) 5мм На зазорах ставлю 3мм,в ходе сварки зазор стягивает,что нередко болгаркой разделываешь стык.А 2мм "лишних" в общей массе затеряются без каких-либо последствий для конструкции и никакой мороки в момент подготовки катушек.Если бы мне на токарном всё это дело готовили или на "Фишере",то тогда имело бы смысл гнаться за такой точностью.Ну а так,"хэнд мэй",какая тут уж точность. Раньше пользовался такой стойкой при монтаже пространственных конструкций,потом упростил это дело до отрезка трубы со струбциной да тальрепа с цепочкой (на ранних фото присутствуют оба варианта).Ксати,неплохо помогает при монтаже врезок в трубу,когда в "одно рыло" мостишь.Болты-для фиксации трубы(до 57мм)А так можно слегка доработать зазор перед прихватыванием.
1 балл
-
Всем привет, выбираю инвертор для дома бюджет до 7000, но дело в том что дома напруга сети слабая (или бывает слабая) да и проводка старая, с чего я это взял, недавно брал какойто старый трансформатор там еще переключалка была 220-380 вольт, так вот я поставил 220 крутилка ампер была на всю, так вот он даже электрод тройку немог разжечь все время залипал, но если всетаки разжигался то не фига не варил, видно было что не тянет. Присмотрелся к Ресанте, про него как раз пишут 140-240 вольт, но у него кабель держака короткий всего 1,5 метра, а отдельно держаки вместе с кабелем для инвертора у нас не продаются.Так вот посоветуйте какой купить.1 балл
-
Это обратимый кошмар, легко устраивается для - фирмы и их юриста, если они подзатянули в сроках выплаты зарплаты: УК РФ Статья 145.1. (Невыплата заработной платы, пенсий, стипендий, пособий и иных выплат), подачей заявления прокурору о возбуждении уголовного дела по этим обстоятельствам. Если до этого ещё не дошло, то в суде (если вдруг его там не окажется/ ) потребовать присутствия прокурора, которому возможно надо объяснить своё понимание того, что это именно он должен осуществлять надзор за соблюдением законодательства в отношении соблюдения конституционных прав человека. У меня ощущение, что чиновники ещё не завербованы своим народом.1 балл
-
Болгаркино место.Всё под рукой и не соскочит.Там же и держаку место было изначально,но потом предпочтения,в плане удобства, изменились и место ему нашлось на опоре. Очередная функция стола.И одна из опор. Стул.Просто стул.Иной раз приходится варить сидя-честно говоря,не люблю,обычно "на нагах" работаю.Но.Если надо преклонить колени пред стыком,то стул можно и уронить и поставить колено не на пол,а на спинку.На неё можно и сесть,оперевшись и о сиденье или спиной,или рукой-в зависимости от обстановки.Мелочь,а удобно.
1 балл
-
Сегодня ремонтировал опору под стрелу от фишки.
1 балл
-
Может кто читал уже, в сети встречается) Лето, жара, бурятская степь. По степи катаются танки, за ними издалека наблюдают вороны и пастух: У танкистов наступили тактические учения, и они выполняют разного рода маневры на своей технике. Уже прошла неделя <пешим по танковому>, это когда экипажи бродят кучками по тем маршрутам где им предстоит потом проехать на танках. Увлекательное занятие, ведь им для связи нужны и рации 63 года выпуска (или просто образца этого года, кто их знает но весят по 25-35 кг, ибо батарейки) и вещмешки и еще много чего, и они в день наматывали пешим по 20-30 км. Но зачем о грустном, ведь сейчас у них есть танки и они жгут на них, уже прятались в складках местности, уже делали противоракетные маневры, преодолевали всякую хрень типа мелких болот(в большое не полезешь на нем, да и где его взять то в Бурятии кто там был, спросит где мы даже и мелкие то взяли). И вот теперь они отрабатывают движение в колонне, поедут, пыля как стадо, остановятся, сдадут задом, вперед и т.д. И вот происходит ДТП! Механик одно танка про@бал момент остановки ибо пыль очень плотная и приходит в жеппу переднему. Как я пришел в состояние неописуемого восторга, когда мирно себе спал и тут ТАК НЕ ПО ДЕТСКИ ТРЕСНУЛО! Я прилетел головой в прицел и опять что-то отломал от него. Кроя матом мы с командиром вылезли из башни и пронаблюдали картину простую, что на вид все целое и непонятно что же было. После того как раскатили в стороны технику (не стали ждать гайверов буаааа выяснили повреждения: поцарапана краска в двух местах у одного на жопе и несколько надрывов (прорвало зубцами траков) на крыльях у нашего. Всех делов-то. Мы обсудили что было бы с камазом или с жигой, поржали и думали что на этом история закончилась: Так вот значит, она на этом только началась. Механ который упустил момент звался Поздей, изза фамилии Поздеев, был ничем не привлекательный и незаметный мелкий чувак. Никто его в серьез не воспринимал, шутили над ним и глумились иногда. Но тут комбат круто изменил его судьбу, просто сказал: <Теперь Поздей, привезешь новые крылышки, старые снимешь и поменяешь>. Казалось бы, ну и что же тут такого? Поздей съездил на КамАЗе куда показали, снял за пол дня крылья с другого, привез их в парк, бросил около своего танка и сказал комбату что к вечеру будет готово: И вот тут начинается жесть! При ударе длинные стержни, которые держали крылья, стали не стержнями прямыми, которые можно выбить, а красивыми такими зигзагами. Растянуло и погнуло всяко их. Поздей взял кувалду и зубило (это ж армия и болгарку солдатам не положено, да и не было ее кажись в части, я не видел) и стал рубить. Тут прояснилось, что производители танка использовали для изготовления этой ниибически важной детали очч хорошую сталь! До ужина получилось рубануть только одно колено из 20 на одном крыле, при этом зубило стало похоже на красивый цветок, укоротилось на треть, и затупилось совсем: Кувалда слетала много раз при этом. На следующий день с утра Поздей был уже в парке и стал орудовать далее: Прошла неделя, Поздей стал зваться дятел, изломал кувалды что у нас были, приварил ручку покрепче к самой большой, извел наши зубила в хлам и шкулял у всех, причем говорил что ему там немного рубануть и он вернет! Но..., ему уже не верили, ибо под танком валялось много красивых цветочков из зубил и кувалд: Поздей мог на перекурах таперь внятно всем и каждому разъяснить, как надо бить кувалдой, как правильно нужно рубить зубилом, ругал хреновую сталь на кувалдах и зубилах: И человек начал постепенно приобретать новое гордое лицо Рукопожатие его стало очень крепким, взгляд осмысленным и твердым, речь прямой и понятной. Прошел месяц: Наш танковый бат не любил весь полк, говорить все стали в ритм ударов мега-Поздея, попрятали вообще все свои инструменты и внимательно следили за перемещениями нашего дятла, ибо он позаимствовал уже все что плохо лежало и хотябы отдаленно напоминало кувалду или зубило. Такой ремонт своими руками не снился ни одному механику на гражданке: Когда Поздей вырубил первый стержень, крыло упало на землю и он всплакнул, когда через полтора месяца после первых ударов упало второе, страшный рык услышали даже те кто был за казармами, а это почти километр от парка! Он схватил крыло и кинул его об танк так что оно погнулось еще немного Для сравнения, перед этим крылья на замену привезенные, он еле скинул с КамАЗа а грузили их туда трое. В общем закончилась эпопея, все еще долго привыкали к тому что нет мерного стука и грохота на всю часть, и к тому что Поздею теперь было не скажи лишнего и обидного ничего: Он реально мог всечь серьезно! Окреп и возмужал, а ведь говорил что сбежит или повесится в начале эпопеи. Вот так из мелкого и заморенного Поздея, он стал уважаемым чуваком, благодаря комбату доброму и своей сонности: Конечно, теперь если кому надо было лом нарезать мелко, или вбить что либо большое во что то твердое, шли к нему и приходили в неописуемый восторг, с какой нечеловеческой силой он бил кувалдой:1 балл
-
У меня "поворотные механизмы" примитивные А это,чтобы крутить было удобно.Парные части на пару капелек прихватываешь,они уравновесились и никакого особого сопротивления качению. По мере роста детали и разбег опор увеличиваем
1 балл
-
Зачётные штуки-дрюки!1 балл
-
Этот сюжет в комментариях не нуждается,суть ясна Удобно варить мелочь. И зазорник.В верхней части приварена скоба.При выставлении зазора и прихватывании стыка,нередко зазорник зажимает.Ударом напильника по скобе или местам её прихватки,позволяет высвободить зазорник без ущерба для последнего.Этому зазорнику 3 года. Тоже всё ясно.Одну сторону отвода надо было укоротить на 35мм,а другую сделать под врезку. Момент разметки первой операции,и остаток от второй.Рез болгаркой.
1 балл
-
Начал сегодня подготовку к сварке алюминия. Брошу ещё камень в огород разработчиков ВУДИ маленькую катушку не поставить: пришлось доработать подручными средствами в корпусе есть отверстие, в него вставлен язычок надо будет добавить контргайку-барашек.
1 балл
-
немного близкое к теме, на днях позвонил знакомый и говорит что у него потек в печке котел, он купил сворочный и попытался подварить, а звонил чтобы спросить каким звуком должен жужать электрод (он музыкант), на следуюший день пришлось все таки ехать:
1 балл
-
@Evgeny17,если есть возможность,то лучше сделать вторые проходы в неудобных местах.Потом будет проще накладывать валики "по дыркам".Не видя объёмов и дефектов трудно судить,но почему-то острый пар проедает именно такие места.
1 балл
-
не знаю к какому разделу отнести, перепаял вчера у себя горелку ТИГ
1 балл
-
Здравствуйте уважаемые! В конце января выпрыгнул один коммерсоватый тип. Предложил варить закладные(650шт)-35р.шт. мобильные ограждения(350шт)-100р.шт.+туча "мелкосерийки". С меня: погрузка-разгрузка,резка,сборка,сварка,зачистка,грунтовка,оборудование,помещение и качество на 5+. При слове"договор" начал нечленораздельно говорить и прятать глаза. На вопрос:"а чё ценник такой не кошерный?", получил ответ:"я посчитал что рабочий должен зарабатывать в смену 1рубль". Он посчитал!!! Послал в пешее эротическое путешествие. После звонил пацанам(а не мне), пукал пугал что работает в ГУИН(ФСБ,МВД,ЖЭК...). Предложил уронить злодея, отказались . Вот как с этим навозом работать? Ответ: никак. Последние 2 года работаем с понедельной оплатой и всё хорошо, Слава Богу. P.S. Классный у вас форум мужики, душевный. Спасибо всем.1 балл
-
Просто понравилась компоновка.
1 балл
-
Живуче.Из кладовых дяди Бензеля осталась на ходу одна (на остальных шланги поплавились-потекли),а наши ломались только когда на них случайно ставили бункер с металлоломом да и то там всё можно заменить.1 балл
-
Температуру нагрева заготовок определяют визуально или с помощью пирометров различных конструкций. Визуально температуру определяют по цвету каления. При 600— 1300° С цвет и яркость нагретых предметов изменяются через каждые 50° С. Например, цвет поверхности при нагреве от 850 до 1000° С изменяется от красного до светло-красного, затем становится оранжевым, а далее желтым. Температуру по цвету, каления определяют с точностью ±50—60° С. При слабом дневном освещении черные металлы, нагретые до различных температур, °С, имеют следующие цвета каления: Темно-красный.........650 Оранжево-желтый...........1000 Вишнево-красный......700 Светло-желтый...........1100 Светло-красный...........800 Соломенно-желтый...........1150 Густо-оранжевый.........900 Белый разной яркости ..........1200—14001 балл
-
Монтаж полипропиленовых труб.rar1 балл
-
Первая мысль была: Это специально чтоли? Ктото совесть потерял!
1 балл
-
Я тоже пользуюсь при резке труб стареньким советским резаком и режу трубу на половину заполненную водой за 1 проход. Начинаешь с самой нижней точки трубы и ведешь резак в верх с наклоном от места реза, при этом струя воды сдувается пламенем резака в сторону от места реза.1 балл
-
Да и я диски обычно прорезаю,но иногда на не очень толстых дисках мне хватает и просто разделки, и корень проваривается нормально,начинаю с середины диска на реально большом токе к краю уже снижаю.Присадка 5356
1 балл
-
92.58 побыстрому (срочно ) варил , внутри корпуса куча шестерен и сальники , подогрел до 150 гр. и проварил с обоих сторон попеременно . Начал из нутри чтоб если и потянуло то "внутрь" - подгонки плоскости меньше . Так и получилось - слегка внутро потянуло .
1 балл